EP1129802B2 - Verfahren zur Steuerung der Pressskraft beim Pressen von Metallpulver - Google Patents
Verfahren zur Steuerung der Pressskraft beim Pressen von Metallpulver Download PDFInfo
- Publication number
- EP1129802B2 EP1129802B2 EP01104107A EP01104107A EP1129802B2 EP 1129802 B2 EP1129802 B2 EP 1129802B2 EP 01104107 A EP01104107 A EP 01104107A EP 01104107 A EP01104107 A EP 01104107A EP 1129802 B2 EP1129802 B2 EP 1129802B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ram
- predetermined
- compressive force
- die
- compact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 15
- 238000003825 pressing Methods 0.000 title abstract description 33
- 239000002184 metal Substances 0.000 title abstract description 11
- 238000009702 powder compression Methods 0.000 title 1
- 239000000843 powder Substances 0.000 claims abstract description 9
- 238000005245 sintering Methods 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 230000002441 reversible effect Effects 0.000 claims 2
- 230000001105 regulatory effect Effects 0.000 claims 1
- 239000011159 matrix material Substances 0.000 abstract 1
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the invention relates to a method for the production of pressed parts, in particular of cutting inserts made of hard metal, by pressing of metal powder and subsequent sintering of the compact according to claim 1.
- z. B. for carbide inserts is the maintenance of a predetermined total height between the insert seat and at least one cutting edge having a predetermined distance from the insert seat.
- EP-A-0 358 770 is a method for the production of pressed parts by pressing metal powder has become known, in which the stamp are driven to a pressing force end value. To operate the stamp an electric motor operated spindle drive is used.
- the invention has for its object to provide a method for producing carbide inserts by pressing and sintering of the compact, in particular indexable inserts, which is simpler than the last-described known method and yet leads to excellent results.
- the lower punch in this case occupies a filling position.
- the lower punch is first moved to a slightly lower position, so that a slight oversupply is filled, after which then the lower punch occupies the final filling position and is stripped with the help of the filling shoe ejected from the die bore rest.
- upper punch and lower punch are moved to a predetermined first or second position, with a certain compressive force can already be applied.
- the position of the upper punch at the approached first position corresponds to the upper edge of the compact.
- a further adjustment of the lower punch only. In this adjustment, the pressing forces are continuously measured, the feed movement from the lower punch along a predetermined setpoint curve for the pressing force over time and is terminated when the pressing force has reached a predetermined maximum value.
- the predetermined maximum value for the pressing force is determined by previous attempts. First of all, it is determined which compression the metal powder is to receive, in order then to be exposed to the sintering process. Then it is examined how large the filling amount must be so that when applying a predetermined pressing force a certain height of the compact is reproducibly achieved. Becomes therefore switched off in the inventive method at a predetermined pressing force, then it can be assumed that the predetermined height of the compact has been achieved. In this way, a given density of the compact is achieved even with certain Greschwankept. Since filling fluctuations of the compact are not completely ruled out, it is preferable to proceed in such a way that given existing tolerances in case of doubt, there is a certain degree of oversight when switching off for a given pressing force value. If excessive, the compact is processed, preferably by grinding, to bring it to the predetermined height or thickness.
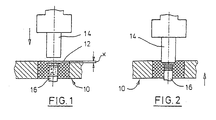
- a die 10 is shown, whose bore has a mold cavity 12, which is conical in cross-section. With the aid of such a mold cavity 12, a compact can be produced, which is used as an insert, for example, a clearance angle insert.
- the upper edge of the mold cavity 12 from the upper edge of the die 12 has a distance x.
- an upper punch 14 and below the die 10, a lower punch 16 is indicated.
- the punches 14, 16 are suitably operated by hydraulic cylinders. These are so controllable (not shown) that they apply a desired force. In addition, they can be speed controlled to produce a desired force-time curve.
- the lower punch 16 When filling the die bore, the lower punch 16 has a predetermined filling position. Its position determines the filling quantity.
- the lower punch 16 is moved into the die bore, wherein the upper punch 14 so far hineinafter that it comes to rest on the top of the mold cavity 12.
- the entry depth into the die bore thus corresponds to the dimension x.
- the lower punch 16 is also moved to a predetermined position, such as in Fig. 2 is shown. This is already an injection process. Subsequently, the lower punch 16 is moved further until a predetermined pressing force has been reached.
- the pressing force is such that, for a given filling quantity, the height of the compact to be formed (not shown) corresponds to the desired height. If the desired height or thickness has not yet been reached, it is necessary after sintering to edit the plate thus formed to the desired level, for. B. to grind. Therefore, care must be taken to avoid that a compact is formed with undersize in the method described.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Punching Or Piercing (AREA)
- Coating Apparatus (AREA)
Description
- Die Erfindung bezieht sich auf ein Verfahren zur Herstellung von Preßteilen, insbesondere von Schneidplatten aus Hartmetall, durch Pressen von Metallpulver und anschliessendes Sintern des Preßlings nach dem Patentanspruch 1.
- Es ist bekannt, Formteile aus Hartmetall, Keramik, Sintermetall oder dergleichen mit Hilfe von Pressen herzustellen. Das pulverförmige bzw. granuläre Material ist so bereit zu stellen, daß bei einem angewandten Preßdruck der Preßling eine homogene Struktur bekommt und sich sintern läßt. Eine übliche Formgebung ist das sogenannte Direktpressen in entsprechend ausgeführten Preßformen oder Matrizen, denen ein Ober- und Unterstempel zugeordnet sind. Entsprechend dem jeweiligen Preßdruck ergibt sich beim Preßling eine unterschiedliche Dichte. Preßlinge mit geringerer Dichte schwinden beim Sintern jedoch stärker als Preßlinge mit höherer Dichte. Durch unterschiedlich einstellbare Preßwege für Ober- und Unterstempel wird versucht, Dichteabweichungen zu minimieren. Andererseits können unterschiedliche Dichten in der Praxis durch unterschiedliche Preßkräfte entstehen, die wiederum bei gleicher Höhe der Preßlinge, z. B. durch Füllschwankungen, die bis zu einigen Prozenten gehen, hervorgerufen werden. Erschwerend bei der Herstellung von Preßlingen, z. B. für Hartmetallschneidplatten, ist das Einhalten einer vorgegebenen Gesamthöhe zwischen Plattensitz und mindestens einer Schneidkante, die einen vorgegebenen Abstand zum Plattensitz aufweist.
- Aus
DE 42 09 787 ist bekannt geworden, eine möglichst gleichmäßige Dichte z. B. innerhalb einer Charge zu erreichen, indem die Preßkraft gemessen und anschließend eine Korrektur über die Füllung für die nachfolgenden Preßlinge vorgenommen wird. - Aus
DE 197 17 217 ist ferner bekannt geworden, abhängig von der Geometrie des Preßlings und des Ausgangsmaterials während der Kompression für einen Preßstempel ein gewünschtes Kraft-Weg-Diagramm (Sollkurve) zu ermitteln und zu speichern. Mittels eines separat betätigten Abschnitts des Preßstempels oder eines getrennten Stempels wird der Druck auf das Preßmaterial während der Kompressionsphase erhöht oder verringert, sobald eine Abweichung von der Sollkurve ermittelt wird, um am Ende der Kompressionsphase eine gleiche Dichte jedes Preßlings zu erhalten. Ein derartiges Verfahren ist jedoch nur anwendbar bei Preßlingen, bei welchen die Fläche des Preßlings im mittleren Bereich unkritisch ist. Dies gilt z. B. für die Sitzfläche einer Schneidplatte, bei der es ausreicht, wenn z. B. ein umlaufender Rand einen präzisen Abstand von der Schneidkante hat, während der mittlere Bereich mehr oder weniger vertieft sein kann. - Aus
US-A-4 000 231 ist ein Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver und anschließendes Sintern bekannt geworden, bei dem nach Beendigung des Preßvorgangs noch eine bestimmte Belastung des Preßlings vorgenommen wird, die nach und nach beendet wird, indem der Oberstempel in die obere Totpunktlage gefahren wird, während der Unterstempel den Preßling ausschiebt. Auf diese Weise wird versucht, die Bildung von Rissen im Preßling zu verhindern. - Aus
EP-A-0 358 770 ist ein Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver bekannt geworden, bei dem die Stempel auf einen Preßkraft-Endwert gefahren werden. Zur Betätigung der Stempel wird ein elektromotorisch betriebener Spindelantrieb verwendet. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Herstellung von Schneidplatten aus Hartmetall durch Pressen und Sintern des Preßlings, insbesondere von Wendeschneidplatten, zu schaffen, das einfacher als das zuletzt beschriebene bekannte Verfahren ist und gleichwohl zu hervorragenden Ergebnissen führt.
- Diese Aufgabe wird durch die Merkmale des Patentanspruchs 1 gelöst.
- Wie beim herkömmlichen Verfahren wird auch bei der Erfindung zunächst eine vorgegebene Menge an Metallpulver in die Matrizenbohrung eingefüllt, wobei der Unterstempel hierbei eine Einfüllposition einnimmt. Gegebenenfalls wird der Unterstempel zunächst in eine etwas tiefere Position verfahren, so daß eine geringfügige Übermenge eingefüllt wird, wonach dann der Unterstempel die endgültige Einfüllposition einnimmt und mit Hilfe des Füllschuhs der aus der Matrizenbohrung ausgestoßene Rest abgestreift wird. Anschließend werden von Hydraulikzylindern angetriebene Oberstempel und Unterstempel in eine vorgegebene erste bzw. zweite Position verfahren, wobei bereits eine gewisse Preßkraft aufgebracht werden kann. Die Lage des Oberstempels bei der angefahrenen ersten Position entspricht der Oberkante des Preßlings. Anschließend erfolgt ein weiteres Verstellen nur des Unterstempels. Bei diesem Verstellvorgang werden die Preßkräfte fortlaufend gemessen, wobei die Zustellbewegung vom Unterstempel entlang einer vorgegebenen Sollkurve für die Preßkraft über der Zeit erfolgt und beendet wird, wenn die Preßkraft einen vorgegebenen maximalen Wert erreicht hat.
- Der vorgegebene maximale Wert für die Preßkraft wird durch vorangehende Versuche ermittelt. Zunächst einmal wird ermittelt, welche Verdichtung das Metallpulver erhalten soll, um anschließend dem Sinterungsprozeß ausgesetzt zu werden. Dann wird untersucht, wie groß die Füllmenge sein muß, damit beim Aufbringen einer vorgegebenen Preßkraft eine bestimmte Höhe des Preßlings reproduzierbar erreicht wird. Wird daher bei dem erfindungsgemäßen Verfahren bei einer vorgegebenen Preßkraft abgeschaltet, dann kann davon ausgegangen werden, daß die vorgegebene Höhe des Preßlings erreicht worden ist. Auf diese Weise wird auch bei gewissen Füllschwankungen eine vorgegebene Dichte des Preßlings erreicht. Da Füllschwankungen des Preßlings nicht gänzlich auszuschließen sind, wird vorzugsweise so verfahren, daß bei vorhandenen Toleranzen im Zweifel ein gewisses Übermaß vorliegt, wenn bei vorgegebenem Preßkraftwert abgeschaltet wird. Bei Übermaß wird der Preßling abgearbeitet, vorzugsweise durch Schleifen, um ihn auf die vorgegebene Höhe bzw. Dicke zu bringen.
- Auf diese Weise ist es möglich, sich den endgültigen erwünschten Preßkraftwerten auf regelnde Weise anzunähern.
- Während bei bekannten Verfahren zwar auch die Preßkraft gemessen, beim Anfahren einer vorgegebenen Position, um anschließend bei Preßkraftabweichungen die Füllmenge zu verändern, erfolgt bei der Erfindung eine unmittelbare Korrektur am Preßling.
- Die Erfindung wird nachfolgend anhand von Zeichnungen näher erläutert.
- Fig. 1
- zeigt eine Presse zum Verpressen von Metallpulver nach dem erfindungsgemäßen Verfahren und von dem eigentlichen Preßvorgang.
- Fig. 2
- zeigt die Presse nach
Fig. 1 während des Preßvorgangs. - In den
Figuren 1 und 2 ist eine Matrize 10 dargestellt, deren Bohrung einen Formhohlraum 12 aufweist, welcher im Querschnitt konisch ist. Mit Hilfe eines derartigen Formhohlraums 12 kann ein Preßling erzeugt werden, der als eine Schneidplatte, beispielsweise eine Wendeschneidplatte mit Freiwinkel verwendet wird. Die Oberkante des Formhohlraums 12 von der Oberkante der Matrize 12 hat einen Abstand x. Oberhalb der Matrize 12 ist ein Oberstempel 14 und unterhalb der Matrize 10 ein Unterstempel 16 angedeutet. Die Stempel 14, 16 werden in geeigneter Weise von Hydraulikzylindern betätigt. Diese sind so steuerbar (nicht gezeigt), daß sie eine gewünschte Kraft aufbringen. Außerdem können sie in ihrer Geschwindigkeit gesteuert werden, um eine gewünschte Kraft-Zeit-Kurve zu erzeugen. Bei der Befüllung der Matrizenbohrung hat der Unterstempel 16 eine vorgegebene Füllposition. Seine Position bestimmt die Füllmenge. Vorzugsweise ist sie zu Beginn etwas niedriger als die theoretische Füllposition für die vorgegebene Menge, damit nach dem Befüllen der Unterstempel eine gewisse Strecke nach oben fahren und der nicht gezeigte Füllschuh überschüssiges Material an der Matrizenoberseite abstreifen kann. Anschließend werden Oberstempel 14 und Unterstempel 16 in die Matrizenbohrung hineingefahren, wobei der Oberstempel 14 soweit hineinfährt, daß er an der Oberseite des Formhohlraums 12 zu liegen kommt. Die Einfahrtiefe in die Matrizenbohrung entspricht mithin dem Maß x. Der Unterstempel 16 wird ebenfalls auf eine vorgegebene Position verfahren, wie sie etwa inFig. 2 dargestellt ist. Hierbei findet bereits ein Verpreßvorgang statt. Anschließend wird der Unterstempel 16 weiter verfahren, bis eine vorgegebene Preßkraft erreicht worden ist. Die Preßkraft ist so bemessen, daß bei einer vorgegebenen Füllmenge die Höhe des zu formenden Preßlings (nicht gezeigt) der Sollhöhe entspricht. Ist die Sollhöhe oder Solldicke noch nicht erreicht worden, ist es nach dem Sintern erforderlich, die so geformte Platte auf das gewünschte Maß zu bearbeiten, z. B. zu schleifen. Daher ist dafür zu sorgen, daß bei dem beschriebenen Verfahren vermieden wird, daß ein Preßling mit Untermaß geformt wird. - Es wird jedoch nicht nur ein vorgegebener maximaler Preßkraft-Endwert gefahren, sondern der Unterstempel 16 wird nach einer vorgegebenen Sollkurve gefahren, nämlich für die Preßkraft über der Zeit, bis der gewünschte maximale PreßkraftWert erreicht worden ist. Auf diese Weise wird die gewünschte Reproduzierbarkeit für die Preßkraft bzw. die Dichte des Preßlings erreicht. Ein Ziel ist bekanntlich, eine reproduzierbare Dichte des Preßlings zu erreichen, damit beim Sintern reproduzierbare geometrische Abmessungen erhalten werden.
Claims (1)
- Verfahren zur Herstellung von Wendeschneidplatten aus Hartmetall mit Freiwinkel, durch Pressen von Metallpulver und anschließendes Sintern des Presslings, die eine Sitzfläche und mindestens eine annähernd parallel zur Sitzfläche verlaufende Schneidkante aufweisen, die von der Sitzfläche einen vorgegebenen Abstand hat, mit Hilfe einer eine Matrize und einen Ober- und einen Unterstempel aufweisenden Presse, wobei die Stempel mit Hilfe von Hydraulikzylindern betätigt werden, mit den Schritten:- Einfüllen einer vorgegebenen Menge an Metallpulver in die Matrizenbohrung, wobei der Unterstempel eine vorgegebene Einfüllposition in der Matrizenbohrung aufweist und der Oberstempel sich oberhalb der Matrizenbohrung befindet,- Verstellen des Oberstempels in die Matrizenbohrung in eine vorgegebene erste Position entsprechend der Oberkante des Presslings und Verstellen des Unterstempels in eine vorgegebene zweite Position, wobei danach nur der Unterstempel verstellt wird,- anschließend weiteres Verstellen des Unterstempels zum Oberstempel hin und gleichzeitiges Messen der Presskraft des Unterstempels, wobei zur regelnden Annäherung an endgültige Presskraftwerte die Verstellung des Unterstempels entlang einer vorgegebenen Sollkurve für die Presskraft über der Zeit erfolgt und- Beenden der Zustellbewegung des Unterstempels, wenn ein vorgegebener maximaler Wert für die Presskraft erreicht wird, wobei nur der Unterstempel ab der zweiten Position bis zu einem vorgegebenen Presskraftwert und entlang der Sollkurve für die Presskraft über der Zeit verfahren wird, bis der vorgegebene Wert für die Presskraft erreicht wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10010671 | 2000-03-04 | ||
| DE10010671A DE10010671C2 (de) | 2000-03-04 | 2000-03-04 | Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver und anschließendes Sintern des Preßlings |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1129802A2 EP1129802A2 (de) | 2001-09-05 |
| EP1129802A3 EP1129802A3 (de) | 2004-05-06 |
| EP1129802B1 EP1129802B1 (de) | 2007-03-14 |
| EP1129802B2 true EP1129802B2 (de) | 2010-08-11 |
Family
ID=7633551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01104107A Expired - Lifetime EP1129802B2 (de) | 2000-03-04 | 2001-02-21 | Verfahren zur Steuerung der Pressskraft beim Pressen von Metallpulver |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6562291B2 (de) |
| EP (1) | EP1129802B2 (de) |
| AT (1) | ATE356681T1 (de) |
| DE (2) | DE10010671C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018210448A2 (de) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Verfahren zum betrieb einer pulverpresse mit lagenregelung und pulverpresse zur ausführung des verfahrens |
| DE102017119342A1 (de) | 2017-08-24 | 2019-02-28 | COSATEQ GmbH & Co. KG | Verfahren zur Steuerung einer Metall- oder Keramikpulverpresse mit automatischer Trajektorien-Generierung |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10135283C2 (de) * | 2001-07-19 | 2003-09-18 | Fette Wilhelm Gmbh | Verfahren zum Verpressen von Pulvermaterial |
| DE10142772C2 (de) * | 2001-08-31 | 2003-09-25 | Fette Wilhelm Gmbh | Verfahren zur Herstellung von Pressteilen in einer Pulverpresse |
| DE102004008322B4 (de) | 2004-02-20 | 2008-11-27 | Fette Gmbh | Pulverpresse |
| WO2008114827A1 (ja) * | 2007-03-20 | 2008-09-25 | Tungaloy Corporation | スローアウェイチップの圧縮成形方法 |
| DE102010015016B4 (de) * | 2009-04-24 | 2016-06-09 | Sms Group Gmbh | Pulverpresse |
| JP5032690B1 (ja) * | 2011-07-27 | 2012-09-26 | 住友電気工業株式会社 | 圧粉成形体 |
| DE102012019312A1 (de) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Verfahren zum Steuern einer Keramik- und/oder Metallpulver-Presse bzw. Keramik- und/oder Metallpulver-Presse |
| HK1252361A1 (zh) * | 2015-05-07 | 2019-05-24 | Thermal Technology, Llc | 包括受保护的相对冲头的压缩烧结装置 |
| WO2021126324A1 (en) | 2019-12-17 | 2021-06-24 | Kennametal Inc. | Additive manufacturing techniques and applications thereof |
| EP4079427A1 (de) * | 2021-04-22 | 2022-10-26 | GKN Sinter Metals Engineering GmbH | Verfahren zur bestimmung eines parameters eines werkstoffes und presswerkzeug zur herstellung eines grünlings |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2825253A1 (de) † | 1978-06-08 | 1979-12-13 | Nitrochemie Gmbh | Hydraulische pulverpresse |
| US4695414A (en) † | 1983-07-01 | 1987-09-22 | Convey Teknik Ab | Method and apparatus for pressing powder material |
| DE3715077A1 (de) † | 1987-05-06 | 1988-12-01 | Netzsch Maschinenfabrik | Verfahren zum steuern einer presse |
| EP0358770A1 (de) † | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Elektrische pulver-giessvorrichtung |
| DE4209767C1 (de) † | 1992-03-23 | 1993-05-06 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE19717217C2 (de) † | 1997-04-24 | 1999-12-02 | Fette Wilhelm Gmbh | Verfahren und Vorrichtung zur Herstellung von Preßlingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4000231A (en) * | 1974-09-16 | 1976-12-28 | Hydramet American Inc. | Method for compacting powders |
| DE3919821C2 (de) * | 1989-06-15 | 1994-04-07 | Mannesmann Ag | Verfahren und Vorrichtung zum Herstellen von maßhaltigen Preßlingen |
| US5547360A (en) * | 1994-03-17 | 1996-08-20 | Tamagawa Machinery Co., Ltd. | Powder molding press |
-
2000
- 2000-03-04 DE DE10010671A patent/DE10010671C2/de not_active Revoked
-
2001
- 2001-02-21 DE DE50112176T patent/DE50112176D1/de not_active Expired - Lifetime
- 2001-02-21 EP EP01104107A patent/EP1129802B2/de not_active Expired - Lifetime
- 2001-02-21 AT AT01104107T patent/ATE356681T1/de active
- 2001-03-02 US US09/798,802 patent/US6562291B2/en not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2825253A1 (de) † | 1978-06-08 | 1979-12-13 | Nitrochemie Gmbh | Hydraulische pulverpresse |
| US4695414A (en) † | 1983-07-01 | 1987-09-22 | Convey Teknik Ab | Method and apparatus for pressing powder material |
| DE3715077A1 (de) † | 1987-05-06 | 1988-12-01 | Netzsch Maschinenfabrik | Verfahren zum steuern einer presse |
| EP0358770A1 (de) † | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Elektrische pulver-giessvorrichtung |
| EP0358770B1 (de) † | 1988-01-16 | 1993-10-27 | Fanuc Ltd. | Elektrische pulver-giessvorrichtung |
| DE4209767C1 (de) † | 1992-03-23 | 1993-05-06 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE19717217C2 (de) † | 1997-04-24 | 1999-12-02 | Fette Wilhelm Gmbh | Verfahren und Vorrichtung zur Herstellung von Preßlingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
Non-Patent Citations (4)
| Title |
|---|
| Anlage 1: Vortrag von Herrn Ing. (HTL) Peter Kunz † |
| Anlage 2: Benutzeroberfläche für Eingaben des Benutzers der vorgenannten Presse † |
| Anlage 3: Rechnung Nr. 60'975a vom 3.3.1999 † |
| Libo Yang, Gopi Venkatesh, Reza Fassihi: "Compaction simulator study of a novel triple-layer tablet matrix for industrial tableting", International Journal of Pharmaceutics, Volume 152, Issue 1, 13 June 1997, pages 45-52 † |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018210448A2 (de) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Verfahren zum betrieb einer pulverpresse mit lagenregelung und pulverpresse zur ausführung des verfahrens |
| DE102017004803A1 (de) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Verfahren zum Betrieb einer Pulverpresse mit Lagenregelung und Pulverpresse zur Ausführung des Verfahrens |
| DE102017119342A1 (de) | 2017-08-24 | 2019-02-28 | COSATEQ GmbH & Co. KG | Verfahren zur Steuerung einer Metall- oder Keramikpulverpresse mit automatischer Trajektorien-Generierung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1129802B1 (de) | 2007-03-14 |
| DE10010671A1 (de) | 2001-09-13 |
| DE50112176D1 (de) | 2007-04-26 |
| US20010022944A1 (en) | 2001-09-20 |
| DE10010671C2 (de) | 2002-03-14 |
| EP1129802A3 (de) | 2004-05-06 |
| EP1129802A2 (de) | 2001-09-05 |
| US6562291B2 (en) | 2003-05-13 |
| ATE356681T1 (de) | 2007-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0873855B1 (de) | Verfahren und Vorrichtung zur Herstellung von Presslingen aus Hartmetall, Keramik, Sintermetall oder dergleichen | |
| EP2103423B1 (de) | Pulverpresse zur Herstellung eines Presslings aus Metallpulver | |
| EP1129802B2 (de) | Verfahren zur Steuerung der Pressskraft beim Pressen von Metallpulver | |
| EP0418779A1 (de) | Verfahren zum Herstellen von Werkstücken durch Schneiden, insbesondere in einem Konterschneidwerkzeug | |
| EP0077897A2 (de) | Presse zum Herstellen Masshaltiger Presslinge aus pulverförmigem Material | |
| EP0679503B1 (de) | Verfahren zur Herstellung von Presslingen aus pulverförmigem Material sowie entsprechende Presse | |
| EP3310508B1 (de) | Verfahren und vorrichtung zum herstellen von formstoff-formen für den metallguss | |
| DE4203401A1 (de) | Verfahren und vorrichtung zum steuern einer pulverformpresse | |
| DE4209767C1 (de) | ||
| DE102004008322B4 (de) | Pulverpresse | |
| DE3312539C1 (de) | Vorrichtung zum Herstellen von kastenlosen Sandgießformen | |
| DE10142624A1 (de) | Verfahren und Vorrichtung zum Pressen von Metallpulver zu einem Preßling | |
| EP1287975B1 (de) | Verfahren zur Herstellung von Pressteilen in einer Pulverpresse | |
| DE102006020213A1 (de) | Presse zur Herstellung von Preßlingen aus Pulvermaterial | |
| DE19903417B4 (de) | Verfahren zum Befüllen einer Hydraulikpresse mit Pulvern | |
| WO2000020192A1 (de) | Presse zum herstellen von formkörpern | |
| DE3506222A1 (de) | Vorrichtung zum pressen von sprengstoff-formkoerpern | |
| EP0185951A1 (de) | Konsolidierungswerkzeug zum Kompaktieren von Metallpulver | |
| DE19540850C2 (de) | Verfahren zur zweiseitigen Pressung von Formen aus Partikelmaterial in einem Formreihensystem | |
| DE10256654B4 (de) | Tablettierpresse | |
| DE2915966A1 (de) | Messvorrichtung fuer die presskraft einer presse | |
| DE19545753B4 (de) | Regelung von Rahmenposition und Preßdruck in Formanlagen | |
| DE102004012858A1 (de) | Verfahren und Einrichtung zur Wälzkörperherstellung | |
| EP1731246A1 (de) | Vorrichtung zum Herstellen einer Vielfalt von Formteilen aus Pulver. | |
| DE3447831A1 (de) | Presswerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010303 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FETTE GMBH |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 22F 3/02 A Ipc: 7B 30B 11/00 B |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50112176 Country of ref document: DE Date of ref document: 20070426 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070625 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070814 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ISLER & PEDRAZZINI AG;POSTFACH 1772;8027 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: OSTERWALDER AG Effective date: 20071214 Opponent name: KORSCH AG Effective date: 20071213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070615 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| BERE | Be: lapsed |
Owner name: FETTE G.M.B.H. Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080221 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20100811 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50112176 Country of ref document: DE Representative=s name: HAUCK PATENT- UND RECHTSANWAELTE, DE Effective date: 20110621 Ref country code: DE Ref legal event code: R081 Ref document number: 50112176 Country of ref document: DE Owner name: FETTE COMPACTING GMBH, DE Free format text: FORMER OWNER: FETTE GMBH, 21493 SCHWARZENBEK, DE Effective date: 20110621 Ref country code: DE Ref legal event code: R082 Ref document number: 50112176 Country of ref document: DE Representative=s name: HAUCK PATENTANWALTSPARTNERSCHAFT MBB, DE Effective date: 20110621 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150223 Year of fee payment: 15 Ref country code: IT Payment date: 20150224 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20150223 Year of fee payment: 15 Ref country code: AT Payment date: 20150218 Year of fee payment: 15 Ref country code: FR Payment date: 20150217 Year of fee payment: 15 Ref country code: GB Payment date: 20150223 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150409 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50112176 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 356681 Country of ref document: AT Kind code of ref document: T Effective date: 20160221 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160901 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |