EP1148007A1 - Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten - Google Patents
Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten Download PDFInfo
- Publication number
- EP1148007A1 EP1148007A1 EP00810340A EP00810340A EP1148007A1 EP 1148007 A1 EP1148007 A1 EP 1148007A1 EP 00810340 A EP00810340 A EP 00810340A EP 00810340 A EP00810340 A EP 00810340A EP 1148007 A1 EP1148007 A1 EP 1148007A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gripping
- gripping means
- grippers
- printed products
- gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/08—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers
- B65H5/12—Revolving grippers, e.g. mounted on arms, frames or cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/08—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers
- B65H5/14—Details of grippers; Actuating-mechanisms therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/32—Saddle-like members over which partially-unfolded sheets or signatures are fed to signature-gathering, stitching, or like machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44714—Grippers, e.g. moved in paths enclosing an area carried by rotating members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4479—Saddle conveyor with saddle member extending in transport direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/40—Toothed gearings
- B65H2403/48—Other
- B65H2403/481—Planetary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/13—Thickness
Definitions
- the invention relates to a device according to the preamble of Claim 1.
- a device of the type mentioned is in the prior art from EP 0 771 675 A1 of the applicant.
- This device has a clamping device, the one circular orbit describes and in the course of one each
- the printed product is captured and lifted from a conveyor chain in a stable position and feeds another processing device.
- This Device is used in particular in saddlestitchers and has proven itself in itself. Such devices are also called Referred to expenses.
- Another device of this type is known from US-A-4,482,141.
- the Printed products gripped securely by the grippers and stable in position be lifted off the conveyor.
- the ones to be withdrawn Printed products can vary in thickness.
- the invention has for its object a device to create the type mentioned, with the also very different thick printed products safer, faster and with less adjustment work can be edited.
- the invention is in accordance with a generic device Characteristic of claim 1 solved.
- control means for the movement of the Gripping means provided to adapt to the thickness of the Print products are convertible during the run.
- the clamping force of the gripping means adapt exactly to the thickness of each printed product.
- the movement can be changed during the run, even with high funding a change so possible that one after the other printed products of very different thicknesses without interruption can be edited.
- the Closing movement by changing the thickness of the Print product to be adjusted. For example, a Print product with a thickness of 1 mm, for example, and then one with a thickness of 20 mm each with optimal clamping force.
- control means with mechanical means very quickly for example within 100 milliseconds can be changed.
- two grippers controlled by a lever having a roller that is pressed onto a control curve of a cam ring.
- this cam ring With a cam disc, this cam ring becomes horizontal in the barrel shifted such that the location of the control curve to change.
- This cam ring is moved preferably with another control disc, which also has a control cam and the cam levers fixed to the frame is adjustable in the run.
- the adjustment takes place in accordance with its development of the invention preferably with two cam levers, for example are pivotable by means of a pneumatic drive.
- a such pivoting can happen very quickly and accurately due to a Signals occur, for example a thickness measurement by means of a sensor.
- a radial rotary movement of a control disc in implemented an axial movement of a cam ring.
- the device 1 shown in FIG. 1 has a plate 18 on which is attached to a frame 71 and one Gripping device 66 is rotatably mounted.
- the gripping device 66 uses a drive belt 72, the gripping device 66 in the directions of arrows 21 about a horizontal drive axis A driven.
- the gripping device 66 has a carrier 70 on, which consists essentially of a hexagonal flange 19 and there are two bearing plates 23.
- Each bearing plate 23 is as Gripper arm 67 and 68 formed.
- Each gripper arm 67 or 68 has two grippers 24 with which one printed product 4 each of a collection chain 3 or one similar conveyor device recorded and stable position a further conveyor 17 can be passed.
- This only indicated conveying member 17 is for example a wheel, this is not a printed product 4 ', for example, with one here shown clamping device summarizes and transported.
- the collecting chain 3 has a flexible, endless chain 2, which has drivers 5 at regular intervals, with which the printed products 4 astride in a manner known per se be promoted.
- Figure 1 is the arrow 12 Direction of rotation of chain 2 indicated.
- the chain 2 is only here shown in sections. So that the printed products 4 a fold 4a, they are each in Pushed in the direction of arrow 11 onto a so-called sword 13. This sword 13 immediately follows on the upper side two recesses 14.
