EP1416087B1 - Procédé de fabricatioon d'un substrat revetu par couches multiples avec propriétés de barriére ameliorées - Google Patents
Procédé de fabricatioon d'un substrat revetu par couches multiples avec propriétés de barriére ameliorées Download PDFInfo
- Publication number
- EP1416087B1 EP1416087B1 EP03023090A EP03023090A EP1416087B1 EP 1416087 B1 EP1416087 B1 EP 1416087B1 EP 03023090 A EP03023090 A EP 03023090A EP 03023090 A EP03023090 A EP 03023090A EP 1416087 B1 EP1416087 B1 EP 1416087B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- curtain
- layer
- multilayer
- less
- coated substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000004888 barrier function Effects 0.000 title claims abstract description 90
- 239000000758 substrate Substances 0.000 title claims abstract description 82
- 238000000034 method Methods 0.000 title claims description 61
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 42
- 238000012360 testing method Methods 0.000 claims abstract description 32
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 16
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 16
- 239000001301 oxygen Substances 0.000 claims abstract description 16
- 230000005540 biological transmission Effects 0.000 claims abstract description 14
- 239000004519 grease Substances 0.000 claims abstract description 14
- 239000011436 cob Substances 0.000 claims abstract description 10
- 239000000123 paper Substances 0.000 claims description 61
- 239000007787 solid Substances 0.000 claims description 21
- 239000000203 mixture Substances 0.000 claims description 11
- 239000011087 paperboard Substances 0.000 claims description 10
- 239000000049 pigment Substances 0.000 claims description 10
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 9
- 239000004927 clay Substances 0.000 claims description 9
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 9
- 235000019422 polyvinyl alcohol Nutrition 0.000 claims description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 6
- 239000002174 Styrene-butadiene Substances 0.000 claims description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 6
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims description 6
- 229920001577 copolymer Polymers 0.000 claims description 6
- 239000011115 styrene butadiene Substances 0.000 claims description 6
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 6
- 229920002472 Starch Polymers 0.000 claims description 5
- 102000004169 proteins and genes Human genes 0.000 claims description 5
- 108090000623 proteins and genes Proteins 0.000 claims description 5
- 235000019698 starch Nutrition 0.000 claims description 5
- 239000004094 surface-active agent Substances 0.000 claims description 5
- NJVOHKFLBKQLIZ-UHFFFAOYSA-N (2-ethenylphenyl) prop-2-enoate Chemical compound C=CC(=O)OC1=CC=CC=C1C=C NJVOHKFLBKQLIZ-UHFFFAOYSA-N 0.000 claims description 4
- 239000005995 Aluminium silicate Substances 0.000 claims description 4
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 4
- 229920000147 Styrene maleic anhydride Polymers 0.000 claims description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 claims description 4
- 235000012211 aluminium silicate Nutrition 0.000 claims description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 claims description 4
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 4
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 claims description 4
- 239000003960 organic solvent Substances 0.000 claims description 4
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 4
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 4
- 239000000454 talc Substances 0.000 claims description 4
- 229910052623 talc Inorganic materials 0.000 claims description 4
- PYSRRFNXTXNWCD-UHFFFAOYSA-N 3-(2-phenylethenyl)furan-2,5-dione Chemical compound O=C1OC(=O)C(C=CC=2C=CC=CC=2)=C1 PYSRRFNXTXNWCD-UHFFFAOYSA-N 0.000 claims description 3
- 239000002131 composite material Substances 0.000 claims description 3
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 claims description 3
- 239000010445 mica Substances 0.000 claims description 3
- 229910052618 mica group Inorganic materials 0.000 claims description 3
- 229920000642 polymer Polymers 0.000 claims description 3
- 229920001059 synthetic polymer Polymers 0.000 claims description 3
- 239000004408 titanium dioxide Substances 0.000 claims description 3
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 claims description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 claims description 2
- 239000005909 Kieselgur Substances 0.000 claims description 2
- 238000005299 abrasion Methods 0.000 claims description 2
- 230000001070 adhesive effect Effects 0.000 claims description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 claims description 2
- 229910052570 clay Inorganic materials 0.000 claims description 2
- 239000003822 epoxy resin Substances 0.000 claims description 2
- 150000002170 ethers Chemical class 0.000 claims description 2
- 125000001153 fluoro group Chemical group F* 0.000 claims description 2
- 239000010440 gypsum Substances 0.000 claims description 2
- 229910052602 gypsum Inorganic materials 0.000 claims description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 claims description 2
- 239000004922 lacquer Substances 0.000 claims description 2
- 239000002105 nanoparticle Substances 0.000 claims description 2
- 229920001084 poly(chloroprene) Polymers 0.000 claims description 2
- 229920000647 polyepoxide Polymers 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 239000004626 polylactic acid Substances 0.000 claims description 2
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 229920001296 polysiloxane Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 2
- 239000000377 silicon dioxide Substances 0.000 claims description 2
- 229920001909 styrene-acrylic polymer Polymers 0.000 claims description 2
- -1 synthetic magadiite Substances 0.000 claims description 2
- 150000004684 trihydrates Chemical class 0.000 claims description 2
- 239000001993 wax Substances 0.000 claims description 2
- 239000011787 zinc oxide Substances 0.000 claims description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 claims 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000010410 layer Substances 0.000 description 91
- 238000000576 coating method Methods 0.000 description 76
- 239000011248 coating agent Substances 0.000 description 63
- 239000004816 latex Substances 0.000 description 22
- 229920000126 latex Polymers 0.000 description 22
- 238000007766 curtain coating Methods 0.000 description 17
- 239000006185 dispersion Substances 0.000 description 11
- 239000002356 single layer Substances 0.000 description 9
- 239000011247 coating layer Substances 0.000 description 8
- 238000009736 wetting Methods 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 6
- 239000004372 Polyvinyl alcohol Substances 0.000 description 6
- 238000009472 formulation Methods 0.000 description 6
- 239000002346 layers by function Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 235000018102 proteins Nutrition 0.000 description 4
- 238000010998 test method Methods 0.000 description 4
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000008199 coating composition Substances 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 150000004676 glycans Chemical class 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 229920001282 polysaccharide Polymers 0.000 description 3
- 239000005017 polysaccharide Substances 0.000 description 3
- 238000010186 staining Methods 0.000 description 3
- 239000008107 starch Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 2
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 2
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 2
- 229920000881 Modified starch Polymers 0.000 description 2
- 239000005642 Oleic acid Substances 0.000 description 2
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 235000010980 cellulose Nutrition 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 235000019426 modified starch Nutrition 0.000 description 2
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000011118 polyvinyl acetate Substances 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 229940032147 starch Drugs 0.000 description 2
- 239000002562 thickening agent Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000011179 visual inspection Methods 0.000 description 2
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical compound CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 description 1
