EP1380218B1 - Apparatus and method for the formation of a rod of the tobacco industry - Google Patents
Apparatus and method for the formation of a rod of the tobacco industry Download PDFInfo
- Publication number
- EP1380218B1 EP1380218B1 EP03015428A EP03015428A EP1380218B1 EP 1380218 B1 EP1380218 B1 EP 1380218B1 EP 03015428 A EP03015428 A EP 03015428A EP 03015428 A EP03015428 A EP 03015428A EP 1380218 B1 EP1380218 B1 EP 1380218B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction belt
- wheel
- belt
- suction
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 241000208125 Nicotiana Species 0.000 title claims description 49
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims description 49
- 238000000034 method Methods 0.000 title claims description 9
- 230000015572 biosynthetic process Effects 0.000 title 1
- 239000000835 fiber Substances 0.000 claims description 52
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 235000019504 cigarettes Nutrition 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 238000007373 indentation Methods 0.000 claims 1
- 210000000056 organ Anatomy 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 230000000391 smoking effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1842—Trimming devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1814—Forming the rod containing parts of different densities, e.g. dense ends
Definitions
- the invention relates to an apparatus for producing a fiber strand of Tobacco processing industry, in particular a tobacco rod for the production of cigarettes, with a conveyor - suction belt - for the transport of Fibers on an underside of the conveyor along a conveyor line and with a separator - trimmer - for the removal of zuge felicittem fiber excess forming the fiber strand and with an organ in the conveying direction is driven by the suction belt, for the production of compressed areas within the fiber strand. Furthermore, the invention relates to a corresponding Process for producing a fiber strand of the tobacco processing industry.
- the fiber strand reinforcements for example in Form of densified areas of the fiber material to be provided in the finished smoking articles are arranged in the region of the free ends. at the reinforcements are usually areas with an elevated Fiber concentration compared to other areas of the fiber strand.
- From DE 36 27 059 A1 discloses a device for generating areas with an increased fiber concentration within a fiber strand known. there becomes a locally limited via a rotationally driven compression means Negative pressure exerted on the fiber strand to produce compressed Areas.
- the invention has for its object to propose measures for the Production of such reinforcements in strand devices of high performance.
- the device according to the invention is characterized characterized in that the organ wheel, belt - at least temporarily at one free top of the suction belt is applied to produce compressed Areas within the fiber strand by transferring pressure to the Suction belt.
- the pressure of the organ on the suction belt can the quantity of the supplied Fibers or the density of the fiber strand are controlled.
- the distance between the suction belt and the trimmer is low, so that a corresponding amount of fiber excess is removed by the trimmer.
- the distance between the trimmer and the suction belt is the distance between the trimmer and the suction belt larger, so that a corresponding smaller amount of fiber excess is removed.
- the suction belt is temporarily with a low or even pressurized so that the fiber strand has a limited area having an increased fiber concentration, ie a densified area.
- the densified areas may additionally by the temporary admission of the suction belt with a Vacuum be generated.
- the fibers become active during the application the suction belt locally compacted, especially before they are in the effective range get the trimmer.
- a wheel may be provided in the region of its peripheral surface abuts the suction belt.
- the Rad distributed over its peripheral surface recesses, especially pockets or have flattened areas, ie in particular a non-uniform Radius.
- the wheel may preferably have a plurality of suction holes in the area the recesses etc. open into the peripheral surface and the with a vacuum source keep in touch.
- a belt provided may be, which is also located above the suction belt and a plurality of evenly distributed over the circumference recesses, in particular Bulges, has.
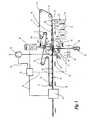
- fibers 10 are a conveying means, namely a suction belt 11 and a suction conveyor, fed and along a bottom 12 of the suction belt 11 in Direction of a separator, namely a trimmer 13, transported.
- a fiber excess namely a tobacco surplus 14, from the suction belt 11 removed to form a tobacco rod 15.
- the tobacco rod 15 is in Subsequently fed to a test station 16, in which the density of the tobacco rod 15 is checked becomes.
- a test station 16 in which the density of the tobacco rod 15 is checked becomes.
- the suction belt 11 is an endless conveyor, preferably is continuously driven in the conveying direction and guided over a plurality of guide rollers 17 is.
- the suction belt 11 extends at least partially within a not shown Housing or suction box. At least in the area of a conveyor line for the fibers 10 or the tobacco rod 15, the suction belt 11 can be acted upon by a negative pressure, such that the fibers 10 and the tobacco rod 15 on the underside 12 of the suction belt 11 are kept pneumatically.
- Above the suction belt 11 are at least in Area of the conveyor line of the fibers 10 and the tobacco rod 15 support rollers 48th intended.
- the suction belt 11 is located during transport below the support rollers 48 on.
- the support rollers 48 are at regular intervals from each other along the Conveyor des.Saugbands 11 arranged.
- the feeding of the fibers 10 to the suction belt 11 takes place in a first section of the Conveyor line.
- the fibers 10 are fed to the suction belt 11 from below, for example in the area of a fiber shower.
- the fibers 10 are thereby in the direction the arrows 19 moves upward and pneumatically on the underside 12 of the suction belt 11 held.
- the amount of accumulated fibers 10 exceeds a required for the production of the tobacco rod 15 measure.
- the extension of the fibers 10 below the suction belt 11 in vertical Direction ie the height of the conveyed fibers 10, exceeds the later height of the Tobacco rod 15.
- the fibers 10 are the trimmer 13th fed.
- the trimmer 13 essentially consists of two drives 20, in particular two (servo) motors and two trimmer wheels 21, by the drives 20 via one each Shaft 49 are driven in opposite directions to each other, namely in the direction of the arrows 22nd ( Figure 6).
- the trimmer wheels 21 have circumferential cutting surfaces for the decrease serve the tobacco surplus 14.
- the trimmer wheels 21 are in plan arranged side by side and in relation to the conveying direction of the Saugbandes 11 at the same height.
- the trimmer wheels 21 are directed horizontally and run parallel to the bottom 12 of the suction belt 11.
- the distance between the Circumferential surfaces or cutting surfaces of the trimmer wheels 21 is only slight, in particular such that the trimmer wheels 21 only by the width of a gap 50th spaced apart from each other.
- the location of the trimmer wheels 21 in the vertical direction ie the distance between the trimmer wheels 21 to the bottom 12 of the suction belt 11, is changeable.
- the trimmer wheels 21 are moved up and down by a drive 24.
- the through the trimmer wheels 21 removed tobacco surplus 14 is the suction belt 11 again fed, namely in the first section of the conveyor line.
- the supplied fibers 10 or the tobacco rod 15 on the suction belt 11 are guided laterally by walls 23.
- the Walls 23 may be part of the housing or the suction box of the suction belt 11 be.
- the member is a wheel 25.
- the wheel 25 is arranged above the suction belt 11 and in the conveying direction of the suction belt 11th rotatably driven, in the direction of arrow 26.
- the wheel 25 is positioned so that it in the region of a circumferential surface 27 at least partially or temporarily on the suction belt 11 rests and preferably exerts a slight pressure on this.
- the wheel 25 is is coupled via a gear 28 with a separate drive 29 and is about this preferably continuously and at about the same speed and in the same direction as the suction belt 11 driven in rotation.
- the wheel 25 is immediate with respect to the conveying direction of the suction belt 11 upstream of the trimmer 13, namely such that first the fibers 10 are partially compressed by the wheel 25 and essentially thereafter the Tobacco excess 14 is removed by the trimmer 13.
- a special feature of the wheel 25 is that by or during the installation of the Rades 25 on the suction belt 11, the distance between the suction belt 11 and the Trimmer wheels 21 of the trimmer 13 is variable.
- the wheel 25 in the region of the peripheral surface 27 has recesses or pockets, namely flattened areas 30.
- the flattened areas 30 are uniform over the Circumferential area 27 distributed.
- the flattened areas 30 are each arranged opposite to the wheel 25. In the embodiment of FIG. 1 to 4 four flattened areas 30 are provided. However, it can also be a larger or smaller number of flattened areas 30 may be provided.
- the wheel 25 has a smaller radius than outside the flattened areas 30.
- the wheel 25 temporarily in the field of flattened areas 30 and temporarily outside the flattened areas 30 am Saugband 11 is present. Due to the changing radii of the wheel 25 changes the distance of the suction belt 11 to the trimmer wheels 21.
- the wheel 25 in Area of the flattened areas 30 on the suction belt 11 is the distance of the suction belt 11 to the trimmer wheels 21 larger than at installation of the wheel 25 on the suction belt eleventh outside of the flattened areas 30. This results in a correspondingly larger or less decrease of tobacco excess 14 by the trimmer wheels 21 and thus controlling the fiber density within the tobacco rod 15.
- the extent and arrangement of the compressed areas 31 within the Tobacco strand 15 is dependent on the rotational speed of the wheel 25 and the Number of flattened areas 30 on the one hand and the conveying speed of Saugbandes 11 on the other. At substantially more consistent Rotation speed of the wheel 25 with the conveying speed of the suction belt eleventh the tobacco rod 15 at equal intervals compressed areas 31 of the same Size up.
- the length of the compressed areas 31 in turn depends in this case from the extension of the flattened areas 30 on the wheel 25 and of the Rotation speed of the wheel 25. It is understood that by appropriate Choosing these parameters the length and distribution of the densified areas 31 in Tobacco strand 15 can be controlled.
- the wheel 25 with a preferably slightly different To drive speed than the suction belt 11, in particular a larger or smaller rotational speed. Since the wheel 25 has its own, from the suction belt 11 has separate drive 29, its rotational speed can be independent to be controlled. In this way it is possible during operation of the device to control the length and distribution of the densified areas 31 in the tobacco rod 15.
- the suction belt 11 over the Wheel 25 can be acted upon temporarily with an additional negative pressure.
- the Rad 25 radially directed suction holes 32, which open into the peripheral surface 27.
- four suction holes 32 are provided, the starting from a central in cross-section center of the wheel 25 is arranged Axial bore 33 each lead to a flattened area 30. Every suction hole is individually shut off, so that preferably only at a suction bore 32, a negative pressure is applied, namely in each case that suction bore 32 which is directed to the suction belt 11.
- the suction belt 11 is cyclically subjected to a negative pressure, namely according to the rotational speed of the wheel 25 Fibers 10 sucked in the direction of the suction belt 11, whereby the through flattened areas 30 of the wheel 25 compression was further reinforced.
- the central axial bore 33 communicates via an air duct 34 in a drive axle 35 a vacuum pump 36 in conjunction to generate the negative pressure in the Suction holes 32.
- Another feature relates to a height adjustment of the wheel 25.
- the drive axle 35 of the wheel 25 is mounted in a holder 37 and together with this holder 37 via a spindle drive 38 in the vertical Direction is moved up and down.
- the density of the fibers 10 are predetermined in the tobacco rod 15.
- FIG. 1 Another embodiment of the invention is shown in FIG. One and only Difference to the embodiment described above is that the Wheel 25 does not have flattened areas 30, but the radius of the wheel 25th is constant.
- the densified areas 31 in the tobacco rod 15 are in Embodiment of FIG. 5 exclusively by the action of the Saugbandes 11 generated with negative pressure on the suction holes 32 of the wheel 25.
- the wheel 25 is located on the suction belt eleventh and exerts a slight pressure on this, whereby the distance of the suction belt 11th is given to the trimmer wheels 21.
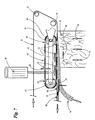
- Fig. 7 shows a third embodiment.
- the organ for the production of compacted Areas 31 within the tobacco rod 15 is in this case by a belt 40th educated.
- the belt 40 is disposed above the suction belt 11 and is like the wheel 25 at least partially or temporarily with slight pressure on the suction belt 11 at.
- the belt 40 is guided over two conveyor wheels 41, wherein the axes of the conveyor wheels 41 via a pivot arm 42 are interconnected.
- the distance of the belt 40 to Suction belt 11 is adjustable, namely such that the belt 40 aufund in the vertical direction can be moved, according to double arrow 43.
- the pivot arm 42 on the one hand attached to a spindle drive 38, as well as the wheel 25.
- an axis of a feed wheel 41 is formed as a pivot axis 44.
- the Belt 40 evenly distributed over the circumference recesses, namely bulges 45, up.
- the bulges 45 serve the same purpose as the flattened Areas 30 and the troughs and pockets of the wheel 25.
- the suction belt 11 in the region of the bulges 45 has a larger Distance to the trimmer wheels 21 on, as outside the bulges 45th Accordingly, in the area of the bulges 45 a smaller amount Tobacco excess 14 removed by the trimmer wheels 21, resulting in the compressed areas 31 within the tobacco rod 15 leads.
- the suction belt 11 on the bulges 45 of the belt 40 with a strong preferably negative pressure is applied.
- the belt 40 is in relation to the conveying direction of the Suction belts 11 upstream of the trimmer wheels 21 and extends to in the first section of the conveyor line, namely in the area of the fiber feed.
- a control unit 46 is provided for controlling the device.
- the controller 46 is via electrical lines 47 to the test station 16, the vacuum pump 36, the drive 29 of the wheel 25 and the belt 40 and the drive 24 for height adjustment of the Trimmers 13 connected.
- the control unit 46 in particular the speed the suction belt 11, the wheel 25 and the belt 40 and their distance from the suction belt 11 controlled, and the altitude of the trimmer wheels 21.
- the wheel 25th or the belt 40 is operated at the same speed as the suction belt 11.
- speed can be slightly faster or slower than that Speed of the suction belt 11 to the distance of the compressed areas 31st within the tobacco rod 15 to increase or decrease. This way you can an adaptation to the length of the cigarette or smoking article to be produced.
- the location and size of the densified areas 31 within the tobacco rod 15 is predetermined by the control unit 46 such that the compressed areas 31 after cutting the wrapped tobacco rod 15 in the region of the free ends of the Cigarettes are located.
- the cutting of the tobacco rod 15 is always carried out in the middle a compacted area 31.
- the tobacco rod 15 first to cigarettes is divided double length, it is provided that a compacted area 31 in the middle the separated part of the tobacco rod 15 is arranged and each half compacted region 31 at the two free ends of the separated part of the Tobacco rod 15.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Description
Die Erfindung betrifft eine Vorrichtung zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie, insbesondere eines Tabakstrangs für die Herstellung von Zigaretten, mit einem Fördermittel - Saugband - zum Transport von Fasern an einer Unterseite des Fördermittels entlang einer Förderstrecke und mit einer Trenneinrichtung - Trimmer - zur Abnahme von zugefördertem Faserüberschuss unter Bildung des Faserstrangs und mit einem Organ, das in Förderrichtung des Saugbands antreibbar ist, zur Erzeugung von verdichteten Bereichen innerhalb des Faserstrangs. Weiterhin betrifft die Erfindung ein entsprechendes Verfahren zum Herstellen eines Faserstrangs der tabakverarbeitenden Industrie.The invention relates to an apparatus for producing a fiber strand of Tobacco processing industry, in particular a tobacco rod for the production of cigarettes, with a conveyor - suction belt - for the transport of Fibers on an underside of the conveyor along a conveyor line and with a separator - trimmer - for the removal of zugefördertem fiber excess forming the fiber strand and with an organ in the conveying direction is driven by the suction belt, for the production of compressed areas within the fiber strand. Furthermore, the invention relates to a corresponding Process for producing a fiber strand of the tobacco processing industry.
Um zu verhindern, dass Fasern aus den offenen Enden des Faserstrangs herausfallen ist es bekannt, innerhalb des Faserstrangs Verstärkungen, beispielsweise in Form von verdichteten Bereichen des Fasermaterials, vorzusehen, die bei den fertiggestellten Rauchartikeln im Bereich der freien Enden angeordnet sind. Bei den Verstärkungen handelt es sich üblicherweise um Bereiche mit einer erhöhten Faserkonzentration im Vergleich zu anderen Bereichen des Faserstrangs.To prevent fibers from falling out of the open ends of the fiber strand it is known within the fiber strand reinforcements, for example in Form of densified areas of the fiber material to be provided in the finished smoking articles are arranged in the region of the free ends. at the reinforcements are usually areas with an elevated Fiber concentration compared to other areas of the fiber strand.
Aus der DE 36 27 059 A1 ist eine Vorrichtung zur Erzeugung von Bereichen mit einer erhöhten Faserkonzentration innerhalb eines Faserstrangs bekannt. Dabei wird über ein drehend angetriebenes Verdichtungsmittel ein lokal begrenzter Unterdruck auf den Faserstrang ausgeübt zur Erzeugung von verdichteten Bereichen. From DE 36 27 059 A1 discloses a device for generating areas with an increased fiber concentration within a fiber strand known. there becomes a locally limited via a rotationally driven compression means Negative pressure exerted on the fiber strand to produce compressed Areas.
Der Erfindung liegt die Aufgabe zugrunde, Maßnahmen vorzuschlagen, für die Herstellung derartiger Verstärkungen in Strangvorrichtungen hoher Leistung.The invention has for its object to propose measures for the Production of such reinforcements in strand devices of high performance.
Zur Lösung dieser Aufgabe ist die erfindungsgemäße Vorrichtung dadurch gekennzeichnet, dass das Organ - Rad, Gurt - mindestens zeitweilig an einer freien Oberseite des Saugbands anliegt zur Erzeugung von verdichteten Bereichen innerhalb des Faserstrangs durch Übertragung von Druck auf das Saugband.To solve this problem, the device according to the invention is characterized characterized in that the organ wheel, belt - at least temporarily at one free top of the suction belt is applied to produce compressed Areas within the fiber strand by transferring pressure to the Suction belt.
Durch den Druck des Organs auf das Saugband kann die Menge der zugeführten Fasern bzw. die Dichte des Faserstrangs gesteuert werden. Bei Druck auf das Saugband ist der Abstand zwischen dem Saugband und dem Trimmer gering, so dass entsprechend viel Faserüberschuss durch den Trimmer abgenommen wird. Bei einem geringeren oder gar keinem Druck auf das Saugband ist der Abstand zwischen dem Trimmer und dem Saugband größer, so dass eine entsprechend geringere Menge an Faserüberschuss abgenommen wird. Zur Herstellung der verdichteten Bereiche wird das Saugband zeitweilig mit einem geringen oder gar keinem Druck beaufschlagt, so dass der Faserstrang einen begrenzten Bereich mit einer erhöhten Faserkonzentration aufweist, also einen verdichteten Bereich. Zwischen mehreren aufeinanderfolgenden verdichteten Bereichen befinden sich Bereiche mit einer "normalen" Faserkonzentration, die sich bei einem (größeren) Druck auf das Saugband einstellen. Die verdichteten Bereiche können zusätzlich durch die zeitweilige Beaufschlagung des Saugbands mit einem Unterdruck erzeugt werden. Dabei werden die Fasern während der Beaufschlagung des Saugbandes lokal verdichtet, insbesondere bevor sie in den Wirkbereich des Trimmers gelangen.By the pressure of the organ on the suction belt can the quantity of the supplied Fibers or the density of the fiber strand are controlled. When pressure on the Suction belt, the distance between the suction belt and the trimmer is low, so that a corresponding amount of fiber excess is removed by the trimmer. At a lower or no pressure on the suction belt is the distance between the trimmer and the suction belt larger, so that a corresponding smaller amount of fiber excess is removed. For the production of compacted areas, the suction belt is temporarily with a low or even pressurized so that the fiber strand has a limited area having an increased fiber concentration, ie a densified area. Between several consecutive densified areas are Areas with a "normal" fiber concentration, which are at a (larger) Adjust pressure on the suction belt. The densified areas may additionally by the temporary admission of the suction belt with a Vacuum be generated. In the process, the fibers become active during the application the suction belt locally compacted, especially before they are in the effective range get the trimmer.
Eine Besonderheit besteht weiterhin darin, dass zur Druckbeaufschlagung des Saugbands ein Rad vorgesehen sein kann, das im Bereich seiner Umfangsfläche am Saugband anliegt. Zur Veränderung des Drucks auf das Saugband kann das Rad über seine Umfangsfläche verteilte Rücksprünge, insbesondere Taschen oder abgeflachte Bereiche aufweisen, also insbesondere einen ungleichförmigen Radius. Bei kombinierter Beaufschlagung des Saugbands mit einem Unterdruck kann das Rad vorzugsweise mehrere Saugbohrungen aufweisen, die im Bereich der Rücksprünge etc. in der Umfangsfläche münden und die mit einer Unterdruckquelle in Verbindung stehen.A special feature continues to be that for pressurizing the Saugbands a wheel may be provided in the region of its peripheral surface abuts the suction belt. To change the pressure on the suction belt, the Rad distributed over its peripheral surface recesses, especially pockets or have flattened areas, ie in particular a non-uniform Radius. With combined admission of the suction belt with a negative pressure the wheel may preferably have a plurality of suction holes in the area the recesses etc. open into the peripheral surface and the with a vacuum source keep in touch.
Eine weitere Besonderheit sieht vor, dass an der Stelle des Rades ein Gurt vorgesehen sein kann, der ebenfalls oberhalb des Saugbands angeordnet ist und mehrere über den Umfang gleichmäßig verteilte Ausnehmungen, insbesondere Ausbuchtungen, aufweist. Bei mindestens zeitweiliger Anlage des Gurts am Saugband wird, wie vorstehend beschrieben, der Abstand zwischen dem Saugband und dem Trimmer derart variiert, dass die Fasermenge innerhalb des Tabakstrangs gesteuert werden kann.Another peculiarity provides that at the place of the wheel a belt provided may be, which is also located above the suction belt and a plurality of evenly distributed over the circumference recesses, in particular Bulges, has. At least temporary conditioning of the belt on Saugband, as described above, the distance between the Saugband and the trimmer varies so that the amount of fiber within the Tobacco strand can be controlled.
Das erfindungsgemäße Verfahren zur Lösung der eingangs genannten Aufgabe
ist gekennzeichnet durch folgende Merkmale:
Durch die erfindungsgemäße Anordnung und Antriebsweise des Organs - Rad, Gurt - wird wie bei der erfindungsgemäßen Vorrichtung die Dichte der Fasern innerhalb des Faserstrangs gesteuert.The inventive arrangement and method of driving the organ - wheel, belt - As with the device according to the invention, the density of the fibers within the Fiber strand controlled.
Weitere Besonderheiten und Merkmale der Erfindung werden nachfolgend anhand der Zeichnung näher erläutert. Es zeigt:
- Fig. 1
- ein Vertikalschnitt durch eine Vorrichtung zum Herstellen eines Faserstrangs in schematischer Darstellung,
- Fig. 2
- einen Ausschnitt der Vorrichtung gemäß Fig. 1 in vergrößertem Maßstab,
- Fig. 3 und 4
- die Vorrichtung gemäß Fig. 2 zu verschiedenen Zeitpunkten der Herstellung des Faserstrangs in teilweiser Darstellung,
- Fig. 5
- ein zweites Ausführungsbeispiel der Vorrichtung in einer Darstellung gemäß Fig. 2,
- Fig. 6
- einen Querschnitt durch die Vorrichtung gemäß Fig. 2 und 5 in der Schnittebene VI-VI und
- Fig. 7
- einen Vertikalschnitt durch ein drittes Ausführungsbeispiel in schematischer Darstellung.
- Fig. 1
- a vertical section through an apparatus for producing a fiber strand in a schematic representation,
- Fig. 2
- a detail of the apparatus of FIG. 1 on an enlarged scale,
- 3 and 4
- 2 shows the device according to FIG. 2 at different times during the production of the fiber strand in partial representation,
- Fig. 5
- A second embodiment of the device in a representation according to FIG. 2,
- Fig. 6
- a cross-section through the device according to FIGS. 2 and 5 in the sectional plane VI-VI and
- Fig. 7
- a vertical section through a third embodiment in a schematic representation.
Die in den Fig. 1 bis 7 gezeigten Vorrichtungen sind Teil einer Zigarettenherstellmaschine
(Maker). Dabei werden Fasern 10 einem Fördermittel, nämlich einem Saugband 11 bzw.
einem Saugförderer, zugeführt und entlang einer Unterseite 12 des Saugbands 11 in
Richtung einer Trenneinrichtung, nämlich eines Trimmers 13, transportiert. Im Bereich des
Trimmers 13 wird ein Faserüberschuss, nämlich ein Tabaküberschuss 14, vom Saugband
11 abgenommen unter Bildung eines Tabakstrangs 15. Der Tabakstrang 15 wird im
Folgenden einer Prüfstation 16 zugeführt, in dem die Dichte des Tabakstrangs 15 geprüft
wird. Nicht gezeigt ist die Umhüllung des Tabakstrangs 15 mit einem Hüllmaterialstreifen
und die Zerteilung des Tabakstrangs 15 in einzelne Zigaretten bzw. vorzugsweise
Zigaretten doppelter Länge.The devices shown in Figs. 1 to 7 are part of a cigarette making machine
(Maker). In this case,
Bei dem Saugband 11 handelt es sich um ein endloses Fördermittel, das vorzugsweise
kontinuierlich in Förderrichtung antreibbar ist und über mehrere Umlenkrollen 17 geführt
ist. Das Saugband 11 verläuft mindestens teilweise innerhalb eines nicht gezeigten
Gehäuses bzw. Saugkastens. Zumindest im Bereich einer Förderstrecke für die Fasern
10 bzw. den Tabakstrang 15 ist das Saugband 11 mit einem Unterdruck beaufschlagbar,
derart, dass die Fasern 10 bzw. der Tabakstrang 15 an der Unterseite 12 des Saugbands
11 pneumatisch gehalten werden. Oberhalb des Saugbands 11 sind zumindest im
Bereich der Förderstrecke der Fasern 10 bzw. des Tabakstrangs 15 Stützwalzen 48
vorgesehen. Das Saugband 11 liegt während des Transports unterhalb der Stützwalzen
48 an. Die Stützwalzen 48 sind in regelmäßigen Abständen zueinander entlang der
Förderstrecke des.Saugbands 11 angeordnet.The
. Die Zuführung der Fasern 10 zum Saugband 11 erfolgt in einem ersten Abschnitt der
Förderstrecke. Während der Bewegung des Saugbands 11 in Förderrichtung,
entsprechend Pfeil 18, werden die Fasern 10 dem Saugband 11 von unten zugeführt,
beispielsweise im Bereich eines Faserschauers. Die Fasern 10 werden dabei in Richtung
der Pfeile 19 aufwärts bewegt und an der Unterseite 12 des Saugbands 11 pneumatisch
gehalten. Auf diese Weise sammeln sich im ersten Abschnitt der Förderstrecke während
des Transports des Saugbands 11 die Fasern 10 mit zunehmender Höhe in
Förderrichtung unterhalb des Saugbandes 11. Die Menge der angesammelten Fasern 10
übersteigt dabei ein für die Herstellung des Tabakstrangs 15 erforderliches Maß.
Insbesondere die Erstreckung der Fasern 10 unterhalb des Saugbandes 11 in vertikaler
Richtung, also die Höhe der zugeförderten Fasern 10, übersteigt die spätere Höhe des
Tabakstrangs 15. , The feeding of the
In einem zweiten Abschnitt der Förderstrecke werden die Fasern 10 dem Trimmer 13
zugeführt. Der Trimmer 13 besteht im Wesentlichen aus zwei Antrieben 20, insbesondere
zwei (Servo-)Motoren und zwei Trimmerrädern 21, die durch die Antriebe 20 über je eine
Welle 49 gegenläufig zueinander angetrieben werden, nämlich in Richtung der Pfeile 22
(Fig. 6). Die Trimmerräder 21 weisen umlaufende Schneidflächen auf, die zur Abnahme
des Tabaküberschusses 14 dienen. Die Trimmerräder 21 sind im Grundriss
nebeneinander liegend angeordnet und zwar im Bezug auf die Förderrichtung des
Saugbandes 11 auf gleicher Höhe. Die Trimmerräder 21 sind horizontal gerichtet und
verlaufen parallel zur Unterseite 12 des Saugbands 11. Der Abstand zwischen den
Umfangsflächen bzw. Schneidflächen der Trimmerräder 21 ist lediglich gering,
insbesondere derart, dass die Trimmerräder 21 lediglich um die Breite eines Spalts 50
voneinander beabstandet sind. Die Lage der Trimmerräder 21 in vertikaler Richtung, also
der Abstand der Trimmerräder 21 zur Unterseite 12 des Saugbands 11, ist veränderbar.
Hierzu sind die Trimmerräder 21 durch einen Antrieb 24 auf- und abbewegbar. Der durch
die Trimmerräder 21 abgenommene Tabaküberschuss 14 wird dem Saugband 11 wieder
zugeführt, nämlich im ersten Abschnitt der Förderstrecke.In a second section of the conveyor line, the
Aus Fig. 6 ist weiterhin ersichtlich, dass wenigstens im Bereich des Trimmers 13, aber
vorzugsweise im gesamten Bereich der Förderstrecke, die zugeführten Fasern 10 bzw.
der Tabakstrang 15 am Saugband 11 seitlich durch Wandungen 23 geführt werden. Die
Wandungen 23 können dabei Teil des Gehäuses bzw. des Saugkastens des Saugbandes
11 sein.From Fig. 6 it is further apparent that at least in the region of the
Zur Erzeugung von verdichteten Bereichen innerhalb des Tabakstrangs ist ein in
besonderer Weise ausgebildetes Organ vorgesehen. Im ersten Ausführungsbeispiel
gemäß Fig. 1 bis 4 handelt es sich bei dem Organ um ein Rad 25. Das Rad 25 ist
oberhalb des Saugbandes 11 angeordnet und in Förderrichtung des Saugbandes 11
drehend angetrieben, in Richtung des Pfeils 26. Das Rad 25 ist derart positioniert, dass es
im Bereich einer Umfangsfläche 27 mindestens teilweise bzw. zeitweilig am Saugband 11
anliegt und dabei vorzugsweise einen leichten Druck auf dieses ausübt. Das Rad 25 ist
über ein Getriebe 28 mit einem separaten Antrieb 29 gekoppelt und wird über diesen
vorzugsweise kontinuierlich und mit etwa der gleichen Geschwindigkeit und in der
gleichen Richtung wie das Saugband 11 drehend angetrieben.To produce densified areas within the tobacco rod is an in
provided specially trained organ. In the first embodiment
As shown in FIGS. 1 to 4, the member is a
Das Rad 25 ist im Bezug auf die Förderrichtung des Saugbands 11 unmittelbar
stromaufwärts vor dem Trimmer 13 angeordnet, nämlich derart, dass zunächst die Fasern
10 durch das Rad 25 bereichsweise verdichtet werden und im Wesentlichen danach der
Tabaküberschuss 14 durch den Trimmer 13 abgenommen wird.The
Eine Besonderheit des Rades 25 besteht darin, dass durch bzw. während der Anlage des
Rades 25 am Saugband 11 der Abstand zwischen dem Saugband 11 und den
Trimmerrädern 21 des Trimmers 13 veränderbar ist. Hierzu ist vorgesehen, dass das Rad
25 im Bereich der Umfangsfläche 27 Rücksprünge bzw. Taschen aufweist, nämlich
abgeflachte Bereiche 30. Die abgeflachten Bereiche 30 sind gleichmäßig über die
Umfangsfläche 27 verteilt. Vorzugsweise sind die abgeflachten Bereiche 30 jeweils
gegenüberliegend am Rad 25 angeordnet. Im Ausführungsbeispiel gemäß Fig. 1 bis 4
sind vier abgeflachte Bereiche 30 vorgesehen. Es kann jedoch auch eine größere oder
kleinere Anzahl von abgeflachten Bereichen 30 vorgesehen sein.A special feature of the
Innerhalb der abgeflachten Bereiche 30 weist das Rad 25 einen geringeren Radius auf als
außerhalb der abgeflachten Bereiche 30. Zur Erzeugung von verdichteten Bereichen 31
innerhalb des Tabakstrangs 15 ist vorgesehen, dass das Rad 25 zeitweilig im Bereich der
abgeflachten Bereiche 30 und zeitweilig außerhalb der abgeflachten Bereiche 30 am
Saugband 11 anliegt. Durch die wechselnden Radien des Rades 25 verändert sich dabei
der Abstand des Saugbandes 11 zu den Trimmerrädern 21. Bei Anlage des Rades 25 im
Bereich der abgeflachten Bereiche 30 am Saugband 11 ist der Abstand des Saugbandes
11 zu den Trimmerrädern 21 größer als bei Anlage des Rades 25 am Saugband 11
außerhalb der abgeflachten Bereiche 30. Hierdurch ergibt sich eine entsprechend größere
oder geringere Abnahme von Tabaküberschuss 14 durch die Trimmerräder 21 und
folglich eine Steuerung der Faserdichte innerhalb des Tabakstrangs 15.Within the flattened
Während der Anlage des Rades 25 am Saugband 11 gemäß Fig. 3, also außerhalb der
abgeflachten Bereiche 30, wird das Saugband 11 durch das Rad 25 in diesem Bereich in
Richtung der Trimmerräder 21 gedrückt. Es entsteht dabei eine örtliche, nach unten in
Richtung der Trimmerräder 21 gerichtete "Delle" im Saugband 11. Der Radius des Rades
25 ist derart bemessen, dass in dieser Konstellation eine "normale" Faserdichte innerhalb
des Tabakstrangs 15 erreicht wird. Liegt das Rad 25 hingegen im Bereich der
abgeflachten Bereiche 30 am Saugband 11 an (Fig. 2 und 4) so wird eine geringere
Menge Tabaküberschuss 14 durch die Trimmerräder 21 abgenommen, was im Ergebnis
zu einem verdichteten Bereich 31 im Tabakstrang 15 führt.During the installation of the
Die Ausdehnung und Anordnung der verdichteten Bereiche 31 innerhalb des
Tabakstrangs 15 ist abhängig von der Rotationsgeschwindigkeit des Rades 25 und der
Anzahl der abgeflachten Bereiche 30 einerseits und der Fördergeschwindigkeit des
Saugbandes 11 andererseits. Bei im Wesentlichen übereinstimmender
Rotationsgeschwindigkeit des Rads 25 mit der Fördergeschwindigkeit des Saugbands 11
weist der Tabakstrang 15 in konstanten Abständen verdichtete Bereiche 31 gleicher
Größe auf. Die Länge der verdichteten Bereiche 31 ist in diesem Fall wiederum abhängig
von der Erstreckung der abgeflachten Bereiche 30 am Rad 25 und von der
Rotationsgeschwindigkeit des Rades 25. Es versteht sich, dass durch entsprechende
Wahl dieser Parameter die Länge und Verteilung der verdichteten Bereiche 31 im
Tabakstrang 15 gesteuert werden kann.The extent and arrangement of the
Weiterhin ist vorgesehen, das Rad 25 mit einer vorzugsweise geringfügig anderen
Geschwindigkeit anzutreiben, als das Saugband 11, insbesondere einer größeren oder
kleineren Rotationsgeschwindigkeit. Da das Rad 25 über einen eigenen, vom Saugband
11 getrennten Antrieb 29 verfügt, kann dessen Rotationsgeschwindigkeit unabhängig
gesteuert werden. Auf diese Weise ist es möglich, während des Betriebs der Vorrichtung
die Länge und Verteilung der verdichteten Bereiche 31 im Tabakstrang 15 zu steuern.Furthermore, it is provided, the
Eine weitere Besonderheit des Rades 25 besteht darin, dass das Saugband 11 über das
Rad 25 zeitweilig mit einem zusätzlichen Unterdruck beaufschlagbar ist. Hierzu weist das
Rad 25 radial gerichtete Saugbohrungen 32 auf, die in der Umfangsfläche 27 münden. Im
Ausführungsbeispiel gemäß Fig. 1 bis 4 sind vier Saugbohrungen 32 vorgesehen, die
ausgehend von einer zentralen in Querschnittsmitte des Rades 25 angeordneten
Axialbohrung 33 zu je einem abgeflachten Bereich 30 führen. Jede Saugbohrung ist
einzeln absperrbar, so dass vorzugsweise nur an einer Saugbohrung 32 ein Unterdruck
anliegt, nämlich jeweils derjenigen Saugbohrung 32, die zum Saugband 11 gerichtet ist.
Auf diese Weise wird das Saugband 11 taktweise mit einem Unterdruck beaufschlagt,
nämlich entsprechend der Rotationsgeschwindigkeit des Rades 25. Dabei werden die
Fasern 10 in Richtung des Saugbandes 11 angesaugt, wodurch die durch die
abgeflachten Bereiche 30 des Rads 25 erfolgte Verdichtung weiter verstärkt wird.Another special feature of the
Die zentrale Axialbohrung 33 steht über einen Luftkanal 34 in einer Antriebsachse 35 mit
einer Vakuumpumpe 36 in Verbindung zur Erzeugung des Unterdrucks in den
Saugbohrungen 32.The central axial bore 33 communicates via an
Eine weitere Besonderheit betrifft eine Höhenverstellung des Rads 25. Gemäß Fig. 6 ist
vorgesehen, dass die Antriebsachse 35 des Rads 25 in einer Halterung 37 gelagert ist
und zusammen mit dieser Halterung 37 über einen Spindelantrieb 38 in vertikaler
Richtung auf- und abbewegbar ist. Auf diese Weise kann zusätzlich die Dichte der Fasern
10 im Tabakstrang 15 vorgegeben werden.Another feature relates to a height adjustment of the
Statt der abgeflachten Bereiche 30 können, wie eingangs erwähnt, auch Rücksprünge,
Taschen, Mulden, oder dergleichen am Rad 25 vorgesehen sein. Die Wölbung ggf.
angeordneter Mulden kann auch zum Inneren des Rades 25 gerichtet sein.Instead of the flattened
Ein weiteres Ausführungsbeispiel der Erfindung ist in Fig. 5 dargestellt. Der einzige
Unterschied zum vorstehend beschriebenen Ausführungsbeispiel besteht darin, dass das
Rad 25 nicht über abgeflachte Bereiche 30 verfügt, sondern der Radius des Rads 25
konstant ist. Die verdichteten Bereiche 31 im Tabakstrang 15 werden im
Ausführungsbeispiel gemäß Fig. 5 ausschließlich durch die Beaufschlagung des
Saugbandes 11 mit Unterdruck über die Saugbohrungen 32 des Rads 25 erzeugt. In
Übereinstimmung mit dem ersten Ausführungsbeispiel liegt das Rad 25 am Saugband 11
an und übt einen leichten Druck auf dieses aus, wodurch der Abstand des Saugband 11
zu den Trimmerrädern 21 vorgegeben wird.Another embodiment of the invention is shown in FIG. One and only
Difference to the embodiment described above is that the
Fig. 7 zeigt ein drittes Ausführungsbeispiel. Das Organ zur Erzeugung von verdichteten
Bereichen 31 innerhalb des Tabakstrangs 15 ist in diesem Fall durch einen Gurt 40
gebildet. Der Gurt 40 ist oberhalb des Saugbandes 11 angeordnet und liegt wie das Rad
25 mindestens teilweise bzw. zeitweilig mit leichtem Druck am Saugband 11 an. Der Gurt
40 wird über zwei Förderräder 41 geführt, wobei die Achsen der Förderräder 41 über
einen Schwenkarm 42 miteinander verbunden sind. Der Abstand des Gurtes 40 zum
Saugband 11 ist verstellbar, nämlich derart, dass der Gurt 40 in vertikaler Richtung aufund
abbewegbar ist, entsprechend Doppelpfeil 43. Hierzu ist der Schwenkarm 42
einerseits an einem Spindelantrieb 38 befestigt, wie auch das Rad 25. Andererseits ist
eine Achse eines Förderrads 41 als Schwenkachse 44 ausgebildet.Fig. 7 shows a third embodiment. The organ for the production of compacted
Zur Erzeugung der verdichteten Bereiche 31 innerhalb des Tabakstrangs 15 weist der
Gurt 40 gleichmäßig über den Umfang verteilte Ausnehmungen, nämlich Ausbuchtungen
45, auf. Die Ausbuchtungen 45 erfüllen den gleichen Zweck wie die abgeflachten
Bereiche 30 bzw. die Mulden und Taschen des Rads 25. Bei Anlage des Gurtes 40 am
Saugband 11 weist das Saugband 11 im Bereich der Ausbuchtungen 45 einen größeren
Abstand zu den Trimmerrädern 21 auf, als außerhalb der Ausbuchtungen 45.
Entsprechend wird im Bereich der Ausbuchtungen 45 eine geringere Menge
Tabaküberschuss 14 durch die Trimmerräder 21 abgenommen, was im Ergebnis zu den
verdichteten Bereichen 31 innerhalb des Tabakstrangs 15 führt. Zur Verstärkung des
Verdichtungseffekts wird das Saugband 11 über die Ausbuchtungen 45 des Gurtes 40 mit
einem starken vorzugsweise Unterdruck beaufschlagt. Hierzu kann eine separate
Vakuumpumpe 36 vorgesehen sein. Der Gurt 40 ist im Bezug auf die Förderrichtung des
Saugbands 11 stromaufwärts vor den Trimmerrädern 21 angeordnet und erstreckt sich bis
in den ersten Abschnitt der Förderstrecke, nämlich in den Bereich der Faserzuführung.To generate the
Zur Steuerung der Vorrichtung ist ein Steuergerät 46 vorgesehen. Das Steuergerät 46 ist
über elektrische Leitungen 47 mit der Prüfstation 16, der Vakuumpumpe 36, dem Antrieb
29 des Rads 25 bzw. des Gurtes 40 und dem Antrieb 24 zur Höhenverstellung des
Trimmers 13 verbunden. Mit dem Steuergerät 46 wird insbesondere die Geschwindigkeit
des Saugbands 11, des Rads 25 bzw. des Gurtes 40 und deren Abstand zum Saugband
11 gesteuert, sowie die Höhenlage der Trimmerräder 21. Vorzugsweise wird das Rad 25
bzw. der Gurt 40 mit der gleichen Geschwindigkeit wie das Saugband 11 betrieben. Die
Geschwindigkeit kann aber insbesondere geringfügig schneller oder langsamer als die
Geschwindigkeit des Saugbands 11 sein, um den Abstand der verdichteten Bereiche 31
innerhalb des Tabakstrangs 15 zu vergrößern bzw. zu verringern. Auf diese Weise kann
eine Anpassung an die Länge der herzustellenden Zigaretten bzw. Rauchartikel erfolgen.For controlling the device, a
Die Anordnung und Größe der verdichteten Bereiche 31 innerhalb des Tabakstrangs 15
wird durch das Steuergerät 46 derart vorgegeben, dass sich die verdichteten Bereiche 31
nach dem Zerschneiden des umhüllten Tabakstrangs 15 im Bereich der freien Enden der
Zigaretten befinden. Das Zerteilen des Tabakstrangs 15 erfolgt dabei stets in der Mitte
eines verdichteten Bereichs 31. Insofern der Tabakstrang 15 zunächst zu Zigaretten
doppelter Länge zerteilt wird, ist vorgesehen, dass ein verdichteter Bereich 31 in der Mitte
des abgetrennten Teils des Tabakstrangs 15 angeordnet ist und jeweils ein halber
verdichteter Bereich 31 an den beiden freien Enden des abgetrennten Teil des
Tabakstrangs 15. The location and size of the densified
- 1010
- Faserfiber
- 1111
- Saugbandsuction belt
- 1212
- Unterseitebottom
- 1313
- Trimmertrimmer
- 1414
- TabaküberschussTobacco surplus
- 1515
- Tabakstrangtobacco rod
- 1616
- Prüfstationinspection
- 1717
- Umlenkrolleidler pulley
- 1818
- Pfeilarrow
- 1919
- Pfeilarrow
- 2020
- Antriebdrive
- 2121
- TrimmerradTrimmerrad
- 2222
- Pfeilarrow
- 2323
- Wandungwall
- 2424
- Antriebdrive
- 2525
- Radwheel
- 2626
- Pfeilarrow
- 2727
- Umfangsflächeperipheral surface
- 2828
- Getriebetransmission
- 2929
- Antriebdrive
- 3030
- abgeflachter Bereichflattened area
- 3131
- verdichteter Bereichcompacted area
- 3232
- Saugbohrungsuction bore
- 3333
- Axialbohrungaxial bore
- 3434
- Luftkanalair duct
- 3535
- Antriebsachsedrive axle
- 3636
- Vakuumpumpevacuum pump
- 3737
- Halterungbracket
- 3838
- Spindelantriebspindle drive
- 4040
- Gurtbelt
- 4141
- Förderradconveyor wheel
- 4242
- Schwenkarmswivel arm
- 4343
- Doppelpfeildouble arrow
- 4444
- Schwenkachseswivel axis
- 4545
- Ausbuchtungbulge
- 4646
- Steuergerätcontrol unit
- 4747
- Leitungmanagement
- 4848
- Stützwalzesupporting roll
- 4949
- Wellewave
- 5050
- Spaltgap
Claims (15)
- Apparatus for producing a rod in the tobacco industry, in particular a rod (15) for the production of cigarettes, having a conveying means - suction belt (11) - for the transport of fibres (10) to an underside (12) of the suction belt (11) along a conveying section, and having a separating device - trimmer (13) - for removing excess fibre supplied, forming the rod, and having an element which can be driven in the conveying direction of the suction belt (11) in order to produce compacted regions (31) within the rod, characterized in that the element - wheel (25), belt (40) - bears at least temporarily on a free upper side of the suction belt (11), in order to produce compacted regions (31) within the rod by transmitting pressure to the suction belt (11).
- Apparatus according to Claim 1, characterized in that above the suction belt (11) there is arranged a wheel (25) which can be driven in rotation and which bears at least partly on the suction belt (11) in the region of a circumferential surface (27).
- Apparatus according to Claim 2, characterized in that the wheel (25) has recesses distributed uniformly over the circumferential surface (27), in particular pockets or flattened regions (30).
- Apparatus according to Claim 3, characterized in that the wheel (25) has a smaller radius in the region of the recesses than in other regions, in order to vary a distance between the suction belt (11) and the trimmer (13).
- Apparatus according to one of Claims 1 to 4, characterized in that the suction belt (11) can have a vacuum applied to it by the wheel (25) in the region of the recesses.
- Apparatus according to Claim 5, characterized in that the recesses in the wheel (25) are connected to a vacuum source via suction holes (32), in particular four, arranged radially in the wheel (25).
- Apparatus according to Claim 1, characterized in that an at least partly air-permeable belt (40) is arranged above the suction belt (11), the belt (40) having a plurality of recesses distributed uniformly over the circumference, in particular indentations (45).
- Apparatus according to one of Claims 1 to 7, characterized in that the element - wheel (25), belt (40) - is arranged upstream of the separating device in the conveying direction of the suction belt (11).
- Apparatus according to one of Claims 1 to 8, characterized in that the element - wheel (25), belt (40) - can be adjusted vertically.
- Apparatus according to one of Claims 1 to 9, characterized in that the element - wheel (25), belt (40) - can be moved in the direction of movement of the suction belt (11) and at approximately the same speed as the suction belt (11) or at a speed differing slightly from the speed of the suction belt (11), at least in the region in which it bears on the suction belt (11).
- Method for producing a rod in the tobacco industry, in particular a rod (15) for the production of cigarettes, fibres (10) being collected on the underside of a conveying means - suction belt (11) and being supplied on the underside (12) of the suction belt (11) along a conveying section to a separating device - trimmer (13) - for removing excess fibre, forming the rod, and compacted regions (31) being produced within the rod by means of at least one element which is driven at least temporarily in the conveying direction of the suction belt (11), characterized by the following features:a) the element - wheel (25), belt (40) - bears at least temporarily on a free upper side of the suction belt (11),b) the compacted regions (31) are produced by the element - wheel (25), belt (40) - by transmitting pressure to the suction belt (11).
- Method according to Claim 11, characterized in that a wheel (25) driven in rotation rests at least partly on the suction belt (11) in the region of a circumferential surface (27), and by means of the contact with the suction belt (11), predefines its distance from the trimmer (13).
- Method according to Claim 12, characterized in that the wheel (25) has recesses distributed uniformly over the circumferential surface (27), in particular pockets or flattened regions (30), the suction belt (11) being arranged at a shorter distance from the trimmer (13) when there is at least partial contact with the wheel (25) in the region of the recesses than when there is contact with the wheel (25) in regions outside the recesses.
- Method according to one of Claims 11 to 13, characterized in that the sunken belt (11) has a vacuum applied to it via the recesses in the wheel (25).
- Method according to one of Claims the 11 to 14, characterized in that the production of compacted regions (31) within the rod (15) is preferably carried out before the removal of excess tobacco (14) in the region of the trimmer (13).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10231548 | 2002-07-11 | ||
| DE10231548A DE10231548A1 (en) | 2002-07-11 | 2002-07-11 | Device and method for producing a fiber strand of the tobacco processing industry |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1380218A1 EP1380218A1 (en) | 2004-01-14 |
| EP1380218B1 true EP1380218B1 (en) | 2005-06-15 |
Family
ID=29723867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03015428A Expired - Lifetime EP1380218B1 (en) | 2002-07-11 | 2003-07-09 | Apparatus and method for the formation of a rod of the tobacco industry |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1380218B1 (en) |
| DE (2) | DE10231548A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2241204A1 (en) | 2009-04-15 | 2010-10-20 | Hauni Maschinenbau Aktiengesellschaft | Tobacco trimming apparatus and method of controlling a tobacco trimming apparatus |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354759A1 (en) * | 2003-11-21 | 2005-06-30 | Hauni Maschinenbau Ag | shoe |
| DE102010039099A1 (en) * | 2010-08-09 | 2012-02-09 | Hauni Maschinenbau Ag | Apparatus and method for conveying a strand of the tobacco processing industry |
| DE102016101584A1 (en) * | 2016-01-29 | 2017-08-03 | Hauni Maschinenbau Gmbh | Saugbandeinheit with adjusting device for adjusting the distance between a pressure washer of Saugbandeinheit and a scraper element and method for this purpose |
| IT201700036027A1 (en) * | 2017-04-03 | 2018-10-03 | Gd Spa | Unit and method for making at least one continuous semi-finished tobacco cord |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL108373C (en) * | 1958-04-28 | |||
| DE1169353B (en) * | 1959-12-07 | 1964-04-30 | Hauni Werke Koerber & Co Kg | Device for forming a tobacco rod compacted at certain points |
| DE3627059A1 (en) * | 1985-08-22 | 1987-02-26 | Hauni Werke Koerber & Co Kg | Apparatus for producing a fibre strand in the tobacco-processing industry |
| IT1202201B (en) * | 1985-11-19 | 1989-02-02 | Gd Spa | METHOD FOR PRODUCING CIGARETTES CONTAINING AT LEAST TWO DIFFERENT TOBACCO MIXTURES |
| GB9504677D0 (en) * | 1995-03-08 | 1995-04-26 | Molins Plc | Cigarette making machine |
-
2002
- 2002-07-11 DE DE10231548A patent/DE10231548A1/en not_active Withdrawn
-
2003
- 2003-07-09 DE DE50300649T patent/DE50300649D1/en not_active Expired - Fee Related
- 2003-07-09 EP EP03015428A patent/EP1380218B1/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2241204A1 (en) | 2009-04-15 | 2010-10-20 | Hauni Maschinenbau Aktiengesellschaft | Tobacco trimming apparatus and method of controlling a tobacco trimming apparatus |
| DE102009017117A1 (en) | 2009-04-15 | 2010-12-09 | Hauni Maschinenbau Ag | Trimming device and method for controlling a trimmer |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1380218A1 (en) | 2004-01-14 |
| DE50300649D1 (en) | 2005-07-21 |
| DE10231548A8 (en) | 2004-07-22 |
| DE10231548A1 (en) | 2004-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69112429T2 (en) | Glue dispenser. | |
| DE69020530T2 (en) | Method and device for stretching dough. | |
| DE1817869C3 (en) | Arrangement of conveyors for the transport of filter rods, cigarettes or other rod-shaped articles of the tobacco processing industry. Separation from 1815317 | |
| EP1675796B1 (en) | Device for laying a flexible material web | |
| DE69409648T3 (en) | Dispositif pour detacher et transporter à grande vitesse un voile fibreux en sortie de carde | |
| DE69208599T2 (en) | Method and device for conveying products to a packaging machine at the same distance | |
| DE3037376A1 (en) | DEVICE FOR CONVEYING AND GUIDING A MATERIAL RAIL, IN PARTICULAR A PAPER RAIL IN A MACHINE FOR PRODUCING CIGARETTES | |
| DE2903461A1 (en) | DEVICE FOR SUPPLYING ROD-SHAPED OBJECTS | |
| DE3720606C2 (en) | Machine for the production of a continuous cigarette rod | |
| EP1380218B1 (en) | Apparatus and method for the formation of a rod of the tobacco industry | |
| DE3345609A1 (en) | METHOD AND DEVICE FOR MAKING ROD-SHAPED ITEMS OF THE TOBACCO-PROCESSING INDUSTRY | |
| DE69502310T2 (en) | Conveyor system for groups of sensitive, elongated objects, especially in cigarette packaging machines | |
| EP1275311B1 (en) | Device for preparing a stream of fibres in the tobacco industry | |
| DE69608040T2 (en) | Method and device for the simultaneous production of a number of tobacco rods | |
| DE2513867A1 (en) | METHOD AND APPARATUS FOR FORMING AN ENDLESS TOBACCO STRAND FOR THE MANUFACTURING OF CIGARETTES | |
| EP1048229B1 (en) | Apparatus and method for manufacturing cigarettes | |
| EP1825767B1 (en) | Strömungskörper einer Zigarettenstrangmaschine | |
| EP2062485A1 (en) | Printing group with control of the rotational speed of a printing roller | |
| DE3230144C2 (en) | ||
| DE2756473A1 (en) | DEVICE FOR FILLING STACKS OF PAPER IN BOXES | |
| DE3516909C2 (en) | Cigarette making machine | |
| EP1692957A1 (en) | Treating a strip of filter material in the tobacco industry | |
| DE3445574A1 (en) | METHOD AND MACHINE FOR PRODUCING CIGARETTES UNDER REGULATING THE DISTRIBUTION OF SHORT TOBACCO | |
| DE3231464A1 (en) | METHOD AND DEVICE FOR FEEDING TOBACCO INTO A TOBACCO CUTTING MACHINE | |
| DE2410168A1 (en) | DEVICE FOR FORMING A CONTINUOUS STRAND OF TOBACCO |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid | ||
| 17P | Request for examination filed |
Effective date: 20040405 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB IT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FOCKE & CO. (GMBH & CO. KG) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20041007 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50300649 Country of ref document: DE Date of ref document: 20050721 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050726 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090722 Year of fee payment: 7 Ref country code: GB Payment date: 20090708 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090721 Year of fee payment: 7 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50300649 Country of ref document: DE Effective date: 20110201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100709 |