- the grippers 24 open during the transfer and release the printed product 4 '.
- the grippers 24 each have at a front free end a jaw 73, that according to FIG. 8a for holding a printed product 4 in Direction of arrows 74 are movable against each other.
- the two Gripper arms 67 and 68 each have, as shown in Figure 1 two grippers 24.
- the two grippers 24 of a gripper arm 67 and 68 are each rotatable about a horizontal axis B. and will rotate the carrier 70 in the opposite direction each rotated about the axis B so that the grippers 24 always are aligned vertically according to FIG.
- the jaws 73 a pair of grippers 24 are thus always on a horizontal Line and are therefore always at the same distance from the Fold 4a of the printed products 4 to be detected.
- an intermediate gear 26 is rotatable on each bearing plate 23 stored, that according to Figure 2 with a central gear 28 and an outer gear 27 meshes.
- the central Gear 28 is arranged coaxially with the drive axis A and non-rotatably connected to the bearing plate 18. Located in Figure 1 the central gear 28 is behind the flange 19 and not visible here. Is the gripping device 66 in FIG. 1 driven counterclockwise according to arrows 21, see above inevitably the idler gears 26 also rotate counterclockwise, as indicated in Figure 2 by arrow 29. The outer gears 27, however, rotate clockwise, as indicated in Figure 2 by arrow 30. The According to FIG.
- gear wheels 27 are each via a hollow shaft 61 firmly connected to two bearing plates 38 which are spaced apart are arranged and on which an upper according to Figure 2 Shaft 33 and a lower shaft 34 are mounted.
- the hollow shafts 61 each pass through one of the two bearing plates 23 and are each provided with a bearing 53 according to FIG. 6 rotatably mounted.
- each of the bearing plates 38 upper shaft 33 and a lower shaft 34 rotatably supported.
- On the upper shaft 33 are two upper spaced from each other Gripping arms 24a attached. To attach them to this upper arms 24a each have a clamping part 35 attached.
- On the upper shaft 33 is also a rotationally fixed tooth segment 36, the is arranged between the two bearing plates 38 and with a gear 37 meshes, which is also rotatably on the lower Wave 34 sits.
- the two axes 33 and 34 are thus over the toothed segment 36 and the gear 37 are operatively connected to one another.
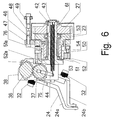
- the opening ring 52 and the closing ring 51 are according to the Figures 5 and 6 arranged on a flange 50 which on a Bearing sleeve 54 horizontally or axially displaceably mounted is, as indicated in Figure 6 by the double arrow 76.
- a control disc on this 46 rotatably mounted, the end face of a curved surface 46a, which with a curve 60a of another control disk 60 interacts, as FIG. 5 shows in particular.
- the control disk 46 is turned, the cam disk 60 and thus flange 50 axially in the directions of the double arrow 76 postponed.
- the drive 8 is, for example pneumatic drive.
- Another is conceivable here Drive for example, an electric drive with a Electric motor.
- the curve 64a can the cam plate 46 in the counterclockwise direction be rotated.
- the control disk 46 can be rotated clockwise. This Rotational movements always take place when the two grippers 24 are located approximately in the position shown in FIG. In In this position, the grippers 24 are open, as shown in FIG 8a. After this position, i.e. after the Roller 49 has passed through the two cam levers 63 and 64, the corresponding grippers 24 when reaching the two Recesses 14 closed.
- the opening ring 52 Since now opening as mentioned above by rolling off the outer of the two rollers 40 the opening ring 52 is done by the axial position this opening ring 52 the opening width of the corresponding Gripper 24 influenced.
- the opening ring 52 is in Figure 6 comparatively far left, the two are in pairs Gripper 24 opened by a comparatively small angle.
- the opening ring 52 is located in FIG. 6 further to the right, the two grippers 24 with a larger one Angle open.
- the closing movement will influenced by the axial position of the locking ring 51.
- the gripper arms 24a and 24b When clamping, the gripper arms 24a and 24b are biased against the Disc springs 32 tensioned. When exceeding one the gripping arms 24a and 24b are predetermined clamping force the clamping parts 35 and 35a pivoted and the plate springs pressed together.
- FIG. 8a to 8c schematically show the clamping differently thicker printed products 4, 4 'or 4' '.
- the gripping arms 24a and 24b according to FIG. 8a in the directions the arrows 74 moved against each other.
- This closing movement is controlled by the locking ring 51 or by the Control cam 51a on which the outer of the two rollers 40 expires.
- the two gripper arms 24a and 24b at a comparatively short distance C. brought, as Figure 8b shows.
- the locking ring 51 in FIG. 6 comparatively far to the left moved and the spring 42 comparatively strongly tensioned.
- the opening ring 52 and the closing ring 51 positioned with each pass through the two control levers 63 and 64 can also be immediately following Print products 4 have very different thicknesses.
- the Opening size C or the clamping force is optimal in every case set. Because the changeover is mechanically and positively controlled extremely fast changeover is possible, for example within 100 milliseconds or less.
- the change is based on a thickness measurement of a Measuring means 6, which is arranged according to FIG. 1 in front of the sword 13 and has, for example, a sensor.
- the measured value is transmitted to a controller 7, which corresponds to the Drive 8 controls.
- the device 1 according to the invention is preferably a so-called Delivery for a saddle stitcher, but there are also other applications conceivable, in which printed products 4 in the run collected and delivered stable to another device become.
- the gripping device 66 is about the drive axis A rotated by 360 °. This rotation is with the Chain 2 run synchronized.
- the axes B describe during of such a cycle a circle with the center the drive axis A.
- a printed product is detected approximately in the six o'clock position.
- the printed product is released shortly afterwards in the three o'clock position.
- the opening ring 52 is thus active in both positions.
- the opening ring 52 and the closing ring 51 are changed over in the area of curves 63a and 64a and thus approximately in Nine o'clock position.
- the locking ring 51 then becomes active and closes the grippers 24 as soon as the recesses 14 of the sword 13 have reached.
- the cam levers 63 and 64 are only changed over when a printed product 4 with a thickness is detected by the measuring means 6 which has a different thickness than the previous one Printed product. The changeover will take place at the latest when the roller 49 between the two cam levers 63 and 64 located.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Discharge By Other Means (AREA)
Abstract
Description
- Fig. 1
- eine Ansicht der erfindungsgemässen Vorrichtung,
- Fig. 2
- eine Teilansicht der Vorrichtung gemäss Figur 1,
- Fig. 3
- eine räumliche Ansicht des in Figur 2 gezeigten Teils der Vorrichtung,
- Fig. 4
- eine Ansicht einer Greifvorrichtung,
- Fig. 5
- ein Schnitt entlang der Linie V-V der Figur 2,
- Fig. 6
- ein vertikaler Schnitt durch die Greifvorrichtung gemäss den Figuren 2 und 3,
- Fig. 7
- eine Teilansicht der erfindungsgemässen Vorrichtung und
- Fig. 8a bis 8c
- schematisch das Greifen von Druckprodukten mittels eines Greifers.
Claims (16)
- Vorrichtung zur Entnahme von durch eine Fördervorrichtung (3) in regelmässigen Abständen rittlings transportierten Druckprodukten (4), mit einer rotierend angetriebenen Greifvorrichtung (66) mit gesteuerten Greifmitteln, die ein Druckprodukt (4) an der Fördervorrichtung (3) im Falzbereich erfassen und lagestabil abheben, dadurch gekennzeichnet, dass die für die Schliessbewegung und/oder Öffnungsbewegung der Greifmittel vorgesehenen Steuermittel (46 - 49, 60, 63, 64) zur Anpassung an die Dicke (D) der Druckprodukte (4) im Lauf umstellbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Greifmittel wenigstens einen Greifer (24) mit zwei Greifarmen (24a, 24b) aufweisen, wobei diese Greifarme (24a, 24b) zum Öffnen und Schliessen jeweils gleichzeitig verschwenkt werden.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die beiden Greifarme (24a, 24b) jeweils an einem oberen Ende fest mit einer Welle (33, 34) verbunden sind.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die beiden Wellen (33, 34) mittels sich kämmender Zahnräder bzw. Zahnsegmente (36, 37) miteinander in Eingriff sind, derart, dass eine Drehbewegung der einen Welle (34) zwangsweise eine Drehbewegung der anderen Welle (33) bewirkt.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Greifmittel jeweils zwei im Abstand zueinander angeordnete Greifer (24) aufweisen und diese paarweise angeordneten Greifer (24) gleichzeitig ein Druckprodukt (4) erfassen.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Greifmittel jeweils an einem Greiferarm (67, 68) gelagert sind und zur konstanten Ausrichtung der Greifmittel über Zahnräder (26, 27) mit einem stillstehenden zentralen Zahnrad (28) in Eingriff sind.
- Vorrichtung nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, dass die Greifarme (24a, 24b) mittels Tellerfedern (32) jeweils an ein Klemmteil (35, 35a) angepresst werden.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass ein Zwischenzahnrad (26) an einer Lagerplatte (23) drehbar gelagert ist und dass dieses Zwischenzahnrad (26) mit dem genannten zentralen Zahnrad (28) und einem äusseren Zahnrad (27) kämmt.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Steuermittel eine drehbar gelagerte Steuerscheibe (46) aufweisen, die bei jedem Zyklus an verstellbaren Kurven (64a, 63a) im Lauf verdrehbar ist und dass diese Drehbewegungen in eine achsiale Verschiebung (76) eines Öffnungsringes (52) und/oder Schliessringes (51) umgesetzt wird.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Kurven (64a, 63a) einen Durchlaufkanal bilden und mittels eines Antriebes (8) entsprechend der Dickenmessung eines Messmittels (6) verstellbar sind.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass der Antrieb (8) ein pneumatischer oder motorischer Antrieb ist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Greifmittel zum Öffnen und Schliessen mittels Rollen (4) gesteuert werden, die auf wenigstens einer kreisförmigen Kurve (51a, 52a) abrollen.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Rollen (40) federnd an die Kurven (51a, 52a) angepresst werden.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Rollen (40) mittels einer Spiralfeder (42) angepresst werden.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die Spiralfeder (42) in einer als Hohlwelle (61) ausgebildeten Drehachse der Greifmittel angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 15, mit einem in der Förderebene der Druckprodukte (4) am Abgabeende der Greifmittel angeordneten Weiterförderorgan (17), dadurch gekennzeichnet, dass das dem Greifmittel zugewandte Erfassungsmittel des Weiterförderorgans (17) zwischen zwei Greifern (24) angeordnet ist.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50003099T DE50003099D1 (de) | 2000-04-19 | 2000-04-19 | Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten |
| EP00810340A EP1148007B1 (de) | 2000-04-19 | 2000-04-19 | Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten |
| US09/827,703 US6616139B2 (en) | 2000-04-19 | 2001-04-06 | Device for removing printed products transported uniformly spaced on a transport device |
| JP2001121217A JP4776086B2 (ja) | 2000-04-19 | 2001-04-19 | 搬送装置上を規則的な間隔をおいて搬送される印刷製品を取り出す装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00810340A EP1148007B1 (de) | 2000-04-19 | 2000-04-19 | Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1148007A1 true EP1148007A1 (de) | 2001-10-24 |
| EP1148007B1 EP1148007B1 (de) | 2003-07-30 |
Family
ID=8174660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00810340A Expired - Lifetime EP1148007B1 (de) | 2000-04-19 | 2000-04-19 | Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6616139B2 (de) |
| EP (1) | EP1148007B1 (de) |
| JP (1) | JP4776086B2 (de) |
| DE (1) | DE50003099D1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1661833A1 (de) * | 2004-11-26 | 2006-05-31 | Ferag AG | Verfahren und Vorrichtung zum Verarbeiten von Druckereierzeugnissen |
| EP1711421A1 (de) * | 2004-02-04 | 2006-10-18 | Goss International Americas, Inc. | Signaturtransportvorrichtung |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6736061B2 (en) | 2002-05-24 | 2004-05-18 | Heidelberger Druckmaschinen Ag | Rotary signature transfer device |
| US6789793B2 (en) | 2002-05-24 | 2004-09-14 | Heidelberger Druckmaschinen Ag | Rotary signature transport device |
| US7192027B2 (en) * | 2004-04-07 | 2007-03-20 | Goss International Americas, Inc. | Signature transport device |
| US7922226B2 (en) * | 2006-07-10 | 2011-04-12 | Goss International Americas, Inc. | Compensating gripper with independent gripper adjustment |
| US7530564B2 (en) * | 2006-07-10 | 2009-05-12 | Goss International Americas, Inc. | Opposing link gripper |
| US7631914B2 (en) * | 2006-07-10 | 2009-12-15 | Goss International Americas, Inc. | Adjustable gripper pad with eccentric bore |
| US8393620B2 (en) | 2006-08-03 | 2013-03-12 | Goss International Americas, Inc. | Transport device including an actuating tape nip |
| JP6823505B2 (ja) * | 2017-03-09 | 2021-02-03 | 本田技研工業株式会社 | 関節構造体、ハンド装置、ロボットアーム及びロボット |
| KR101987628B1 (ko) * | 2018-08-08 | 2019-06-11 | 알티올테크놀로지 주식회사 | 운송장 자동 투입 장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4307712C1 (de) * | 1993-03-11 | 1994-02-17 | Silvia Dussmann | Greifereinrichtung |
| EP0771675A1 (de) * | 1995-11-03 | 1997-05-07 | Grapha-Holding Ag | Vorrichtung zur Entnahme von rittlings transportierten Druckprodukten |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3026989A (en) * | 1959-08-17 | 1962-03-27 | Afico Sa | Machine for loading articles from the top and for transferring said articles |
| US4482141A (en) | 1982-09-22 | 1984-11-13 | Stobb, Inc. | Method and apparatus for conveying folded sheets using orbitally gripping and releasing clamp pads |
| US4746007A (en) * | 1986-02-20 | 1988-05-24 | Quipp Incorporated | Single gripper conveyor system |
| JPH0263988A (ja) * | 1988-08-31 | 1990-03-05 | Yamaha Motor Co Ltd | フロントフォークカバー |
| US5374093A (en) * | 1991-12-10 | 1994-12-20 | Am International Inc. | Gripper assembly |
| US5261520A (en) * | 1992-11-04 | 1993-11-16 | Am International, Inc. | Custodial book transfer system |
| ES2101187T3 (es) * | 1992-12-02 | 1997-07-01 | Ferag Ag | Pinza para un dispositivo de transporte para el transporte de productos de imprenta de una o de varias hojas. |
| DE59501115D1 (de) * | 1994-03-24 | 1998-01-29 | Ferag Ag | Vorrichtung zum Zubringen von flächigen Erzeugnissen zu einer Verarbeitungseinrichtung für Druckereiprodukte |
| NL1003057C2 (nl) * | 1996-05-07 | 1997-11-10 | Greefs Wagen Carrosserie | Inrichting en werkwijze voor het aan-, afvoeren en overbrengen van voorwerpen, zoals vruchten. |
| CH692617A5 (de) * | 1998-02-27 | 2002-08-30 | Ferag Ag | Vorrichtung zum Verarbeiten von flexiblen, flächigen Erzeugnissen. |
| US6227588B1 (en) * | 1999-02-17 | 2001-05-08 | Heidelberger Druckmaschinen Aktiengesellschaft | Gripper assembly |
-
2000
- 2000-04-19 EP EP00810340A patent/EP1148007B1/de not_active Expired - Lifetime
- 2000-04-19 DE DE50003099T patent/DE50003099D1/de not_active Expired - Lifetime
-
2001
- 2001-04-06 US US09/827,703 patent/US6616139B2/en not_active Expired - Lifetime
- 2001-04-19 JP JP2001121217A patent/JP4776086B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4307712C1 (de) * | 1993-03-11 | 1994-02-17 | Silvia Dussmann | Greifereinrichtung |
| EP0771675A1 (de) * | 1995-11-03 | 1997-05-07 | Grapha-Holding Ag | Vorrichtung zur Entnahme von rittlings transportierten Druckprodukten |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1711421A1 (de) * | 2004-02-04 | 2006-10-18 | Goss International Americas, Inc. | Signaturtransportvorrichtung |
| EP1711421A4 (de) * | 2004-02-04 | 2009-08-05 | Goss Int Americas Inc | Signaturtransportvorrichtung |
| US7748517B2 (en) | 2004-02-04 | 2010-07-06 | Goss International Americas, Inc. | Signature transport device |
| US8061702B2 (en) | 2004-02-04 | 2011-11-22 | Goss International Americas, Inc. | Signature transport device |
| EP1661833A1 (de) * | 2004-11-26 | 2006-05-31 | Ferag AG | Verfahren und Vorrichtung zum Verarbeiten von Druckereierzeugnissen |
| US7455171B2 (en) | 2004-11-26 | 2008-11-25 | Ferag Ag | Method and apparatus for processing printed articles |
Also Published As
| Publication number | Publication date |
|---|---|
| US6616139B2 (en) | 2003-09-09 |
| JP4776086B2 (ja) | 2011-09-21 |
| JP2002003040A (ja) | 2002-01-09 |
| DE50003099D1 (de) | 2003-09-04 |
| US20010032774A1 (en) | 2001-10-25 |
| EP1148007B1 (de) | 2003-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2415700A2 (de) | Vorrichtung zur Ausrichtung eines flächigen Produkts | |
| EP1148007B1 (de) | Vorrichtung zur Entnahme von auf einer Fördervorrichtung in regelmässigen Abständen transportierten Druckprodukten | |
| DE19906202A1 (de) | Vorrichtung zum Verarbeiten von flexiblen, flächigen Erzeugnissen | |
| EP0606549A1 (de) | Vorrichtung zum Transportieren von flächigen Erzeugnissen | |
| DE19608195C1 (de) | Schälmaschine | |
| EP0210494B1 (de) | Vorrichtung zum Sammeln von gefalzten Druckbogen | |
| EP0771675A1 (de) | Vorrichtung zur Entnahme von rittlings transportierten Druckprodukten | |
| EP0218804B1 (de) | Vorrichtung zum Übernehmen und Wegführen von gefalzten Druckbogen von einer Fördereinrichtung | |
| EP2100839B1 (de) | Fördervorrichtung für die Uebernahme und Weitergabe von Druckprodukten | |
| EP3115325B1 (de) | Vorrichtung und verfahren zum bilden eines stapels aus werbemittelzusammenstellungen | |
| EP0232553B1 (de) | Einrichtung zum Aufwickeln eines kontinuierlich anfallenden Schuppenstromes von biegsamen Flächengebilden zu einem Wickel | |
| EP0863099B1 (de) | Einrichtung zum Vereinzeln gestapelter Druckereiprodukte | |
| DE2558162C2 (de) | Vorrichtung zum seitlichen Strecken einer Bahn aus Textilmaterial oder dergleichen | |
| CH696538A5 (de) | Signaturenübergabevorrichtung. | |
| DE3146931A1 (de) | Vorrichtung fuer den vorschub von stabmaterial | |
| EP3187439A1 (de) | Zangengeber | |
| EP0903308B1 (de) | Zellenrad zur Uebergabe von Gegenständen von einem ersten Fördermittel an ein zweites Fördermittel | |
| EP2418164B1 (de) | Verfahren und Einrichtung zum Zusammenbringen von flächigen Produkten mit weiteren flächigen Produkten und Vorrichtung zum Fördern von flächigen Produkten, insbesondere Druckereiprodukten | |
| EP1862274A1 (de) | Einrichtung zum Bearbeiten von Druckprodukten | |
| DE2109709A1 (de) | Verfahren und Vorrichtung zum Übergeben von Werk stucken von einem Forderer an einen folgenden, insbeson dere von Packmaterialzuschmtten bei Packmaschinen | |
| DE69702108T2 (de) | Verfahren und Apparat zur kontaktlosen Verzögerung von flachen Produkten | |
| DE971961C (de) | Walzenstreckmaschine | |
| DE1228504B (de) | Verfahren und Vorrichtung zum Herstellen der Boeden von Klotzbodenbeuteln | |
| DE307328C (de) | ||
| EP1285871A1 (de) | Ausleger zur Entnahme von gefalzten Druckprodukten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020122 |
|
| 17Q | First examination report despatched |
Effective date: 20020425 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50003099 Country of ref document: DE Date of ref document: 20030904 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031117 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120425 Year of fee payment: 13 Ref country code: FR Payment date: 20120510 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120424 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170412 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170721 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50003099 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |