EP1520668B1 - Schneidvorrichtung mit elastisch deformierbarem Stützring - Google Patents
Schneidvorrichtung mit elastisch deformierbarem Stützring Download PDFInfo
- Publication number
- EP1520668B1 EP1520668B1 EP05000091A EP05000091A EP1520668B1 EP 1520668 B1 EP1520668 B1 EP 1520668B1 EP 05000091 A EP05000091 A EP 05000091A EP 05000091 A EP05000091 A EP 05000091A EP 1520668 B1 EP1520668 B1 EP 1520668B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- force
- supporting ring
- cutting device
- accordance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000008093 supporting effect Effects 0.000 claims abstract description 24
- 239000000463 material Substances 0.000 claims description 11
- 230000007423 decrease Effects 0.000 claims description 6
- 230000007704 transition Effects 0.000 claims description 5
- 238000010276 construction Methods 0.000 claims 2
- 229910000831 Steel Inorganic materials 0.000 abstract description 3
- 239000010959 steel Substances 0.000 abstract description 3
- 239000011888 foil Substances 0.000 abstract 1
- 230000009471 action Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
- B26D7/265—Journals, bearings or supports for positioning rollers or cylinders relatively to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/384—Cutting-out; Stamping-out using rotating drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4409—Cutters therefor; Dies therefor having die balancing or compensating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4833—Cooperating tool axes adjustable relative to each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4838—With anvil backup
- Y10T83/4841—With resilient anvil surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4844—Resiliently urged cutter or anvil member
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/768—Rotatable disc tool pair or tool and carrier
- Y10T83/7809—Tool pair comprises rotatable tools
- Y10T83/7851—Tool pair comprises disc and cylindrical anvil
- Y10T83/7855—With adjustable means to urge tool elements together
Definitions
- the invention relates to a cutting device comprising a machine frame, an anvil roll rotatably mounted on the machine frame with an anvil, a cutting tool rotatably mounted on the machine frame about an axis of rotation with a cooperating with the anvil cutting edge such that in successive rotational positions each successive cutting sections with successive Anvil surface portions are in an operative position to cut a passing between the cutting tool and anvil material, the cutting tool and the anvil are biased with a biasing force toward each other, the cutting tool by means of at least one rotationally fixed relative to the cutting tool arranged support ring on successive support ring portions relative to Anvil roller rotatably arranged successive support surface portions is supported, the respective effective support ring portion having a bearing force approximately corresponding to the difference between the biasing force and the cutting force acting on the respective effective Stützenlächenabites, and the at least one support ring in the respective effective, the bearing force applying support ring portion is formed relative to the respective effective cutting portion so that at the respectively approximately equal to the difference between preload force and cutting
- a rotary cutting device which comprises a tool roll and a counter roll.
- a tool roll On the tool roll two support rings are arranged, via which these are supported on the counter roll.
- the tool roll carries a cutting tool which does not touch the counter roll.
- the invention has for its object to improve a cutting device of the generic type such that the cutting tool has the largest possible service life.
- the varying contact force leads to that the reduction in the radial extent of the support ring is not constant, but also varies with the varying contact force.
- one possibility is to give the respective successive support ring sections a varying elasticity.
- Such varying elasticity would be realized, for example, that the material elasticity of the support ring is formed directly varying, for example by material or structural changes, which can be realized for example by diffusing elements into the structure of the support ring.
- the support ring a variable elasticity by shape variation.
- shape variation provides that the support ring is formed of material having homogeneous elastic properties, but by varying the shape of the support ring and the elasticity thereof can be varied.
- shape variation it is possible to achieve such a formula elasticity in that the support ring has a cross-sectional area variation with respect to its cross-sectional areas extending perpendicular to the azimuthal direction.
- Such a cross-sectional area variation can be made, for example, by providing a support ring of constant cross-section and introducing suitable recesses therein.
- a particularly simple possibility of such a cross-sectional variation is when the support ring has a varying shape in a direction transverse to the radial direction and transverse to the azimuthal direction.
- Such a shape variation can be realized, for example, by introducing recesses extending in this direction into the support ring of otherwise constant cross-section.
- Such recesses may expediently be designed, for example, as recesses extending transversely to the azimuthal direction from an outer edge.
- a further alternative embodiment which allows in particular a direct compensation of varying according to the varying contact force deformation of the support ring in the radial direction, provides that the support ring has a varying relative to the axis of rotation radial extent.
- This makes it possible to deviate so far, for example by a flattening or a recess of the cylindrical surface, as the radial deformation of the support ring changes with varying contact force.
- the flattening or recess in the radial direction is dimensioned so that this change in the radial direction just compensates for the change by which the support ring is less deformed when the contact force changes from the maximum value to the minimum value.
- the support ring retains a homogeneous material elasticity and an unchanged shape and that the reduction of the deformation of the support ring at the transition is taken into account by maximum contact force to the minimum bearing force, that the effective at minimum contact force cutting portions have a greater extent in the radial direction than the cutting portions, in which the bearing force maximum and the cutting force is minimal.
- the cutting tool and the anvil roller are biased toward each other with a biasing force, that the cutting tool is supported by means of at least one rotationally fixed relative to the cutting tool support ring on successive support ring sections relative to the anvil roll rotatably arranged successive support surface portions and thereby each effective support ring portion having an approximately the difference between the biasing force and cutting force corresponding bearing force acting on the respective effective support surface portion and that the support ring is formed in the respective effective, the bearing force applying support ring portion relative to the corresponding effective cutting portion so that at each from about the Difference between biasing force and cutting force corresponding varying contact force of the support ring standing in the operative position cutting nabites holds at a defined distance from the corresponding effective Anboß direabites.
- the supporting effect of the support ring in opposite to the varying cutting force varying contact force is then matched to the radial extent of the cutting portions with respect to the axis of rotation that the support ring, despite the varying bearing force holds the effective cutting portions substantially in a defined distance range of the corresponding Anboß lakeabitesen the distance range is chosen so that always still a sufficient cutting effect occurs.
- This is preferably a distance range which is on the order of less than a few hundred micrometers, preferably less than one hundred micrometers.
- the support ring With regard to the arrangement and design of the support ring a variety of solutions are conceivable. For example, it would be conceivable to provide the support ring as a separate ring, which sits next to the cutting tool, but then the precision of the support effect by the support ring relative to the cutting tool is problematic. For this reason, it is preferably provided that the support ring sits on the cutting tool and preferably the support ring has the same concentricity precision as the cutting tool due to uniform machining together with the cutting tool.
- An advantageous possibility for fixing the support ring on the cutting tool is to shrink the support ring on the cutting tool and optionally additionally fix positively.
- the support surfaces are arranged directly on the anvil roll, so that a uniform centric processing of the support surfaces and the anvil surfaces is possible.
- the support surfaces can be produced in a particularly simple manner if they form part of the anvil surfaces, since in this case only one surface can be produced with the desired precision.
- each cutting device shown in section comprises a designated as a whole with 10 machine frame, which has two spaced-apart bearing parts 12 and 14.
- Each of the bearing parts for example, the bearing part 12 in Fig. 1 includes two side supports 16 and 18, between which a lower bearing support 20 and an upper bearing support 22 are arranged.
- the lower bearing support 20 is guided on the one hand between the side supports 16 and 18 and on the other hand sits firmly on a base plate 24 of the machine frame 10.
- the bearing support 20 in this case has a bearing receptacle 26, in which a designated as a whole with 28 lower pivot bearing with its outer bearing ring 30th is used, wherein the outer bearing ring 30 abuts with its outer peripheral side on an inner surface of the bearing holder 26.
- the bearing ring 30 is fixed in the bearing receptacle 26 by an outer holding body 32 and an inner holding body 34 which abut with retaining rings 36 and 38 on lateral annular surfaces of the outer bearing ring 30 and thus fix it in the bearing seat 26.
- the outer holding body 32 still includes a cover 40 at the same time.
- the upper bearing support 22 is guided between the side supports 16 and 18 and arranged in a direction 42 which extends parallel to the extension of the side support 16 and 18, in the direction of the lower bearing support 20 adjustable. Also, the upper bearing bracket 22 has a bearing receptacle 46, in which an upper pivot bearing 48 is inserted.
- the upper pivot bearing 48 is held with its outer bearing ring 50 in the same manner in the bearing seat 46 fitting as the lower pivot bearing 28 with the outer bearing ring 30 and also an outer holding body 32 and an inner holding body 34 are provided, which are formed in the same way as the provided in the lower bearing support 20 holding body and fix the outer bearing ring 50 of the upper pivot bearing 48 in the same way.
- the upper bearing support 22 in turn is supported on a designated as a whole by 60 biasing device on an abutment 62, which on a is held parallel to the base plate 24 extending upper plate 64, wherein the upper plate 64, the bearing parts 12 and 14 also connects to each other and also the side supports 16 and 18 fixed relative to each other.
