EP1129802B2 - Procédé pour controler la force de pressage pour la compression de poudre métallique - Google Patents
Procédé pour controler la force de pressage pour la compression de poudre métallique Download PDFInfo
- Publication number
- EP1129802B2 EP1129802B2 EP01104107A EP01104107A EP1129802B2 EP 1129802 B2 EP1129802 B2 EP 1129802B2 EP 01104107 A EP01104107 A EP 01104107A EP 01104107 A EP01104107 A EP 01104107A EP 1129802 B2 EP1129802 B2 EP 1129802B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ram
- predetermined
- compressive force
- die
- compact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the invention relates to a method for the production of pressed parts, in particular of cutting inserts made of hard metal, by pressing of metal powder and subsequent sintering of the compact according to claim 1.
- z. B. for carbide inserts is the maintenance of a predetermined total height between the insert seat and at least one cutting edge having a predetermined distance from the insert seat.
- EP-A-0 358 770 is a method for the production of pressed parts by pressing metal powder has become known, in which the stamp are driven to a pressing force end value. To operate the stamp an electric motor operated spindle drive is used.
- the invention has for its object to provide a method for producing carbide inserts by pressing and sintering of the compact, in particular indexable inserts, which is simpler than the last-described known method and yet leads to excellent results.
- the lower punch in this case occupies a filling position.
- the lower punch is first moved to a slightly lower position, so that a slight oversupply is filled, after which then the lower punch occupies the final filling position and is stripped with the help of the filling shoe ejected from the die bore rest.
- upper punch and lower punch are moved to a predetermined first or second position, with a certain compressive force can already be applied.
- the position of the upper punch at the approached first position corresponds to the upper edge of the compact.
- a further adjustment of the lower punch only. In this adjustment, the pressing forces are continuously measured, the feed movement from the lower punch along a predetermined setpoint curve for the pressing force over time and is terminated when the pressing force has reached a predetermined maximum value.
- the predetermined maximum value for the pressing force is determined by previous attempts. First of all, it is determined which compression the metal powder is to receive, in order then to be exposed to the sintering process. Then it is examined how large the filling amount must be so that when applying a predetermined pressing force a certain height of the compact is reproducibly achieved. Becomes therefore switched off in the inventive method at a predetermined pressing force, then it can be assumed that the predetermined height of the compact has been achieved. In this way, a given density of the compact is achieved even with certain Greschwankept. Since filling fluctuations of the compact are not completely ruled out, it is preferable to proceed in such a way that given existing tolerances in case of doubt, there is a certain degree of oversight when switching off for a given pressing force value. If excessive, the compact is processed, preferably by grinding, to bring it to the predetermined height or thickness.
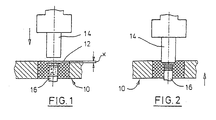
- a die 10 is shown, whose bore has a mold cavity 12, which is conical in cross-section. With the aid of such a mold cavity 12, a compact can be produced, which is used as an insert, for example, a clearance angle insert.
- the upper edge of the mold cavity 12 from the upper edge of the die 12 has a distance x.
- an upper punch 14 and below the die 10, a lower punch 16 is indicated.
- the punches 14, 16 are suitably operated by hydraulic cylinders. These are so controllable (not shown) that they apply a desired force. In addition, they can be speed controlled to produce a desired force-time curve.
- the lower punch 16 When filling the die bore, the lower punch 16 has a predetermined filling position. Its position determines the filling quantity.
- the lower punch 16 is moved into the die bore, wherein the upper punch 14 so far hineinafter that it comes to rest on the top of the mold cavity 12.
- the entry depth into the die bore thus corresponds to the dimension x.
- the lower punch 16 is also moved to a predetermined position, such as in Fig. 2 is shown. This is already an injection process. Subsequently, the lower punch 16 is moved further until a predetermined pressing force has been reached.
