EP1225128A2 - Verpackungsmaschine - Google Patents
Verpackungsmaschine Download PDFInfo
- Publication number
- EP1225128A2 EP1225128A2 EP02075370A EP02075370A EP1225128A2 EP 1225128 A2 EP1225128 A2 EP 1225128A2 EP 02075370 A EP02075370 A EP 02075370A EP 02075370 A EP02075370 A EP 02075370A EP 1225128 A2 EP1225128 A2 EP 1225128A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- box
- objects
- transporting
- nozzles
- tubes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
- B65B35/52—Stacking one article, or group of articles, upon another before packaging building-up the stack from the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/34—Packaging other rod-shaped articles, e.g. sausages, macaroni, spaghetti, drinking straws, welding electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/265—Opening, erecting or setting-up boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
- B65B61/202—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents for attaching articles to the outside of a container
Definitions
- mastic cartridges have become a much-used article for both professional building contractors and DIY enthusiasts. These mastic cartridges, also known as mastic tubes, are packed in different quantities in boxes. These quantities are determined by the wishes of customers and are varied. Machines are commercially available which can make the packaging operations easier. These machines are however of complicated construction and therefore expensive. Many operations are also necessary.
- the present invention provides an apparatus for packing a number of objects into a box, comprising:
- the present invention provides for the performing of all packing operations in a straight line, whereby the machine lay-out is simple.
- a further preferred embodiment provides the fourth transporting means for transporting a folded-out box horizontally over the guide means in a straight line during filling and closing. Transport over the guide means by means of these transporting means is likewise an advantage which makes a simple lay-out possible.
- a further aspect of the invention is that the fourth transporting means also comprise clamping means for holding a folded-out box in folded-out and form-retaining manner by means of vertically clamping the box along two sides and holding it clamped during transport thereof.
- clamping means for holding a folded-out box in folded-out and form-retaining manner by means of vertically clamping the box along two sides and holding it clamped during transport thereof.
- the simple lay-out of this embodiment is possible because a folded-out full box is clamped in form-retaining manner by these transporting means during transport.
- the clamping holds a box firmly during transport in a straight line, whereby it is possible during the transport to seal and fasten the box.
- a further preferred embodiment provides that the clamping distance of the clamping means is variably adjustable for different box sizes.
- the apparatus can hereby be used for a plurality of box sizes while making use of the other advantages of the invention.
- One embodiment is further provided with folding means for folding shut flaps of the box while making use of the transporting movement of the fourth transporting means, and with sealing means for sealing a folded shut box.
- folding means for folding shut flaps of the box while making use of the transporting movement of the fourth transporting means and with sealing means for sealing a folded shut box.
- the sealing means can be embodied as adhesive means for sealing the box by making use of adhesive tape or glue. Placing of these sealing means along the guide means makes them very readily accessible, and replacing rolls of adhesive tape can therefore be carried out in very simple and easy manner.
- a preferred embodiment of the present invention is suitable for packing objects which are elongate and/or cylindrical objects. These may be for instance mastic cartridges or spray cans.
- a subsequent aspect of the invention provides an ordering device for ordering objects, comprising:
- the supporting means can then comprise two rows of support pins situated opposite each other and slidable in and out in the length direction of the objects, which pins:
- the holding means are two vertically placed parallel plates. During the ordering these plates hold fast those tubes which are not automatically held together by the pins. This is particularly the case for the outermost tubes of the second row of the already lifted row, as seen from below, and the two outermost tubes of the third row of the already lifted tubes, as seen from below, and so on.
- a further embodiment of the invention provides third transporting means comprising one or more exchangeable plates. Depending on the number of rows and the number of tubes per row, a different form of the plate which slides the tubes into the boxes is necessary. This need is met by using a different exchangeable plate per series of boxes.
- a further preferred embodiment of the invention provides fold-out means which are rotatable 180 on a rotation point. This provides the advantage that boxes with imprint can be fed into the apparatus from two sides, thus increasing the flexibility of use of the apparatus. These fold-out means are further provided with suction means for exerting force on the box for folding out purposes.
- a further preferred embodiment of the invention is a nozzle dispensing device for use with the apparatus, comprising:
- a further embodiment of the invention is a method for packing a number of objects in a box using the apparatus as claimed in one or more of the foregoing claims, comprising the following steps of:
- a further embodiment of the method comprises a step for transporting the box in one line by means of the fourth transporting means.
- a further embodiment of the method comprises a step for placing nozzles onto the mastic tubes by the device according to claim 17 during transport by the first transporting means.
- a further embodiment of the method comprises a step for sealing and/or adhesive fastening of the boxes during the movement of the fourth transporting means.
- a further preferred embodiment of the invention comprises a method for ordering the objects by means of the ordering means, comprising the following steps of:
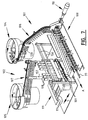
- a preferred embodiment is a mastic cartridge packing machine 1 which packages mastic cartridges fully automatically into boxes.
- a central guide rail 11 over which the boxes into which the mastic cartridges will be packed are displaced in horizontal direction from right to left.
- the guide rail is provided with small guide wheels over which the box can slide or roll in practically frictionless manner.
- transport suction cups (not shown) for supplying a box in the form of a blank. These transport suction cups are suitable for transporting a box from stack 6A to the filling and fold-out position 6B of the box. The box is here folded out using rotating fold-out suction cups 2.
- a transport rail 14 is arranged in the main line centrally between the guide rail. This transport rail serves to guide advancing and transporting arms 12 while making use of guide rail 13.
- stacking and ordering mechanism 3 This consists of a plate with positioning ribs 38, a mastic tube-feeding conveyor belt 33, a mastic tube-upholding assembly consisting of drive units 35 and 36 for driving mastic tube-upholding rods 31 and 32, mastic tube holding plates 37 and 38 and a slide plate 34 for sliding the stack of mastic tubes into the box.
- the operation hereof is as follows: the mastic tubes are fed over conveyor belt 33 onto positioning plate 38.
- Positioning plate 38 raises a predetermined quantity of mastic tubes corresponding to one layer in the box.
- the mastic tube upholding pins then slide toward each other, whereby the ends thereof slide some distance under the mastic tubes in the upper part of the interspace between the tubes, wherein the two mastic tube fixing plates 37 and 38 fix the outermost tubes between the adjacent tube lying thereagainst and the tube upholding rod lying thereagainst.
- the drive means 35 and 36 cause the horizontal displacement of the mastic tube upholding rods 31 and 32.
- tube sliding plate 34 slides the tubes into the box.
- a retaining plate (not shown) which ensures that tubes do not slide out of the box on the other side and that the tubes all slide equally far into the box.
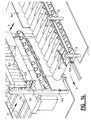
- Transporting arms 12 subsequently displace the box in horizontal direction through the box flap closing system 4.
- This system consists of the flap guiding rods 41,42 which taper towards each other in a V-shape and which are situated pairwise on either side of transport rail 11 at a height such that the tip of the V is situated in vertical direction in the middle of the box, or in any case at the height where the flaps come together when folded shut.
- V-shaped rods are suitable for closing the large outer flaps.
- flap pushing down arms 45,45 which are disposed on either side of the box guide rail 11 and which are driven by slide cylinders 46 for folding down the other two inner flaps.
- these other two flaps are held in place by the two inner flap guide plates 43, 44 up to the moment that the V-shaped outer flap closing rods 41 and 42 have pushed shut the outer flaps such that the box is closed.
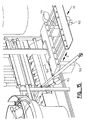
- the box then slides over the guide rail along the adhesive closing device 5.
- a roll of tape 51 is mounted on adhesive closing device 5 on either side of guide rail 11 at the height of the opening between the flaps of the box.
- the adhesive closing device 5 pushes the adhesive side of the tape against the box and, making use of the movement of the box over the guide rail caused by transporting arms 12, the tape is automatically adhered over the flaps. This takes place at the height of the main position 6C.
- this embodiment by displacing a box in only one horizontal direction, can perform quickly and efficiently all operations for packing the mastic cartridges into the box and closing thereof in one smooth movement over a single straight line.
- the box is tilted aside at the end of the guide rail 11 by means of a tilting member and comes to lie on a discharge conveyor belt 62 which carries the boxes away from the machine.
- FIG. 5A shows the fold-out means.
- Fold-out means 2 are arranged between guide rails 11.
- the fold-out means consist of suction cups 21 connected to rotating arms 22 which rotate on a shaft 24.
- Rotating arms 22 are driven by drive cylinder 23 which operates on the basis of compressed air.
- the box is situated at the filling and fold-out position 6B during these operations.
- the arms of the transporting means also clamp the box, whereby transport becomes possible and the box is made form-retaining during the operations of this packing machine. Once the box has been folded shut and closed, it will retain its form without the support of these clamping arms being necessary.
- Figure 5B shows the same components as in figure 5A, but now in a side view.
- figure 6 are shown the same components as in figure 5B, although here in a different position.
- the box fold-out means as shown in figures 5 and 6 make it possible to operate the machine from two sides in mirrored manner. This is advantageous when the feed of the boxes, and particularly the tubes, is difficult to change, for instance because of the lay-out of the company premises in which the packing machine is being employed. Because of this two-sided arrangement the box can be folded out from both sides, whereby the tubes can always be carried into the box with the correct orientation.
- the nozzles are added in nozzle adding device 100 while the nozzles are supplied on conveyor 33 which feeds the mastic tubes to the stacking and ordering mechanism 3.
- the nozzle adding device 100 is suitable for adding loose nozzles by means of loose nozzle adding device 102, these loose nozzles being placed in series of a suitable quantity in the recess between two successive mastic cartridges located on conveyor 33.
- Nozzle adding device 100 is further suitable for adding nozzles with clip, or clip nozzles, which are attached to short spouts situated on an end of the mastic cartridges by means of clip nozzle adding device 101.
- the nozzle adding device for loose nozzles 102 comprises a so-called vibrating pan 105 for bringing the loose nozzles into the correct orientation.
- Fixed to vibrating pan 105 is a guide 107 which guides the nozzles in the direction of the counting tubes 108 situated at the position of the end of guide 107.
- Counting tubes 108 are reciprocally displaceable via guide rails 156.
- placing tubes 109 On the underside of counting tubes 108 are situated placing tubes 109 which are tiltable.
- the loose nozzles are placed by means of placing tube 109 in the interspace between the successive mastic rubes or mastic cartridges. The further operation of this device is described with reference to figures 12-15.
- the placing device for clip nozzles 101 comprises a vibrating pan 104 which places the clip nozzles in a correct vertical orientation.
- Fixed to vibrating pan 104 is guide rail 120 which is provided with blow openings, to be further described below, for horizontal orientation of the nozzles with clip.
- Mounted on guide rail 120 is guide shaft 106 which guides the nozzles with clip to the correct placing position relative to the mastic tubes.
- On the end of guide rail 106 is placed pressing part 110 for pressing the nozzles with clip onto the spouts of the mastic tubes.
- FIG 9 shows the device for placing the nozzles with clip in more detail.
- the nozzles are supplied in a manner not shown to vibrating pan 104. It is recommended that a conveyor automatically feeds the nozzles with clip to the vibrating pan, wherein a sufficient quantity is constantly maintained in the vibrating pan, although the feed can also take place in other manner.
- the vibrating pan is set into vibration by means of a motor (not shown) mounted on the underside thereof, whereby the nozzles are transported from the underside of the vibrating pan upward along the spiral ledge 115 in the direction of arrow J. A uniform feed of nozzles is realized by this construction.