- YGUMVDWOQQJBGA-VAWYXSNFSA-N 5-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-[(e)-2-[4-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-sulfophenyl]ethenyl]benzenesulfonic acid Chemical compound C=1C=C(\C=C\C=2C(=CC(NC=3N=C(N=C(NC=4C=CC=CC=4)N=3)N3CCOCC3)=CC=2)S(O)(=O)=O)C(S(=O)(=O)O)=CC=1NC(N=C(N=1)N2CCOCC2)=NC=1NC1=CC=CC=C1 YGUMVDWOQQJBGA-VAWYXSNFSA-N 0.000 description 1
- REJHVSOVQBJEBF-OWOJBTEDSA-N 5-azaniumyl-2-[(e)-2-(4-azaniumyl-2-sulfonatophenyl)ethenyl]benzenesulfonate Chemical compound OS(=O)(=O)C1=CC(N)=CC=C1\C=C\C1=CC=C(N)C=C1S(O)(=O)=O REJHVSOVQBJEBF-OWOJBTEDSA-N 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- 102000009027 Albumins Human genes 0.000 description 1
- 108010088751 Albumins Proteins 0.000 description 1
- YAAQEISEHDUIFO-UHFFFAOYSA-N C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 Chemical compound C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 YAAQEISEHDUIFO-UHFFFAOYSA-N 0.000 description 1
- ISCIUIIRLMFIQC-UHFFFAOYSA-N C=CC=C.C=CC#N.OC(=O)C=C.C=CC1=CC=CC=C1 Chemical compound C=CC=C.C=CC#N.OC(=O)C=C.C=CC1=CC=CC=C1 ISCIUIIRLMFIQC-UHFFFAOYSA-N 0.000 description 1
- 108010076119 Caseins Proteins 0.000 description 1
- XZMCDFZZKTWFGF-UHFFFAOYSA-N Cyanamide Chemical compound NC#N XZMCDFZZKTWFGF-UHFFFAOYSA-N 0.000 description 1
- 206010016807 Fluid retention Diseases 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 239000004368 Modified starch Substances 0.000 description 1
- FNFSOXUCLXKAPE-UHFFFAOYSA-N O=C1OC(=O)C=C1.OC(=O)C=CC=CC1=CC=CC=C1 Chemical compound O=C1OC(=O)C=C1.OC(=O)C=CC=CC1=CC=CC=C1 FNFSOXUCLXKAPE-UHFFFAOYSA-N 0.000 description 1
- 108010073771 Soybean Proteins Proteins 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 241000276425 Xiphophorus maculatus Species 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 229940023476 agar Drugs 0.000 description 1
- 235000010419 agar Nutrition 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 235000019568 aromas Nutrition 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000003115 biocidal effect Effects 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 239000013530 defoamer Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 1
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000796 flavoring agent Substances 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- WOLATMHLPFJRGC-UHFFFAOYSA-N furan-2,5-dione;styrene Chemical class O=C1OC(=O)C=C1.C=CC1=CC=CC=C1 WOLATMHLPFJRGC-UHFFFAOYSA-N 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 238000000424 optical density measurement Methods 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 239000002516 radical scavenger Substances 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 235000010413 sodium alginate Nutrition 0.000 description 1
- 239000000661 sodium alginate Substances 0.000 description 1
- 229940005550 sodium alginate Drugs 0.000 description 1
- APSBXTVYXVQYAB-UHFFFAOYSA-M sodium docusate Chemical compound [Na+].CCCCC(CC)COC(=O)CC(S([O-])(=O)=O)C(=O)OCC(CC)CCCC APSBXTVYXVQYAB-UHFFFAOYSA-M 0.000 description 1
- 229940080313 sodium starch Drugs 0.000 description 1
- 229940001941 soy protein Drugs 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002352 surface water Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/82—Paper comprising more than one coating superposed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/06—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying two different liquids or other fluent materials, or the same liquid or other fluent material twice, to the same side of the work
Definitions
- the present invention relates to a method of producing a coated substrate having barrier properties.
- Substrates having barrier properties are of great importance for packaging food, beverage, or other products that are sensitive to environmental influences.
- Those substrates generally are provided with a barrier layer using well-known coating techniques such as blade coating, bar (rod) coating, reverse roll (film) coating, or air knife coating.
- each of these application methods has its own set of problems that can result in inferior barrier quality.
- a common feature of all these methods is that the amount of coating liquid applied to a paper web, which generally has an irregular surface with hills and valleys, is different depending on whether it is applied to a hill or a valley. Therefore, the coating thickness and thus the barrier properties will vary across the surface of the coated substrate resulting in barrier irregularities.
- said methods are also limited in how thin a coating layer may be applied to the substrate.
- curtain coating is a relatively new coating technique.
- EP-A 517 223 and Japanese patent applications JP-94-89437 , JP-93-311931 , JP-93-177816 , JP-93-131718 , JP-92-298683 , JP-92-51933 , JP-91-298229 , JP-90-217327 , and JP-8-310110 disclose the use of curtain coating methods to apply one or more pigmented coating layers to a moving paper surface. More specifically, the prior art relates to:
- curtain coating method to apply a single layer of pigmented coating to the surface of a moving web of paper, as disclosed in the prior art discussed above, is stated to offer the opportunity to produce a superior quality coated paper surface compared to that produced by conventional coating means.
- sequential application of single layers of pigmented coating using curtain coating techniques is constrained by the dynamics of the curtain coating process. Specifically, lightweight coating applications can only be made at coating speeds below those currently employed by conventional coating processes because at high coating speeds the curtain becomes unstable and this results in an inferior coated surface. Therefore, the conventional methods of producing multi-coated papers and paperboards employ the blade, rod or roll metering processes.
- the curtain coating method for the simultaneous coating of multiple layers is well known and is described in U.S. Patents 3,508,947 and 3,632,374 for applying photographic compositions to paper and plastic web.
- photographic solutions or emulsions have a low viscosity and a low solids content, and are applied at low coating speeds.
- JP-A-10-328613 discloses the simultaneous application of two coating layers onto a paper web by curtain coating to make an inkjet paper.
- the coating compositions applied according to the teaching of that reference are aqueous solutions with an extremely low solids content of 8 percent by weight. Furthermore a thickener is added in order to obtain non-Newtonian behavior of the coating solutions.
- the examples in JP-A-10-328613 reveal that acceptable coating quality is only achieved at line speeds below 400m/min.
- WO 01/54828 discloses a multilayer packaging laminate produced by simultaneously applying at least two wet coating layers to a substrate web in a slide coater or curtain coater, at least one layer having oxygen barrier or scavenger properties. But there is no disclosure with respect to additional barrier properties.
- EP-A-1 249 533 which is a prior art reference pursuant to Art. 53 EPC discloses a method for coating paper or paperboard substrates with at least two coating liquids in a free-falling curtain. But this reference is also silent with respect to multiple barrier properties.
- WO 02/053838 relates to packaging materials whereby the appearance of grease, fat or oil staining on the packaging material is reduced or eliminated.
- JP-B-3222221 , JP-A-4100998 and JP-A-7119083 disclose a coated paper having at least two coated layers formed on base paper by employing a curtain coater.
- the technical problem underlying the present invention is the provision of a method of producing a coated substrate comprising barrier properties that overcomes the drawbacks of the prior art. It is a further object of the present invention to apply multiple barrier layers to a substrate, whereby each barrier layer imparts a specific barrier functionality so that by selecting said specific layers a substrate having specific barrier properties can be designed.
- the present invention relates to a control substrate obtainable by the above method.
- coated substrate also encompasses coated basepaper or paperboard.
- continuous web substrate encompasses a continuous web substrate of basepaper and paperboard.
- barrier layer is to be understood as a layer imparting at least one barrier functionality as defined above.
- the multilayer free flowing curtain of the invention has a bottom or interface layer, a top layer and optionally one or more internal layers.