- each have a stub shaft 72 is mounted, each of which project laterally from a designated as a whole with 70
- Anboßwalze and concentric with a rotational axis 74 of the anvil roll 70 are arranged, which has a larger radius than the stub shaft 72 and a coaxial is provided to the rotation axis 74 arranged circular cylindrical anvil surface 76.
- a tool shaft 82 is rotatably mounted about a rotation axis 84, wherein the tool shaft 82, for example, extends through the bearing part 12 and on its opposite side of the rotating tool 80 has a projecting beyond the bearing part 12 drive stub 86 via which by means of a drive, such as a motor, a rotary drive of the rotating tool 80 takes place.
- a drive such as a motor
- the rotating tool 80 is characterized by the arrangement of the upper pivot bearing 48 in the upper bearing brackets 22 and their displacement in the direction 42 in Direction of the anvil roll 70 movable.
- the rotary tool 80 is biased towards the anvil roll 70 so that it acts on the anvil roll 70 as a whole with a biasing force V.
- the rotating cutting tool 80 now has for cutting a designated as a whole by 90 and passed through between the rotary cutting tool 80 and the anvil roll 70 web 90 cutting 92, which from a cylindrical axis, for example, the rotation axis 84 base in the radial direction to the axis of rotation 84 with a constant radial extent survive with respect to the axis of rotation.
- the cutting edge 92 comprises two cutting edges 92a extending in the azimuthal direction to the rotation axis 84, which transitions into cutting edges 92b extending transversely thereto, which are then connected by a transverse cutting edge 92c which is approximately perpendicular to the azimuthal direction 96 and thus approximately parallel to the rotation axis 84 are ( Fig. 3 ).
- the cutting edge 92 has two transverse cutting edges 92c and 92c 'from which extend in opposite directions respectively the cutting arches 92b and 92b', which then pass into the cutting limbs 92a, which are the cutting arcs 92b lying on each side of the cross cutting edges 92c and 92c ' and 92b 'interconnect as enlarged in Fig. 3 and further enlarged partially in Fig. 4 shown.
- the cutting action of the cutting edge 92 is now as in Fig. 3 illustrated by cooperation of an effective cutting portion 92s, which a corresponding anvil surface portion 76s with a minimum distance facing each other or nearly touching it, wherein by the rotation of the rotary cutting tool 80 and co-rotation of the anvil roll 70 respectively successive cutting portions 92s and Ansbßphilabête 76s are in their operative position and cooperate cutting.
- the rotary cutting tool 80 is thus provided with two non-rotatably connected support rings 100 and 102, which are arranged coaxially with the axis of rotation 84 on both sides of the cutting edge 92, for example and thereby have support ring surfaces 104 and 106, which are arranged for example cylindrical to the rotation axis 84 and rest on support surfaces 108 and 110 of the anvil roll 70, wherein the support surfaces 108 and 110 may be formed, for example, by portions of the anvil 76.
- the support is in each case via the support ring portions 104 s and 106 s, which rest on corresponding support surface portions 108 s and 110 s of the support surfaces 108 and 110, wherein the rotation of the rotating tool 80 opposite to the direction of rotation of the same successively arranged support ring portions 104 s and 106 s opposite to the direction of rotation of the anvil roller 70th successively arranged support surface portions 108s and 110s cooperate.
- the respective cooperating support ring portions 104s, 106s and support surface portions 108s and 110s take a total of one Bearing force A, with which the rotary cutting tool 80 is supported on the Anboßwalze 70 and which represents a part of the biasing force V of the same.
- the biasing force V not only leads to the formation of the contact force A, which acts on the anvil roller 70 via the backup rings 100 and 102, but also to a cutting force S, which is associated with an effective cutting length in the respective cutting portion 92s.
- the cutting force required to cut the material 90 is S in the region of the cutting limbs 92a, since the cutting limbs 92a in the effective cutting section 92s likewise act only with their cutting edge length, which is infinitesimally short in the azimuthal direction 96 or even punctiform.
- the effective cutting edge length is large when the transverse cutting edge 92c extending substantially perpendicular to the azimuthal direction 96 forms the effective cutting portion 92s, which cooperates with the corresponding anvil surface portion 76s, since the effective cutting length corresponds to the extent of the transverse cutting edge 92c perpendicular to the azimuthal direction 96. At this point, cutting the material 90 requires the greatest cutting force.
- FIG. 5 A occurring in such a geometry of the cutting edge 92 course of the cutting force S in relation to the course of the cutting edge 92 is therefore in Fig. 5 represented, according to Fig. 5 the maximum cutting force Smax with respect to the azimuthal direction 96 then occurs when the cross cutters 92c and 92c 'form the effective cutting portions 92s.
- the cutting force S decreases from the maximum value Smax when the cutting arches 92b form the effective cutting portions, and as the cutting arcs 92b pass through the cutting edges 92c, the effective cutting length and hence the cutting force S decrease as the minimum value Smin increases Cutting force, which occurs when the cutting edges 92a form the effective cutting portions 92s.
- the execution of the support rings 100 and 102 as rings invariant in the azimuthal direction 96 would result in their maximum deformation at a high contact force A. and at the minimum contact force A, which coincides with the maximum cutting force Smax, a minimum deformation, so that thus the distance of the effective cutting portion 92s would vary from the respective effective anvil surface portion 76s and, in particular, when the chisel 92c forms the effective cutting portion 72s, the distance thereof from the effective anvil surface portion 76s would be maximum so that ultimately in cut-sensitive materials 90, for example, very fine fiber materials in the range less than 100 ⁇ , the cross cutters 92c would either develop no or only an unsatisfactory cutting action.
- the support rings 100 and 102 are provided with cutouts 120, 120 ', which extend, for example, from an outer edge 122 of the support rings 104, 106 in the direction approximately parallel to the axis of rotation 84 in the respective support ring 100, 102 and thus a width B of the support ring Reduce 100, 102 from a width Bmax to a width Bmin.
- the shape of the cutout 120 can be chosen so that the transition from the maximum width Bmax to the minimum width Bmin either the increase of the cutting force from Smin to Smax and thus the decrease of the bearing force from the maximum value to the minimum Value substantially corresponds.
- the course of the flats or depressions 130, 130 'in deviation from the cylindrical surface 132 also makes it possible to substantially simulate or at least approximately ensure the course of the decrease and increase in the contact force A, that when the transverse cutting edge 92c is the effective cutting section 92s, whose distance from the effective anvil surface area 76s is approximately the same size as the distance of a cutting edge 92a from the corresponding anvil surface portion 76s when this cutting leg 92a forms the effective cutting portion 92s.
- the recesses 130, 130 'as not over the entire width of the respective support ring 100 extending pockets form, so that laterally still remains a up to the cylindrical surface 132 extending portion of the support ring 100, the then in turn becomes effective due to its altered elasticity.
- the support rings 100 ' may be formed with substantially ideal cylindrical shape 132 at the radial extent R 1 to the axis of rotation 84 and it is instead of the recess 130, 130', a corresponding "increase" ⁇ of the radial extent R 2 of the cross cutters 92c to the rotation axis 84 relative to the radial extent R 3 of the cutting limbs 92a provided so that the minimum bearing force greater radial extent of the support rings 100 'is accepted, but this does not deteriorate the cutting action of the cross cutters 92c, as this one by the amount .DELTA have greater radial extent with respect to the axis of rotation 84 than the cutting limbs 92a, since in the region of the support rings 100 ', due to the maximum contact force A and the minimum cutting force Smin have a greater deformation in the radial direction.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Crushing And Pulverization Processes (AREA)
- Details Of Cutting Devices (AREA)
- Nonmetal Cutting Devices (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Harvester Elements (AREA)
Description
- Die Erfindung betrifft eine Schneidvorrichtung, umfassend ein Maschinengestell, eine am Maschinengestell um eine Drehachse drehbar gelagerte Amboßwalze mit einer Amboßfläche, ein am Maschinengestell um eine Drehachse drehbar gelagertes Schneidwerkzeug mit einer mit der Amboßfläche derart zusammenwirkenden Schneide, daß in aufeinanderfolgenden Drehstellungen jeweils aufeinanderfolgende Schneidenabschnitte mit aufeinanderfolgenden Amboßflächenabschnitten in einer wirksamen Stellung stehen, um einen zwischen Schneidwerkzeug und Amboßwalze hindurchlaufenden Werkstoff zu schneiden, das Schneidwerkzeug und die Amboßwalze mit einer Vorspannkraft in Richtung aufeinander zu vorgespannt sind, das Schneidwerkzeug mittels mindestens einem drehfest relativ zum Schneidwerkzeug angeordneten Stützring über aufeinanderfolgende Stützringabschnitte auf relativ zur Amboßwalze drehfest angeordneten aufeinanderfolgenden Stützflächenabschnitten abgestützt ist, der jeweils wirksame Stützringabschnitt mit einer ungefähr der Differenz zwischen Vorspannkraft und Schneidkraft entsprechenden Auflagekraft auf den jeweils wirksamen Stütztlächenabschnitt wirkt, und der mindestens eine Stützring in dem jeweils wirksamen, die Auflagekraft aufbringenden Stützringabschnitt relativ zu dem diesem entsprechenden wirksamen Schneidenabschnitt so ausgebildet ist, daß bei der sich jeweils aus ungefähr der Differenz zwischen Vorspannkraft und Schneidkraft ergebenen variierenden Auflagekraft der Stützring den in der wirksamen Stellung stehenden Schneidenabschnitt in einem definierten Abstand von dem entsprechenden wirksamen Amboßflächenabschnitt hält, und wobei bei minimaler Auflagekraft der mindestens eine Stützring eine größere radiale Erstreckung bezüglich der Drehachse als die Schneide aufweist und der mindestens eine Stützring elastisch deformierbar ist. Eine derartige Vorrichtung ist aus dem
US-A-3289513 bekannt. - Bei aus dem Stand der Technik bekannten Schneidvorrichtungen wird üblicherweise so vorgegangen, daß das Schneidwerkzeug so weit auf die Amboßwalze zugestellt wird, daß auch bei maximalen Schneidkräften noch eine ausreichende Schneidwirkung gegeben ist.
- Diese Lösung hat jedoch den Nachteil, daß die Schneiden in den Bereichen, in denen geringere Schneidkräfte auftreten, sich sehr stark abnutzen und insgesamt das Schneidwerkzeug nur relativ kurze Standzeiten aufweist.
- Aus der
US 3,289,513 ist eine Rotationsschneidvorrichtung bekannt, welche eine Werkzeugwalze und eine Gegenwalze umfaßt. An der Werkzeugwalze sind zwei Stützringe angeordnet, über welche diese sich an der Gegenwalze abstützen. Die Werkzeugwalze trägt ein Schneidwerkzeug, welches die Gegenwalze nicht berührt. - Der Erfindung liegt die Aufgabe zugrunde, eine Schneidvorrichtung der gattungsgemäßen Art derart zu verbessern, daß das Schneidwerkzeug möglichst größe Standzeiten aufweist.
- Diese Aufgabe wird durch eine Schneidvorrichtung mit den Merkmalen des Anspruchs 1 gelöst.
- Dabei ist davon auszugehen, daß der Stützring, selbst wenn dieser aus Stahl ausgebildet ist, aufgrund der Auflagekraft eine Deformation in radialer Richtung erfährt, das heißt, daß sich die radiale Erstreckung des Stützrings bezogen auf die Drehachse verringert, wobei die variierende Auflagekraft dazu führt, daß die Verringerung der radialen Erstreckung des Stützrings nicht konstant ist, sondern mit der variierenden Auflagekraft ebenfalls variiert.
- Diese durch die variierende Auflagekraft bedingten Änderungen des Stützringes sind mit der Schneide in Einklang bringbar.
- In einer bevorzugten Ausführung besteht eine Möglichkeit darin, den jeweils aufeinanderfolgenden Stützringabschnitten eine variierende Elastizität zu verleihen.
- Eine derartige variierende Elastizität wäre beispielsweise dadurch realisierbar, daß die Materialelastizität des Stützrings unmittelbar variierend ausgebildet ist, beispielsweise durch Material- oder Gefügeveränderungen, was beispielsweise durch Eindiffundieren von Elementen in das Gefüge des Stützrings realisierbar ist.
- Eine andere Möglichkeit besteht darin, dem Stützring eine variable Elastizität durch Formvariation zu verleihen. Eine derartige Formvariation sieht vor, daß der Stützring aus Material mit homogenen Elastizitätseigenschaften ausgebildet ist, jedoch durch Variation der Form des Stützrings auch die Elastizität desselben variiert werden kann. Beispielsweise besteht die Möglichkeit eine derartige Formelastizität dadurch zu erreichen, daß der Stützring hinsichtlich seiner senkrecht zur Azimutalrichtung verlaufenden Querschnittsflächen eine Querschnittsflächenvariation aufweist.
- Eine derartige Querschnittsflächenvariation läßt sich beispielsweise durch Vorsehen eines Stützrings mit konstantem Querschnitt und Einbringen von geeigneten Ausnehmungen in diesen herstellen.
- Eine besonders einfache Möglichkeit einer derartigen Querschnittsvariation besteht darin, wenn der Stützring in einer Richtung quer zur radialen Richtung und quer zur azimutalen Richtung eine variierende Form aufweist. Eine derartige Formvariation läßt sich beispielsweise durch Einbringen von sich in dieser Richtung erstreckenden Ausnehmungen in den Stützring mit ansonsten konstantem Querschnitt realisieren.
- Derartige Ausnehmungen können zweckmäßigerweise als beispielsweise von einem Außenrand ausgehende, quer zur azimutalen Richtung verlaufende Ausnehmungen ausgebildet sein.
- Eine weitere alternative Ausgestaltung, die insbesondere eine direkte Kompensation der entsprechend der variierenden Auflagekraft variierenden Deformation des Stützrings in radialer Richtung ermöglicht, sieht vor, daß der Stützring eine bezüglich der Drehachse variierende radiale Erstreckung aufweist. Damit besteht die Möglichkeit, so weit, beispielsweise durch eine Abflachung oder eine Ausnehmung, von der zylindrischen Fläche abzuweichen, wie sich die radiale Deformation des Stützrings bei variierender Auflagekraft ändert. Beispielsweise ist dabei die Abflachung oder Ausnehmung in radialer Richtung so dimensioniert, daß diese Änderung in radialer Richtung gerade die Änderung kompensiert, um welche der Stützring weniger deformiert wird, wenn sich die Auflagekraft vom maximalen Wert zum minimalen Wert hin ändert.
- Eine Ausführungsform sieht vor, daß der Stützring eine homogene Materialelastizität und eine unveränderte Form behält und daß die Verringerung der Deformation des Stützrings beim Übergang von maximaler Auflagekraft zur minimalen Auflagekraft dadurch berücksichtigt wird, daß die bei minimaler Auflagekraft wirksamen Schneidenabschnitte eine größere Erstreckung in radialer Richtung aufweisen als die Schneidenabschnitte, bei welchen die Auflagekraft maximal und die Schneidkraft minimal ist.
- Es kann vorgesehen sein, daß das Schneidwerkzeug und die Amboßwalze mit einer Vorspannkraft in Richtung aufeinander zu vorgespannt sind, daß das Schneidwerkzeug mittels mindestens einem drehfest relativ zum Schneidwerkzeug angeordneten Stützring über aufeinanderfolgende Stützringabschnitte auf relativ zur Amboßwalze drehfest angeordneten aufeinanderfolgenden Stützflächenabschnitten abgestützt ist und dabei der jeweils wirksame Stützringabschnitt mit einer ungefähr der Differenz zwischen Vorspannkraft und Schneidkraft entsprechenden Auflagekraft auf den jeweils wirksamen Stützflächenabschnitt wirkt und daß der Stützring in dem jeweils wirksamen, die Auflagekraft aufbringenden Stützringabschnitt relativ zu dem diesem entsprechenden wirksamen Schneidenabschnitt so ausgebildet ist, daß bei sich jeweils aus ungefähr der Differenz zwischen Vorspannkraft und Schneidkraft entsprechenden variierenden Auflagekraft der Stützring den in der wirksamen Stellung stehenden Schneidenabschnitt in einem definierten Abstand von dem entsprechenden wirksamen Amboßflächenabschnitt hält. Die abstützende Wirkung des Stützrings bei sich entgegengesetzt zur variierenden Schneidkraft variierender Auflagekraft ist dann so auf die radiale Erstreckung der Schneidenabschnitte bezüglich der Drehachse abgestimmt, daß der Stützring trotz der variierenden Auflagekraft die wirksamen Schneidenabschnitte im wesentlichen in einem definierten Abstandsbereich von den entsprechenden Amboßflächenabschnitten hält, wobei der Abstandsbereich so gewählt ist, daß stets noch eine ausreichende Schneidwirkung eintritt. Hierbei handelt es sich vorzugsweise um einen Abstandsbereich, der in der Größenordnung von kleiner einiger hundert Mikrometern, vorzugsweise kleiner einhundert Mikrometer, liegt.
- Hinsichtlich der Anordnung und Ausbildung des Stützrings sind die unterschiedlichsten Lösungen denkbar. So wäre es beispielsweise denkbar, den Stützring als separaten Ring vorzusehen, der neben dem Schneidwerkzeug sitzt, allerdings ist dann die Präzision der Stützwirkung durch den Stützring relativ zum Schneidwerkzeug problematisch. Aus diesem Grund ist vorzugsweise vorgesehen, daß der Stützring auf dem Schneidwerkzeug sitzt und dabei vorzugsweise der Stützring aufgrund einer einheitlichen Bearbeitung gemeinsam mit dem Schneidwerkzeug dieselbe Rundlaufpräzision wie das Schneidwerkzeug aufweist.