- the pressing force is such that, for a given filling quantity, the height of the compact to be formed (not shown) corresponds to the desired height. If the desired height or thickness has not yet been reached, it is necessary after sintering to edit the plate thus formed to the desired level, for. B. to grind. Therefore, care must be taken to avoid that a compact is formed with undersize in the method described.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Punching Or Piercing (AREA)
- Coating Apparatus (AREA)
Claims (1)
- Procédé de fabrication de plaquettes de coupe tournantes en métal dur avec des angles libres, par compression de poudre métallique suivie d'un frittage du comprimé, en particulier présentant une surface formant un siège et au moins un bord de coupe sensiblement parallèle à la surface formant le siège qui est disposé à une distance prédéterminée de la surface formant le siège, à l'aide d'une presse comportant une matrice ainsi qu'un poinçon supérieur et un poinçon inférieur, les poinçons étant actionnés à l'aide de vérins hydrauliques, ce procédé comprenant les étapes consistant à:- verser une quantité prédéterminée de poudre métallique dans l'alésage de la matrice, le poinçon inférieur présentant une position de remplissage prédéterminée dans l'alésage de la matrice et le poinçon supérieur se trouvant au-dessus de l'alésage de la matrice,- déplacer le poinçon supérieur dans l'alésage de la matrice dans une première position prédéterminée correspondant au bord supérieur du comprimé et déplacer le poinçon inférieur dans une deuxième position prédéterminée, seul le poinçon inférieur étant déplacé ensuite,- ultérieurement déplacer encore le poinçon inférieur jusqu'au poinçon supérieur et mesurer en même temps la force de compression du poinçon inférieur, le déplacement du poinçon inférieur étant effectué le long d'une courbe théorique prédéterminée pour la force de compression par rapport au temps afin du rapprochement réglant aux valeurs de la force de compression finale et- terminer le mouvement d'avancée du poinçon inférieur lorsqu'une valeur maximale prédéterminée pour la force de compression a été atteinte, seul le poinçon inférieur étant déplacé à partir de la deuxième position jusqu'à une valeur prédéterminée de la force de compression et le long de la courbe théorique pour la force de compression par rapport au temps, jusqu'à ce que la valeur prédéterminée pour la force de compression soit atteinte.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10010671A DE10010671C2 (de) | 2000-03-04 | 2000-03-04 | Verfahren zur Herstellung von Preßteilen durch Pressen von Metallpulver und anschließendes Sintern des Preßlings |
| DE10010671 | 2000-03-04 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1129802A2 EP1129802A2 (fr) | 2001-09-05 |
| EP1129802A3 EP1129802A3 (fr) | 2004-05-06 |
| EP1129802B1 EP1129802B1 (fr) | 2007-03-14 |
| EP1129802B2 true EP1129802B2 (fr) | 2010-08-11 |
Family
ID=7633551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01104107A Expired - Lifetime EP1129802B2 (fr) | 2000-03-04 | 2001-02-21 | Procédé pour controler la force de pressage pour la compression de poudre métallique |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6562291B2 (fr) |
| EP (1) | EP1129802B2 (fr) |
| AT (1) | ATE356681T1 (fr) |
| DE (2) | DE10010671C2 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017004803A1 (de) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Verfahren zum Betrieb einer Pulverpresse mit Lagenregelung und Pulverpresse zur Ausführung des Verfahrens |
| DE102017119342A1 (de) | 2017-08-24 | 2019-02-28 | COSATEQ GmbH & Co. KG | Verfahren zur Steuerung einer Metall- oder Keramikpulverpresse mit automatischer Trajektorien-Generierung |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10135283C2 (de) * | 2001-07-19 | 2003-09-18 | Fette Wilhelm Gmbh | Verfahren zum Verpressen von Pulvermaterial |
| DE10142772C2 (de) * | 2001-08-31 | 2003-09-25 | Fette Wilhelm Gmbh | Verfahren zur Herstellung von Pressteilen in einer Pulverpresse |
| DE102004008322B4 (de) | 2004-02-20 | 2008-11-27 | Fette Gmbh | Pulverpresse |
| EP2123435B1 (fr) * | 2007-03-20 | 2016-03-09 | Tungaloy Corporation | Procédé de moulage par compression d'un insert de coupe |
| DE102010015016B4 (de) * | 2009-04-24 | 2016-06-09 | Sms Group Gmbh | Pulverpresse |
| JP5032690B1 (ja) * | 2011-07-27 | 2012-09-26 | 住友電気工業株式会社 | 圧粉成形体 |
| DE102012019312A1 (de) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Verfahren zum Steuern einer Keramik- und/oder Metallpulver-Presse bzw. Keramik- und/oder Metallpulver-Presse |