- the coating curtain of the present invention includes at least two, preferably at least three, even more preferably at least four, more preferably at least five, and most preferably at least six layers.
- the layers of the curtain can include one or more printing layers, one or more functional layers, one or more spacing layers, one or more coating layers, and layers imparting barrier functionalities, and the like, or any combination thereof.
- a spacing layer is a layer that separates at least two other layers.
- Each layer of the curtain comprises a liquid, emulsion, dispersion, suspension or solution.
- the free-flowing curtain of step a) comprises a top layer providing printability.
- the multilayer curtain of step a) comprises at least one layer comprising at least one pigment such as clay, kaolin, calcined clay, talc, calcium carbonate, titanium dioxide, satin white, synthetic magadiite, synthetic polymer pigment, zinc oxide, barium sulfate, gypsum, silica, alumina trihydrate, mica, and diatomaceous earth.
- Kaolin, talc, calcium carbonate, titanium dioxide, satin white and synthetic polymer pigment, including hollow polymer pigments are particularly preferred.
- at least one layer may comprise certain platy type pigments such as, for example, talc, laminar nanoparticles, high aspect ratio clay, mica, synthetic magadiite and the like.
- At least one layer comprises a binder.
- Binders useful in the practice of the present invention include, for example, styrene-butadiene latex, styrene-acrylate latex, styrene-butadiene-acrylonitrile latex, styrene-acrylate-acrylonitrile latex, styrene-butadiene-acrylate-acrylonitrile latex, styrene-maleic anhydride latex, styrene-acrylate-maleic anhydride latex, polysaccharides, proteins, polyvinyl pyrrolidone, polyvinyl alcohol, polyvinyl acetate, cellulose and cellulose derivatives.
- binders examples include carboxylated styrene-butadiene latex, carboxylated styrene-acrylate latex; carboxylated styrene-butadiene-acrylonitrile latex, carboxylated styrene-maleic anhydride latex, carboxylated polysaccharides, proteins, polyvinyl alcohol, carboxylated polyvinyl acetate latex and mixtures thereof.
- polysaccharides include agar, sodium alginate, and starch, including modified starches such as thermally modified starch, carboxymethylated starch, hydroxyelthylated starch, and oxidized starch
- modified starches such as thermally modified starch, carboxymethylated starch, hydroxyelthylated starch, and oxidized starch
- proteins that can be suitably employed in the process of the present invention include albumin, soy protein, and casein.
- each layer of the curtain can be adjusted to obtain the desired coated substrate properties.
- At least one of the layers of the multilayer curtain of step a) suitably has a dry coatweight of less than 30 g/m 2 , preferably less than 20 g/m 2 , more preferably less than 10 g/m 2 , even more preferably less than 5 g/m 2 , and most preferably less than 3 g/m 2 .
- the coating prepared from the multilayer curtain of step a) preferably has a dry coatweight on the paper produced of from 3 to 60 g/m 2 , more preferably from 5 to 25 g/m 2 .
- the coating prepared from the curtain desirably has a dry coatweight of less than 60 g/m 2 , alternatively less than 30 g/m 2 , alternatively less than 20 g/m 2 , alternatively less than 15 g/m 2 , alternatively less than 12 g/m 2 , alternatively less than 10 g/m 2 , and most preferably less than 5 g/m 2 .
- each barrier layer present in the multilayer curtain of the present invention preferably has a solids content of up to 75 percent by weight and a viscosity of up to 3,000 cps (Brookfield, spindle 5, 100 rpm, 25°C) more preferably 30 to 2,000 cps.
- the coatweight of a barrier layer is from 0.1 to 30 g/m 2 , more preferably 1 to 10 g/m 2 .
- the viscosity of the barrier layer is at least 50 cps, is preferably at least 100 cps, is more preferably at least 200 cps, and even more preferably is from 230 cps to 2000 cps.
- the free-flowing curtain of step a) preferably has a solids content of at least 10 weight percent, preferably at least 40 weight percent, more preferably at least 45 weight percent, and most preferably at least 50 weight percent.
- the viscosity of the layers of the curtain is not critical so long as the layers form a free-flowing curtain.
- the curtain of step a) of the invention can further include one or more non-barrier-functional layers.
- the purpose of the functional layer is to impart a desired functionality to the coated paper.
- Functional layers can be selected to provide, for example, printability, sheet stiffness, sheet flexibility, fold crack resistance, paper sizing properties, release properties, adhesive properties, heat seal properties, abrasion resistance properties and optical properties, such as, color, brightness, opacity, gloss, etc.
- Functional coatings that are very tacky in character would not normally be coated by conventional consecutive coating processes because of the tendency of the tacky coating material to adhere the substrate to guiding rolls or other coating equipment.
- the simultaneous multilayer method allows such functional coatings to be placed underneath a topcoat that shields the functional coating from contact with the coating machinery.
- the barrier properties of the coated substrate are maintained even after the substrate is folded or bent.
- the fold crack resistance of the coated substrate can be determined according to a visual inspection of the folded substrate using a Heildelberg Quickfolder to crease the coated sample.
- the fold crack resistance of coated substrate of the present invention is preferably at least 2.
- a flexible functional layer and/or a flexible barrier layer is employed in order to increase the fold resistance of the coated substrate.
- the multilayer curtain of step a) comprises at least one layer imparting barrier functionalities comprising at least one or more components such as, for example, ethylene acrylic acid copolymers, ethylene vinyl alcohol copolymers, polyurethanes, epoxy resins, polyesters, polyolefins, carboxylated styrene butadiene latexes, carboxylated styrene acrylate latexes, polyvinylidiene chlorides, polyvinyl chlorides, starches, protein styrene-acrylic copolymers, styrene maleic anhydrides, polyvinyl alcohols, polyvinyl acetates, carboxymethyl celluloses, silicones, waxes, neoprenes, polyhydroxy ethers, lacquers, polylactic acids, copolymers of polylactic acid, polymers containing fluorine atoms, copolymers of acrylonitrile such as carboxylated styrene butadiene
- the interface layer which is the layer that comes in contact with the substrate to be coated, is not a barrier layer.
- One important function of the interface layer is to promote wetting of the substrate.
- the interface layer can have more than one function. For example, in addition to wetting, it may provide coverage of the substrate, and improved functional performance such as adhesion, sizing, stiffness or a combination of functions.
- This layer is preferably a relatively thin layer if it is not providing additional functionality.
- the coatweight of the interface layer suitably is from 0.1 to 30 g/m 2 , preferably from 1 to 3 g/m 2 .
- the solids content of the interface layer suitably is from 0.1 to 75 percent, based on the weight of the interface layer in the curtain.
- the interface layer is relatively low in solids, preferably having a solids content of from 0.1 to 40 percent.
- the viscosity of the interface layer is at least 55 cps, is more preferably at least 100 cps, and is even more preferably at least 200 cps.
- the viscosity of the interface layer is from 230 cps to 2000 cps.
- At least one layer of the multilayer free-flowing curtain of step a) comprises additives customary to a person skilled in the art, such as, for example, at least one surfactant, at least one dispersant, at least one lubricant, at least one water-retention agent, at least one crosslinking agent, at least one optical whitening agent, at least one pigment dye or colorant, at least one thickening agent, at least one defoamer, at least one antifoaming agent, at least one biocide or at least one soluble dye or colorant, or the like.
- additives customary to a person skilled in the art, such as, for example, at least one surfactant, at least one dispersant, at least one lubricant, at least one water-retention agent, at least one crosslinking agent, at least one optical whitening agent, at least one pigment dye or colorant, at least one thickening agent, at least one defoamer, at least one antifoaming agent, at least one biocide or at
- the coating colors are deaerated prior to coating in order to remove air bubbles in the coating, which may cause coating defects.
- the curtain layers can be simultaneously applied according to the present invention by using a curtain coating unit with a slide nozzle arrangement for delivering multiple liquid layers to form a continuous, multilayer curtain.
- a curtain coating unit with a slide nozzle arrangement for delivering multiple liquid layers to form a continuous, multilayer curtain.
- an extrusion type supplying head such as a slot die or nozzle, having several adjacent extrusion nozzles can be employed in the practice of the present invention.
- the barrier properties of the obtained coated substrate can be determined by methods customary to a person skilled in the art.
- the coated substrate has a Kit value of at least 5 in the flat-test and/or a Kit value of at least 3 in the creased-test when an oil and/or grease barrier layer is present in the multilayer curtain.
- the coated substrate will pass the hot oil (oleic acid) stain resistance test, the details of which are specified herein below.
- the coated paper or paper board has a Kit value of at least 8 in the flat test, more preferably at least 11 and most preferably at least 12.
- the coated paper or paper board has a Kit value of at least 4 in the creased Kit, more preferably at least 7.
- the coated substrate has preferably a water vapor transmission rate of less than 40 g/(m 2 day) (50 percent relative humidity, 23°C), more preferably less than 30 g/(m 2 day) and most preferred less than 10 g/(m 2 day).
- the coated substrate has a 10 minute Cobb value of less than 12 g/m 2 when a water resistance layer is present in the multilayer curtain, more preferably less than 6, even more preferably less than 1.5 g/m 2 , and most preferably less than 0.5 g/m 2 .
- the coated substrate has an oxygen transmission rate of less than 150 cm 3 /(m 2 /24h/bar) (1 atm, 23°C, 90 percent relative humidity) when an oxygen barrier layer is present in the multilayer curtain, more preferably less than 100 cm 3 /(m 2 /24h/bar), and even more preferably less than 50 cm 3 /(m 2 /24h/bar).
- the continuous web substrate of step b) is neither precoated nor precalendered. In another embodiment the continuous web substrate of step b) is not precoated, and in a further embodiment the continuous web substrate of step b) is not precalendered.
- the continuous web substrate of step b) can have a web velocity that is suitable for preparing an acceptable coated substrate.
- the velocity preferably is at least 200 m/min, more preferably at least 400 m/min, even more preferably at least 500 m/min, and most preferably at least 800 m/min.
- the continuous web substrate of step b) preferably has a grammage, or basis weight, of from 30-400 g/m 2 .
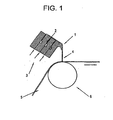
- Figure 1 is an explanatory cross-sectional view of a preferred curtain coating unit 1 with a slide nozzle arrangement 2 for delivering multiple streams 3 of curtain layer to form a continuous, multilayer curtain 4.
- a dynamic equilibrium state is reached, the flow amount of the curtain layers flowing into the slide nozzle arrangement 2 is completely balanced with the flow amount flowing out of the slide nozzle arrangement.
- the free falling multilayer curtain 4 comes into contact with web 5, which is running continuously, and thus the web 5 is coated with multiple layers of the respective curtain layers.
- the running direction of the web 5 is changed immediately before the coating area by means of a roller 6 to minimize the effect of air flow accompanying the fast moving web 5.
- the advantage of the present invention over the prior art is that a coated barrier substrate having specific barrier properties can be obtained by combining specific functional layers within the multilayer curtain. Said technique makes it possible to apply several barrier layers to a substrate in one coating step. Furthermore, the applied barrier layers can be thinner than the barrier layers of the current state of the art.
- the method of the present invention also overcomes wetting or water repellency issues of coating color on a previously dry barrier layer, which is the case with multistep film press or blade coating.
- the coated substrates of the present invention are useful in flexible and liquid packaging and can also be used as an economical protection for fabricated products.
- Hot oil (oleic acid) at 60°C is placed on the sample for 1 hour at room temperature and the sample is visually inspected for staining. If there is a stain the result is a failure. Passing samples at room temperature are placed in an oven having a temperature of 60°C for 24H, after which the oil is rubbed off and the sample is visually inspected for staining. If there is no stain the result is a pass, if there is a stain present the result is a failure.
- the water vapor barrier is measured using the Technical Association of the Pulp and Paper Industry (TAPPI) test T-448. This procedure describes the means to test moisture vapor transmission rate at a temperature of 23°C and 50 percent relative humidity. The unit is [g/m 2 /day].
- TAPPI Technical Association of the Pulp and Paper Industry
- the water resistance is measured as the resistance of the coating to the passage of puddled surface water.
- the test is the Cobb Size.
- the Cobb method measures the water absorptiveness of paper and is conducted in accordance to the test procedure defined by TAPPI T-441.
- the 3M Kit Test is performed according to the test procedure defined by TAPPI T-559.
- the oxygen barrier test is performed according to the test procedure defined by ASTM D 1434.
- the fold crack resistance of the coated substrate can determined according to a visual inspection of the folded substrate using a Heildelberg Quickfolder to crease the coated sample. Prior to folding, the samples are conditioned at 25 °C at 50 percent RH for 24 hours and then a black ink film is applied to enhance the contrast. After folding the crease is visual inspected and rated on a scale of 1 to 5. A rating of 1 indicates no damage to the film in the crease. A rating of 2 indicates some damage but the film remains intact. A rating of 3 indicates the film is damaged to the point that some delaminating of the film from the substrate has occurred. A rating of 4 indicates the film has failed but there is no fiber damage. A rating of 5 indicates a failed film and fiber damage.
- the viscosity is measured using a Brookfield RVT viscometer (available from Brookfield Engineering Laboratories, Inc., Stoughton, Massachusetts, USA). For viscosity determination, 600 ml of a sample are poured into a 1000 ml beaker and the viscosity is measured at 25°C at a spindle speed of 20 and 100 rpm.
- the coatweight achieved in each paper coating experiment is calculated from the known volumetric flow rate of the pump delivering the coating to the curtain coating head, the speed at which the continuous web of paper is moving under the curtain coating head, the density and percent solids of the curtain, and the width of the curtain.
- the density of a curtain layer is determined by weighing a 100-millilitre sample of the coating in a pyknometer.
- Paper gloss is measured using a Zehntner ZLR-1050 instrument at an incident angle of 75°.
- the test is carried out on a Pruefbau Test Printing unit with Lorrilleux Red Ink No. 8588.
- An amount of 0.8 g/m 2 (or 1.6 g/m 2 respectively) of ink is applied to coated paper test strips mounted on a long rubber-backed platen with a steel printing disk.
- the pressure of the ink application is 1,000 N and the speed is 1 m/s.
- the printed strips are dried for 12 hours at 20°C at 55 percent minimum room humidity.
- the gloss is then measured on a Zehntner ZLR-1050 instrument at an incident angle of 75°.
- the test is carried out on a Pruefbau Test Printing unit. 250 mm 3 of ink (Huber No 520068) is distributed for 1 minute on the distributor. A metal printing disk is inked by being placed on the distributor for 15 seconds. The disk is placed on the first printing station. At the second printing station an uninked metal printing disk is placed, with a pressure of 400N.
- the coated paper strip mounted on a rubber-backed platen, is printed with a printing pressure of 1000N at a speed of 1.5m/s. Time 0 is taken when printing happens.
- the strip is printed at the first station, move the strip towards second printing station, or Set off station, by moving the hand lever.
- the set off station place a blank paper strip between the printed paper and the disk.
- the blank paper is pressed against the printed sample in the set off station by moving the hand lever.
- the amount of non-immobilized ink from the printed paper transferred to the blank paper is measured by ink densities as given by optical density measurements.
- Brightness is measured on a Zeiss Elrepho 2000. Brightness is measured according to ISO standard 2469 on a pile of sheets. The result is given as R457.
- This test measures the ability of the paper surface to accept the transfer of ink without picking.
- the test is carried out on an A2 type printability tester, commercially available from IGT Reprotest BV. Coated paper strips (4 mm x 22 mm) are printed with inked aluminum disks at a printing pressure of 36 N with the pendulum drive system and the high viscosity test oil (red) from Reprotest BV. After the printing is completed, the distance where the coating begins to show picking is marked under a stereomicroscope. The marked distance is then transferred into the IGT velocity curve and the velocities in cm/s are read from the corresponding drive curve. High velocities mean high resistance to dry pick.
- the test is carried out on a Pruefbau Test Printing unit equipped with a wetting chamber.
- 500 mm3 of printing ink (Hueber 1, 2, 3 or 4, depending on overall wet pick resistance of the paper) is distributed for 2 min on the distributor; after each print re-inking with 60 mm3 of ink.
- a vulcanized rubber printing disk is inked by being placed on the distributor for 15 sec.
- 10 mm3 of distilled water is applied in the wetting chamber and distributed over a rubber roll.
- a coated paper strip is mounted on a rubber-backed platen and is printed with a printing pressure of 600N and a printing speed of 1 m/s.
- a central strip of coated paper is wetted with a test stripe of water as it passes through the wetting chamber.
- the roughness of the coated paper surface is measured with a Parker PrintSurf roughness. tester.
- a sample sheet of coated paper is clamped between a cork-melinex platen and a measuring head at a clamping pressure of 1,000 kPa.
- Compressed air is supplied to the instrument at 400 kPa and the leakage of air between the measuring head and the coated paper surface is measured.
- a higher number indicates a higher degree of roughness of the coated paper surface.
- the solvent resistance of a barrier layer is its ability to withstand solvent attack with minimal change in appearance, dimensions, mechanical properties, and weight over a period of time. Test conditions include the length of exposure, concentration, temperature, and internal stress. Solvent resistance of multilayer barrier substrates can be evaluated using ASTM D543. The final classification as solvent resistant depends on the application.
- a barrier that retards loss of aroma is a material that inhibits permeation of the aroma through the barrier layer.
- Permeability is determined by measurement of aroma transmission through specimens under controlled conditions of temperature and driving force. Numerous analytical techniques, depending on the nature of the aroma compound, can be used to detect permeation. Permeation results are reported in units of mass over path length, time and pressure difference.
- the formulations were coated onto paper moving at 500m/min according to the following procedure.
- a multilayer slide die type curtain coater manufactured by Troller Schweizer Engineering (TSE, Murgenthal, Switzerland) was used.
- the curtain coating apparatus was equipped with edge guides lubricated with a trickle of water and with a vacuum suction device to remove this edge lubrication water at the bottom of the edge guide just above the coated paper edge.
- the curtain coater was equipped with a vacuum suction device to remove interface surface air from the paper substrate upstream from the curtain impingement zone. The height of the curtain was 300 mm. Coating formulations were deaerated prior to use to remove air bubbles.
- the pH of the pigmented coatings formulations was adjusted by adding NaOH solution (10 percent) to a value as indicated in table 1. Water was added as needed to adjust the solids content of the formulations.
- a pigmented layer (slot 1) was placed next to the paper.
- This formulation contained a high amount of a low Tg latex to ensure good fold cracking resistance for the barrier paper and a water soluble polymer to form the interface layer.
- the next layer (slot 2) contained an ethylene acrylic acid dispersion to form a water and water vapor barrier layer.
- the next layer (slot 3) contained a pigmented layer with a high amount of a low Tg latex to ensure good fold cracking resistance for the barrier paper.
- the next layer (slot 4) contained a water soluble ethylene vinyl alcohol copolymer to provide good grease and oil resistance.
- the top layer (slot 5) was a pigment layer with an optical brightening agent in the formulation to form a good printing surface.
- Example 2 The method of Example 1 was repeated except that the intermediate coating layer (Slot 3 of Table 1) was removed and the coatweights of the barrier coating layers as well as the top printing layer were adjusted as shown in Table 2.
- Table 2 Slot 1 Slot 2 Slot 3 Slot 4 Carbonate 70 70 Clay 30 30 Latex (A) 11 Latex (B) 50 PVOH 1 2.5 PE Dispersion (B) 100 PE Dispersion (A) 100 Surfactant 0.4 0.2 0.4 0.2 Whitener 1 Density (g/cc) 1.34 0.98 1.03 1.57 Viscosity (100 rpm Brookfield)(mPa ⁇ s) 430 320 300 1040 Coatweight (g/m 2 ) 6 3 1.5 6 pH 8.5 8.2 9.1 8.5 Solids (percent) 59.9 34.7 16 65.1
- Example 2 The method of Example 2 was repeated except that coatweight of Slot 1 was decreased to 2 g/m 2 and the coatweights of the barrier layers Slot 2 and Slot 3 were increased to 5 and 2.5 g/m 2 respectively.
- Table 3 contains the Cobb, MVTR, Kit and Hot Oil properties for examples.
- Example 1 8.9 9.12/162 7/fail pass
- Example 2 10.3 n.m./119 5/n.m. pass
- Table 3 shows that it is possible to have a combination of improved water and oil/grease barrier properties from the multilayer curtain.
- Table 4 summarizes the coated paper properties for the examples.
