EP1380218B1 - Vorrichtung und Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie - Google Patents
Vorrichtung und Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie Download PDFInfo
- Publication number
- EP1380218B1 EP1380218B1 EP03015428A EP03015428A EP1380218B1 EP 1380218 B1 EP1380218 B1 EP 1380218B1 EP 03015428 A EP03015428 A EP 03015428A EP 03015428 A EP03015428 A EP 03015428A EP 1380218 B1 EP1380218 B1 EP 1380218B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction belt
- wheel
- belt
- suction
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 241000208125 Nicotiana Species 0.000 title claims description 49
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims description 49
- 238000000034 method Methods 0.000 title claims description 9
- 230000015572 biosynthetic process Effects 0.000 title 1
- 239000000835 fiber Substances 0.000 claims description 52
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 235000019504 cigarettes Nutrition 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 238000007373 indentation Methods 0.000 claims 1
- 210000000056 organ Anatomy 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 230000000391 smoking effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1842—Trimming devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1814—Forming the rod containing parts of different densities, e.g. dense ends
Definitions
- the invention relates to an apparatus for producing a fiber strand of Tobacco processing industry, in particular a tobacco rod for the production of cigarettes, with a conveyor - suction belt - for the transport of Fibers on an underside of the conveyor along a conveyor line and with a separator - trimmer - for the removal of zuge felicittem fiber excess forming the fiber strand and with an organ in the conveying direction is driven by the suction belt, for the production of compressed areas within the fiber strand. Furthermore, the invention relates to a corresponding Process for producing a fiber strand of the tobacco processing industry.
- the fiber strand reinforcements for example in Form of densified areas of the fiber material to be provided in the finished smoking articles are arranged in the region of the free ends. at the reinforcements are usually areas with an elevated Fiber concentration compared to other areas of the fiber strand.
- From DE 36 27 059 A1 discloses a device for generating areas with an increased fiber concentration within a fiber strand known. there becomes a locally limited via a rotationally driven compression means Negative pressure exerted on the fiber strand to produce compressed Areas.
- the invention has for its object to propose measures for the Production of such reinforcements in strand devices of high performance.
- the device according to the invention is characterized characterized in that the organ wheel, belt - at least temporarily at one free top of the suction belt is applied to produce compressed Areas within the fiber strand by transferring pressure to the Suction belt.
- the pressure of the organ on the suction belt can the quantity of the supplied Fibers or the density of the fiber strand are controlled.
- the distance between the suction belt and the trimmer is low, so that a corresponding amount of fiber excess is removed by the trimmer.
- the distance between the trimmer and the suction belt is the distance between the trimmer and the suction belt larger, so that a corresponding smaller amount of fiber excess is removed.
- the suction belt is temporarily with a low or even pressurized so that the fiber strand has a limited area having an increased fiber concentration, ie a densified area.
- the densified areas may additionally by the temporary admission of the suction belt with a Vacuum be generated.
- the fibers become active during the application the suction belt locally compacted, especially before they are in the effective range get the trimmer.
- a wheel may be provided in the region of its peripheral surface abuts the suction belt.
- the Rad distributed over its peripheral surface recesses, especially pockets or have flattened areas, ie in particular a non-uniform Radius.
- the wheel may preferably have a plurality of suction holes in the area the recesses etc. open into the peripheral surface and the with a vacuum source keep in touch.
- a belt provided may be, which is also located above the suction belt and a plurality of evenly distributed over the circumference recesses, in particular Bulges, has.
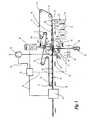
- fibers 10 are a conveying means, namely a suction belt 11 and a suction conveyor, fed and along a bottom 12 of the suction belt 11 in Direction of a separator, namely a trimmer 13, transported.
- a fiber excess namely a tobacco surplus 14, from the suction belt 11 removed to form a tobacco rod 15.
- the tobacco rod 15 is in Subsequently fed to a test station 16, in which the density of the tobacco rod 15 is checked becomes.
- a test station 16 in which the density of the tobacco rod 15 is checked becomes.
