EP1473100B1 - Installation de coulée de bandes - Google Patents
Installation de coulée de bandes Download PDFInfo
- Publication number
- EP1473100B1 EP1473100B1 EP04077061A EP04077061A EP1473100B1 EP 1473100 B1 EP1473100 B1 EP 1473100B1 EP 04077061 A EP04077061 A EP 04077061A EP 04077061 A EP04077061 A EP 04077061A EP 1473100 B1 EP1473100 B1 EP 1473100B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- rolls
- module
- casting
- nip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/064—Accessories therefor for supplying molten metal
- B22D11/0642—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/068—Accessories therefor for cooling the cast product during its passage through the mould surfaces
- B22D11/0682—Accessories therefor for cooling the cast product during its passage through the mould surfaces by cooling the casting wheel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/24—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings characterised by a rectilinearly movable plate
Definitions
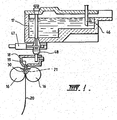
- the molten metal may be poured from a ladle into a smaller vessel or series of vessels from which it flows through a metal delivery nozzle located above the nip so as to direct it into the nip between the rolls, so forming a casting pool of molten metal supported on the casting surfaces of the rolls immediately above the nip and extending along the length of the nip.
- This casting pool is usually confined between side plates or dams held in sliding engagement with end surfaces of the rolls so as to dam the two ends of the casting pool against outflow, although alternative means such as electromagnetic barriers have also been proposed.
- the ladle is of entirely conventional construction and is supported on a rotating turret (not shown) whence it can be brought into position over the tundish 17 to fill the tundish.
- the tundish may be fitted with a sliding gate valve 47 actuable by a servo cylinder to allow molten metal to flow from the tundish 17 through the valve 47 and the refractory shroud 48 into the distributor 18.
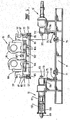
- the caster includes a lifting means in the form of four fluid cylinder actuated hoists 71 supported by the machine frame 11 and located to underlie the corner regions of the roll cassette frame 102 when the roll cassette 13 is at the intermediate position - as can best be seen in Figures 2 , 4 and 5 .
- Actuation of the hoists 71 lifts the roll cassette 13 to the casting position.
- the upward movement of the roll cassette 13 is limited by inwardly extending flanges 75 on the guide rails 89 which are contacted by outwardly extending flanges 77 on the roll cassette frame 102.
- the illustrated caster has been advanced by way of example only and it could be modified considerably.
- the roll supports be mounted on linear bearings for strict linear movement. They could alternatively be supported from the cassette frame on pivot arms to allow arcuate movement providing the necessary lateral movement of the rolls to permit appropriate springing movement. This arrangement would enable further reduction of the effective friction on roll movement.
- the roll biasing units 51 could be mounted on pivot arms and brought into position for connection with the installed cassette by actuation of hydraulic or pneumatic cylinder units acting on the supporting pivot arms. The precise manner in which the cassette is transported into and out of the casting machine could also be varied.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Manufacture Of Switches (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Printing Plates And Materials Therefor (AREA)
Claims (4)
- Installation pour assurer la coulée en continu de feuillard métallique comprenant une paire de rouleaux de coulée parallèles (16) formant un espacement entre eux ; des moyens de délivrance du métal (46, 17, 18, 19) pour délivrer le métal en fusion dans l'espacement entre les rouleaux afin de constituer un réservoir de coulée (30) de métal en fusion soutenu sur des surfaces de rouleau de coulée immédiatement au-dessus de l'espacement ; des moyens de confinement de réservoir (21) au niveau des extrémités des rouleaux pour éviter tout écoulement sortant des extrémités de l'espacement ; et des moyens d'entraînement de rouleau (128) pour entraîner les rouleaux de coulée dans des sens de rotation opposés afin de produire un feuillard solidifié (20) de métal délivré vers le bas à partir de l'espacement ; cas dans lequel les rouleaux de coulée (16) sont montés sur un module de rouleaux (13) installé dans la machine de coulée, et apte à en être enlevé, en tant qu'unité ; ledit module (13) comprenant un cadre de module (102) et des supports de rouleau (104) aptes à être déplacés sur le cadre de module afin de permettre un mouvement du corps des rouleaux (16) pour les rapprocher ou les éloigner l'un de l'autre dans le but de varier l'espacement entre eux ; caractérisée par des moyens d'arrêt réglables (107) disposés sur le cadre de module (102) sous l'espacement et entre les supports de rouleau (104) afin de servir de butée d'entretoise en vue d'une solidarisation avec les supports de rouleau (104) pour prérégler la largeur minimum de l'espacement entre les rouleaux et réglable en largeur pour varier la largeur minimum de l'espacement et des moyens de sollicitation de rouleau (51) aptes à être exploités lorsque le module (13) est installé pour solliciter les supports de rouleau (104) contre les moyens d'arrêt (107).
- Installation selon la revendication 1, caractérisée en outre en ce que les moyens de sollicitation de rouleau (51) sont montés sur la machine de coulée de sorte à pouvoir être raccordés aux supports de rouleau (104) lorsque le module (13) est installé pour solliciter les supports de rouleau (104) vers les moyens d'arrêt réglables (107).
- Installation selon la revendication 2, caractérisée en outre en ce que les moyens de sollicitation de rouleau (51) comportent une paire d'unités de sollicitation pour chaque rouleau, chaque unité de sollicitation (51) étant apte à être raccordée au module (13) afin de procurer une sollicitation élastique du rouleau respectif (16) lorsque le module se trouve dans sa position opérationnelle mais pouvant être amovible du module pour permettre au module d'être enlevé de la machine de coulée.
- Installation selon la revendication 3, caractérisée en outre en ce que les unités de sollicitation élastiques (51) sont soutenues sur des montures aptes à être déplacées sur la machine de coulée pour qu'elles puissent être déplacées pour se mettre en solidarisation opérationnelle réciproque avec le module, et se mettre hors de cette solidarisation.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPO9253A AUPO925397A0 (en) | 1997-09-18 | 1997-09-18 | Strip casting apparatus |
| AUPO925397 | 1997-09-18 | ||
| AUPP3752A AUPP375298A0 (en) | 1998-05-28 | 1998-05-28 | Strip casting apparatus |
| AUPP375298 | 1998-05-28 | ||
| EP98307305A EP0947261B1 (fr) | 1997-09-18 | 1998-09-09 | Installation de coulée directe de bandes minces métalliques et méthode |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98307305A Division EP0947261B1 (fr) | 1997-09-18 | 1998-09-09 | Installation de coulée directe de bandes minces métalliques et méthode |
| EP98307305.7 Division | 1998-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1473100A1 EP1473100A1 (fr) | 2004-11-03 |
| EP1473100B1 true EP1473100B1 (fr) | 2012-10-31 |
Family
ID=25645611
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98307305A Expired - Lifetime EP0947261B1 (fr) | 1997-09-18 | 1998-09-09 | Installation de coulée directe de bandes minces métalliques et méthode |
| EP04077061A Expired - Lifetime EP1473100B1 (fr) | 1997-09-18 | 1998-09-09 | Installation de coulée de bandes |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98307305A Expired - Lifetime EP0947261B1 (fr) | 1997-09-18 | 1998-09-09 | Installation de coulée directe de bandes minces métalliques et méthode |
Country Status (9)
| Country | Link |
|---|---|
| EP (2) | EP0947261B1 (fr) |
| JP (2) | JP4234819B2 (fr) |
| KR (1) | KR100571990B1 (fr) |
| CN (1) | CN1104980C (fr) |
| AT (1) | ATE282493T1 (fr) |
| CA (1) | CA2246900A1 (fr) |
| DE (1) | DE69827602T2 (fr) |
| ID (1) | ID21047A (fr) |
| TW (1) | TW448080B (fr) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE282493T1 (de) * | 1997-09-18 | 2004-12-15 | Castrip Llc | Metallbandgiessanlage und verfahren |
| AUPP406798A0 (en) * | 1998-06-12 | 1998-07-02 | Bhp Steel (Jla) Pty Limited | Strip casting apparatus |
| AUPQ291199A0 (en) * | 1999-09-17 | 1999-10-07 | Bhp Steel (Jla) Pty Limited | Strip casting |
| AUPQ818000A0 (en) * | 2000-06-15 | 2000-07-06 | Bhp Steel (Jla) Pty Limited | Strip casting |
| ATE268237T1 (de) * | 2000-10-23 | 2004-06-15 | Sms Demag Ag | Bandgiessmaschine zum giessen von flüssigen metallen, insbesondere von stahl |
| AT411025B (de) | 2002-02-27 | 2003-09-25 | Voest Alpine Ind Anlagen | Vorrichtung zum kontinuierlichen vergiessen von metallschmelze |
| DE10208342C1 (de) * | 2002-02-27 | 2003-09-25 | Thyssenkrupp Nirosta Gmbh | Vorrichtung zum kontinuierlichen Vergießen von Metallschmelzen, insbesondere Stahlschmelzen |
| ITMI20021510A1 (it) | 2002-07-10 | 2004-01-12 | Danieli Off Mecc | Impianto per la colata continua di nastro metallico |
| KR100643364B1 (ko) * | 2005-09-23 | 2006-11-10 | 주식회사 포스코 | 턴디쉬 노즐용 플러그 장치 |
| KR100674616B1 (ko) * | 2005-09-30 | 2007-01-29 | 주식회사 포스코 | 쌍롤식 박판 주조 장치 |
| JP2007196260A (ja) * | 2006-01-26 | 2007-08-09 | Ishikawajima Harima Heavy Ind Co Ltd | 双ロール鋳造機 |
| KR100779606B1 (ko) | 2006-12-26 | 2007-11-26 | 주식회사 포스코 | 박판 주조롤 지지 장치 |
| US20090236068A1 (en) | 2008-03-19 | 2009-09-24 | Nucor Corporation | Strip casting apparatus for rapid set and change of casting rolls |
| KR101017624B1 (ko) | 2008-09-12 | 2011-03-02 | 주식회사 포스코 | 주조 롤 얼라이먼트 조정장치 및 그 조정방법 |
| JP5837758B2 (ja) | 2011-04-27 | 2015-12-24 | キャストリップ・リミテッド・ライアビリティ・カンパニー | 双ロール鋳造装置及びその制御方法 |
| CN103182492B (zh) * | 2011-12-30 | 2015-12-09 | 宝山钢铁股份有限公司 | 一种双辊薄带连铸铸辊的定位及辊缝调节方法及装置 |
| CN103537641B (zh) * | 2013-10-30 | 2016-04-27 | 宝山钢铁股份有限公司 | 一种可快速更换铸辊的双辊薄带连铸机 |
| CN103752782B (zh) * | 2014-02-26 | 2015-06-03 | 山西银光华盛镁业股份有限公司 | 一种对辊式小尺寸铸锭水平连续铸造系统 |
| RU2720515C1 (ru) | 2016-12-26 | 2020-04-30 | Прайметалс Текнолоджис Джапан, Лтд. | Устройство непрерывного литья с двумя валками |
| CN111299529A (zh) * | 2020-03-20 | 2020-06-19 | 上海二十冶建设有限公司 | 一种超薄带铸辊安装方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5851764B2 (ja) * | 1979-02-27 | 1983-11-18 | 石川島播磨重工業株式会社 | 竪形圧延機におけるロ−ル組替装置 |
| JPS55158864A (en) * | 1979-05-31 | 1980-12-10 | Kobe Steel Ltd | Continuous casting equipment |
| JPS6024250A (ja) * | 1983-07-21 | 1985-02-06 | Ishikawajima Harima Heavy Ind Co Ltd | 双ロ−ル式連続鋳造方法及びその装置 |
| JPS60145253A (ja) * | 1984-01-06 | 1985-07-31 | Mitsubishi Heavy Ind Ltd | 連続鋳造装置における水冷鋳造ロ−ルの交換方法 |
| DE69126229T2 (de) * | 1990-04-04 | 1997-12-18 | Bhp Steel (Jla) Pty. Ltd., Melbourne, Victoria | Verfahren und Vorrichtung zum kontinuierlichen Bandgiessen |
| IN181634B (fr) * | 1993-05-27 | 1998-08-01 | Bhp Steel Jla Pty Ltd Ishikawa | |
| EP0903190B1 (fr) * | 1997-09-18 | 2003-04-16 | Castrip, LLC | Installation de coulée de bandes |
| ATE282493T1 (de) * | 1997-09-18 | 2004-12-15 | Castrip Llc | Metallbandgiessanlage und verfahren |
-
1998
- 1998-09-09 AT AT98307305T patent/ATE282493T1/de not_active IP Right Cessation
- 1998-09-09 CA CA002246900A patent/CA2246900A1/fr not_active Abandoned
- 1998-09-09 EP EP98307305A patent/EP0947261B1/fr not_active Expired - Lifetime
- 1998-09-09 DE DE69827602T patent/DE69827602T2/de not_active Expired - Lifetime
- 1998-09-09 EP EP04077061A patent/EP1473100B1/fr not_active Expired - Lifetime
- 1998-09-14 JP JP25991298A patent/JP4234819B2/ja not_active Expired - Fee Related
- 1998-09-15 TW TW087115325A patent/TW448080B/zh not_active IP Right Cessation
- 1998-09-16 CN CN98119603A patent/CN1104980C/zh not_active Expired - Lifetime
- 1998-09-18 ID IDP981261A patent/ID21047A/id unknown
- 1998-09-18 KR KR1019980038765A patent/KR100571990B1/ko not_active IP Right Cessation
-
2008
- 2008-09-29 JP JP2008250352A patent/JP4679621B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE69827602D1 (de) | 2004-12-23 |
| CN1104980C (zh) | 2003-04-09 |
| CA2246900A1 (fr) | 1999-03-18 |
| KR19990029955A (ko) | 1999-04-26 |
| JPH11156495A (ja) | 1999-06-15 |
| EP0947261B1 (fr) | 2004-11-17 |
| ID21047A (id) | 1999-04-08 |
| JP4234819B2 (ja) | 2009-03-04 |
| JP2009028793A (ja) | 2009-02-12 |
| ATE282493T1 (de) | 2004-12-15 |
| DE69827602T2 (de) | 2005-12-08 |
| EP1473100A1 (fr) | 2004-11-03 |
| TW448080B (en) | 2001-08-01 |
| KR100571990B1 (ko) | 2006-07-31 |
| EP0947261A3 (fr) | 2001-01-10 |
| CN1213594A (zh) | 1999-04-14 |
| EP0947261A2 (fr) | 1999-10-06 |
| JP4679621B2 (ja) | 2011-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1473100B1 (fr) | Installation de coulée de bandes | |
| US6397924B1 (en) | Strip casting apparatus | |
| EP0903190B1 (fr) | Installation de coulée de bandes | |
| KR20100126502A (ko) | 캐스팅 롤의 신속한 준비 및 교체를 위한 스트립 캐스팅 장치 | |
| WO1997027015A1 (fr) | Systeme d'expulsion de metal pour couleur en continu | |
| EP0903191B1 (fr) | Installation de coulée de bandes | |
| US6164366A (en) | Strip casting apparatus | |
| EP0967032B1 (fr) | Installation de coulée de bandes | |
| JP2003511246A (ja) | ストリップを製造するためのストリップ鋳造機並びにこのストリップ鋳造機を制御するための方法 | |
| US8499820B2 (en) | Strip casting apparatus with independent delivery nozzle and side dam actuators | |
| EP0858851B1 (fr) | Machine pour la coulée continue de brames, comportant un appareil pour remplacer une busette de coulée submergée et procédé pour remplacer ladite busette | |
| EP1893362B1 (fr) | Appareil a rouleaux pinceurs et procede de mise en oeuvre de celui-ci | |
| AU739603B2 (en) | Strip casting apparatus | |
| AU763528B2 (en) | Strip casting apparatus | |
| MXPA98007470A (en) | Apparatus of funding material in it | |
| AU737788B2 (en) | Strip casting apparatus | |
| AU743036B2 (en) | Strip casting apparatus | |
| AU737844B2 (en) | Strip casting apparatus | |
| WO2017024232A1 (fr) | Buse centrale à pièces multiples | |
| AU1361097A (en) | Metal delivery system for continuous caster |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0947261 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050429 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20061011 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 0947261 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 69842874 Country of ref document: DE Effective date: 20121227 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130801 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 69842874 Country of ref document: DE Effective date: 20130801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160830 Year of fee payment: 19 Ref country code: GB Payment date: 20160919 Year of fee payment: 19 Ref country code: DE Payment date: 20160907 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160831 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69842874 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170909 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170909 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170909 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171002 |