- Table 4 Coated Paper Properties Example 1
- Example 2 Example 3 PAPER GLOSS 75° 63 62 66 INK GLOSS 75°; 0.8 g/m 2 INK 85 77 88 INK GLOSS 75°; 1.6 g/m 2 INK 91 88 93 SMOOTHNESS PPS H 1000 1.3 1.3 1.0 ISO BRIGHTNESS R 457 92.5 93.7 93.7 IGT DRY PICK >110 >110 >110 WET PICK: INK TRANSFER 2 24 23 WET PICK: INK REFUSAL 98 70 75 WET PICK: WET PICK 0 6 2 INK SET OFF AFTER 15 SEC. 1.22 1.09 1.13 INK SET OFF AFTER 30 SEC. 1.14 0.92 1.10 INK SET OFF AFTER 60 SEC. 1.10 0.72 0.93 INK SET OFF AFTER 120 SEC. 1.07 0.64 0.89
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Claims (26)
- Procédé de production de substrats revêtus, lequel procédé comprend les étapes suivantes :a) former un rideau composite multicouche en écoulement libre, lequel rideau multicouche en écoulement libre comporte au moins deux couches qui apportent au moins deux fonctions différentes de barrière, choisies parmi les suivantes : fonction de barrière aux huiles et/ou aux graisses, fonction de barrière à la vapeur d'eau, fonction de résistance à l'eau, fonction de barrière aux arômes, fonction de barrière aux solvants organiques, et fonction de barrière à l'oxygène ;b) et mettre ce rideau en contact avec un substrat en bande continue ; étant entendu que :- dans le cas où il y a dans le rideau multicouche une couche formant barrière aux huiles et/ou aux graisses, le substrat revêtu obtient une note d'au moins 5 dans le test Kit sur échantillon plat ;- dans le cas où il y a dans le rideau multicouche une couche formant barrière à la vapeur d'eau, le substrat revêtu laisse passer de la vapeur d'eau à une vitesse inférieure à 50 g/(m2.jour), à 23 °C et sous 50 % d'humidité relative ;- dans le cas où il y a dans le rideau multicouche une couche de résistance à l'eau, le substrat revêtu obtient un indice Cobb à 10 minutes inférieur à 20 g/m2 ;- et dans le cas où il y a dans le rideau multicouche une couche formant barrière à l'oxygène, le substrat revêtu laisse passer de l'oxygène à une vitesse inférieure à 200 cm3/(m2.bar.jour), à 23 °C sous 1 atm et sous 90 % d'humidité relative.
- Procédé conforme à la revendication précédente, caractérisé en ce que le rideau en écoulement libre de l'étape (a) comprend une couche supplémentaire de dessus, qui permet au rideau d'être imprimé.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le cas où il y a dans le rideau de l'étape (a) une couche formant barrière aux huiles et/ou aux graisses, le substrat revêtu obtient une note d'au moins 8, et de préférence d'au moins 11, dans le test Kit sur échantillon plat.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le cas où il y a dans le rideau de l'étape (a) une couche formant barrière à la vapeur d'eau, le substrat revêtu laisse passer de la vapeur d'eau à une vitesse inférieure à 40 g/(m2.jour), à 23 °C et sous 50 % d'humidité relative, et de préférence inférieure à 30 g/(m2.jour), à 23 °C et sous 50 % d'humidité relative.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le cas où il y a dans le rideau de l'étape (a) une couche de résistance à l'eau, le substrat revêtu obtient un indice Cobb à 10 minutes inférieur à 12 g/m2, et de préférence inférieur à 1,5 g/m2.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le cas où il y a dans le rideau de l'étape (a) une couche formant barrière à l'oxygène, le substrat revêtu laisse passer de l'oxygène à une vitesse inférieure à 150 cm3/(m2.bar.(24 h)), à 23 °C sous 1 atm et sous 90 % d'humidité relative, et de préférence inférieure à 100 cm3/(m2.bar.(24 h)), à 23 °C sous 1 atm et sous 90 % d'humidité relative.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le rideau multicouche de l'étape (a) comporte une couche d'interface supplémentaire qui est la couche qui entre en contact avec le substrat.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le rideau multicouche de l'étape (a) comporte au moins une couche supplémentaire qui apporte de la résistance à la fissuration au pliage.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce qu'au moins l'une des couches du rideau multicouche de l'étape (a) présente à sec un poids de couche inférieur à 30 g/m2, de préférence inférieur à 20 g/m2, et mieux encore inférieur à 10 g/m2.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le rideau multicouche de l'étape (a) présente à sec un poids de couche inférieur à 60 g/m2, et de préférence inférieur à 30 g/m2.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le rideau multicouche de l'étape (a), il y a au moins 3 couches, de préférence au moins 4 couches, mieux encore au moins 5 couches et surtout au moins 6 couches.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le rideau multicouche de l'étape (a), il y a au moins une couche qui contient au moins un pigment.
- Procédé conforme à la revendication 12, caractérisé en ce que le pigment est choisi dans l'ensemble formé par les suivants : argile, kaolin, argile calcinée, talc, carbonate de calcium, nanoparticules laminaires, argiles à haut rapport de forme, dioxyde de titane, blanc satin, pigments polymères synthétiques, oxyde de zinc, sulfate de baryum, gypse, magadiite synthétique, silice, trihydrate d'alumine, mica, et terre de diatomées.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce qu'au moins l'une des couches conférant une fonction de barrière du rideau multicouche de l'étape (a) comprend au moins un ou plusieurs composants choisi(s) dans l'ensemble constitué par les suivants : copolymères d'éthylène et d'acide acrylique, copolymères d'éthylène et d'alcool vinylique, polyuréthanes, résines époxy, polyesters, polyoléfines, latex de butadiène et de styrène carboxylés, latex d'acrylate et de styrène carboxylés, poly(chlorure de vinylidène), poly(chlorure de vinyle), amidons, protéines, copolymères de styrène et de monomère acrylique, copolymère de styrène et d'anhydride maléique, poly(alcool vinylique), poly(acétate de vinyle), carboxyméthyl-celluloses, silicones, cires, caoutchoucs néoprènes, polyéthers hydroxylés, laques, poly(acide lactique), copolymères à base d'acide lactique, polymères fluorés, copolymères à base d'acrylonitrile, tels les copolymères de styrène, de butadiène et d'acrylonitrile carboxylés, ainsi que leurs mélanges.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le rideau multicouche en écoulement libre de l'étape (a), il y a au moins une couche qui comprend au moins un tensioactif.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le rideau multicouche en écoulement libre de l'étape (a) contient au moins 10 % en poids de solides, de préférence au moins 40 % en poids de solides, et surtout au moins 45 % en poids de solides.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le substrat en bande continue de l'étape (b) est un papier support ou un carton.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le substrat en bande continue de l'étape (b) n'a subi ni couchage préalable, ni passage préalable en calandre.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le substrat en bande continue de l'étape (b) se déplace avec une vitesse de bande d'au moins 200 m/min, de préférence d'au moins 400 m/min, et surtout d'au moins 500 m/min.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le substrat en bande continue de l'étape (b) présente un grammage ou un poids surfacique de 30 à 400 g/m 2
- Procédé conforme à l'une des revendications précédentes, carac-térisé en ce que le rideau multicouche de l'étape (a) comporte au moins une couche supplémentaire qui apporte au moins l'une des propriétés suivantes : rigidité de feuille, flexibilité de feuille, caractéristiques anti-adhésives, caractéristiques adhésives, maîtrise du frottement, aptitude au thermoscellage, et résistance à l'abrasion.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que le rideau est formé au moyen d'une filière en fente.
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le rideau, il y a au moins une couche qui comprend un poly(oxyéthylène).
- Procédé conforme à l'une des revendications précédentes, caractérisé en ce que, dans le rideau, la couche d'interface comprend un poly(oxyéthylène).
- Substrat revêtu, accessible par un procédé conforme à l'une des revendications précédentes.
- Substrat revêtu, conforme à la revendication 25, caractérisé en ce que le substrat revêtu est un papier couché ou un carton couché.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2002/032938 WO2004035929A1 (fr) | 2002-10-15 | 2002-10-15 | Procede de production de substrat a revetement multicouche aux proprietes barriere ameliorees |
| WOPCT/US02/32938 | 2002-10-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1416087A1 EP1416087A1 (fr) | 2004-05-06 |
| EP1416087B1 true EP1416087B1 (fr) | 2010-09-29 |
Family
ID=32092100
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03023090A Expired - Lifetime EP1416087B1 (fr) | 2002-10-15 | 2003-10-15 | Procédé de fabricatioon d'un substrat revetu par couches multiples avec propriétés de barriére ameliorées |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1416087B1 (fr) |
| JP (1) | JP4903359B2 (fr) |
| CN (1) | CN1323766C (fr) |
| AT (1) | ATE483065T1 (fr) |
| AU (1) | AU2002335033A1 (fr) |
| BR (1) | BR0305415B1 (fr) |
| DE (1) | DE60334356D1 (fr) |
| WO (1) | WO2004035929A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7909962B2 (en) | 2001-04-14 | 2011-03-22 | Dow Global Technologies Llc | Process for making multilayer coated paper or paperboard |
| US9903072B2 (en) | 2011-09-15 | 2018-02-27 | Imerys Usa, Inc. | Compositions comprising kaolin treated with a styrene-based polymer and related methods |
| EP3943661A1 (fr) | 2020-07-20 | 2022-01-26 | Schoeller Technocell GmbH & Co. KG | Matière d'emballage doté d'une couche barrière à base d'eau |
| US11504952B2 (en) | 2017-10-04 | 2022-11-22 | Nippon Paper Industries Co., Ltd. | Barrier material |
| US11549216B2 (en) | 2020-11-11 | 2023-01-10 | Sappi North America, Inc. | Oil/grease resistant paper products |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7473333B2 (en) * | 2002-04-12 | 2009-01-06 | Dow Global Technologies Inc. | Process for making coated paper or paperboard |
| US20050042443A1 (en) | 2003-08-22 | 2005-02-24 | Miller Gerald D. | PVOH barrier performance on substrates |
| WO2005028750A1 (fr) * | 2003-09-16 | 2005-03-31 | Voith Paper Patent Gmbh | Procede et dispositif de fabrication d'un papier decoratif, et utilisation de ce papier |
| US7803542B2 (en) | 2005-11-29 | 2010-09-28 | The Regents Of The University Of California | Signal-on architecture for electronic, oligonucleotide-based detectors |
| FI122691B (fi) * | 2007-06-05 | 2012-05-31 | Upm Kymmene Corp | Menetelmä paperin valmistamiseksi |
| KR101621575B1 (ko) | 2008-10-10 | 2016-05-16 | 다우 글로벌 테크놀로지스 엘엘씨 | 종이계 기재용 다층 코팅 |
| CN103459721A (zh) * | 2011-03-29 | 2013-12-18 | 日本制纸株式会社 | 涂布白板纸及其制造方法 |
| JP6034032B2 (ja) * | 2011-03-30 | 2016-11-30 | 日本製紙株式会社 | 塗工白板紙およびその製造方法 |
| WO2013069788A1 (fr) * | 2011-11-10 | 2013-05-16 | 日本製紙株式会社 | Matériau d'emballage à papier barrière |
| MX366743B (es) * | 2012-04-13 | 2019-07-04 | Sigma Alimentos Sa De Cv | Papel o cartón hidrofóbico con nanopartículas auto-ensambladas y método para elaborarlo. |
| EP2864543B1 (fr) * | 2012-06-22 | 2017-10-11 | Trinseo Europe GmbH | Substrat couché et système et procédé pour sa fabrication |
| CN102815454B (zh) * | 2012-08-31 | 2014-04-09 | 河南李烨包装科技有限公司 | 一种泡罩包装基材及其生产方法和用途 |
| CN104562844B (zh) * | 2015-01-08 | 2017-04-19 | 江南大学 | 抗菌蜂蜡乳液、其制备方法和应用 |
| CN104562843B (zh) * | 2015-01-08 | 2017-04-12 | 江南大学 | 多功能改性棕榈蜡乳液、其制备方法和应用 |
| US9771688B2 (en) * | 2015-02-11 | 2017-09-26 | Westrock Mwv, Llc | Oil, grease, and moisture resistant paperboard |
| US9920485B2 (en) | 2015-02-11 | 2018-03-20 | Westrock Mwv, Llc | Printable compostable paperboard |
| EP3286378B1 (fr) | 2015-04-20 | 2019-04-10 | Kotkamills Group Oyj | Procédé et système pour la fabrication d'un carton revêtu et carton revêtu |
| US20170022658A1 (en) * | 2015-07-20 | 2017-01-26 | Goodrich Corporation | Gas barrier fabric |
| CN105665222A (zh) * | 2016-02-01 | 2016-06-15 | 苏州哈恩新材料有限公司 | 一种可一次成型的多层涂布装置 |
| WO2017170462A1 (fr) | 2016-03-28 | 2017-10-05 | 日本製紙株式会社 | Matériau formant barrière constitué de papier |
| CN106515153A (zh) * | 2016-10-14 | 2017-03-22 | 无锡三帝特种高分子材料有限公司 | 一种镀铝膜 |
| WO2018081764A1 (fr) * | 2016-10-31 | 2018-05-03 | Sun Chemical Corporation | Compositions de revêtement résistant à la graisse, à l'huile et à l'eau |
| SE541012C2 (en) | 2016-12-22 | 2019-02-26 | Stora Enso Oyj | Method for manufacturing a heat-sealable packaging material and a heat-sealable packaging material made by the method |
| FI20175144L (fi) * | 2017-02-17 | 2018-08-18 | Valmet Technologies Oy | Valmistuslinjan käsittelyosa barrier-päällystetyn kuiturainan valmistamiseksi ja käsittelymenetelmä barrier-päällystetyn kuiturainan valmistamiseksi |
| JP2020508403A (ja) * | 2017-02-27 | 2020-03-19 | ウエストロック・エム・ダブリュー・ヴイ・エルエルシー | ヒートシール可能なバリア性板紙 |
| CN110573674A (zh) * | 2017-04-27 | 2019-12-13 | 维实洛克Mwv有限责任公司 | 具有自然外观的防油、防脂和防潮的纸板 |
| RU2767934C2 (ru) * | 2017-06-15 | 2022-03-22 | Кемира Ойй | Барьерная покрывная композиция, листовидное изделие и его применение |
| CN109487618A (zh) * | 2017-09-13 | 2019-03-19 | 金华盛纸业(苏州工业园区)有限公司 | 一种铜版卡涂料及使用方法 |
| CN108179657A (zh) * | 2017-12-29 | 2018-06-19 | 常德金德新材料科技股份有限公司 | 复合阻隔涂料、其制备方法及应用 |
| CN109706792B (zh) * | 2019-01-04 | 2021-05-14 | 衢州五洲特种纸业股份有限公司 | 一种透明防粘纸及其制备方法 |
| EP3951054A4 (fr) | 2019-03-29 | 2022-12-21 | Nippon Paper Industries Co., Ltd. | Procédé de fabrication d'un substrat barrière pour la fabrication de papier |
| WO2020241709A1 (fr) | 2019-05-28 | 2020-12-03 | ダイキン工業株式会社 | Agent résistant à l'huile pour papier |
| JP7439641B2 (ja) * | 2019-05-28 | 2024-02-28 | 王子ホールディングス株式会社 | バリア性積層体およびその製造方法 |
| DE102020123150A1 (de) | 2020-09-04 | 2022-03-10 | Koehler Innovation & Technology Gmbh | Beschichtetes Papier |
| CN114656670A (zh) * | 2022-02-16 | 2022-06-24 | 江阴宝柏包装有限公司 | 一种透明高阻隔可回收复合薄膜及其制备方法 |
| CN115976882B (zh) * | 2022-10-24 | 2024-01-02 | 青岛科技大学 | 一种高阻隔有机无机纸基复合材料及其制备方法 |
| CN116575269A (zh) * | 2023-02-21 | 2023-08-11 | 乐美包装(昆山)有限公司 | 一种可回收包装材料及其制造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3632374A (en) | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US3508947A (en) | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| JPS532108A (en) | 1976-06-28 | 1978-01-10 | Fuji Photo Film Co Ltd | Method of producing pressure sensitixed copy sheets |
| JP2960127B2 (ja) * | 1990-08-17 | 1999-10-06 | 三菱製紙株式会社 | 輪転オフセット印刷用塗工紙 |
| JP3222221B2 (ja) * | 1992-11-09 | 2001-10-22 | 三菱製紙株式会社 | 印刷用顔料塗被紙及びその製造方法 |
| JPH07119083A (ja) * | 1993-07-19 | 1995-05-09 | Mitsubishi Paper Mills Ltd | 顔料塗被紙及びその製造方法 |
| JPH10249978A (ja) * | 1997-03-18 | 1998-09-22 | Oji Paper Co Ltd | バリア性積層体 |
| DE19716466A1 (de) * | 1997-04-21 | 1998-10-22 | Bachofen & Meier Ag | Verfahren und Vorrichtung zum Auftragen von Dispersionen auf eine Materialbahn |
| JPH10328613A (ja) | 1997-06-02 | 1998-12-15 | Mitsubishi Paper Mills Ltd | 塗布方法 |
| AU748926B2 (en) * | 1998-03-10 | 2002-06-13 | Tetra Laval Holdings & Finance Sa | Laminated packaging materials and packaging containers produced therefrom |
| SE515824C2 (sv) * | 2000-01-26 | 2001-10-15 | Tetra Laval Holdings & Finance | Förfarande för tillverkning av ett flerskiktat förpackningslaminat genom våtbeläggning, samt laminat tillverkat enligt förfarandet |
| US20020114933A1 (en) * | 2000-12-28 | 2002-08-22 | Gould Richard J. | Grease masking packaging materials and methods thereof |
| EP1249533A1 (fr) * | 2001-04-14 | 2002-10-16 | The Dow Chemical Company | Procédé de fabrication de papier ou carton enduit muticouche |
-
2002
- 2002-10-15 WO PCT/US2002/032938 patent/WO2004035929A1/fr not_active Application Discontinuation
- 2002-10-15 AU AU2002335033A patent/AU2002335033A1/en not_active Abandoned
-
2003
- 2003-10-15 AT AT03023090T patent/ATE483065T1/de active
- 2003-10-15 EP EP03023090A patent/EP1416087B1/fr not_active Expired - Lifetime
- 2003-10-15 BR BRPI0305415-2B1A patent/BR0305415B1/pt active IP Right Grant
- 2003-10-15 JP JP2003355366A patent/JP4903359B2/ja not_active Expired - Lifetime
- 2003-10-15 CN CNB200310115688XA patent/CN1323766C/zh not_active Expired - Lifetime
- 2003-10-15 DE DE60334356T patent/DE60334356D1/de not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7909962B2 (en) | 2001-04-14 | 2011-03-22 | Dow Global Technologies Llc | Process for making multilayer coated paper or paperboard |
| US9903072B2 (en) | 2011-09-15 | 2018-02-27 | Imerys Usa, Inc. | Compositions comprising kaolin treated with a styrene-based polymer and related methods |
| US11504952B2 (en) | 2017-10-04 | 2022-11-22 | Nippon Paper Industries Co., Ltd. | Barrier material |
| EP3943661A1 (fr) | 2020-07-20 | 2022-01-26 | Schoeller Technocell GmbH & Co. KG | Matière d'emballage doté d'une couche barrière à base d'eau |
| US11549216B2 (en) | 2020-11-11 | 2023-01-10 | Sappi North America, Inc. | Oil/grease resistant paper products |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004035929A1 (fr) | 2004-04-29 |
| EP1416087A1 (fr) | 2004-05-06 |
| JP4903359B2 (ja) | 2012-03-28 |
| CN1500563A (zh) | 2004-06-02 |
| ATE483065T1 (de) | 2010-10-15 |
| CN1323766C (zh) | 2007-07-04 |
| BR0305415B1 (pt) | 2013-12-10 |
| AU2002335033A1 (en) | 2004-05-04 |
| DE60334356D1 (de) | 2010-11-11 |
| BR0305415A (pt) | 2004-06-15 |
| JP2004148307A (ja) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1416087B1 (fr) | Procédé de fabricatioon d'un substrat revetu par couches multiples avec propriétés de barriére ameliorées | |
| US7364774B2 (en) | Method of producing a multilayer coated substrate having improved barrier properties | |
| US7425246B2 (en) | Process for making multilayer coated paper or paperboard | |
| CA2444936C (fr) | Methode de production de substrat enduit | |
| US20040121080A1 (en) | Method of producing a coated substrate | |
| FI95945B (fi) | Korkeakiiltoinen peruspaperi ja sen valmistusmenetelmä | |
| US7473333B2 (en) | Process for making coated paper or paperboard | |
| US20080107912A1 (en) | Multi-Layer Coated Products and Curtain Coating Process for Same | |
| EP1416088B1 (fr) | Procédé pour la fabrication de papier ou de carton couché | |
| US20030194501A1 (en) | Method of producing a coated substrate | |
| CA3172964A1 (fr) | Produits en papier resistant a l'huile/la graisse | |
| WO2006070064A1 (fr) | Procede de production de papier ou de carton | |
| Sangl et al. | Surface sizing and coating | |
| JP2005120502A (ja) | コーテッド紙または板紙を製造する方法 | |
| JP2012016704A (ja) | コーテッド紙または板紙を製造する方法 | |
| JP2014040698A (ja) | コーテッド紙または板紙を製造する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20041104 |
|
| 17Q | First examination report despatched |
Effective date: 20041124 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20041124 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: FIAMMENGHI-FIAMMENGHI |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60334356 Country of ref document: DE Date of ref document: 20101111 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101230 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: DOW GLOBAL TECHNOLOGIES LLC |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110131 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110109 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 |
|
| 26N | No opposition filed |
Effective date: 20110630 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60334356 Country of ref document: DE Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101015 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101229 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20131014 Year of fee payment: 11 Ref country code: AT Payment date: 20130926 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 60334356 Country of ref document: DE Representative=s name: FLEISCHER, ENGELS & PARTNER MBB, PATENTANWAELT, DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 483065 Country of ref document: AT Kind code of ref document: T Effective date: 20141015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141015 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220912 Year of fee payment: 20 Ref country code: NL Payment date: 20220916 Year of fee payment: 20 Ref country code: GB Payment date: 20220901 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220908 Year of fee payment: 20 Ref country code: BE Payment date: 20220916 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220913 Year of fee payment: 20 Ref country code: FI Payment date: 20221011 Year of fee payment: 20 Ref country code: DE Payment date: 20220621 Year of fee payment: 20 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230525 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60334356 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20231014 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20231015 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20231014 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20231014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20231014 |