- the suction belt 11 is an endless conveyor, preferably is continuously driven in the conveying direction and guided over a plurality of guide rollers 17 is.
- the suction belt 11 extends at least partially within a not shown Housing or suction box. At least in the area of a conveyor line for the fibers 10 or the tobacco rod 15, the suction belt 11 can be acted upon by a negative pressure, such that the fibers 10 and the tobacco rod 15 on the underside 12 of the suction belt 11 are kept pneumatically.
- Above the suction belt 11 are at least in Area of the conveyor line of the fibers 10 and the tobacco rod 15 support rollers 48th intended.
- the suction belt 11 is located during transport below the support rollers 48 on.
- the support rollers 48 are at regular intervals from each other along the Conveyor des.Saugbands 11 arranged.
- the feeding of the fibers 10 to the suction belt 11 takes place in a first section of the Conveyor line.
- the fibers 10 are fed to the suction belt 11 from below, for example in the area of a fiber shower.
- the fibers 10 are thereby in the direction the arrows 19 moves upward and pneumatically on the underside 12 of the suction belt 11 held.
- the amount of accumulated fibers 10 exceeds a required for the production of the tobacco rod 15 measure.
- the extension of the fibers 10 below the suction belt 11 in vertical Direction ie the height of the conveyed fibers 10, exceeds the later height of the Tobacco rod 15.
- the fibers 10 are the trimmer 13th fed.
- the trimmer 13 essentially consists of two drives 20, in particular two (servo) motors and two trimmer wheels 21, by the drives 20 via one each Shaft 49 are driven in opposite directions to each other, namely in the direction of the arrows 22nd ( Figure 6).
- the trimmer wheels 21 have circumferential cutting surfaces for the decrease serve the tobacco surplus 14.
- the trimmer wheels 21 are in plan arranged side by side and in relation to the conveying direction of the Saugbandes 11 at the same height.
- the trimmer wheels 21 are directed horizontally and run parallel to the bottom 12 of the suction belt 11.
- the distance between the Circumferential surfaces or cutting surfaces of the trimmer wheels 21 is only slight, in particular such that the trimmer wheels 21 only by the width of a gap 50th spaced apart from each other.
- the location of the trimmer wheels 21 in the vertical direction ie the distance between the trimmer wheels 21 to the bottom 12 of the suction belt 11, is changeable.
- the trimmer wheels 21 are moved up and down by a drive 24.
- the through the trimmer wheels 21 removed tobacco surplus 14 is the suction belt 11 again fed, namely in the first section of the conveyor line.
- the supplied fibers 10 or the tobacco rod 15 on the suction belt 11 are guided laterally by walls 23.
- the Walls 23 may be part of the housing or the suction box of the suction belt 11 be.
- the member is a wheel 25.
- the wheel 25 is arranged above the suction belt 11 and in the conveying direction of the suction belt 11th rotatably driven, in the direction of arrow 26.
- the wheel 25 is positioned so that it in the region of a circumferential surface 27 at least partially or temporarily on the suction belt 11 rests and preferably exerts a slight pressure on this.
- the wheel 25 is is coupled via a gear 28 with a separate drive 29 and is about this preferably continuously and at about the same speed and in the same direction as the suction belt 11 driven in rotation.
- the wheel 25 is immediate with respect to the conveying direction of the suction belt 11 upstream of the trimmer 13, namely such that first the fibers 10 are partially compressed by the wheel 25 and essentially thereafter the Tobacco excess 14 is removed by the trimmer 13.
- a special feature of the wheel 25 is that by or during the installation of the Rades 25 on the suction belt 11, the distance between the suction belt 11 and the Trimmer wheels 21 of the trimmer 13 is variable.
- the wheel 25 in the region of the peripheral surface 27 has recesses or pockets, namely flattened areas 30.
- the flattened areas 30 are uniform over the Circumferential area 27 distributed.
- the flattened areas 30 are each arranged opposite to the wheel 25. In the embodiment of FIG. 1 to 4 four flattened areas 30 are provided. However, it can also be a larger or smaller number of flattened areas 30 may be provided.