- Eine vorteilhafte Möglichkeit zur Fixierung des Stützrings auf dem Schneidwerkzeug besteht darin, den Stützring auf das Schneidwerkzeug aufzuschrumpfen und gegebenenfalls noch zusätzlich formschlüssig zu fixieren.
- Eine alternative Lösung sieht vor, daß der Stützring einstückig mit dem Schneidwerkzeug verbunden ist und somit gemeinsam mit dem Schneidwerkzeug als einheitliches Teil herstellbar ist.
- Hinsichtlich der Ausbildung der Stützflächen, auf welchen der Stützring aufliegt, sind ebenfalls die unterschiedlichsten Möglichkeiten denkbar. Rein theoretisch wäre es denkbar, die Stützflächen auf einem Tragring neben der Amboßwalze anzuordnen. Dies hätte jedoch ebenfalls hinsichtlich der Genauigkeit Nachteile.
- Aus diesem Grund ist es besonders vorteilhaft, wenn die Stützflächen unmittelbar auf der Amboßwalze angeordnet sind, so daß eine einheitliche zentrische Bearbeitung der Stützflächen und der Amboßflächen möglich ist.
- Besonders einfach lassen sich die Stützflächen dann herstellen, wenn sie einen Teilbereich der Amboßflächen bilden, da in diesem Fall lediglich eine Fläche mit der gewünschten Präzision herzustellen ist.
- Weitere Vorteile der Erfindung sind Gegenstand der nachfolgenden Beschreibung sowie der zeichnerischen Darstellung einiger Ausführungsbeispiele.
- In der Zeichnung zeigen:
- Fig. 1
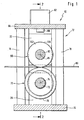
- einen vertikalen Schnitt durch eine Schneidvorrichtung längs Linie 1-1 in
Fig. 2 ; - Fig. 2
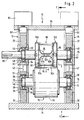
- einen vertikalen Schnitt längs Linie 2-2 in
Fig. 1 ; - Fig. 3
- eine vergrößerte Darstellung von Amboßwalze und Schneidwerkzeug gemäß
Fig. 2 ; - Fig. 4
- eine vergrößerte Darstellung der Bereiche A in
Fig. 2 und3 ; - Fig. 5
- eine schematische Darstellung eines Verlaufs der Schneidkraft über der Azimutalrichtung in Korrelation zu einem Verlauf der Schneiden des Schneidwerkzeugs in
Fig. 4 ; - Fig. 6
- eine vergrößerte Darstellung ähnlich
Fig. 4 eines zweiten Ausführungsbeispiels; - Fig. 7
- eine nochmals vergrößerte Darstellung des Schnitts längs Linie 7-7 in
Fig. 6 ; - Fig. 8
- eine ausschnittsweise vergrößerte Darstellung eines radialen Schnitts im Bereich einer Querschneide und
- Fig. 9
- eine ausschnittsweise vergrößerte Darstellung eines radialen Schnitts ähnlich
Fig. 8 im Bereich eines Schneidenschenkels. - Eine in
Fig. 1 und2 jeweils im Schnitt dargestellte Schneidvorrichtung umfaßt ein als Ganzes mit 10 bezeichnetes Maschinengestell, welches zwei im Abstand voneinander angeordnete Lagerteile 12 und 14 aufweist. - Jedes der Lagerteile, beispielsweise das Lagerteil 12 in
Fig. 1 , umfaßt zwei Seitenträger 16 und 18, zwischen denen ein unterer Lagerträger 20 und ein oberer Lagerträger 22 angeordnet sind. - Der untere Lagerträger 20 ist einerseits zwischen den Seitenträgern 16 und 18 geführt und sitzt andererseits fest auf einer Grundplatte 24 des Maschinengestells 10. Der Lagerträger 20 weist dabei eine Lageraufnahme 26 auf, in welche ein als Ganzes mit 28 bezeichnetes unteres Drehlager mit seinem äußeren Lagerring 30 eingesetzt ist, wobei der äußere Lagerring 30 mit seiner Außenumfangsseite an einer Innenfläche der Lageraufnahme 26 anliegt. Der Lagerring 30 ist dabei in der Lageraufnahme 26 durch einen äußeren Haltekörper 32 und einen inneren Haltekörper 34 fixiert, die mit Halteringen 36 und 38 an seitlichen Ringflächen des äußeren Lagerrings 30 anliegen und somit diesen in der Lageraufnahme 26 fixieren. Außerdem umfaßt der äußere Haltekörper 32 noch gleichzeitig eine Abdeckung 40.
- Der obere Lagerträger 22 ist zwischen den Seitenträgern 16 und 18 geführt und in einer Richtung 42, welche parallel zur Erstreckung der Seitenträger 16 und 18 verläuft, in Richtung des unteren Lagerträgers 20 verstellbar angeordnet. Auch der obere Lagerträger 22 weist eine Lageraufnahme 46 auf, in welche ein oberes Drehlager 48 eingesetzt ist.
- Das obere Drehlager 48 ist mit seinem äußeren Lagerring 50 in gleicher Weise in der Lageraufnahme 46 anliegend gehalten wie das untere Drehlager 28 mit dem äußeren Lagerring 30 und außerdem sind ein äußerer Haltekörper 32 und ein innerer Haltekörper 34 vorgesehen, welche in gleicher Weise ausgebildet sind, wie die im unteren Lagerträger 20 vorgesehenen Haltekörper und in gleicher Weise den äußeren Lagerring 50 des oberen Drehlagers 48 fixieren.
- Der obere Lagerträger 22 stützt sich seinerseits über eine als Ganzes mit 60 bezeichnete Vorspanneinrichtung an einem Widerlager 62 ab, welches an einer sich parallel zur Grundplatte 24 erstreckenden oberen Platte 64 gehalten ist, wobei die obere Platte 64 die Lagerteile 12 und 14 ebenfalls miteinander verbindet und auch die Seitenträger 16 und 18 relativ zueinander fixiert.
- In gleicher Weise wie das Lagerteil 12 ist auch das Lagerteil 14 ausgebildet.
- In den beiden unteren Drehlagern 28 ist jeweils ein Wellenstummel 72 gelagert, welche von einer als Ganzes mit 70 bezeichneten Amboßwalze jeweils seitlich abstehen und konzentrisch zu einer Drehachse 74 der Amboßwalze 70 angeordnet sind, die einen größeren Radius als die Wellenstummel 72 aufweist und mit einer koaxial zur Drehachse 74 angeordneten kreiszylindrischen Amboßfläche 76 versehen ist.
- Durch die beiden unteren Drehlager 28 ist somit die Amboßwalze 70 fest in den unteren Lagerträgern 20 gelagert, die ihrerseits wiederum auf der Grundplatte 24 ruhen und zwischen den Seitenträgern 16 und 18 geführt sind.
- In den oberen Drehlagern 48 der oberen Lagerträger 22 ist eine Werkzeugwelle 82 um eine Drehachse 84 drehbar gelagert, wobei sich die Werkzeugwelle 82 beispielsweise durch das Lagerteil 12 hindurcherstreckt und auf ihrer dem rotierenden Werkzeug 80 gegenüberliegenden Seite einen über das Lagerteil 12 überstehenden Antriebsstummel 86 aufweist, über welchen mittels eines Antriebs, beispielsweise eines Motors, ein Drehantrieb des rotierenden Werkzeugs 80 erfolgt.
- Das rotierende Werkzeug 80 ist durch die Anordnung der oberen Drehlager 48 in den oberen Lagerträgern 22 und deren Verschiebbarkeit in Richtung 42 in Richtung der Amboßwalze 70 bewegbar. Mittels der Vorspanneinrichtungen 60, die auf die oberen Lagerträger 22 wirken, ist das rotierende Werkzeug 80 so in Richtung der Amboßwalze 70 vorspannbar, daß dieses als Ganzes mit einer Vorspannkraft V auf die Amboßwalze 70 wirkt.
- Das rotierende Schneidwerkzeug 80 weist nun zum Durchtrennen einer als Ganzes mit 90 bezeichneten und zwischen dem rotierenden Schneidwerkzeug 80 und der Amboßwalze 70 hindurchgeführten Werkstoffbahn 90 Schneiden 92 auf, welche von einer beispielsweise zur Drehachse 84 zylindrischen Schneidengrundfläche in radialer Richtung zur Drehachse 84 mit konstanter radialer Erstreckung bezüglich der Drehachse überstehen. Beispielsweise umfaßt die Schneide 92 zwei sich in azimutaler Richtung zur Drehachse 84 erstreckende Schneidenschenkel 92a, welche in quer zu dieser verlaufende Schneidenbögen 92b übergehen, die dann durch eine Querschneide 92c, die ungefähr senkrecht zur Azimutalrichtung 96 und somit ungefähr parallel zur Drehachse 84 verläuft, verbunden sind (
Fig. 3 ). - Beispielsweise weist die Schneide 92 zwei Querschneiden 92c und 92c' auf, von denen ausgehend in entgegengesetzte Richtungen jeweils die Schneidenbögen 92b und 92b' verlaufen, die dann in die Schneidenschenkel 92a übergehen, welche die auf jeder Seite der Querschneiden 92c und 92c' liegenden Schneidenbögen 92b und 92b' miteinander verbinden, wie vergrößert in
Fig. 3 und weiter ausschnittsweise vergrößert inFig. 4 dargestellt. - Die Schneidwirkung der Schneide 92 erfolgt nun, wie in
Fig. 3 dargestellt, durch Zusammenwirken eines wirksamen Schneidenabschnitts 92s, welcher einem entsprechenden Amboßflächenabschnitt 76s mit minimalstem Abstand gegenübersteht oder diesen nahezu berührt, wobei durch das Rotieren des rotierenden Schneidwerkzeugs 80 und Mitrotieren der Amboßwalze 70 jeweils aufeinanderfolgende Schneidenabschnitte 92s und Amboßflächenabschnitte 76s in ihrer wirksamen Stellung stehen und schneidend zusammenwirken. - Um einen geringen Abstand zwischen den jeweils zusammenwirkenden Schneidenabschnitten 92s und Amboßflächenabschnitten 76s oder ein sogenanntes leichtes Berühren derselben definiert festzulegen, ist das rotierende Schneidwerkzeug 80 so mit zwei drehfest verbundenen Stützringen 100 und 102 versehen, welche beispielsweise beiderseits der Schneide 92 koaxial zur Drehachse 84 angeordnet sind und dabei Stützringflächen 104 bzw. 106 aufweisen, die beispielsweise zylindrisch zur Drehachse 84 angeordnet sind und auf Stützflächen 108 und 110 der Amboßwalze 70 aufliegen, wobei die Stützflächen 108 und 110 beispielsweise durch Teilbereiche der Amboßfläche 76 gebildet werden können.
- Die Abstützung erfolgt dabei jeweils über die Stützringabschnitte 104s und 106s, die auf entsprechenden Stützflächenabschnitten 108s und 110s der Stützflächen 108 und 110 aufsitzen, wobei beim Drehen des rotierenden Werkzeugs 80 entgegengesetzt zur Drehrichtung desselben aufeinanderfolgend angeordnete Stützringabschnitte 104s und 106s mit entgegengesetzt zur Drehrichtung der Amboßwalze 70 aufeinanderfolgend angeordneten Stützflächenabschnitten 108s und 110s zusammenwirken.
- Die dabei jeweils miteinander zusammenwirkenden Stützringabschnitte 104s, 106s und Stützflächenabschnitte 108s und 110s nehmen dabei insgesamt eine Auflagekraft A auf, mit welcher sich das rotierende Schneidwerkzeug 80 auf der Amboßwalze 70 abstützt und welche einen von der Vorspannkraft V umfaßten Teil derselben darstellt.
- Die Vorspannkraft V führt jedoch nicht nur zur Ausbildung der Auflagekraft A, welche über die Stützringe 100 und 102 auf die Amboßwalze 70 wirkt, sondern auch noch zu einer Schneidkraft S, welche im Zusammenhang steht mit einer in dem jeweiligen Schneidenabschnitt 92s wirksamen Schneidenlänge.
- Geht man beispielsweise davon aus, daß der jeweilige Schneidenabschnitt 92s und der entsprechende Amboßflächenabschnitt 76s, welche zusammenwirken, in der Azimutalrichtung 96 eine im wesentlichen infinitesimal kurze Erstreckung, im Idealfall eine punktförmige Erstreckung aufweisen, so ist die zu einem Schneiden des Werkstoffs 90 erforderliche Schneidkraft S im Bereich der Schneidenschenkel 92a gering, da die Schneidenschenkel 92a in dem wirksamen Schneidenabschnitt 92s ebenfalls nur mit ihrer in Azimutalrichtung 96 infinitesimal kurzen oder gar punktförmigen Schneidenlänge wirken. Dagegen ist die wirksame Schneidenlänge dann groß, wenn die sich im wesentlichen senkrecht zur Azimutalrichtung 96 erstreckende Querschneide 92c den wirksamen Schneidenabschnitt 92s bildet, welcher mit dem entsprechenden Amboßflächenabschnitt 76s zusammenwirkt, da die wirksame Schneidenlänge der Erstreckung der Querschneide 92c senkrecht zur Azimutalrichtung 96 entspricht. An dieser Stelle ist zum Durchschneiden des Werkstoffs 90 die größte Schneidkraft erforderlich.
- Ein bei einer derartigen Geometrie der Schneide 92 auftretender Verlauf der Schneidkraft S in Relation zum Verlauf der Schneide 92 ist daher in
Fig. 5 dargestellt, wobei gemäßFig. 5 die maximale Schneidkraft Smax bezogen auf die Azimutalrichtung 96 dann auftritt, wenn die Querschneiden 92c und 92c' die wirksamen Schneidenabschnitte 92s bilden. Dagegen nimmt die Schneidkraft S ausgehend von dem Maximalwert Smax dann ab, wenn die Schneidenbögen 92b die wirksamen Schneidenabschnitte bilden, wobei mit zunehmendem Durchlaufen der Schneidenbögen 92b weg von den Querschneiden 92c die wirksame Schneidenlänge und somit die Schneidkraft S abnimmt, bis zu einem Minimalwert Smin der Schneidkraft, welcher dann auftritt, wenn die Schneidenschenkel 92a die wirksamen Schneidenabschnitte 92s bilden. - Da die Summe aus Schneidkraft S und Auflagekraft A gleich der Vorspannkraft V ist und die Vorspannkraft V konstant ist, ergibt sich aufgrund des in
Fig. 5 dargestellten Verlaufs der Schneidkraft S und der Variation derselben zwischen der minimalen Schneidkraft Smin und der maximalen Schneidkraft Smax, daß die Auflagekraft A einen genau umgekehrten Verlauf hat, das heißt, dann, wenn die Schneidkraft ihren Maximalwert Smax erreicht hat, ist die Auflagekraft minimal und umgekehrt. - Da jedes Material, insbesondere auch Stahl, bei den bei einer Schneidvorrichtung auftretenden Kräften eine Elastizität besitzt, hätte die Ausführung der Stützringe 100 und 102 als in der azimutalen Richtung 96 invariant ausgebildete Ringe zur Folge, daß diese bei einer großen Auflagekraft A ihre maximale Deformation erfahren und bei der minimalen Auflagekraft A, welche mit der maximalen Schneidkraft Smax zusammenfällt, eine minimale Deformation, so daß somit der Abstand des wirksamen Schneidenabschnitts 92s von dem jeweils wirksamen Amboßflächenabschnitt 76s variieren würde und insbesondere dann, wenn die Querschneide 92c den wirksamen Schneidenabschnitt 72s bildet, der Abstand derselben von dem wirksamen Amboßflächenabschnitt 76s maximal wäre, so daß letztlich bei schnittempfindlichen Werkstoffen 90, beispielsweise Werkstoffen mit sehr feinen Fasern im Bereich weniger 100 µ, die Querschneiden 92c entweder gar keine oder nur eine unbefriedigende Schnittwirkung entfalten würden. Andererseits wäre dann, wenn die Vorspannkraft so eingestellt wird, daß die Querschneiden noch eine befriedigende oder Schnittwirkung entfalten, der Abstand der einen wirksamen Schneidenabschnitt 92s bildenden Schneidenschenkel 92a von dem entsprechenden wirksamen Amboßflächenabschnitt 76s zu gering, so daß die Schneidenschenkel 92a im Verlauf des Schneidens abstumpfen würden.
- Aus diesem Grund ist vorgesehen, das elastische Verhalten der Stützringe 100, 102 in Azimutalrichtung 96 zu variieren.
- Bei dem in
Fig. 1 bis 4 dargestellten Ausführungsbeispiel sind die Stützringe 100 und 102 mit Ausschnitten 120, 120' versehen, welche sich beispielsweise von einem Außenrand 122 der Stützringe 104, 106 in Richtung ungefähr parallel zur Drehachse 84 in den jeweiligen Stützring 100, 102 hineinerstrecken und somit eine Breite B des Stützrings 100, 102 von einer Breite Bmax auf eine Breite Bmin reduzieren. Ein derartiger, hinsichtlich seiner Breite quer zur Azimutalrichtung 96 reduzierter Stützring 100, 102 deformiert an der Stelle mit reduzierter Breite bei konstanter Auflagekraft A stärker, so daß die Ausdehnung des Ausschnitts 120 so gewählt werden kann, daß die Deformation des Stützrings 100, 102 bei der Breite Bmin und bei maximaler Schneidkraft Smax minimalen Auflagekraft A in radialer Richtung zur Drehachse 84 ungefähr gleich der Deformation in radialer Richtung ist, die bei minimaler Schneidkraft Smin und somit maximaler Auflagekraft A und maximaler Breite Bmax des Stützrings 104 auftritt. Damit ist sichergestellt, daß der Abstand der Querschneide 92c, wenn diese einen wirksamen Schneidenabschnitt 92s darstellt, von dem Amboßflächenabschnitt 76s ungefähr gleich groß ist wie der Abstand eines Schneidenschenkels 92a, wenn dieser einen wirksamen Schneidenabschnitt 92s darstellt, von dem entsprechenden wirksamen Amboßflächenabschnitt 76s. Ausgehend von der maximalen Breite Bmax des Stützrings kann die Form des Ausschnitts 120 so gewählt werden, daß der Übergang von der maximalen Breite Bmax zur minimalen Breite Bmin entweder dem Anstieg der Schneidkraft von Smin nach Smax und somit dem Abfall der Auflagekraft vom maximalen Wert zum minimalen Wert im wesentlichen entspricht. Es ist aber auch möglich, den Ausschnitt 120 so zu wählen, daß auf alle Fälle die minimale Breite Bmin in Azimutalrichtung 96 mit der Lage der Querschneide 92c zusammenfällt, ohne daß eine Anpassung an das Ansteigen der Schneidkraft S von Smin nach Smax im Verlauf des Schneidenbogens 92c exakt berücksichtigt ist. - Bei einem zweiten Ausführungsbeispiel, dargestellt in
Fig. 6 und 7 , erfolgt primär keine Anpassung der Elastizität des jeweiligen Stützrings 100', sondern der jeweilige Stützring 100' wird in der azimutalen Richtung 96 gesehen in Bereichen, in denen die maximale Schneidkraft Smax auftritt, mit einer Abflachung oder Vertiefung 130, 130' versehen, deren Abweichung von einer zylindrischen Umfangslinie 132 im wesentlichen der Änderung der radialen Erstreckung der Stützringfläche 104, entspricht, die sich einstellt, wenn die Auflagekraft von ihrem maximalen Wert bei minimaler Schneidkraft Smin zum minimalen Wert bei maximaler Schneidkraft Smax übergeht. - Dabei besteht ebenfalls durch den Verlauf der Abflachungen oder Vertiefungen 130, 130' in Abweichung von der Zylinderfläche 132 die Möglichkeit, den Verlauf der Abnahme und Zunahme der Auflagekraft A im wesentlichen nachzubilden oder zumindest näherungsweise sicherzustellen, daß dann, wenn die Querschneide 92c den wirksamen Schneidenabschnitt 92s bildet, deren Abstand von dem wirksamen Amboßflächenbereich 76s ungefähr die gleiche Größe aufweist, wie der Abstand eines Schneidenschenkels 92a von dem entsprechenden Amboßflächenabschnitt 76s, wenn dieser Schneidenschenkel 92a den wirksamen Schneidenabschnitt 92s bildet.
- Bei dem zweiten Ausführungsbeispiel ist aufgrund der geringen radialen Erstreckung der Vertiefung 130, 130' primär von einer wenig veränderten Elastizität des jeweiligen Stützrings 100' auszugehen, sondern davon, daß durch die Vertiefung 130, 130' eine unmittelbare Kompensation der sich aufgrund der Variation der Auflagekraft A verringerten radialen Erstreckung des entsprechenden Stützrings 100 erfolgt.
- Es ist aber auch denkbar, beim zweiten Ausführungsbeispiel die Vertiefungen 130, 130' als sich nicht über die gesamte Breite des jeweiligen Stützrings 100 erstreckende Taschen auszubilden, so daß seitlich derselben noch ein sich bis zur Zylinderfläche 132 erstreckender Bereich des Stützrings 100 stehen bleibt, der dann wiederum aufgrund seiner veränderten Elastizität wirksam wird.
- Bei einem dritten Ausführungsbeispiel können die Stützringe 100' mit im wesentlichen idealer zylindrischer Form 132 bei radialer Erstreckung R1 zur Drehachse 84 ausgebildet sein und es ist anstelle der Vertiefung 130, 130' eine entsprechende "Erhöhung" Δ der radialen Erstreckung R2 der Querschneiden 92c zur Drehachse 84 relativ zur radialen Erstreckung R3 der Schneidenschenkel 92a vorzusehen, so daß die bei minimaler Auflagekraft größere radiale Erstreckung der Stützringe 100' in Kauf genommen wird, diese jedoch die Schneidwirkung der Querschneiden 92c nicht verschlechtert, da diese eine um den Betrag Δ entsprechend größere radiale Erstreckung bezüglich der Drehachse 84 aufweisen als die Schneidenschenkel 92a, da in deren Bereich die Stützringe 100', aufgrund der maximalen Auflagekraft A und der minimalen Schneidkraft Smin eine größere Deformation in radialer Richtung aufweisen.
Claims (15)
- Schneidvorrichtung, umfassend ein Maschinengestell (10), eine am Maschinengestell (10) um eine Drehachse (74) drehbar gelagerte Amboßwalze (70) mit einer Amboßfläche, ein am Maschinengestell (10) um eine Drehachse (84) drehbar gelagertes Schneidwerkzeug (80) mit einer mit der Amboßfläche derart zusammenwirkenden Schneide (92), daß in aufeinanderfolgenden Drehstellungen jeweils aufeinanderfolgende Schneidenabschnitte mit aufeinanderfolgenden Amboßflächenabschnitten in einer wirksamen Stellung stehen, um einen zwischen Schneidwerkzeug (80) und Amboßwalze (70) hindurchlaufenden Werkstoff zu schneiden, wobei das Schneidwerkzeug (80) und die Amboßwalze (70) mit einer Vorspannkraft (V) in Richtung aufeinander zu vorgespannt sind, das Schneidwerkzeug (80) mittels mindestens einem drehfest relativ zum Schneidwerkzeug angeordneten Stützring (100') über aufeinanderfolgende Stützringabschnitte (104s, 106s) auf relativ zur Amboßwalze (70) drehfest angeordneten aufeinanderfolgenden Stützflächenabschnitten (108s, 110s) abgestützt ist, der jeweils wirksame Stützringabschnitt (104s, 106s) mit einer ungefähr der Differenz zwischen Vorspannkraft (V) und Schneidkraft (S) entsprechenden Auflagekraft (A) auf den jeweils wirksamen Stützflächenabschnitt (108s, 110s) wirkt, und der mindestens eine Stützring (100') in dem jeweils wirksamen, die Auflagekraft (A) aufbringenden Stützringabschnitt (104s, 106s) relativ zu dem diesem entsprechenden wirksamen Schneidenabschnitt (92s) so ausgebildet ist, daß bei der sich jeweils aus ungefähr der Differenz zwischen Vorspannkraft (V) und Schneidkraft (S) ergebenen variierenden Auflagekraft (A) der Stützring (100') den in der wirksamen Stellung stehenden Schneidenabschnitt (92s) in einem definierten Abstand von dem entsprechenden wirksamen Amboßflächenabschnitt (76s) hält, und wobei bei minimaler Auflagekraft der mindestens eine Stützring (100') eine größere radiale Erstreckung bezüglich der Drehachse (84) als die Schneide (92) aufweist und der mindestens eine Stützring (100') elastisch deformierbar ist, dadurch gekennzeichnet, daß die Schneide (92) so ausgebildet ist, daß beim Zusammenwirken unterschiedlicher Schneidenabschnitte (92a, 92b, 92c) mit entsprechenden Amboßflächenabschnitten unterschiedliche Schneidkräfte auftreten und daß ein in seiner wirksamen Stellung eine hohe Schneidkraft (S) erfordernder Schneidenabschnitt (92c) eine größere radiale Erstreckung (R2) bezüglich der Drehachse (84) aufweist als ein eine niedrigere Schneidkraft (S) erfordernder Schneidenabschnitt (92a).
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') eine homogene Materialelastizität aufweist.
- Schneidvorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') eine im wesentlichen ideale zylindrische Form (132) hat.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') bei minimaler Auflagekraft die größte radiale Erstreckung (R2) hat.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') so ausgebildet ist, daß seine Deformation sich beim Übergang von maximaler Auflagekraft zu minimaler Auflagekraft verringert.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die bei minimaler Auflagekraft wirksamen Schneidenabschnitte (92c) eine größere Erstreckung in radialer Richtung aufweisen als die Schneidenabschnitte (92a), bei welchen die Auflagekraft (A) maximal und die Schneidkraft (S) minimal ist.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß Querschneiden (92) zur Drehachse (84) relativ zur radialen Erstreckung (R3) von Schneidenschenkeln (92a) erhöht sind,
- Schneidvorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') im Bereich der Schneidenschenkel (92a) eine größere radiale Deformation aufweist als im Bereich der Querschneiden (92c).
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') auf dem Schneidwerkzeug (80) sitzt.
- Schneidvorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') auf das Schneidwerkzeug (80) aufgeschrumpft ist.
- Schneidvorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß der mindestens eine Stützring (100') einstückig mit dem Schneidwerkzeug (80) verbunden ist.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß beiderseits des Schneidwerkzeugs (80) Stützringe (100') vorgesehen sind.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die Stützflächen (108, 110) auf der Amboßwalze (70) angeordnet sind.
- Schneidvorrichtung nach Anspruch 13, dadurch gekennzeichnet, daß die Stützflächen (108, 110) einen Teilbereich der Amboßfläche (76) bilden.
- Schneidvorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß zusammenwirkende Schneidenabschnitte (92s) und Amboßflächenabschnitte (76) einen definierten festgelegten Abstand aufweisen oder ein leichtes Berühren vorgesehen ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19834104 | 1998-07-29 | ||
| DE19834104A DE19834104A1 (de) | 1998-07-29 | 1998-07-29 | Schneidvorrichtung |
| EP99114200A EP0976510B1 (de) | 1998-07-29 | 1999-07-23 | Rotationsschneidvorrichtung |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99114200A Division EP0976510B1 (de) | 1998-07-29 | 1999-07-23 | Rotationsschneidvorrichtung |
| EP99114200.1 Division | 1999-07-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1520668A2 EP1520668A2 (de) | 2005-04-06 |
| EP1520668A3 EP1520668A3 (de) | 2005-08-03 |
| EP1520668B1 true EP1520668B1 (de) | 2008-05-28 |
Family
ID=7875682
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05000091A Expired - Lifetime EP1520668B1 (de) | 1998-07-29 | 1999-07-23 | Schneidvorrichtung mit elastisch deformierbarem Stützring |
| EP99114200A Expired - Lifetime EP0976510B1 (de) | 1998-07-29 | 1999-07-23 | Rotationsschneidvorrichtung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99114200A Expired - Lifetime EP0976510B1 (de) | 1998-07-29 | 1999-07-23 | Rotationsschneidvorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6244148B1 (de) |
| EP (2) | EP1520668B1 (de) |
| AT (2) | ATE396846T1 (de) |
| DE (3) | DE19834104A1 (de) |
| DK (2) | DK1520668T3 (de) |
| ES (2) | ES2238793T3 (de) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10040024C1 (de) * | 2000-08-16 | 2002-07-25 | Aichele Werkzeuge Gmbh | Schneidvorrichtung |
| DE10044705C1 (de) | 2000-09-09 | 2002-02-21 | Aichele Werkzeuge Gmbh | Rotationsschneidvorrichtung |
| DE10109933C1 (de) * | 2001-02-21 | 2002-08-22 | Aichele Werkzeuge Gmbh | Schneidvorrichtung und Schneidwerkzeug |
| US6763871B2 (en) * | 2001-06-08 | 2004-07-20 | Converting Biophile Laboratories, Inc. | Slip cutting system |
| US20030183053A1 (en) * | 2002-03-28 | 2003-10-02 | Amend Alfred R. | Rotary apparatus and related method |
| US20040074352A1 (en) * | 2002-10-21 | 2004-04-22 | Kimberly-Clark Worldwide, Inc. | Adjustable anvil for a flat bearer ring die |
| ES2232258B1 (es) * | 2002-11-28 | 2006-07-16 | Cimco, S.L. | Troqueladora rotativa. |
| NL1024915C2 (nl) * | 2003-12-01 | 2005-06-06 | Jean Henry Robert Madern | Inrichting voor het aanbrengen van een snede, ril en dergelijke, omvattende een plaatvormig stelsel. |
| SE527886C2 (sv) * | 2004-07-02 | 2006-07-04 | Sandvik Intellectual Property | En rotationskniv, en stödvals och en rotationsknivsanordning |
| SE527838C2 (sv) * | 2004-07-02 | 2006-06-20 | Sandvik Intellectual Property | En rotationskniv och en rotationsknivanordning försedd med en dylik rotationskniv |
| SE527556C2 (sv) * | 2004-07-02 | 2006-04-11 | Sandvik Intellectual Property | En stödvals för en rotationsknivenhet och en rotationsknivenhet med en dylik stödvals |
| SE527845C2 (sv) * | 2004-11-03 | 2006-06-20 | Sandvik Intellectual Property | En stödvals för en rotationsknivenhet och en rotationsknivenhet med en dylik stödvals |
| CN100544909C (zh) * | 2005-04-07 | 2009-09-30 | 山特维克知识产权股份有限公司 | 砧鼓和设置有这种砧鼓的砧组件 |
| US7849772B2 (en) | 2005-04-07 | 2010-12-14 | Sandvik Intellectual Property Ab | Rotary cutting apparatus comprising a cutter drum and an anvil drum |
| SE529998C2 (sv) * | 2005-04-07 | 2008-02-05 | Sandvik Intellectual Property | En stödvalstrumma och en stödvalsenhet för en roterbar skäranordning |
| DE102005022604A1 (de) | 2005-05-11 | 2006-11-16 | Aichele Werkzeuge Gmbh | Rotationsschneidvorrichtung, Verfahren zur Außerbetriebnahme einer Rotationsschneidvorrichtung und Verfahren zum Betrieb einer Rotationsschneidvorrichtung |
| US20070135787A1 (en) * | 2005-12-14 | 2007-06-14 | Maria Raidel | Extensible absorbent layer and absorbent article |
| DE102006044610B4 (de) * | 2006-09-19 | 2008-11-20 | WINKLER+DüNNEBIER AG | Vorrichtung zum Schneiden und/oder Prägen eines Zuschnittes oder einer Materialbahn |
| DE102007016451A1 (de) | 2007-03-30 | 2008-10-02 | Wilhelm Aichele | Rotationsschneidevorrichtung |
| US20100089214A1 (en) * | 2008-10-09 | 2010-04-15 | Buss Richard S | Push/Pull Rotary Cutting Apparatus Driven By Substrate |
| IT1394271B1 (it) * | 2009-05-25 | 2012-06-06 | Ima Flavour S R L Ora Ima Ind S R L | Gruppo di compressione - incisione - taglio a rulli |
| US8272923B2 (en) * | 2009-08-13 | 2012-09-25 | The Procter & Gamble Company | Methods and apparatuses for anvil reconditioning |
| CN101712163B (zh) * | 2009-11-18 | 2012-07-18 | 佛山市南海富利包装机械有限公司 | 一种螺旋横切机刀轴结构 |
| CN102615943A (zh) * | 2012-03-29 | 2012-08-01 | 贵州西牛王印务有限公司 | 凹印机生产线模切机防止纸张吸附装置 |
| KR101221877B1 (ko) * | 2012-04-02 | 2013-01-16 | 신용팔 | 연속형 세라믹 그린시트 하프커팅장치 |
| US20150135925A1 (en) * | 2013-11-20 | 2015-05-21 | Micro-Surface Finishing Products, Inc. | Rotary anvil |
| CN103692491B (zh) * | 2013-12-25 | 2016-01-06 | 中船重工鹏力(南京)塑造科技有限公司 | 一种刀模 |
| CN104097226A (zh) * | 2014-07-07 | 2014-10-15 | 广西梧州港德硬质合金制造有限公司 | 纸尿裤棉芯滚切装置 |
| CN104552431B (zh) * | 2015-02-09 | 2016-05-25 | 晋江特锐模具有限公司 | 旋转模切装置 |
| CN105840663B (zh) * | 2016-05-06 | 2017-12-22 | 浙江翔宇密封件有限公司 | 汽车变速箱轴承密封圈的制作方法 |
| CN105972215B (zh) * | 2016-05-06 | 2017-12-22 | 浙江翔宇密封件有限公司 | 高铁轮毂轴承密封圈的制作方法 |
| US20170341256A1 (en) | 2016-05-24 | 2017-11-30 | The Procter & Gamble Company | Rotary Anvil |
| CN106078879A (zh) * | 2016-07-05 | 2016-11-09 | 太仓路华机械制造有限公司 | 一种高精度长寿命分切机构 |
| US10478347B2 (en) | 2017-06-21 | 2019-11-19 | The Procter & Gamble Company | Nozzle assembly used to manufacture absorbent articles |
| US11292016B2 (en) | 2018-03-16 | 2022-04-05 | The Procter & Gamble Company | Nozzle assembly used to manufacture absorbent articles |
| US10857690B2 (en) | 2018-09-11 | 2020-12-08 | The Procter & Gamble Company | Method and apparatus for adjusting and maintaining a position of a cutting surface of a perforating apparatus |
| EP3666446A1 (de) | 2018-12-10 | 2020-06-17 | The Procter & Gamble Company | Verfahren zur herstellung eines industriewerkzeugs wie z. b. einer ambosswalze |
| WO2022191966A1 (en) | 2021-03-08 | 2022-09-15 | Hyperion Materials & Technologies, Inc. | Rotary cutting unit |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3106121A (en) * | 1959-05-19 | 1963-10-08 | Smithe Machine Co Inc F L | Rotary panel cutter |
| FR1262999A (fr) * | 1960-07-21 | 1961-06-05 | Bande à dresser à poser derrière le couteau des outils à estamper | |
| DE1436912C3 (de) | 1963-03-21 | 1975-07-17 | F.L.Smithe Machine Co. Inc., New York, N.Y. (V.St.A.) | Rotationsstanze für Papier |
| US3257885A (en) * | 1964-06-19 | 1966-06-28 | Smithe Machine Co Inc F L | Rotary panel cutter |
| GB1050754A (de) * | 1964-09-01 | 1900-01-01 | ||
| US3274874A (en) * | 1964-09-10 | 1966-09-27 | Ibm | Web perforating mechanism with resilient sleeve supported back-up roll |
| FR1575848A (de) * | 1968-05-31 | 1969-07-25 | ||
| FR2171619A5 (de) * | 1972-02-09 | 1973-09-21 | Michel Marcel | |
| DE2912458A1 (de) * | 1979-03-29 | 1980-10-09 | Winkler Duennebier Kg Masch | Rotationsstanze mit gegen die messerwalze abgestuetzter gegenwalze |
| DE2931109A1 (de) * | 1979-07-31 | 1981-02-19 | Agfa Gevaert Ag | Druckeinrichtung in einem mikrofilm-durchlaufaufnahmegeraet |
| US4413541A (en) * | 1980-03-10 | 1983-11-08 | Elizabeth Short Biggar | Rapid changeover printer |
| US4341525A (en) * | 1980-09-29 | 1982-07-27 | Magna-Graphics Corporation | Adjustable mounting for cooperating die cylinders |
| US4455903A (en) * | 1982-11-15 | 1984-06-26 | Preston Engravers, Inc. | Adjustable anvil roll |
| US4641558A (en) * | 1985-08-16 | 1987-02-10 | B & H Manufacturing Company | Rotatable shaft assembly |
| FR2595610A1 (fr) * | 1986-03-13 | 1987-09-18 | Gautier Jean | Dispositif de decoupe rotative ou de refoulage pour produits plats |
| US4759247A (en) * | 1987-10-22 | 1988-07-26 | Bernal Rotary Systems, Inc. | Rotary dies with adjustable cutter force |
| DE3924053A1 (de) | 1989-07-21 | 1991-01-24 | Wilhelm Aichele | Vorrichtung zum rotationsschneiden von werkstoffbahnen |
| CH680842A5 (de) * | 1989-09-22 | 1992-11-30 | Electro Optic Ag | |
| AU7859491A (en) * | 1990-05-10 | 1991-11-27 | Byron L. Buck | Rotary die cutting system for sheet material |
| AU2004092A (en) * | 1991-04-25 | 1992-12-21 | Noven Pharmaceuticals, Inc. | Method and apparatus for forming a transdermal drug device |
| GB2256163B (en) * | 1991-05-17 | 1994-09-07 | Focke & Co | Apparatus for severing(collar)blanks from a web of material |
| DE9202391U1 (de) * | 1992-02-25 | 1992-06-11 | Kocher + Beck Gmbh + Co. Rotationsstanztechnik Kg, 72124 Pliezhausen | Stanzwerkzeug |
| US5467678A (en) * | 1993-08-25 | 1995-11-21 | Stollenwerk; Josef A. | Apparatus for automatically applying equalized pressure to a rotary cutting die |
-
1998
- 1998-07-29 DE DE19834104A patent/DE19834104A1/de not_active Ceased
-
1999
- 1999-07-23 EP EP05000091A patent/EP1520668B1/de not_active Expired - Lifetime
- 1999-07-23 AT AT05000091T patent/ATE396846T1/de active
- 1999-07-23 AT AT99114200T patent/ATE291995T1/de active
- 1999-07-23 DK DK05000091T patent/DK1520668T3/da active
- 1999-07-23 EP EP99114200A patent/EP0976510B1/de not_active Expired - Lifetime
- 1999-07-23 DE DE59914778T patent/DE59914778D1/de not_active Expired - Lifetime
- 1999-07-23 ES ES99114200T patent/ES2238793T3/es not_active Expired - Lifetime
- 1999-07-23 ES ES05000091T patent/ES2305911T3/es not_active Expired - Lifetime
- 1999-07-23 DE DE59911825T patent/DE59911825D1/de not_active Expired - Lifetime
- 1999-07-23 DK DK99114200T patent/DK0976510T3/da active
- 1999-07-28 US US09/362,824 patent/US6244148B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE291995T1 (de) | 2005-04-15 |
| DE59914778D1 (de) | 2008-07-10 |
| DE59911825D1 (de) | 2005-05-04 |
| EP1520668A3 (de) | 2005-08-03 |
| EP1520668A2 (de) | 2005-04-06 |
| DK1520668T3 (da) | 2008-09-29 |
| ES2305911T3 (es) | 2008-11-01 |
| ATE396846T1 (de) | 2008-06-15 |
| ES2238793T3 (es) | 2005-09-01 |
| EP0976510A2 (de) | 2000-02-02 |
| US6244148B1 (en) | 2001-06-12 |
| DE19834104A1 (de) | 2000-02-03 |
| DK0976510T3 (da) | 2005-07-11 |
| EP0976510B1 (de) | 2005-03-30 |
| EP0976510A3 (de) | 2001-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1520668B1 (de) | Schneidvorrichtung mit elastisch deformierbarem Stützring | |
| EP1551214B1 (de) | Mähbalken | |
| DE69303690T2 (de) | Schneidvorrichtung | |
| EP1238765B1 (de) | Vorgespanntes Schneidwerkzeug, sowie Schneidvorrichtung umfassend ein solches Schneidwerkzeug | |
| DE102006044610B4 (de) | Vorrichtung zum Schneiden und/oder Prägen eines Zuschnittes oder einer Materialbahn | |
| DE2937664A1 (de) | Verfahren und vorrichtung zur verlaengerung der lebensdauer einer elastischen verkleidung einer gegenwalze einer drehbaren messerwalze | |
| DE2611820A1 (de) | Insbesondere in verbindung mit rotations-schnelldruck-pressen verwendbare faltvorrichtung | |
| EP1180419B1 (de) | Schneidvorrichtung | |
| DE2641370A1 (de) | Geraet zum vernichten von mikrofilmen und dergleichen | |
| DE2449924A1 (de) | Laengsschneidvorrichtung fuer bahnenfoermiges material | |
| DE3605517A1 (de) | Kreissaegeanordnung | |
| DE2814568C2 (de) | Werkzeug zum fraesen von nuten in holz, kunststoff und aehnlichem material | |
| DE2108064A1 (de) | Blechschere | |
| EP0263359B1 (de) | Querschneider | |
| EP0523435A1 (de) | Querschneideeinrichtung an Falzwerken für Rollenrotationsdruckmaschinen | |
| DE4416522A1 (de) | Papierbahn-Schneideeinrichtung | |
| EP1974878B1 (de) | Rotationsschneidevorrichtung | |
| EP1186387A2 (de) | Rotationsschneidvorrichtung | |
| EP1544143B1 (de) | Transportwelle für eine Falzmaschine | |
| DE10103827B4 (de) | Messeranordnung für einen Granulator zum Granulieren von Kunststoffsträngen | |
| EP2311568A1 (de) | Schneidsatz mit Sicherheitsdistanzringmesser | |
| EP0363864B1 (de) | Handgeführter Knabber | |
| DE69317356T2 (de) | Trommelschere | |
| DE3641487A1 (de) | Schneidvorrichtung zum abtrennen von abschnitten von einem bewegten materialstreifen | |
| EP1818299A1 (de) | Vorrichtung zum Bearbeiten von Materialbahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0976510 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 26F 1/38 B Ipc: 7B 26D 7/26 A Ipc: 7B 26F 1/44 B |
|
| 17P | Request for examination filed |
Effective date: 20060120 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20060331 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0976510 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59914778 Country of ref document: DE Date of ref document: 20080710 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080528 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2305911 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080528 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081028 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080528 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080829 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59914778 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE, DE Effective date: 20130627 Ref country code: DE Ref legal event code: R081 Ref document number: 59914778 Country of ref document: DE Owner name: AICHELE, MATTHIAS, DE Free format text: FORMER OWNER: AICHELE WERKZEUGE GMBH, 74564 CRAILSHEIM, DE Effective date: 20130627 Ref country code: DE Ref legal event code: R082 Ref document number: 59914778 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE Effective date: 20130627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20140710 Year of fee payment: 16 Ref country code: DK Payment date: 20140710 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20140711 Year of fee payment: 16 Ref country code: AT Payment date: 20140626 Year of fee payment: 16 Ref country code: GB Payment date: 20140723 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59914778 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20150731 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 396846 Country of ref document: AT Kind code of ref document: T Effective date: 20150723 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150723 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20150801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150801 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150724 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150723 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170613 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20170710 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170801 Year of fee payment: 19 Ref country code: IT Payment date: 20170720 Year of fee payment: 19 Ref country code: DE Payment date: 20170824 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59914778 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190201 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180724 |