| MA42058A (fr) * | 2015-05-07 | 2018-03-14 | Thermal Tech Llc | Appareil de frittage par compression comprenant des mâchoires opposées protégées |
| EP4079427A1 (fr) * | 2021-04-22 | 2022-10-26 | GKN Sinter Metals Engineering GmbH | Procédé de détermination d'un paramétré d'une matière et outil de compression destiné à la fabrication d'un comprimé cru |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2825253A1 (de) † | 1978-06-08 | 1979-12-13 | Nitrochemie Gmbh | Hydraulische pulverpresse |
| US4695414A (en) † | 1983-07-01 | 1987-09-22 | Convey Teknik Ab | Method and apparatus for pressing powder material |
| DE3715077A1 (de) † | 1987-05-06 | 1988-12-01 | Netzsch Maschinenfabrik | Verfahren zum steuern einer presse |
| EP0358770A1 (fr) † | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Machine electrique de moulage de poudre |
| DE4209767C1 (fr) † | 1992-03-23 | 1993-05-06 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE19717217C2 (de) † | 1997-04-24 | 1999-12-02 | Fette Wilhelm Gmbh | Verfahren und Vorrichtung zur Herstellung von Preßlingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4000231A (en) * | 1974-09-16 | 1976-12-28 | Hydramet American Inc. | Method for compacting powders |
| DE3919821C2 (de) * | 1989-06-15 | 1994-04-07 | Mannesmann Ag | Verfahren und Vorrichtung zum Herstellen von maßhaltigen Preßlingen |
| US5547360A (en) * | 1994-03-17 | 1996-08-20 | Tamagawa Machinery Co., Ltd. | Powder molding press |
-
2000
- 2000-03-04 DE DE10010671A patent/DE10010671C2/de not_active Revoked
-
2001
- 2001-02-21 AT AT01104107T patent/ATE356681T1/de active
- 2001-02-21 DE DE50112176T patent/DE50112176D1/de not_active Expired - Lifetime
- 2001-02-21 EP EP01104107A patent/EP1129802B2/fr not_active Expired - Lifetime
- 2001-03-02 US US09/798,802 patent/US6562291B2/en not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2825253A1 (de) † | 1978-06-08 | 1979-12-13 | Nitrochemie Gmbh | Hydraulische pulverpresse |
| US4695414A (en) † | 1983-07-01 | 1987-09-22 | Convey Teknik Ab | Method and apparatus for pressing powder material |
| DE3715077A1 (de) † | 1987-05-06 | 1988-12-01 | Netzsch Maschinenfabrik | Verfahren zum steuern einer presse |
| EP0358770A1 (fr) † | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Machine electrique de moulage de poudre |
| EP0358770B1 (fr) † | 1988-01-16 | 1993-10-27 | Fanuc Ltd. | Machine electrique de moulage de poudre |
| DE4209767C1 (fr) † | 1992-03-23 | 1993-05-06 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE19717217C2 (de) † | 1997-04-24 | 1999-12-02 | Fette Wilhelm Gmbh | Verfahren und Vorrichtung zur Herstellung von Preßlingen aus Hartmetall, Keramik, Sintermetall oder dergleichen |
Non-Patent Citations (4)
| Title |
|---|
| Anlage 1: Vortrag von Herrn Ing. (HTL) Peter Kunz † |
| Anlage 2: Benutzeroberfläche für Eingaben des Benutzers der vorgenannten Presse † |
| Anlage 3: Rechnung Nr. 60'975a vom 3.3.1999 † |
| Libo Yang, Gopi Venkatesh, Reza Fassihi: "Compaction simulator study of a novel triple-layer tablet matrix for industrial tableting", International Journal of Pharmaceutics, Volume 152, Issue 1, 13 June 1997, pages 45-52 † |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017004803A1 (de) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Verfahren zum Betrieb einer Pulverpresse mit Lagenregelung und Pulverpresse zur Ausführung des Verfahrens |
| WO2018210448A2 (fr) | 2017-05-18 | 2018-11-22 | Cosateq Gmbh | Procédé de fonctionnement d'une presse à poudre à régulation de position et presse à poudre pour mettre en œuvre le procédé |
| DE102017119342A1 (de) | 2017-08-24 | 2019-02-28 | COSATEQ GmbH & Co. KG | Verfahren zur Steuerung einer Metall- oder Keramikpulverpresse mit automatischer Trajektorien-Generierung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10010671C2 (de) | 2002-03-14 |
| DE10010671A1 (de) | 2001-09-13 |
| DE50112176D1 (de) | 2007-04-26 |
| EP1129802B1 (fr) | 2007-03-14 |
| US6562291B2 (en) | 2003-05-13 |
| EP1129802A2 (fr) | 2001-09-05 |
| EP1129802A3 (fr) | 2004-05-06 |
| ATE356681T1 (de) | 2007-04-15 |
| US20010022944A1 (en) | 2001-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0873855B1 (fr) | Procédé et dispositif pour la fabrication pièces moulées en métal dur, céramique, métal fritté ou similaire | |
| EP1566231B1 (fr) | Presse à poudre | |
| EP2103423B1 (fr) | Presse à poudre destinée à la fabrication d'une pièce pressée en poudre de métal | |
| EP0418779A1 (fr) | Méthode pour manufacture de pièces d'oeuvre par découpage, en particulier dans un outil à contre découpage à précision | |
| EP0077897A2 (fr) | Presse pour fabriquer des articles pressés gardant la mesure à partir de matière pulvérulente | |
| EP3310508B1 (fr) | Procédé et dispositif de fabrication de moules de matière de moulage pour la coulée de métaux | |
| EP1129802B2 (fr) | Procédé pour controler la force de pressage pour la compression de poudre métallique | |
| EP0679503B1 (fr) | Procédé pour fabriquer des pièces moulées à partir de matières pulvérulentes et presse correspondante | |
| EP1852247A2 (fr) | Presse destinée à la fabrication de comprimés en matériau poudreux | |
| DE4209767C1 (fr) | ||
| DE3312539C1 (de) | Vorrichtung zum Herstellen von kastenlosen Sandgießformen | |
| DE10142624A1 (de) | Verfahren und Vorrichtung zum Pressen von Metallpulver zu einem Preßling | |
| EP1287975B1 (fr) | Procédé pour la production d'éléments moulés dans une presse à poudre | |
| WO2000020192A1 (fr) | Presse pour produire des corps moules | |
| DE19903417B4 (de) | Verfahren zum Befüllen einer Hydraulikpresse mit Pulvern | |
| DE19540850C2 (de) | Verfahren zur zweiseitigen Pressung von Formen aus Partikelmaterial in einem Formreihensystem | |
| DE10256654B4 (de) | Tablettierpresse | |
| EP1731246A1 (fr) | Appareil pour la fabrication d'une diversité des objets moulés de poudre. | |
| EP0185951A1 (fr) | Presse pour compacter de la poudre métallique | |
| DE2915966A1 (de) | Messvorrichtung fuer die presskraft einer presse | |
| DE19545753B4 (de) | Regelung von Rahmenposition und Preßdruck in Formanlagen | |
| DE102004012858A1 (de) | Verfahren und Einrichtung zur Wälzkörperherstellung | |
| DE2524412A1 (de) | Kontinuierliches verfahren und vorrichtung zur herstellung von stangen aus metallpulver | |
| DE8803036U1 (de) | Vorrichtung zum Pressen von ungleichmäßigen Formkörpern aus rieselfähiger Preßmasse, insbesondere keramischem Werkstoff od. dgl. | |
| DE1577021A1 (de) | Verfahren und Vorrichtung zur Herstellung von Bauteilen komplexer Form |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010303 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FETTE GMBH |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 22F 3/02 A Ipc: 7B 30B 11/00 B |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50112176 Country of ref document: DE Date of ref document: 20070426 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070625 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070814 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ISLER & PEDRAZZINI AG;POSTFACH 1772;8027 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: OSTERWALDER AG Effective date: 20071214 Opponent name: KORSCH AG Effective date: 20071213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070615 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| BERE | Be: lapsed |
Owner name: FETTE G.M.B.H. Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080221 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20100811 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070314 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50112176 Country of ref document: DE Representative=s name: HAUCK PATENT- UND RECHTSANWAELTE, DE Effective date: 20110621 Ref country code: DE Ref legal event code: R081 Ref document number: 50112176 Country of ref document: DE Owner name: FETTE COMPACTING GMBH, DE Free format text: FORMER OWNER: FETTE GMBH, 21493 SCHWARZENBEK, DE Effective date: 20110621 Ref country code: DE Ref legal event code: R082 Ref document number: 50112176 Country of ref document: DE Representative=s name: HAUCK PATENTANWALTSPARTNERSCHAFT MBB, DE Effective date: 20110621 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150223 Year of fee payment: 15 Ref country code: IT Payment date: 20150224 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20150223 Year of fee payment: 15 Ref country code: AT Payment date: 20150218 Year of fee payment: 15 Ref country code: FR Payment date: 20150217 Year of fee payment: 15 Ref country code: GB Payment date: 20150223 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150409 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50112176 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 356681 Country of ref document: AT Kind code of ref document: T Effective date: 20160221 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160901 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160221 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |