EP1236552B1 - Procédé et installation pour la fabrication de panneaux en fibres lignocellulosiques - Google Patents
Procédé et installation pour la fabrication de panneaux en fibres lignocellulosiques Download PDFInfo
- Publication number
- EP1236552B1 EP1236552B1 EP02003478A EP02003478A EP1236552B1 EP 1236552 B1 EP1236552 B1 EP 1236552B1 EP 02003478 A EP02003478 A EP 02003478A EP 02003478 A EP02003478 A EP 02003478A EP 1236552 B1 EP1236552 B1 EP 1236552B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- fiber mat
- humidity
- water
- several
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
- B30B5/06—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band
- B30B5/065—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band using anti-friction means for the pressing band
- B30B5/067—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band using anti-friction means for the pressing band using anti-friction roller means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/24—Moulding or pressing characterised by using continuously acting presses having endless belts or chains moved within the compression zone
Definitions
- the invention relates to a process for the production of wood-based panels, in particular of fibreboards in semi-dry process according to the preamble of claim 1 and a system for carrying out the method of claim 28.
- a method or such a system is known from WO 98/41372 known.
- Fibrous boards which are produced in the semi-dry or wet process, have a very low adhesive content of about 0.5 - 1%, or some fiberboard are produced entirely without adhesive.
- an adhesive content of, for example, 12% causes up to 30% of the cost of producing an MDF board, and as the cost of petroleum increases, the cost of the adhesive continues to rise, making the fiberboard very expensive.
- Fibrous plates from the semi-dry and wet process are so far pressed only on discontinuous multi-floor systems.
- a large amount of polluted sewage is produced, on the one hand during the formation of nonwoven fabric via a wire and, on the other hand, during the hot pressing.
- This process was further developed in the 40 and 50 years to the semi-dry process to reduce wastewater pollution.
- There are a number of protective rights U.S. Patent 2,757,115 ; U.S. Patent 2,757,148 ; U.S. Patent 2,757,149 and U.S. Patent 2,757,150 ).
- a small amount of water is also squeezed out of the mat during the semi-dry process at the beginning of the hot pressing.
- the pressing time for a 3 mm fibreboard is about 4 minutes, which in the dry process is just under 1 minute.
- the multi-floor press must have a large number of floors (up to 35 units) to ensure that the capacity of the system is sufficient for operation. Due to the high number of floors, the presses are expensive. The operating costs of such a system are due to the multi-day press also very high.
- the fibers In the semi-dry process, the fibers must be dried to a moisture content of less than 35% so that they can be formed into a fiber mat without the use of a wire. At higher humidities, the fibers are matted, so that a pneumatic or mechanical scattering is not possible is. After scattering the fiber mat is pre-pressed continuously and divided into individual fiber mat sections according to the floor size by means of a saw. These mat sections are transported on screens or metal wire mesh, which are often still mounted on sheets, in the loading basket, where they vary in length depending on the floor.
- the fiber mat sections are dried to a moisture content of about 18% and, after the pre-press, water is sprayed onto the top of the fiber mat. Due to the water, the fiber mat moisture in front of the press rises to about 32%. Since at the beginning of the pressing the water is only on the upper side and therefore heats up the top faster than the bottom, the fiber mat top is plasticized at the beginning of the pressing more than the bottom.
- the sieves and sheets are transported back to the form strand after pressing around the press or under the press, which takes a few minutes.
- the screens must be cleaned in some plants with water. During transport and cleaning, the screens and sheets cool. They must then be heated to the heating plate temperature of 190 ° C at the beginning of the pressing, which takes 20 - 60 seconds.
- the specific pressure is reduced and the fiber mat is dried in 2 - 4 minutes to about 8% moisture, with the water vapor is discharged through the sieve.
- the specific pressure is usually adjusted so that it is slightly larger than the vapor pressure in the fiber mat. This prevents the fiber mat from bursting in the press.
- the fiber mat is compacted at a specific pressure of about 3 N / mm 2 to the final thickness and dried to about 2% moisture. A path control of the individual floors can not be performed, the fiberboard therefore have high thickness tolerances.
- the invention is based on the object to provide a method and to provide a system with which a fiberboard with little or no adhesive can be produced and with which the pressing time can be drastically shortened, and the properties of the plate and the thickness tolerances of the plate can be improved ,
- the system for carrying out the method according to claim 28 is that there is a continuously operating press with the pressing pressure transmitting and the fiber mat passing through the press nip endless steel belts as press, the steel belts are guided circumferentially about drive frame and idler pulleys around the frame top and the frame base , Which are supported with adjustable press nip on revolving, guided with their axes transverse to the strip running direction rolling bars relative to the compassionober- and frame base, wherein the rolling rods are guided at both ends in guide chains, that before and between the scattering station and the continuously operating press several on the Hot water spraying devices and devices for applying release agents are arranged on the conveyor belt and directed towards the surfaces of the fiber mat, from the continuously operating press a pre-press with steam preheating device and upper and lower wire belt v is seen, the continuously operating press as a storage for the fiber mat and water and steam removal from the fiber mat an existing stainless material, with the lower steel belt circumferentially guided, endless metal fabric belt, which led before entering the press ni
- the pressing time can be significantly reduced compared to the known cyclic half-drying processes.
- the pressing time for a 4 mm thick fiberboard is reduced from 4 minutes to about 1 minute (see Table 1).
- a significant advantage is that the heating of the fiber mat is drastically reduced by the steam preheating of the fiber mat to at least 100 ° C. At this temperature, the viscosity of the water decreases, whereby the flow resistance is reduced and the water can be squeezed faster from the mat.
- the steam preheating of the fiber mat to 100 ° C is particularly advantageous in the production of fibreboard with a thickness greater than 4 mm, as this, the press time reduction is particularly high.
- the table shows selected process parameters during hot pressing in a continuous press according to the method of the invention for a 4 mm thick fiberboard.
- phase Time [seconds] Sp. Pressure [N / mm 2 ]
- Start - End Damp DS [%]
- Start - End Humidity MS [%]
- Start - End Temperature MS [° C]
- Start - End 1. compaction DS 5 - 15 0 - 5 35 - 2 35 - 6 100-105 2.
- Curing (and compacting MS) 25 - 50 4 - 2.5 0.5-0.2 6 - 2 110 - 135
- the fiber mat in the continuous press can also be pressed with a hotplate temperature higher than 190 ° C, because the pressing time is shorter and at the end of the pressing the fiberboard can be cooled. As a result, the pressing time is significantly reduced.
- increasing the pressure plate temperature is not possible due to the risk of steam bursting, especially the upper surface layer.
- the risk of topcoat bursting is significantly reduced.
- a predetermined path-pressure program can be regulated very accurately in the continuous press, wherein the continuous press is preferably designed so that very large deformations per meter of press length are possible in the transport direction.
- the press nip can be optimally adapted to the individual phases.
- the press nip can be enlarged so far that just surface blemishes are avoided. This reduces the flow resistance perpendicular to the surface in the fiber mat and the fiberboard can be dried faster.
- the fiber board can be relieved after an optimized program at the end of the pressing. In connection with the cooling of the fiber mat surface, the moisture content of the fiberboard must not be below 2%. be reduced, which on the one hand shortens the curing phase and in the subsequent air conditioning of the plate is beneficial.
- the fiberboard has a more even distribution of moisture over the slab cross-section.
- the continuous compression according to the invention also leads to significantly reduced electrical and thermal energy costs.
- the loading and unloading about 70% more electrical energy per m 3 of produced fiberboard is required compared to the continuous process according to the invention, since a much higher connected load must be installed.
- the multi-day press including the required sieves has higher radiation losses, more thermal energy is required to operate the press.
- a multi-day press on average with higher press plate temperatures pressed. Since the temperature in the continuous press is lowered significantly towards the end of the pressing, less water is needed and evaporated from the fiber mat and thus less energy is brought into the fiber board.
- the steam preheating steam with a low vapor pressure below 3 bar can be used, which is available as a very favorable steam from the fiber processing available. This also reduces the cost of the heating energy at the beginning of the pressing.
- fiber-fiber bonding is achieved in two ways: on the one hand via a so-called hydrogen bond, especially of the wood constituents cellulose and hemicellulose, and on the other hand through the softened lignin.
- hydrogen bond especially of the wood constituents cellulose and hemicellulose
- softened lignin it is important that the individual fibers have very close contact with each other over a longer distance.
- the wood chips are prebaked in the preheating at a temperature higher than 180 ° C, preferably 190 to 220 ° C, in the preheating in order to achieve that substances are formed in the wood by conversion processes, which lead to a better bonding during the hot pressing.
- the formation of furfural is promoted by the formation of acids in the preheater.
- the formation of acids is supported by the high temperature in the preheating.
- Furfural promotes condensation reactions between the wood components.
- acid - such as sulfuric acid - may be added, which also promotes the formation of furfural.
- Hardwoods usually produce more sticky substances than softwoods. Therefore, deciduous trees are particularly suitable for this process.
- the fiber mat can be scattered by means of a single scattering machine or the fibers are divided after production in the refiner into coarse and fine fibers or already prepared separately by means of two refiners.
- the coarse fibers are then preferably scattered into the center of the fiber mat as the middle layer and the fine fibers as the cover layer.
- the fibers must not be dried below a moisture content of 16% or the fibers must not a humidity of 16% fall below, otherwise they verborn. Horny fibers only form an insufficient hydrogen bond. This means that care must also be taken during the transport of the fibers that the moisture content is not undershot. Since during transport of the fiber in the air stream with air of a relative humidity lower than the equilibrium moisture content of the fiber, the fibers quickly release moisture, either the transport air must be air-conditioned by, for example, steam injection or the fibers should have a slightly higher humidity after the dryer as having on the forming belt.
- the moisture of the fiber mat is increased by the steam preheating depending on the preheating by the condensation of water vapor. If the entire fiber mat is warmed through, the mat moisture increases by about 7%. When about 50% of the mat is heated, the humidity increase is about 4%.
- the method must be controlled in any case so that the fiber mat moisture at the beginning of the hot pressing is not less than 25% and not more than 35%, because if the humidity is below 25%, only insufficient wood-specific adhesive joints can be formed. Then the consumption of glue increases very strongly. If the humidity is over 35%, on the other hand, the pressing time is greatly increased due to the longer drying period.
- the fiber mat surface In order to obtain a closed fibreboard surface with a high density and to protect the steel strips from soiling, it is favorable to spray water onto the fiber mat surface in a total amount of 20-700 g / m 2 , depending on the consistency of the fibers and the fiberboard thickness.
- the water can also be sprayed onto the conveyor belt or onto the sieve belt during steam preheating. It is also favorable to spray release agent onto the fiber mat surface and / or the conveyor belt so that the fibers do not stick to the metal fabric belt during the preheating, the conveyor belt, the steel belts and the metal belt in the continuously operating press.
- the amount of water that is sprayed on before the steaming should not be so large that there is free water on the fiber mat surface, as it then comes to problems in the vaporization by an uneven condensation of steam and uncontrollable conditions.
- a larger amount of water than 60 g / m 2 can be sprayed onto the fiber mat only after the steaming in the pre-press with steam preheating.
- the water should preferably be heated to temperatures of 60-95 ° C before spraying. Since the residence time of the water from the spraying to the fiber mat contact with the steel strip in the continuous press is very short, this water is almost not absorbed by the fibers and thus affects the density profile only insignificantly. From Another advantage is that the water is only sprayed from above onto the fiber mat. The water is then evaporated immediately on contact with the steel strip and can only flow vertically into the fiber mat.
- the vapor formed does not penetrate into the fiber mat.
- the steam flows over the metal fabric belt from the press against the transport direction towards the inlet and transverse to the transport direction to the edge of the press.
- the moisture of the fiber mat is then not increased and the pressing time is not shortened.
- a larger amount of water must not be sprayed on the fiber mat side, which faces the metal fabric tape, since the moisture of the fiber mat would then not increased and the pressing time would not be shortened.
- the fibers must be dried to a moisture content which, in addition to the moisture due to the vapor deposition, the water spraying and the water from the release agent application, is within the abovementioned range.
- the amount of sprayed-on water and the added amount of steam must be measured separately for the upper and lower fiber mat sides.
- the amount of steam required to heat the water sprayed on and taken up by the wood can be calculated from the water temperature and the sprayed water Calculate amount of water.
- the amount of steam needed to heat the fibers can be calculated from the initial temperature and humidity of the fibers.
- the penetration depth of the steam is determined separately for the upper and lower bobbins due to the measured and controlled amount of steam.
- the moisture distribution over the fiber mat cross section is directly determinable.
- appropriate measuring devices - such as microwave measuring devices - the moisture distribution over the fiber mat cross section can also be measured.
- the knowledge of the moisture and the moisture distribution over the fiber mat cross-section immediately before the continuously operating press is important both for the formation of a sufficient bond and a minimum pressing time as well as for the formation of the density profile of importance. For a low pressing time is favorable to steam the fiber mat over the entire cross-section and spray as much hot water on the fiber mat.
- the density profile of the finished fiberboard should be measured immediately after the continuous press. Fibrous plates from the semi-dry process often have no significant density reduction in the Fiberboard center on. Fiberboards produced in the dry process show a density minimum in the middle of the fibreboard, which leads to higher bending strengths with the same material input. It has now been found that fibreboards with similar density profiles as are produced by the dry process can be produced by the process according to the invention. For this purpose, not the entire fiber mat cross section should be preheated and softened with steam, but only the outer layers.
- the evaporation depth must be reduced by reducing the amount of steam introduced and possibly the amount of water sprayed on be increased. Also important is an increased heating of the metal fabric strip temperature in the inlet to the continuously operating press, which should be at least 40 ° C higher than the temperature of the steel strips in the inlet to the continuously operating press. A separate control of the top and bottom heating circuit of the press plates has proved to be advantageous.
- the temperature of the fiber mat in the outer layers is also slightly higher than in the cycle. It has been found that this higher temperature promotes the formation of condensation reactions - especially of lignin - so that In the method according to the invention a firmer fiber to fiber bond can be achieved. Slightly better bending properties can therefore be achieved with the same adhesive content.
- the transverse tensile strength of the fiber boards produced in the laboratory process according to the invention are slightly lower at the edge of the fiber board than in the center of the fiber board. This is caused by the fact that the curing temperature at the edge is slightly lower.
- the curing temperature is lower in the fiber mat because the steel belts, the press plates and the rolling bars are cooler at the edge than in the center of the press. They cool by the escaping water and the circulating air.
- the press plates are 50 mm wider on each press side than the fiber mat. It has now been found that by increasing the distance from the edge of the press plate to the fiber mat to ⁇ 100 mm, the curing temperature at the edge is higher and the transverse tensile strength of the fiberboard at the edge is significantly improved.
- the fiber mat can be scattered at the edge even with a higher basis weight, which can also achieve an increase in the transverse tensile strength.
- the continuous fiberboard strand produced in accordance with the invention is subjected to after-treatment after a size-spreading, as in the conventional semi-dry process, to improve the properties.
- the fiberboard are passed through a heat channel or stacked warm in a heated hall.
- the heat treatment of the fiber boards at temperatures between 110 ° and 200 ° C after the continuous press increases the bonding of the individual fibers, which improves the bending properties and the swelling values.
- the fiberboard can be warmly stacked or pulled as a package through a heat channel.
- the metal fabric belt in the continuous press has the function to allow drainage and Entdampfung the fiber mat.
- the metal fabric belt must therefore have a structure which allows a removal of the water and the water vapor within the structure perpendicular to the transport direction without large flow resistance. This means that a larger free cross-section is present within the metal fabric belt transversely to the transport direction.
- the continuous press can be performed in a width of more than 4 m, since the fiber plate is drained and evaporated only on the metal fabric belt.
- the metal fabric tape to the fiber mat side may have a smooth or coarse structure. Usually a smooth structure is desired if the fiberboard is to be coated later. For individual applications, a coarse structure with a screen print on the plate surface is favorable.
- the plant is designed so that the lower steel strip is wider than the upper steel strip and covers the guide chain for guiding the rolling bars.
- the lower steel band can then be pressed down with hold-down rollers. At these points, the water is collected and removed.
- hold-down rollers are provided from the beginning of the press to about 20% of the press length.
- the specific pressure is important because of the avoidance of relative movements between metal fabric belt and steel strip due to thermal expansion and thus avoidance of scratches on the steel strip. Since this process mainly produces thin fiberboard, the metal fabric tape must not have any thickness tolerances greater than ⁇ 0.075 mm. The thickness tolerance would also show up in the product and lead to a larger cut.
- the drawing shows the system as the fiber mat 10 made according to the pressing program from left to right, treated and how it is pressed in the continuous press 5 to the fiber board 30 and cured.
- the fiber mat 10 is compressed in the continuous press 5 at high pressure, pressed out some water and then relieved and dried.
- the fiber mat 10 is compacted to the final thickness and cured, the curing phase is started when the moisture content of the fiber mat 10 is 5% - 8%.
- FIG. 1 From the FIG. 1 is the system shown in a schematic representation, with which the fiber mat 10 is sprinkled from fibers on a conveyor belt 20 from the scattering station 1.
- the conveyor belt 20 serves to further guide the fiber mat 10 if necessary by a pre-press 2, hot water spraying and / or Trennstoffsprühvortechniken 21 to the pre-press with Dampfvor Creekinraum 4.
- the endless conveyor belt 20 is guided over pulleys 24.
- the fiber mat 10 is continued with the conveyor belt 20 down to the lower endless belt 23 of the pre-press with Dampfvortage 4, wherein at the reversal, the guide roller 24 is arranged recoverable to guide the fiber mat 10 in a discharge chute 22 in case of disturbances.
- a mat moisture sensor 3 is arranged. From scattering station 1, a single or multi-layer fiber mat 10 can be scattered as needed. For this purpose, five or more different scattering bins are provided, for example, with superfine fibers 32 and 36 (or also wood dust) for the cover layers, with fibers 33 and 35 for the intermediate layers and with coarse fibers 34 for the middle layer.
- the pre-press with Dampfvor Anlageninutter 4 consists of two endless, around the steam feed 29 and pulleys 27 rotating sieve belts 23, wherein the lower wire 23 leads the possibly preheated fiber mat 10 close to the inlet region of the continuously operating press 5 or to the Metal fabric tape 25 hands.
- a so-called double belt press which consists in its main parts of a movable frame upper part 9 and a stationary frame lower part 8, which form the adjustable press nip 11.
- Frame upper part 9 and frame lower part 8 are circulated via drive drums 16 and deflection drums 17 of steel belts 18 and 19.
- At the press nip 11 facing sides of the frame top 9 and frame lower part 8 are heated and coolable press plates 12 and 13 are mounted, which support the steel belts 18/19 by means of likewise circulating guided with guide chains 39 and 40 rolling rods 37 and 38.
- the finished wood-based material or fiber board extending from the continuously operating press 5 is designated 30.
- the lower steel belt 18, a guided over pulleys 27 associated with circulating metal mesh belt 25, which consists of a stainless material of high thermal conductivity such as stainless steel or phosphor bronze, the upper and lower steel belt 18 and 19 and the metal belt fabric 25 in the return common are passed through an insulated tunnel 26 to prevent heat dissipation and to save energy, and the metal fabric belt 25 is heated by a hot plate 28 to a much higher temperature before entering the press nip 11, as the associated steel strip 18 in the inlet to the press nip 11 owns.
- the press length is expediently divided into a heating zone 6 and a cooling zone 7. For a separate control of these zones, both the heating zone 6 and the cooling zone 7 with the cooling plates 14 and 15 via a separate Rollteppichabstützung equipped with guide chains circulating guided rolling rods.
- the density profile of the finished fiberboard 30 is checked by means of a raw density sensor 31 and regulated with the determined value, the temperature and humidity of the fiber mat prior to entry into the continuously operating press 5.
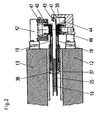
- a section AA off FIG. 1 is in FIG. 2
- the guide chains 39/40 are guided with the rolling rods 37 and 38 on guide rails 47 and 50.
- a plurality of hold-down rollers 43 are mounted on the lower side rail 41.
- a trained on the lower side rail 41 channel 44 serves to derive the emerging from the fiber mat 10 via transverse grooves 45 of the metal fabric belt 25 water and condensing vapor.
- a purpose designed metal fabric tape 25 is in FIG. 3 in side view according to the FIG. 1 shown.
- the longitudinal wires shown as a chain 46 thereby form a sufficiently flat support surface for the fiber mat 10 and are held together by the transverse wires designated as shot 48.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
Claims (37)
- Procédé pour la fabrication de panneaux de matériaux à base de bois tels que des panneaux de particules et de fibres, en particulier de panneaux en fibre à base de bois ou d'autres matériaux contenant de la lignocellulose, dans lequel un tapis de fibres (10) additionné de peu ou pas du tout de colle est formé à partir d'un poste d'épandage (1) sur une bande de transport (20) en mouvement continu et introduit entre les plaques (12, 13) d'une presse (5) après dépose sur une bande de treillis métallique (25) et y est pressé et durci sous l'action de pression et de chaleur pour donner un panneau de fibres (30), caractérisé en ce qu'il comprend les étapes de procédé suivantes :1.1 les fibres préparées sans colle ou encollées avec une faible quantité de colle sont séchées jusqu'à une humidité de 16 % à 25 % et répandues à partir d'un poste d'épandage (1) sur une bande de transport (20) pour former le tapis de fibres (10),1.2 l'humidité du tapis de fibres (10) est augmentée dans une presse de préformage (4) fonctionnant en continu par un apport de vapeur saturée ou de vapeur d'eau surchauffée ou de mélanges d'air et de vapeur, de façon à atteindre une humidité de 25 % au minimum à 35 % au maximum immédiatement avant l'entrée de la presse, tandis que le tapis de fibres (10) est notablement chauffé en même temps,1.3 immédiatement après, le tapis de fibres (10) est transféré sur une bande en treillis métallique inoxydable (25), tournant avec la bande en acier inférieure (18), d'une presse fonctionnant en continu (5) et introduit dans l'espace de pressage (11) d'une presse fonctionnant en continu (5),1.4 sur environ 20 % de la longueur de pressage de la presse fonctionnant en continu (5), le tapis de fibres (10) est comprimé dans une phase de compression sous une forte pression spécifique de 5,5 N/mm2 au maximum et l'eau en est exprimée,1.5 dans une phase de séchage subséquente à l'intérieur de la presse fonctionnant en continu (5), il se produit l'évaporation et l'évacuation de l'eau et de la vapeur en particulier de la couche centrale (34) sous une pression spécifique réduite de 1 N/mm2 au maximum, qui sont poursuivies jusqu'à ce qu'une humidité de 5 à 8 % soit atteinte dans le tapis de fibres (10) ; et1.6 dans une phase de durcissement subséquente dans la presse fonctionnant en continu (5), le tapis de fibres (10) est compressé à sa dimension finale sous une pression maximale de 3,5 N/mm2 et séché jusqu'à ce qu'une humidité approximative de 2 % soit atteinte dans la couche centrale (34).
- Procédé selon la revendication 1, caractérisé en ce que l'humidité du tapis de fibres (10) est augmentée dans une presse de préformage fonctionnant en continu (4) par l'introduction de vapeur saturée ou de vapeur d'eau surchauffée ou de mélanges de vapeur et d'air de 2 % à 7 % d'humidité et par pulvérisation d'eau chaude avant et après la presse de préformage (4) de 2 % à 8 % d'humidité, de telle façon qu'une humidité de 25 % au minimum à 35 % au maximum soit atteinte avant l'entrée dans la presse (5), un échauffement notable du tapis de fibres (10) étant ainsi obtenu en même temps.
- Procédé selon les revendications 1 ou 2 pour la fabrication d'un panneau de fibres (30) mince ≤ 4 mm, caractérisé en ce que dans l'étape 1.4, le tapis de fibres (10) est comprimé sur environ 20 % de la longueur de pressage de la presse fonctionnant en continu (5) dans une phase de compression sous une pression spécifique élevée de 5,0 N/mm2 au maximum et l'eau en est exprimée, et en ce que dans l'étape de procédé 1.6, dans une phase de durcissement subséquente dans la presse fonctionnant en continu (5), le tapis de fibres (10) est comprimé à sa dimension finale sous une pression maximale de 4 N/mm2 et séché jusqu'à ce qu'une humidité approximative de 2 % soit atteinte dans la couche centrale (34).
- Procédé selon la revendication 1, caractérisé en ce que pendant la phase de compression, le tapis de fibres (10) est comprimé pendant une durée de 5 à 15 secondes et à une chaleur dans la couche centrale (34) de 105°C à 110°C, jusqu'à ce qu'une humidité d'environ 2 % soit atteinte dans les couches de couverture et une humidité d'environ 35 % dans la couche centrale (34).
- Procédé selon la revendication 1, caractérisé en ce que dans la phase de séchage, le tapis de fibres (10) est séché pendant une durée de 20 à 35 secondes et à une chaleur dans la couche centrale (34) de 105°C à 110°C avec évaporation et extraction de l'eau jusqu'à ce qu'une humidité d'environ 2 % à 2,5 % soit atteinte dans les couches de couverture et une humidité d'environ 6 % dans la couche centrale (34).
- Procédé selon une ou plusieurs des revendications 1 à 5, caractérisé en ce que lors de la fabrication de panneau de fibres minces ≤ 4 mm, dans la phase de durcissement, le tapis de fibres (10) est compressé et durci pendant une durée de 25 à 50 secondes et à une chaleur dans la couche centrale de 110°C à 135°C jusqu'à ce qu'une humidité d'environ 0,5 % à 0,2 % soit atteinte dans les couches de couverture et une humidité d'environ 6 % à 2 % dans la couche centrale (34).
- Procédé selon une ou plusieurs des revendications 1 à 6, caractérisé en ce que seules les couches de couverture du tapis de fibres (10) sont humidifiées avec de la vapeur saturée ou de la vapeur d'eau surchauffée ou un mélange de vapeur et d'air.
- Procédé selon la revendication 1, caractérisé en ce que le tapis de fibres (10) est chauffé par introduction de vapeur saturée ou de vapeur d'eau surchauffée ou d'un mélange de vapeur et d'air sous une pression de vapeur de 0,07 à 3 bars jusqu'à une température de 80°C au minimum.
- Procédé selon une ou plusieurs des revendications 1 à 8, caractérisé en ce que plus de 60 g/m2 d'eau sont pulvérisés seulement sur les surfaces du tapis de fibres qui ne sont pas en contact avec la bande de treillis métallique (25) de la presse fonctionnant en continu (5) avant l'entrée dans la presse fonctionnant en continu (5).
- Procédé selon une ou plusieurs des revendications 1 à 9, caractérisé en ce que le phase de durcissement est suivie d'une phase de refroidissement.
- Procédé selon une ou plusieurs des revendications 1 à 10, caractérisé en ce qu'à la fin du pressage, la surface du tapis de fibres est refroidie à l'intérieur de la presse fonctionnant en continu (5) à 115°C au minimum, de préférence 100°C.
- Procédé selon une ou plusieurs des revendications 1 à 11, caractérisé en ce que l'eau exprimée du tapis de fibres (10) et recueillie est purifiée et utilisée comme eau de pulvérisation.
- Procédé selon une ou plusieurs des revendications 1 à 12, caractérisé en ce que la couche centrale (34) est un épandage de grosses fibres, les couches intermédiaires (33, 35) de fibres fines et les couches de couverture de fibres très fines (32, 36) et/ou de poussière de bois.
- Procédé selon la revendication 13, caractérisé en ce que des fibres très fines (32, 36) ou de la poussière de bois ne sont répandues que sur la surface du tapis de fibres (10) qui fait face à la bande de treillis métallique (25).
- Procédé selon une ou plusieurs des revendications 1 à 14, caractérisé en ce que les fibres sont conditionnées à une humidité ≥ 16 % pendant le transport vers le séchoir dans les trémies du poste d'épandage (1) par injection de vapeur ou par introduction d'air conditionné.
- Procédé selon une ou plusieurs des revendications 1 à 15, caractérisé en ce qu'une quantité d'eau de 20 à 700 g/m2 est appliquée sur une face ou sur les deux faces du tapis de fibres (10).
- Procédé selon une ou plusieurs des revendications 1 à 16, caractérisé en ce que l'eau chaude et/ou l'agent de démoulage sont pulvérisés sur la bande de transport (20) et/ou la surface du tapis de fibres (10) et/ou sur les bandes perforées (23) de la presse de préformage à dispositif de préchauffage (4).
- Procédé selon une ou plusieurs des revendications 1 à 17, caractérisé en ce que la quantité d'eau à appliquer sur les surfaces des panneaux de fibres est calculée et contrôlée à l'aide de la quantité d'eau effectivement pulvérisée et de l'humidité initiale du tapis de fibres.
- Procédé selon une ou plusieurs des revendications 1 à 18, caractérisé en ce que la quantité de vapeur à apporter pour chauffer les fibres dans le tapis de fibres (10) est calculée et contrôlée en fonction de la température initiale et de l'humidité des fibres.
- Procédé selon une ou plusieurs des revendications 1 à 19, caractérisé en ce que la quantité de vapeur à apporter pour chauffer les fibres est déterminée et régulée séparément pour les moitiés supérieure et inférieure du tapis de fibres.
- Procédé selon une ou plusieurs des revendications 1 à 20, caractérisé en ce que la bande de treillis métallique (25) est chauffée avant d'entrer dans la zone de la presse à une température supérieure d'au moins 40°C à celle de la bande d'acier inférieure (18) correspondante à l'entrée.
- Procédé selon une ou plusieurs des revendications 1 à 21, caractérisé en ce que la régulation et le contrôle de la profondeur d'injection de vapeur, de la quantité d'eau à pulvériser, de la température des plaques de presse supérieure et inférieure (12, 123) ou des circuits de chauffage supérieur et inférieur des plaques de presse (12, 13) sont effectués en fonction du profil de densité brute du panneau de fibres fini (30) mesuré juste après la presse fonctionnant en continu (5).
- Procédé selon une ou plusieurs des revendications 1 à 22, caractérisé en ce que les panneaux de fibres (30) finis et déjà partagés sont amenés à travers un canal de chauffage pour les conditionner et/ou empilés à chaud.
- Procédé selon une ou plusieurs des revendications 1 à 23, caractérisé en ce que les copeaux sont préalablement exposés à de la vapeur à une température de 190°C à 220°C et/ou de l'acide est ajouté dans la chaudière.
- Procédé selon une ou plusieurs des revendications 1 à 24, caractérisé en ce que l'aspiration de vapeur est réalisée jusqu'à la fin de la phase de séchage sur les bords des plaques de presse (12, 13).
- Procédé selon une ou plusieurs des revendications 1 à 25, caractérisé en ce que le tapis de fibres (10) est répandu sur la bande de transport (20) sur une largeur qui laisse libre un espace de ≥ 100 mm sur chaque côté longitudinal sur le bord longitudinal des plaques de presse (12, 13) dans la presse fonctionnant en continu (5).
- Procédé selon une ou plusieurs des revendications 1 à 26, caractérisé en ce que la pression de pressage spécifique exercée sur le tapis de fibres (10) pendant les premiers 80 % à 90 % du temps de pressage dans la presse fonctionnant en continu (5) n'est pas inférieure à 0,3 N/mm2.
- Installation pour la fabrication de panneaux de particules et de panneaux de fibre, en particulier de panneaux de fibres (30) à base de bois ou d'autres matériaux contenant de la lignocellulose, comprenant un poste d'épandage (1), une bande de transport (20) se déplaçant en continu sous le poste d'épandage (1) et une presse (5), dans lequel un tapis de fibres (10) en une ou plusieurs couches peut être épandu à partir du poste d'épandage (1), la presse (5) se compose d'une partie supérieure de cadre mobile et d'une partie inférieure de cadre fixe et de plaques de presse (12, 13, 14, 15) fixées sur ceux-ci et pouvant être chauffées et refroidies, pour la mise en oeuvre du procédé selon les revendications 1 à 27, caractérisée en ce que la presse utilisée est une presse fonctionnant en continu (5) avec des bandes en acier (18, 19) sans fin transmettant la pression de pressage et tirant le tapis de fibres (10) à travers l'espace de pressage (11), les bandes en acier (18, 19) sont guidées par des tambours d'entraînement et de renvoi (16, 17) autour de la partie supérieure de cadre (9) et de la partie inférieure de cadre (8), qui s'appuient avec un espace de pressage (11) réglable sur des barres à rouleau (37, 38) tournant en même temps et dont les axes sont perpendiculaires au sens de circulation des bandes par rapport aux parties supérieure (9) et inférieure de cadre (8), les barres à rouleau (37, 38) étant guidées aux deux extrémités dans des chaînes de guidage (39, 40), en ce qu'il est prévu avant et entre le poste d'épandage (1) et la presse fonctionnant en continu (5) plusieurs dispositifs de pulvérisation d'eau chaude orientés vers la bande de transport (2) et vers les surfaces du tapis de fibres (10) et des dispositifs pour l'application de produits de démoulage (21), il est prévu avant la presse fonctionnant en continu (5) une presse de préformage avec un dispositif de préchauffage à la vapeur (4) et des bandes perforées supérieure et inférieure (23), la presse fonctionnant en continu (5) présente pour déposer le tapis de fibres (10) et pour l'évacuation de l'eau et de la vapeur hors du tapis de fibres (10) une bande de treillis métallique (25) sans fin faite de matériau inoxydable et tournant avec la bande d'acier inférieure (18), qui est guidée avant l'entrée dans l'espace de pressage (11) par-dessus une plaque chauffante (28), et la bande d'acier inférieure (18) est réalisée avec une plus grande largeur (b) que la bande d'acier supérieure (19) afin d'évacuer l'eau exprimée.
- Installation selon la revendication 28, caractérisée en ce que les longerons inférieurs (41) pour le soutien des chaînes de guidage sont pourvus sur les deux côtés longs de rouleaux presseurs (43) pour la bande d'acier inférieure (18).
- Installation selon les revendications 28 et 29, caractérisée en ce que les longerons inférieurs (41) sont réalisés chacun avec un canal (44) pour l'évacuation de l'eau exprimée.
- Installation selon les revendications 28 à 30, caractérisée en ce que la bande de treillis métallique (25) présente des gouttières transversales (45) ouvertes pour l'évacuation de l'eau exprimée.
- Installation selon les revendications 28 à 31, caractérisée en ce que la longueur de pressage est partagée en une zone de chauffage (6) et une zone de refroidissement (7).
- Installation selon les revendications 28 à 32, caractérisée en ce que la bande de treillis métallique (25) se compose d'acier inoxydable ou de bronze au phosphore.
- Installation selon les revendications 28 à 33, caractérisée en ce que la zone d'entrée, en particulier, de la presse fonctionnant en continu (5), avec les tambours de renvoi (17), les bandes d'acier (18, 19) et éventuellement l'angle de compression pouvant être modifié avec les plaques chauffantes d'entrée, peut être chauffée à haute température et ainsi avec un fort apport de chaleur.
- Installation selon les revendications 28 à 34, caractérisée en ce que la bande de treillis métallique (25) présente une tolérance d'épaisseur inférieure à ± 0,075 mm.
- Installation selon les revendications 28 à 35, caractérisée en ce qu'il est également prévu une bande de treillis métallique (25) tournant avec la bande d'acier supérieure (19) et reposant sur le tapis de fibres (10).
- Installation selon les revendications 28 à 36, caractérisée en ce que les plaques de presse (12, 13) de la presse fonctionnant en continu (5) sont prévues pour un apport de chaleur important dans le tapis de fibres (10) par les alésages de chauffage en grand nombre près du tapis de fibres (10) et pour des vitesses d'écoulement élevées du fluide chauffant, de préférence de l'eau chaude.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2001106815 DE10106815A1 (de) | 2001-02-14 | 2001-02-14 | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten |
| DE10106815 | 2001-02-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1236552A1 EP1236552A1 (fr) | 2002-09-04 |
| EP1236552B1 true EP1236552B1 (fr) | 2010-04-21 |
Family
ID=7673997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02003478A Expired - Lifetime EP1236552B1 (fr) | 2001-02-14 | 2002-02-14 | Procédé et installation pour la fabrication de panneaux en fibres lignocellulosiques |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1236552B1 (fr) |
| AT (1) | ATE464987T1 (fr) |
| DE (2) | DE10106815A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014016867B3 (de) * | 2014-11-14 | 2015-09-17 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Vorrichtung und Verfahren zur Behandlung von streufähigem Gut |
| EP3269521A1 (fr) | 2016-07-15 | 2018-01-17 | Siempelkamp Maschinen- und Anlagenbau GmbH | Procédé de fabrication de plaques en bois |
| DE102023136272A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
| DE102023136273A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
| DE102023136271A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10124929B4 (de) * | 2001-05-21 | 2004-09-30 | Metso Paper Inc. | Verfahren zur kontinuierlichen Herstellung von Faserplatten |
| DE10261730A1 (de) * | 2002-12-30 | 2004-07-08 | Dieffenbacher Gmbh + Co. Kg | Verfahren mit Anlage und kontinuierlich arbeitende Presse zur Herstellung von Holzwerkstoffplatten |
| ITMO20120311A1 (it) * | 2012-12-20 | 2014-06-21 | Imal Srl | Metodo per la lavorazione di pannelli a base di materiale legnoso incoerente. |
| DE102013103272B4 (de) * | 2013-04-02 | 2016-09-15 | Homann Holzwerkstoffe GmbH | Verfahren zur Herstellung einer Sandwich-Faserplatte |
| DE102015010056B4 (de) | 2015-08-01 | 2024-09-19 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Vorrichtung und Verfahren zur Entwässerung von Wasser enthaltendem Gut |
| DE102015121869A1 (de) * | 2015-12-15 | 2017-06-22 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren und Anlage zur kontinuierlichen Entwässerung von Wasser enthaltenem Gut, insbesondere zur Entwässerung von Braunkohle |
| DE102017110875B4 (de) * | 2017-05-18 | 2020-07-16 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Verpressen einer Pressgutmatte |
| DE102017110865B4 (de) * | 2017-05-18 | 2019-10-10 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Verpressen einer Pressgutmatte |
| CN116442580B (zh) * | 2023-04-28 | 2025-08-08 | 湖南恒信新型建材有限公司 | 一种集成墙板生产用压平装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3430467A1 (de) * | 1984-08-18 | 1986-02-27 | Weyerhaeuser Co., Tacoma, Wash. | Verfahren und anlage zur herstellung einer holzwerkstoffplatte |
| DE3640682A1 (de) * | 1986-11-28 | 1988-06-09 | Baehre & Greten | Verfahren und vorrichtung zum kontinuierlichen vorwaermen eines vlieses fuer die herstellung von span-, faser- oder dergleichen platten |
| DE4208262A1 (de) * | 1992-03-14 | 1993-09-16 | Siempelkamp Gmbh & Co | Kontinuierliche presse fuer das pressen einer pressgutmatte im zuge der herstellung von spanplatten, faserplatten u. dgl. |
| DE4208263A1 (de) * | 1992-03-14 | 1993-09-16 | Siempelkamp Gmbh & Co | Kontinuierliche presse fuer das pressen einer pressgutmatte im zuge der herstellung von spanplatten, faserplatten u. dgl. |
| DE4415276A1 (de) * | 1994-04-30 | 1995-11-02 | Siempelkamp Gmbh & Co | Verfahren zur Herstellung von Holzwerkstoffplatten |
| DE4415277C2 (de) * | 1994-04-30 | 2003-10-02 | Siempelkamp Gmbh & Co Kg G | Verfahren zur Herstellung von Holzwerkstoffplatten aus der Gruppe der Spanplatten und Faserplatten |
| DE4423632A1 (de) * | 1994-07-06 | 1996-01-11 | Siempelkamp Gmbh & Co | Verfahren zum Vorwärmen von Streugut auf eine vorgebbare Vorwärmtemperatur im Zuge der Herstellung von Holzwerkstoffplatten |
| DE4440997A1 (de) * | 1994-11-17 | 1996-05-23 | Dieffenbacher Gmbh Maschf | Verfahren und Anlage zur kontinuierlichen Herstellung von Holzwerkstoffplatten |
| DE19604574A1 (de) * | 1996-02-08 | 1997-09-18 | Juergen Dr Kramer | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von Platten aus Lignocellulose-haltigen Teilchen |
| DK176116B1 (da) * | 1997-03-18 | 2006-08-14 | Wesser & Dueholm | Fremgangsmåde til fremstilling af spånplader, fiberplader og lignende |
| DE19718772B4 (de) * | 1997-05-03 | 2015-08-20 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten |
| DE19836773A1 (de) * | 1998-08-13 | 2000-02-17 | Dieffenbacher Gmbh Maschf | Verfahren und kontinuierliche arbeitende Presse zur Herstellung von Holzwerkstoffplatten und Kunststoffplatten |
| DE19957265A1 (de) * | 1999-11-28 | 2001-05-31 | Dieffenbacher Gmbh Maschf | Verfahren und Dampfpresse zur Herstellung von Holzwerkstoffplatten |
-
2001
- 2001-02-14 DE DE2001106815 patent/DE10106815A1/de not_active Withdrawn
-
2002
- 2002-02-14 DE DE50214380T patent/DE50214380D1/de not_active Expired - Lifetime
- 2002-02-14 EP EP02003478A patent/EP1236552B1/fr not_active Expired - Lifetime
- 2002-02-14 AT AT02003478T patent/ATE464987T1/de active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014016867B3 (de) * | 2014-11-14 | 2015-09-17 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Vorrichtung und Verfahren zur Behandlung von streufähigem Gut |
| EP3023210A2 (fr) | 2014-11-14 | 2016-05-25 | Siempelkamp Maschinen- und Anlagenbau GmbH | Dispositif et procede destines au traitement de produits d'epandage. |
| EP3269521A1 (fr) | 2016-07-15 | 2018-01-17 | Siempelkamp Maschinen- und Anlagenbau GmbH | Procédé de fabrication de plaques en bois |
| DE102023136272A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
| DE102023136273A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
| DE102023136271A1 (de) * | 2023-12-21 | 2025-06-26 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung einer Werkstoffplatte |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50214380D1 (de) | 2010-06-02 |
| DE10106815A1 (de) | 2002-08-29 |
| EP1236552A1 (fr) | 2002-09-04 |
| ATE464987T1 (de) | 2010-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69801228T2 (de) | Verfahren zum herstellen von holzspanplatten, faserplatten und ähnlichen platten | |
| DE19718772B4 (de) | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten | |
| DE4434876B4 (de) | Verfahren und Anlage zur kontinuierlichen Herstellung einer Mehrschichtplatte | |
| DE4333614C2 (de) | Verfahren und Anlage zur kontinuierlichen Herstellung von Spanplatten | |
| EP1236552B1 (fr) | Procédé et installation pour la fabrication de panneaux en fibres lignocellulosiques | |
| DE69511242T2 (de) | Verfahren zum herstellen von lignocelluloseplatten | |
| EP0195128B1 (fr) | Installation pour la fabrication continue de panneaux de particules sans fin et minces | |
| EP2714351B1 (fr) | Procédé et installation de fabrication de panneaux de matériau | |
| DE102019114016A1 (de) | Verfahren und Vorrichtung zur Erwärmung einer Pressgutmatte | |
| EP3028829B1 (fr) | Installation pour la fabrication d'un panneau en bois agglomeré | |
| DE19836773A1 (de) | Verfahren und kontinuierliche arbeitende Presse zur Herstellung von Holzwerkstoffplatten und Kunststoffplatten | |
| EP1323509B1 (fr) | Procédé pour la fabrication en continu de panneaux en fibres lignocellulosiques | |
| DE69406127T2 (de) | Verfahren und vorrichtung zum vorpressen von fasermaterial für faserplatten | |
| EP2036692A1 (fr) | Procédé de fabrication de plaques isolantes et/ou acoustiques en fibres de bois selon le procédé à sec et un dispositif de calibrage et de durcissement | |
| DE10101952A1 (de) | Verfahren und Anlage zur Herstellung von Span- und Faserplatten | |
| EP3917739B1 (fr) | Dispositif et procédé de production de plaques isolantes | |
| DE19957610A1 (de) | Verfahren, Anlage und taktweise arbeitende Prägepresse zur Herstellung von Holzwerkstoffplatten mit strukturierten Oberflächen | |
| DE102007044161A1 (de) | Verfahren und Anlage zur Herstellung von Dämm- und/oder Schallschutzplatten aus Holzfasern im Trockenverfahren | |
| EP1608494B1 (fr) | Dispositif de vaporisation | |
| EP1508414A2 (fr) | Méthode et presse à plateaux simples ou multiples pour la fabrication des panneaux de fibres de bois, en particulier des panneaux OSB | |
| DE10037508B4 (de) | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten | |
| DE19835988B4 (de) | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten oder Furnierschichtplatten | |
| DE19854708A1 (de) | Verfahren, kontinuierlich arbeitende Presse und Etagenpresse zur Herstellung von Werkstoffplatten | |
| EP3976331B1 (fr) | Procédé et dispositif de préchauffage d'une natte de matière à presser | |
| DE102024001720B3 (de) | Verfahren zur Herstellung einer Werkstoffplatte sowie Werkstoffplatte und Verwendung einer Werkstoffplatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030304 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DIEFFENBACHER GMBH & CO. KG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DIEFFENBACHER GMBH + CO. KG |
|
| 17Q | First examination report despatched |
Effective date: 20070329 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50214380 Country of ref document: DE Date of ref document: 20100602 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100801 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100823 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110124 |
|
| BERE | Be: lapsed |
Owner name: DIEFFENBACHER G.M.B.H. + CO. KG Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110214 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120223 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50214380 Country of ref document: DE Representative=s name: ANTON HARTDEGEN, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 464987 Country of ref document: AT Kind code of ref document: T Effective date: 20110214 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50214380 Country of ref document: DE Representative=s name: HARTDEGEN, ANTON, DIPL.-ING.(FH), DE Effective date: 20121116 Ref country code: DE Ref legal event code: R081 Ref document number: 50214380 Country of ref document: DE Owner name: DIEFFENBACHER GMBH MASCHINEN- UND ANLAGENBAU, DE Free format text: FORMER OWNER: DIEFFENBACHER GMBH + CO. KG, 75031 EPPINGEN, DE Effective date: 20121116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110214 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130402 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50214380 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50214380 Country of ref document: DE Effective date: 20140902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140214 |