- a slot 112 is arranged in the top side of ledge 115 of vibrating pan 104.
- This slot 112 continues into guide rails 120,106 in order to supply the nozzles to press-on part 110. Nozzles which reach slot 12 in the direction of arrow J above ledge 115 will drop with their tip into the slot. If one or more nozzles are situated (stacked) in a nozzle located in slot 112, these will make contact with the pin 113 during the transport of the nozzles. The nozzles situated in a nozzle lying in slot 112 will be flicked out of the nozzle lying in slot 112 by the pin 113 and then drop back into vibrating pan 104. Pin 113 therefore serves to prevent further transport of double or multiple nozzles in slot 112.
- Figure 10 shows a detail of guide rail 120. Shown clearly is that slot 112 runs on into a slot of guide rail 120. Once the nozzles have acquired a correct vertical orientation in slot 112 of the vibrating pan, it is important that they also acquire a correct horizontal orientation. For the purpose of a correct operation of press-on unit 110, the correct horizontal orientation is such that the empty eye of the clip which has to be placed round the spout of the mastic tube is situated as seen in the transporting direction on the forward side of the nozzle. In order to achieve this it is important that nozzles with clip with an empty eye situated on the rear side when it leaves the vibrating pan 104 be rotated. This takes place at the position of guide rail 120.
- blow openings 121,122 are arranged at suitable position in relation to guide rail 120. From these blow openings is blown a suitable quantity of compressed air 3 which sets the nozzle with clip into rotation in the direction of arrow R. For the necessary forward movement of nozzles in guide rail 120 it is possible to provide further blow openings (not shown) with a suitable blowing direction.
- a clip which has been placed in the correct orientation overlaps the preceding nozzle. In this orientation the nozzles are transported further along guide rail 106.
- Nozzle counting part 134 is mounted on the underside of guide rail 106.
- this counting part causes the array of nozzles in guide rail 106, which are urged downward under the influence of the force of gravity, to move forward so that the bottom nozzle comes to lie on the available mastic tube such that the empty eye of the clip is located in front of the spout of the mastic tube.
- the clip of the bottom nozzle is then pressed on by press-on part 110.
- Force is herein exerted on the clip by means of press-on parts 125,126.
- U-shaped press-on part 125 presses on the lower edge 132 of the eye and rod-like press-on part 126 presses on the central part 133 of the clip.
- a mastic tube is positioned by the conveyor 33 sufficiently precisely relative to guide rail 106 and press-on part 110.
- the drive of the conveyor is provided for this purpose with a relatively advantageous three-phase motor which is controlled by means of an electronic control unit to cause accurate stopping of the conveyor so that a mastic tube is properly positioned.
- a high frequency (or voltage) of for instance 120 Hz (or Volt) is developed for 0.15 second which is then reduced again for 0.15 second to about 6 Hz (or Volt).
- the conveyor is carried to a position just short of the desired stopping position. Precise positioning then takes place during the final 0.1 second with the low frequency (or voltage) until the desired position has been reached.
- FIG 12 shows the vibrating pan 105 of the feed device for loose nozzles 102.
- This vibrating pan 105 is provided with a spiral-shaped edge 141 which runs upward and is provided on the top side with slot 142.
- the loose nozzles are transported upward in spiral manner along this edge by a vibration generated by a motor (not shown).
- a motor not shown
- the tips of the nozzles drop into the slot and are hereby correctly oriented vertically.
- Loose nozzles are not provided with a clip and do not therefore have to be oriented horizontally.
- a plurality of nozzles can also drop into slot 142 attached to one another.
- a blow nozzle 143 which blows compressed air obliquely upward. This compressed air blows excess nozzles out of the nozzle situated in slot 142.
- the loose nozzles are then transported along guide rail 107 in the direction of counting wheel 144.
- the forward speed is herein realized on the one hand by the force of gravity and on the other by compressed air blow nozzles (not shown).
- Sensor 147 is mounted on guide rail 107. This sensor 147 detects whether the feed of loose nozzles is sufficient. At the end of guide rail 107 the nozzles are held back by a counting pin pointing downward from counting wheel 144.
- Counting wheel 144 is driven by a suitable motor, such as for instance a stepping motor 148. This rotates the counting wheel in the direction of arrow G.
- a suitable motor such as for instance a stepping motor 148. This rotates the counting wheel in the direction of arrow G.
- counting tubes 108 are used to receive nozzles counted off and allowed through by means of counting wheel 144.
- Placing tubes 109 are used to carry counted nozzles into horizontal position and to guide the loose nozzles during placing on the mastic tubes.
- a checking step is herein carried out by sensor 146 by for instance a light measurement of a light interruption caused by a loose nozzle dropping past sensor 146 or by a nozzle actually being counted by the count wheel.
- Count tubes 108 then displace along guide rails 156 such that the following count tube is positioned at the location of guide chute 145.
- Count wheel subsequently rotates again so that three further loose nozzles are counted off and drop via guide chute 145 into the second count tube.
- three loose nozzles are placed in each of the following two count tubes.
- the twelve nozzles placed in count tubes 108 in this manner are held in place on the underside of count tube 108 by L-profile 151.
- This L-profile 151 is displaceable in horizontal direction as according to arrow F.
- the drive cylinder 162 which is driven by means of compressed air.
- the placing tubes 109 are rotatable on rotation shaft 154 (fig. 15).
- the placing tubes are further mounted on mounting plate 155 which is fixed to rotation shaft 154.
- the rotation on rotation shaft 154 is driven by compressed air cylinder 153.
- the twelve nozzles placed in count tubes 108 as described in the foregoing must be transferred from count tubes 108 to placing tubes 109.
- Placing tubes 109 are rotated for this purpose into vertical position.
- the L-profile 151 is then displaced whereby the underside of count tubes 108 is opened and the twelve nozzles (4 stacks of 3) drop downward out of the respective count tubes to the respective placing tubes 109 thereunder.
- Placing tubes 109 are subsequently rotated into horizontal position.
- mastic tubes without nozzles are supplied by conveyor 133 such that the spaces between five successive tubes are situated at the position of the openings of the filled placing tubes.
- Pusher rods 114 driven by compressed air cylinder 152, are then displaced in the direction of arrow D such that the pusher rods slide in length direction through the horizontally placed placing tubes.
- the four stacks of three nozzles each are herein pushed out of the placing tubes onto the mastic tubes.
- Pusher rods 114 are then moved back to a starting position as shown in figure 15.
- the mastic tubes thus provided with loose nozzles are further transported by the conveyor and are stacked and placed in boxes in the manner described in the foregoing.
- guide plate 160 guide rail 158 and guide rail 159.
- Guide rail 158 and guide plate 160 serve for an even guiding of the mastic tubes situated on conveyor 33 while they are being advanced in the direction of arrow A.
- Guide rail 159 is important during placing of nozzles with clip on the mastic tubes. As described in the foregoing, these nozzles are pressed vertically onto the mastic tubes. For the purpose of placing the mastic tubes in the boxes it is practical if the nozzles are situated in the intermediate spaces between the mastic tubes.
- Guide rail 159 urges the nozzles from their vertical position to an inclining position relative to the mastic tubes such that the nozzles are placed in this intermediate space between successive mastic tubes.
- nozzles with clips are shown in figures 14 and 15. These nozzles are shown here to elucidate the operation of guide rail 159. It should be noted that during processing of a determined batch of mastic tubes it is recommended to arrange either nozzles with clip or loose nozzles. In such a case nozzles with clips will of course not be present at the moment stacks of loose nozzles are being placed using placing tubes 109.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Closing Of Containers (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL1017176A NL1017176C1 (nl) | 2001-01-23 | 2001-01-23 | Verpakkingsinrichting. |
| NL1017176 | 2001-01-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1225128A2 true EP1225128A2 (de) | 2002-07-24 |
| EP1225128A3 EP1225128A3 (de) | 2002-12-11 |
Family
ID=19772782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02075370A Withdrawn EP1225128A3 (de) | 2001-01-23 | 2002-01-23 | Verpackungsmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1225128A3 (de) |
| NL (1) | NL1017176C1 (de) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1749752A1 (de) * | 2005-08-06 | 2007-02-07 | Hans Paal KG, Maschinenbau (GmbH & Co) | Verpackungsmaschine |
| EP2110315A1 (de) * | 2008-04-18 | 2009-10-21 | G.D. S.p.A | Schachtelpacker |
| WO2009150261A1 (es) * | 2008-06-12 | 2009-12-17 | Ulma Packaging Technological Center, S. Coop. | Equipo para envasar elementos cilíndricos |
| CN102826254A (zh) * | 2012-08-07 | 2012-12-19 | 武汉人天包装技术有限公司 | 一种工业炸药震源药柱的自动装箱设备以及工艺 |
| CN103129758A (zh) * | 2013-02-27 | 2013-06-05 | 扬州中欧工业机器人有限公司 | 软包装食品袋的全自动装箱系统 |
| CN104773320A (zh) * | 2015-04-16 | 2015-07-15 | 河北工业大学 | 一种多隔板纸箱装填设备 |
| CN105667889A (zh) * | 2016-02-25 | 2016-06-15 | 苏州佳世达电通有限公司 | 一种自动装箱设备 |
| CN105836220A (zh) * | 2016-05-12 | 2016-08-10 | 南昌大学 | 一种封胶贴单自动包装机 |
| CN107444701A (zh) * | 2017-08-08 | 2017-12-08 | 米多智能包装(昆山)有限公司 | 一种平行轨道式纸箱成型机 |
| CN107985675A (zh) * | 2018-01-05 | 2018-05-04 | 瑞安市博诚机械有限公司 | 打包堆叠机构 |
| CN108860797A (zh) * | 2018-05-31 | 2018-11-23 | 江苏浩明光电科技股份有限公司 | Led灯管全自动包装线包装箱成型机 |
| CN110294168A (zh) * | 2019-06-19 | 2019-10-01 | 河南格锐特智能制造有限公司 | 开箱装置、装箱装置、翻箱装置、开箱装箱打包流水线 |
| CN110884733A (zh) * | 2019-10-22 | 2020-03-17 | 广东金弘达自动化科技股份有限公司 | 一种珍珠棉包装设备 |
| CN111252306A (zh) * | 2020-03-24 | 2020-06-09 | 杭州申佳包装设备有限公司 | 自动开箱封底机 |
| CN114368515A (zh) * | 2021-12-31 | 2022-04-19 | 苏州富强科技有限公司 | 笔记本入箱装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2782695A (en) * | 1954-06-18 | 1957-02-26 | American Viscose Corp | Carton set-up machine |
| US3584434A (en) * | 1968-05-16 | 1971-06-15 | M & E Machinery Corp | Carton handling and loading method and machine |
| GB1335352A (en) * | 1969-12-19 | 1973-10-24 | Karlsruhe Augsburg Iweka | Packaging machines |
| US4067172A (en) * | 1977-01-28 | 1978-01-10 | Excel Engineering, Inc. | Carton set-up and loading machine |
| DE3415862A1 (de) * | 1984-04-28 | 1985-10-31 | Guschky & Tönnesmann GmbH & Co KG, 4000 Düsseldorf | Vorrichtung zum beipacken von ventilelementen in einem mit vorrats/dosierbehaeltern gefuellten verpackungsbehaelter |
| DE3607521A1 (de) * | 1985-05-03 | 1986-11-06 | Interdruck, Graphischer Großbetrieb Leipzig, DDR 7010 Leipzig | Vorrichtung zum aufrichten flachliegender kartons |
| NL9001287A (nl) * | 1990-06-07 | 1992-01-02 | Packland Procesmechanisatie Vo | Werkwijze en inrichting voor het in een doos verpakken van een aantal voorwerpen. |
| US5531661A (en) * | 1994-10-03 | 1996-07-02 | Riverwood International Corporation | Carrier sleeve erecting apparatus and method |
| DE19838076A1 (de) * | 1998-08-21 | 2000-02-24 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von (Groß-)Packungen |
| EP0995684A2 (de) * | 1998-10-21 | 2000-04-26 | IWK Verpackungstechnik GmbH | Vorrichtung zum Einschieben von Produkten in ein Verpackungsbehältnis |
-
2001
- 2001-01-23 NL NL1017176A patent/NL1017176C1/nl not_active IP Right Cessation
-
2002
- 2002-01-23 EP EP02075370A patent/EP1225128A3/de not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2782695A (en) * | 1954-06-18 | 1957-02-26 | American Viscose Corp | Carton set-up machine |
| US3584434A (en) * | 1968-05-16 | 1971-06-15 | M & E Machinery Corp | Carton handling and loading method and machine |
| GB1335352A (en) * | 1969-12-19 | 1973-10-24 | Karlsruhe Augsburg Iweka | Packaging machines |
| US4067172A (en) * | 1977-01-28 | 1978-01-10 | Excel Engineering, Inc. | Carton set-up and loading machine |
| DE3415862A1 (de) * | 1984-04-28 | 1985-10-31 | Guschky & Tönnesmann GmbH & Co KG, 4000 Düsseldorf | Vorrichtung zum beipacken von ventilelementen in einem mit vorrats/dosierbehaeltern gefuellten verpackungsbehaelter |
| DE3607521A1 (de) * | 1985-05-03 | 1986-11-06 | Interdruck, Graphischer Großbetrieb Leipzig, DDR 7010 Leipzig | Vorrichtung zum aufrichten flachliegender kartons |
| NL9001287A (nl) * | 1990-06-07 | 1992-01-02 | Packland Procesmechanisatie Vo | Werkwijze en inrichting voor het in een doos verpakken van een aantal voorwerpen. |
| US5531661A (en) * | 1994-10-03 | 1996-07-02 | Riverwood International Corporation | Carrier sleeve erecting apparatus and method |
| DE19838076A1 (de) * | 1998-08-21 | 2000-02-24 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von (Groß-)Packungen |
| EP0995684A2 (de) * | 1998-10-21 | 2000-04-26 | IWK Verpackungstechnik GmbH | Vorrichtung zum Einschieben von Produkten in ein Verpackungsbehältnis |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1749752A1 (de) * | 2005-08-06 | 2007-02-07 | Hans Paal KG, Maschinenbau (GmbH & Co) | Verpackungsmaschine |
| EP2110315A1 (de) * | 2008-04-18 | 2009-10-21 | G.D. S.p.A | Schachtelpacker |
| JP2009255988A (ja) * | 2008-04-18 | 2009-11-05 | G D Spa | 箱詰め機 |
| US8015782B2 (en) | 2008-04-18 | 2011-09-13 | G.D S.P.A. | Case packer |
| WO2009150261A1 (es) * | 2008-06-12 | 2009-12-17 | Ulma Packaging Technological Center, S. Coop. | Equipo para envasar elementos cilíndricos |
| CN102826254A (zh) * | 2012-08-07 | 2012-12-19 | 武汉人天包装技术有限公司 | 一种工业炸药震源药柱的自动装箱设备以及工艺 |
| CN102826254B (zh) * | 2012-08-07 | 2014-06-25 | 武汉人天包装技术有限公司 | 一种工业炸药震源药柱的自动装箱设备以及工艺 |
| CN103129758A (zh) * | 2013-02-27 | 2013-06-05 | 扬州中欧工业机器人有限公司 | 软包装食品袋的全自动装箱系统 |
| CN104773320A (zh) * | 2015-04-16 | 2015-07-15 | 河北工业大学 | 一种多隔板纸箱装填设备 |
| CN105667889A (zh) * | 2016-02-25 | 2016-06-15 | 苏州佳世达电通有限公司 | 一种自动装箱设备 |
| CN105836220A (zh) * | 2016-05-12 | 2016-08-10 | 南昌大学 | 一种封胶贴单自动包装机 |
| CN107444701A (zh) * | 2017-08-08 | 2017-12-08 | 米多智能包装(昆山)有限公司 | 一种平行轨道式纸箱成型机 |
| CN107444701B (zh) * | 2017-08-08 | 2023-02-24 | 米多智能包装(昆山)有限公司 | 一种平行轨道式纸箱成型机 |
| CN107985675A (zh) * | 2018-01-05 | 2018-05-04 | 瑞安市博诚机械有限公司 | 打包堆叠机构 |
| CN108860797A (zh) * | 2018-05-31 | 2018-11-23 | 江苏浩明光电科技股份有限公司 | Led灯管全自动包装线包装箱成型机 |
| CN110294168A (zh) * | 2019-06-19 | 2019-10-01 | 河南格锐特智能制造有限公司 | 开箱装置、装箱装置、翻箱装置、开箱装箱打包流水线 |
| CN110884733A (zh) * | 2019-10-22 | 2020-03-17 | 广东金弘达自动化科技股份有限公司 | 一种珍珠棉包装设备 |
| CN111252306A (zh) * | 2020-03-24 | 2020-06-09 | 杭州申佳包装设备有限公司 | 自动开箱封底机 |
| CN114368515A (zh) * | 2021-12-31 | 2022-04-19 | 苏州富强科技有限公司 | 笔记本入箱装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| NL1017176C1 (nl) | 2002-07-25 |
| EP1225128A3 (de) | 2002-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1225128A2 (de) | Verpackungsmaschine | |
| US6922970B2 (en) | Apparatus for automatically packaging products | |
| US6058679A (en) | Apparatus for packaging article groups | |
| RU2334668C2 (ru) | Устройство и способ изготовления упаковок для сосудов | |
| US5170610A (en) | Means for and methods of loading irregularly shaped objects into automatic packaging machines | |
| US6397567B1 (en) | Process and apparatus for producing (large) packs | |
| US7308779B2 (en) | Method and device for packing tubes | |
| CN114126970A (zh) | 用于将元件、优选纸箱布置在托盘上的包装机及其方法 | |
| CA2058898C (en) | Multi-lane infeed counter/bagger | |
| KR101125154B1 (ko) | 단위지함 정렬 장치 | |
| US6711882B1 (en) | Device for producing and withdrawing stacks of plastic bags, especially bags for automatic machines | |
| AU734507B2 (en) | A packing machine | |
| CN114174175A (zh) | 用于将产品包装在纸箱中的包装机及其方法 | |
| SE408882B (sv) | Anordning for inmatning och gruppering av foremal pa ett plant underlag | |
| EP0993405B1 (de) | Zuführmechanismus für kartons | |
| JP2005535519A (ja) | 蛇行形ループ状に配置された可撓性ウェブ、特に繊維ウェブを包装するためのシステム | |
| EP0846073B1 (de) | Einsetzvorrichtung | |
| JPS591329A (ja) | 自動弁袋配置機 | |
| JP2000335732A (ja) | 物品の集積供給装置 | |
| WO2024165984A1 (en) | Apparatus and method for sorting randomly fed closing elements of different types or formats | |
| CA1040914A (en) | Method and apparatus for opening folded box blanks | |
| JPH07130588A (ja) | コンデンサ用タブ端子自動詰替装置 | |
| JPH0317698B2 (de) | ||
| JP2000296803A (ja) | 缶蓋体の自動袋詰め装置 | |
| JPH10236422A (ja) | 物品の位置決め装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17P | Request for examination filed |
Effective date: 20030611 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20040126 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060817 |