- the wheel 25 has a smaller radius than outside the flattened areas 30.
- the wheel 25 temporarily in the field of flattened areas 30 and temporarily outside the flattened areas 30 am Saugband 11 is present. Due to the changing radii of the wheel 25 changes the distance of the suction belt 11 to the trimmer wheels 21.
- the wheel 25 in Area of the flattened areas 30 on the suction belt 11 is the distance of the suction belt 11 to the trimmer wheels 21 larger than at installation of the wheel 25 on the suction belt eleventh outside of the flattened areas 30. This results in a correspondingly larger or less decrease of tobacco excess 14 by the trimmer wheels 21 and thus controlling the fiber density within the tobacco rod 15.
- the extent and arrangement of the compressed areas 31 within the Tobacco strand 15 is dependent on the rotational speed of the wheel 25 and the Number of flattened areas 30 on the one hand and the conveying speed of Saugbandes 11 on the other. At substantially more consistent Rotation speed of the wheel 25 with the conveying speed of the suction belt eleventh the tobacco rod 15 at equal intervals compressed areas 31 of the same Size up.
- the length of the compressed areas 31 in turn depends in this case from the extension of the flattened areas 30 on the wheel 25 and of the Rotation speed of the wheel 25. It is understood that by appropriate Choosing these parameters the length and distribution of the densified areas 31 in Tobacco strand 15 can be controlled.
- the wheel 25 with a preferably slightly different To drive speed than the suction belt 11, in particular a larger or smaller rotational speed. Since the wheel 25 has its own, from the suction belt 11 has separate drive 29, its rotational speed can be independent to be controlled. In this way it is possible during operation of the device to control the length and distribution of the densified areas 31 in the tobacco rod 15.
- the suction belt 11 over the Wheel 25 can be acted upon temporarily with an additional negative pressure.
- the Rad 25 radially directed suction holes 32, which open into the peripheral surface 27.
- four suction holes 32 are provided, the starting from a central in cross-section center of the wheel 25 is arranged Axial bore 33 each lead to a flattened area 30. Every suction hole is individually shut off, so that preferably only at a suction bore 32, a negative pressure is applied, namely in each case that suction bore 32 which is directed to the suction belt 11.
- the suction belt 11 is cyclically subjected to a negative pressure, namely according to the rotational speed of the wheel 25 Fibers 10 sucked in the direction of the suction belt 11, whereby the through flattened areas 30 of the wheel 25 compression was further reinforced.
- the central axial bore 33 communicates via an air duct 34 in a drive axle 35 a vacuum pump 36 in conjunction to generate the negative pressure in the Suction holes 32.
- Another feature relates to a height adjustment of the wheel 25.
- the drive axle 35 of the wheel 25 is mounted in a holder 37 and together with this holder 37 via a spindle drive 38 in the vertical Direction is moved up and down.
- the density of the fibers 10 are predetermined in the tobacco rod 15.
- FIG. 1 Another embodiment of the invention is shown in FIG. One and only Difference to the embodiment described above is that the Wheel 25 does not have flattened areas 30, but the radius of the wheel 25th is constant.
- the densified areas 31 in the tobacco rod 15 are in Embodiment of FIG. 5 exclusively by the action of the Saugbandes 11 generated with negative pressure on the suction holes 32 of the wheel 25.
- the wheel 25 is located on the suction belt eleventh and exerts a slight pressure on this, whereby the distance of the suction belt 11th is given to the trimmer wheels 21.
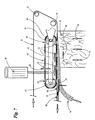
- Fig. 7 shows a third embodiment.
- the organ for the production of compacted Areas 31 within the tobacco rod 15 is in this case by a belt 40th educated.
- the belt 40 is disposed above the suction belt 11 and is like the wheel 25 at least partially or temporarily with slight pressure on the suction belt 11 at.
- the belt 40 is guided over two conveyor wheels 41, wherein the axes of the conveyor wheels 41 via a pivot arm 42 are interconnected.
- the distance of the belt 40 to Suction belt 11 is adjustable, namely such that the belt 40 aufund in the vertical direction can be moved, according to double arrow 43.
- the pivot arm 42 on the one hand attached to a spindle drive 38, as well as the wheel 25.
- an axis of a feed wheel 41 is formed as a pivot axis 44.
- the Belt 40 evenly distributed over the circumference recesses, namely bulges 45, up.
- the bulges 45 serve the same purpose as the flattened Areas 30 and the troughs and pockets of the wheel 25.
- the suction belt 11 in the region of the bulges 45 has a larger Distance to the trimmer wheels 21 on, as outside the bulges 45th Accordingly, in the area of the bulges 45 a smaller amount Tobacco excess 14 removed by the trimmer wheels 21, resulting in the compressed areas 31 within the tobacco rod 15 leads.
- the suction belt 11 on the bulges 45 of the belt 40 with a strong preferably negative pressure is applied.
- the belt 40 is in relation to the conveying direction of the Suction belts 11 upstream of the trimmer wheels 21 and extends to in the first section of the conveyor line, namely in the area of the fiber feed.
- a control unit 46 is provided for controlling the device.
- the controller 46 is via electrical lines 47 to the test station 16, the vacuum pump 36, the drive 29 of the wheel 25 and the belt 40 and the drive 24 for height adjustment of the Trimmers 13 connected.
- the control unit 46 in particular the speed the suction belt 11, the wheel 25 and the belt 40 and their distance from the suction belt 11 controlled, and the altitude of the trimmer wheels 21.
- the wheel 25th or the belt 40 is operated at the same speed as the suction belt 11.
- speed can be slightly faster or slower than that Speed of the suction belt 11 to the distance of the compressed areas 31st within the tobacco rod 15 to increase or decrease. This way you can an adaptation to the length of the cigarette or smoking article to be produced.
- the location and size of the densified areas 31 within the tobacco rod 15 is predetermined by the control unit 46 such that the compressed areas 31 after cutting the wrapped tobacco rod 15 in the region of the free ends of the Cigarettes are located.
- the cutting of the tobacco rod 15 is always carried out in the middle a compacted area 31.
- the tobacco rod 15 first to cigarettes is divided double length, it is provided that a compacted area 31 in the middle the separated part of the tobacco rod 15 is arranged and each half compacted region 31 at the two free ends of the separated part of the Tobacco rod 15.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Description
- Fig. 1
- ein Vertikalschnitt durch eine Vorrichtung zum Herstellen eines Faserstrangs in schematischer Darstellung,
- Fig. 2
- einen Ausschnitt der Vorrichtung gemäß Fig. 1 in vergrößertem Maßstab,
- Fig. 3 und 4
- die Vorrichtung gemäß Fig. 2 zu verschiedenen Zeitpunkten der Herstellung des Faserstrangs in teilweiser Darstellung,
- Fig. 5
- ein zweites Ausführungsbeispiel der Vorrichtung in einer Darstellung gemäß Fig. 2,
- Fig. 6
- einen Querschnitt durch die Vorrichtung gemäß Fig. 2 und 5 in der Schnittebene VI-VI und
- Fig. 7
- einen Vertikalschnitt durch ein drittes Ausführungsbeispiel in schematischer Darstellung.
- 10
- Faser
- 11
- Saugband
- 12
- Unterseite
- 13
- Trimmer
- 14
- Tabaküberschuss
- 15
- Tabakstrang
- 16
- Prüfstation
- 17
- Umlenkrolle
- 18
- Pfeil
- 19
- Pfeil
- 20
- Antrieb
- 21
- Trimmerrad
- 22
- Pfeil
- 23
- Wandung
- 24
- Antrieb
- 25
- Rad
- 26
- Pfeil
- 27
- Umfangsfläche
- 28
- Getriebe
- 29
- Antrieb
- 30
- abgeflachter Bereich
- 31
- verdichteter Bereich
- 32
- Saugbohrung
- 33
- Axialbohrung
- 34
- Luftkanal
- 35
- Antriebsachse
- 36
- Vakuumpumpe
- 37
- Halterung
- 38
- Spindelantrieb
- 40
- Gurt
- 41
- Förderrad
- 42
- Schwenkarm
- 43
- Doppelpfeil
- 44
- Schwenkachse
- 45
- Ausbuchtung
- 46
- Steuergerät
- 47
- Leitung
- 48
- Stützwalze
- 49
- Welle
- 50
- Spalt
Claims (15)
- Vorrichtung zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie, insbesondere eines Tabakstrangs (15) für die Herstellung von Zigaretten, mit einem Fördermittel - Saugband (11) - zum Transport von Fasern (10) an einer Unterseite (12) des Saugbands (11) entlang einer Förderstrecke, und mit einer Trenneinrichtung - Trimmer (13) - zur Abnahme von zugefördertem Faserüberschuss unter Bildung des Faserstrangs, und mit einem Organ, das in Förderrichtung des Saugbands (11) antreibbar ist, zur Erzeugung von verdichteten Bereichen (31) innerhalb des Faserstrangs, dadurch gekennzeichnet, dass das Organ - Rad (25), Gurt (40) - mindestens zeitweilig an einer freien Oberseite des Saugbands (11) anliegt zur Erzeugung von verdichteten Bereichen (31) innerhalb des Faserstrangs durch Übertragung von Druck auf das Saugband (11).
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass oberhalb des Saugbands (11) ein drehend antreibbares Rad (25) angeordnet ist, dass im Bereich einer Umfangsfläche (27) mindestens teilweise am Saugband (11) anliegt.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass das Rad (25) gleichmäßig über die Umfangsfläche (27) verteilte Rücksprünge, insbesondere Taschen oder abgeflachte Bereiche (30), aufweist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass das Rad (25) im Bereich der Rücksprünge einen geringeren Radius aufweist als in übrigen Bereichen, zur Veränderung eines Abstandes zwischen dem Saugband (11) und dem Trimmer (13).
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Saugband (11) über das Rad (25) im Bereich der Rücksprünge mit einem Unterdruck beaufschlagbar ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Rücksprünge des Rads (25) über, insbesondere vier radial, im Rad (25) angeordnete Saugbohrungen (32) mit einer Unterdruckquelle in Verbindung stehen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass ein mindestens teilweise luftdurchlässiger Gurt (40) oberhalb des Saugbands (11) angeordnet ist, wobei der Gurt (40) mehrere über den Umfang gleichmäßig verteilte Ausnehmungen, insbesondere Ausbuchtungen (45), aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das Organ - Rad (25), Gurt (40) - im Bezug auf die Trenneinrichtung in Förderrichtung des Saugbands (11) stromaufwärts angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Organ - Rad (25), Gurt (40) - höhenverstellbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Organ - Rad (25), Gurt (40) - mindestens im Bereich der Anlage am Saugband (11) in Bewegungsrichtung des Saugbands (11) und mit etwa der gleichen Geschwindigkeit wie das Saugband (11), oder einer geringfügig von der Geschwindigkeit des Saugbands (11) abweichenden Geschwindigkeit, bewegbar ist.
- Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie, insbesondere eines Tabakstrangs (15) für die Herstellung von Zigaretten, wobei Fasern (10) an einer Unterseite eines Fördermittels - Saugband (11) - angesammelt und an der Unterseite (12) des Saugbands (11) entlang einer Förderstrecke einer Trenneinrichtung - Trimmer (13) - zugeführt werden, zur Abnahme von Faserüberschuss unter Bildung des Faserstrangs, und wobei durch ein Organ, das mindestens zeitweilig in Förderrichtung des Saugbands (11) angetrieben wird, verdichtete Bereiche (31) innerhalb des Faserstrangs erzeugt werden, gekennzeichnet durch folgende Merkmale:a) das Organ - Rad (25), Gurt (40) - liegt mindestens zeitweilig an einer freien Oberseite des Saugbands (11) an,b) die verdichteten Bereiche (31) werden mit dem Organ - Rad (25), Gurt (40) - durch Übertragung von Druck auf das Saugband (11) erzeugt.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass ein drehend angetriebenes Rad (25) im Bereich einer Umfangsfläche (27) mindestens teilweise am Saugband (11) anliegt, und durch die Anlage am Saugband (11) dessen Abstand zum Trimmer (13) vorgibt.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, dass das Rad (25) gleichmäßig über die Umfangsfläche (27) verteilte Rücksprünge, insbesondere Taschen oder abgeflachte Bereiche (30), aufweist, wobei das Saugband (11) bei mindestens teilweiser Anlage am Rad (25) im Bereich der Rücksprünge mit einem geringeren Abstand zum Trimmer (13) angeordnet ist, als bei Anlage am Rad (25) in Bereichen außerhalb der Rücksprünge.
- Verfahren nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, dass das Saugband (11) über die Rücksprünge des Rads (25) mit einem Unterdruck beaufschlagt wird.
- Verfahren nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, dass die Erzeugung von verdichteten Bereichen (31) innerhalb des Tabakstrangs (15) vorzugsweise unmittelbar vor der Abnahme von Tabaküberschuss (14) im Bereich des Trimmers (13) erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10231548A DE10231548A1 (de) | 2002-07-11 | 2002-07-11 | Vorrichtung und Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie |
| DE10231548 | 2002-07-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1380218A1 EP1380218A1 (de) | 2004-01-14 |
| EP1380218B1 true EP1380218B1 (de) | 2005-06-15 |
Family
ID=29723867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03015428A Expired - Lifetime EP1380218B1 (de) | 2002-07-11 | 2003-07-09 | Vorrichtung und Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1380218B1 (de) |
| DE (2) | DE10231548A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2241204A1 (de) | 2009-04-15 | 2010-10-20 | Hauni Maschinenbau Aktiengesellschaft | Trimmeinrichtung und Verfahren zur Steuerung einer Trimmeinrichtung |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354759A1 (de) * | 2003-11-21 | 2005-06-30 | Hauni Maschinenbau Ag | Gleitschuh |
| DE102010039099A1 (de) * | 2010-08-09 | 2012-02-09 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Fördern eines Stranges der tabakverarbeitenden Industrie |
| DE102016101584A1 (de) * | 2016-01-29 | 2017-08-03 | Hauni Maschinenbau Gmbh | Saugbandeinheit mit Stelleinrichtung zum Verstellen des Abstandes zwischen einer Pressscheibe der Saugbandeinheit und einem Schaberelement sowie Verfahren hierzu |
| IT201700036027A1 (it) * | 2017-04-03 | 2018-10-03 | Gd Spa | Unità e metodo per la realizzazione di almeno un cordone semilavorato continuo di tabacco |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL238622A (de) * | 1958-04-28 | |||
| DE1169353B (de) * | 1959-12-07 | 1964-04-30 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Bilden eines an bestimmten Stellen verdichteten Tabakstranges |
| DE3627059A1 (de) * | 1985-08-22 | 1987-02-26 | Hauni Werke Koerber & Co Kg | Vorrichtung zum herstellen eines faserstrangs der tabakverarbeitenden industrie |
| IT1202201B (it) * | 1985-11-19 | 1989-02-02 | Gd Spa | Metodo per produrre sigarette contenenti almeno due miscele di tabacco differenti |
| GB9504677D0 (en) * | 1995-03-08 | 1995-04-26 | Molins Plc | Cigarette making machine |
-
2002
- 2002-07-11 DE DE10231548A patent/DE10231548A1/de not_active Withdrawn
-
2003
- 2003-07-09 DE DE50300649T patent/DE50300649D1/de not_active Expired - Fee Related
- 2003-07-09 EP EP03015428A patent/EP1380218B1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2241204A1 (de) | 2009-04-15 | 2010-10-20 | Hauni Maschinenbau Aktiengesellschaft | Trimmeinrichtung und Verfahren zur Steuerung einer Trimmeinrichtung |
| DE102009017117A1 (de) | 2009-04-15 | 2010-12-09 | Hauni Maschinenbau Ag | Trimmeinrichtung und Verfahren zur Steuerung einer Trimmeinrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10231548A1 (de) | 2004-03-25 |
| DE10231548A8 (de) | 2004-07-22 |
| DE50300649D1 (de) | 2005-07-21 |
| EP1380218A1 (de) | 2004-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1817869C3 (de) | Forderanordnung fur den Transport von Filterstaben, Zigaretten oder anderen stabformigen Artikeln der tabakverarbeiten den Industrie Ausscheidung aus 1815317 | |
| EP1675796B1 (de) | Vorrichtung zum ablegen einer flexiblen materialbahn | |
| DE69409648T3 (de) | Dispositif pour detacher et transporter à grande vitesse un voile fibreux en sortie de carde | |
| DE3037376A1 (de) | Vorrichtung zur foerderung und fuehrung einer materialbahn, insbesondere einer papierbahn in einer maschine zur herstellung von zigaretten | |
| DE2903461A1 (de) | Vorrichtung zur zufuehrung von staebchenfoermigen gegenstaenden | |
| DE3720606C2 (de) | Maschine zur Fertigung eines ununterbrochenen Zigarettenstranges | |
| EP1380218B1 (de) | Vorrichtung und Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie | |
| DE3345609A1 (de) | Verfahren und vorrichtung zum bilden von stabfoermigen artikeln der tabakverarbeitenden industrie | |
| EP1275311B1 (de) | Vorrichtung zur Vorbereitung eines Faserstranges der tabakverarbeitenden Industrie | |
| DE69608040T3 (de) | Verfahren und Einrichtung zur gleichzeitigen Herstellung einer Anzahl von Tabaksträngen | |
| DE2513867A1 (de) | Verfahren und vorrichtung zum bilden eines endlosen tabakstrangs fuer die herstellung von zigaretten | |
| EP1048229B1 (de) | Vorrichtung zum Herstellen von Zigaretten | |
| EP1825767B1 (de) | Strömungskörper einer Zigarettenstrangmaschine | |
| EP2062485A1 (de) | Druckwerk mit Steuerung der Drehgeschwindigkeit einer Druckwalze | |
| DE3230144C2 (de) | ||
| DE2756473A1 (de) | Vorrichtung zum einfuellen von papierstapeln in schachteln | |
| EP1250855A1 (de) | Verfahren und Vorrichtung zum Beseitigen einer Störung in einem Tabakkanal einer Zigarettenstrangmaschine | |
| DE3516909C2 (de) | Zigaretten-Fertigungsmaschine | |
| EP1692957A1 (de) | Aufbereitung eines Streifens aus Filtermaterial der Tabak verarbeitenden Industrie | |
| DE3445574A1 (de) | Verfahren und maschine zur herstellung von zigaretten unter regelung der verteilung von kurzem tabak | |
| DE3231464A1 (de) | Verfahren und vorrichtung zum einspeisen von tabak in eine tabakschneidemaschine | |
| DE2410168A1 (de) | Vorrichtung zum bilden eines fortlaufenden tabakstranges | |
| DE2716391B2 (de) | Verfahren zum Herstellen und Verpacken von Filterzigaretten sowie Vorrichtung zum Durchführen des Verfahrens | |
| DE3726603A1 (de) | Verfahren und vorrichtung zum bilden von zigarettenschlangen | |
| WO2013004258A1 (de) | Längsfördereinrichtung für produkte der tabak verarbeitenden industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid | ||
| 17P | Request for examination filed |
Effective date: 20040405 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB IT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FOCKE & CO. (GMBH & CO. KG) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20041007 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50300649 Country of ref document: DE Date of ref document: 20050721 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050726 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090722 Year of fee payment: 7 Ref country code: GB Payment date: 20090708 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090721 Year of fee payment: 7 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50300649 Country of ref document: DE Effective date: 20110201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100709 |