EP1067203A1 - "Procédé de fabrication de bandes en alliage fer-carbonne-manganese, et bandes ainsi produites" - Google Patents
"Procédé de fabrication de bandes en alliage fer-carbonne-manganese, et bandes ainsi produites" Download PDFInfo
- Publication number
- EP1067203A1 EP1067203A1 EP00401860A EP00401860A EP1067203A1 EP 1067203 A1 EP1067203 A1 EP 1067203A1 EP 00401860 A EP00401860 A EP 00401860A EP 00401860 A EP00401860 A EP 00401860A EP 1067203 A1 EP1067203 A1 EP 1067203A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- annealing
- casting
- rolling
- carried out
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
- C21D8/0215—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
Definitions
- the invention relates to the manufacture of ferrous alloy strips. More specifically, it relates to the manufacture of iron-carbon-manganese alloy strips by direct casting in the form of thin strips.
- Hadfield Fe-Mn steels (11 to 14%) - C (1.1 to 1.4%) which can be described as “steels with a high manganese content”. They present the particularity of having a very high resistance and a hardening capacity under the effect repeated shocks or friction.
- austenitic steels of the type Fe-Mn (15 to 35%) - Al (0 to 10%) - Cr (0 to 20%) - C (0 to 1.5%) which derive simultaneously from Hadfield steels and Fe-Cr-Ni austenitic stainless steels which are gradually replaced nickel with manganese and chromium with aluminum.
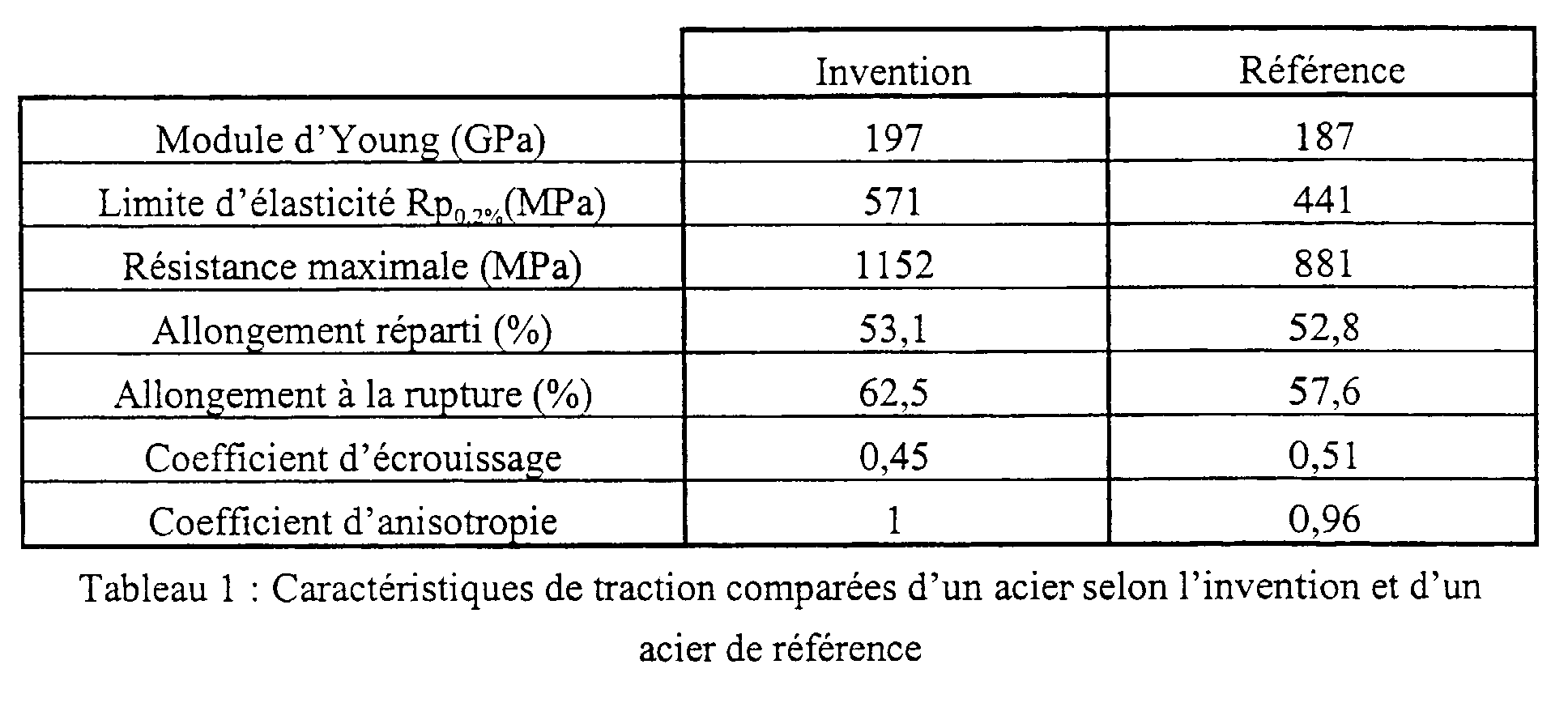
- These steels with strong manganese content are characterized by a high work hardening capacity which allows them to associate a high level of resistance with excellent ductility.
- the object of the invention is to propose a method of manufacturing strips ferrous alloys with a high manganese content faster and less expensive than conventionally known method, and making it possible to obtain products of at least also good quality only by this previous method.
- the invention also relates to a strip capable of being produced by this process.
- the invention is primarily based on the use of a method of casting liquid metal directly in the form of a weak strip thickness. This can optionally undergo in-line hot rolling by means of a small installation, the cost of manufacture and use is much lower to that of a band train.
- the elimination of hot rolling on a train bands eliminates the risks of hot cracking during the heating which we have spoken about. Then follow cold rolling, annealing and possibly skin-pass operations, including execution according to the methods which will be specified makes it possible to obtain the properties of the desired product.
- austenitic steels with a high manganese content are characterized by the absence of phase transformation during their cooling.
- one of the functions conventional hot rolling of ferritic, carbon or stainless steels is refinement of the microstructure just before the phase transformation occurs.
- steels with high manganese content which offer the best strength-ductility compromise at the shaping temperature are completely austenitic, at least before deformation, from their solidification until the end of their cooling. So the hot rolling of austenitic steels with a high manganese content is not of interest important metallurgical. Its function is limited to a simple reduction in thickness of the product to obtain a strip capable of being cold rolled. In their case, there is therefore no inconvenience to obtain by casting thin strips a thick strip relatively close to its final thickness, provided that said strip is free of central porosities after pouring. A slight in-line hot rolling, as described, is sufficient to close these possible porosities.
- a steel with a very high manganese content having a composition as previously defined (a typical example of such a composition is Fe - C: 0.55% - Mn: 21.5%) is cast in the form of thin strips of thickness 1.5 to 10 mm, directly from liquid metal.
- a typical example of such a composition is Fe - C: 0.55% - Mn: 21.5%
- the casting between cylinders of strips of thickness of the order of 3 to 4 mm is particularly suitable for implementation of the method according to the invention.
- the strip At its exit from the cylinders, the strip preferably crosses an area such as an enclosure inerted by gas blowing, where it is subjected to a non-oxidizing environment (neutral atmosphere of nitrogen or argon, or even an atmosphere containing a certain proportion of hydrogen to make it reducing), in order to avoid or limit the formation of scale on its surface.
- a non-oxidizing environment neutral atmosphere of nitrogen or argon, or even an atmosphere containing a certain proportion of hydrogen to make it reducing
- the role essential of this hot rolling is to close the porosities likely to have been formed at the heart of the strip during its solidification, and to improve its surface condition by crushing any roughness peaks present on the surface of the strip, in particular when high roughness casting cylinders have been used.
- the reduction rate minimum to apply to the strip during this hot rolling is 10% if we want to close the porosities correctly, typically 20%.
- a rate of up to 60% (obtained in one or more stages) is however possible, in particular if we are dealing with a strip with high surface roughness, or if you want to obtain a final product having a very small thickness.
- the temperature at which this rolling is carried out at hot is of no great importance from a metallurgical point of view, since, as we have says, steel has an austenitic structure at all temperatures and therefore does not undergo phase transformation which could influence the qualitative result of hot rolling.
- the strip can possibly be wound, again at a temperature which hardly matters otherwise than practical, since no significant metallurgical transformation other than growth grains are not likely to occur during the period when the wound strip is cools at low speed.
- the growth of the grains will, however, only have a magnitude limited, the effects of which will be easy to reverse by cold rolling and annealing that will follow.
- the stay of the strip in the form of a reel can be the opportunity to complete the precipitation of carbides, nitrides and carbonitrides.
- the cast strip then possibly hot rolled then undergoes (directly or after a winding-unwinding operation) cold rolling, preferably preceded by an acid pickling (for example with hydrochloric acid) to ensure obtaining a good surface condition of the strip.
- the reduction rate applied during this cold rolling is 10 to 90%, typically of the order of 75%. It is obtained in one or many stages. If we started with a 3 to 4 mm thick cast strip, that we have reduced to 2.5 to 3 mm thick after hot rolling, we typically end up with a cold rolled strip whose thickness is of the order of 0.6-0.8 mm.
- a grain size is obtained recrystallized less than 10 ⁇ m.
- steels with high manganese content concerned by the invention tolerate a wide variation in conditions annealing, due to their high content of alloying elements which slows the growth of grains.
- the strip development process may stop after annealing (after a pickling of the annealed strip), or be supplemented in a conventional manner by a passage to the skin-pass carried out according to usual methods.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
- Catalysts (AREA)
Abstract
Description
- on coule sur une machine de coulée une bande mince d'épaisseur 1,5 à 10 mm directement à partir d'un métal liquide de composition en pourcentages pondéraux : C compris entre 0,001 et 1,6% ; Mn compris entre 6 et 30%, Ni ≤ 10% et avec (Mn + Ni) compris entre 16 et 30%; Si ≤ 2,5% ; Al ≤ 6% ; Cr ≤ 10% ; (P + Sn + Sb + As) ≤ 0,2% ; (S + Se + Te) ≤ 0,5% ; (V + Ti + Nb + B + Zr + terres rares) ≤ 3% ; (Mo + W) ≤ 0,5% ; N ≤ 0,3% ; Cu ≤ 5% ; le reste étant du fer et des impuretés résultant de l'élaboration ;
- on lamine à froid ladite bande à un taux de réduction compris entre 10 et 90% en une ou plusieurs étapes ;
- et on effectue un recuit de recristallisation de ladite bande.
- leur teneur en carbone est comprise entre 0,001 et 1,6%, préférentiellement comprise entre 0,2 et 0,8% ; une teneur inférieure à 0,2% oblige à procéder à une décarburation du bain d'acier liquide qui peut être coûteuse à réaliser, en particulier lorsque le manganèse est déjà présent en quantité importante ; de plus, cette teneur minimale de 0,2% permet d'obtenir une interaction entre le carbone et les dislocations : le carbone, en bloquant les dislocations, permet un durcissement supplémentaire par rapport au maclage, et permet d'améliorer la résistance à la traction de 50 à 100 Mpa ; une teneur supérieure à 0,8% rend plus délicate l'optimisation des teneurs en autres éléments d'alliage en vue de l'obtention des propriétés mécaniques les plus favorables ;
- leur teneur en manganèse est comprise entre 6 et 30%, sachant que le total de leurs teneurs en manganèse et nickel est compris entre 16 et 30% et que leur teneur en nickel peut aller jusqu'à 10% ;
- leur teneur en silicium peut aller jusqu'à 2,5%, sachant que cet élément n'est qu'optionnel ;
- leur teneur en aluminium est inférieure à 6% sachant que cet élément n'est qu'optionnel ;
- si du chrome est présent, la teneur en chrome est au maximum de 10% ;
- leur teneur en phosphore peut aller jusqu'à 0,2%, sachant que l'étain, l'antimoine et l'arsenic éventuellement présents sont, de ce point de vue, assimilables au phosphore et comptabilisés avec lui dans la composition de l'acier ; au-delà, on risque d'obtenir des défauts dans les zones ségrégées de la bande ; ces défauts seraient provoqués par des retards à la solidification là où se trouvent des ségrégations ; si on lamine à chaud alors que du métal à l'état liquide est encore présent par endroits dans le produits, il y a, de ce fait, un risque de décohésion de la microstructure ;
- le total de leurs teneurs en soufre, sélénium et tellure peut aller jusqu'à 0,5% ;
- le total de leurs teneurs en vanadium, titane, niobium, bore, tantale et zirconium et terres rares, qui précipitent les nitrures et carbonitrures, peut aller jusqu'à 3% ;
- le total de leurs teneurs en molybdène et tungstène peut aller jusqu'à 0,5% ;
- leur teneur en azote peut aller jusqu'à 0,3%.
- un recuit dit « recuit compact » où la bande est chauffée jusqu'à une température de 900 à 1000°C, voire 1100°C, à une vitesse d'environ 500°C/s, puis est immédiatement refroidie à une vitesse comprise entre 100 et 6000°C/s, qui est fonction de l'épaisseur de la bande et des caractéristiques du fluide de refroidissement ; typiquement, une bande de 0,8 mm d'épaisseur chauffée à 1000°C se refroidit à 200°C/s si elle est trempée à l'hélium et à 5000°C/s si elle est trempée à l'eau ;
- un recuit continu où la bande est portée entre 800 et 850 °C, et maintenue à cette température pendant 60 à 120 s environ ;
- un recuit base où la bande est maintenue entre 700 et 750°C pendant 10 à 90 mn environ ;
Claims (14)
- Procédé de production de bandes en alliage fer-carbone-manganèse, selon lequel :on coule sur une machine de coulée une bande mince d'épaisseur 1,5 à 10 mm directement à partir d'un métal liquide de composition en pourcentages pondéraux : C compris entre 0,001 et 1,6% ; Mn compris entre 6 et 30%, Ni ≤ 10% et avec (Mn + Ni) compris entre 16 et 30% ; Si ≤ 2,5% ; Al ≤ 6% ; Cr ≤ 10% ; (P + Sn + Sb + As) ≤ 0,2% ; (S + Se + Te) ≤ 0,5% ; (V + Ti + Nb + B + Zr + terres rares) ≤ 3% ; (Mo + W) ≤ 0,5% ; N ≤ 0,3% ; Cu ≤ 5%, le reste étant du fer et des impuretés résultant de l'élaboration ;on lamine à froid ladite bande à un taux de réduction compris entre 10 et 90% en une ou plusieurs étapes ;et on effectue un recuit de recristallisation de ladite bande.
- Procédé selon la revendication 1, caractérisé en ce que la teneur en carbone dudit métal liquide est comprise entre 0,2 et 0,8%.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que ladite bande est obtenue par coulée entre deux cylindres horizontaux rapprochés, refroidis intérieurement et mis en rotation en sens inverses.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce qu'entre la coulée de la bande et le laminage à froid, on lamine à chaud ladite bande à un taux de réduction compris entre 10 et 60% en une ou plusieurs étapes.
- Procédé selon la revendication 4, caractérisé en ce que ladite bande traverse une zone sous atmosphère non oxydante entre sa coulée et son laminage à chaud.
- Procédé selon l'une des revendications 4 ou 5, caractérisé en ce que ladite bande subit une opération de décalaminage avant son laminage à chaud.
- Procédé selon l'une des revendications 1 à 6, caractérisé en ce que la bande est bobinée après sa coulée ou son laminage à chaud et débobinée avant son laminage à froid.
- Procédé selon l'une des revendications 1 à 7, caractérisé en ce que ladite bande subit un décapage acide avant son laminage à froid.
- Procédé selon l'une des revendications 1 à 8 caractérisé en ce que ledit recuit de recristallisation est un recuit compact effectué à une température de 900 à 1100°C, immédiatement suivi par un refroidissement de la bande à une vitesse de 100 à 6000°C/s.
- Procédé selon l'une des revendications 1 à 8, caractérisé en ce que ledit recuit de recristallisation est un recuit continu effectué à une température de 800 à 850°C pendant 60 à 120 s.
- Procédé selon l'une des revendications 1 à 8, caractérisé en ce que ledit recuit de recristallisation est un recuit base effectué à une température de 700 à 750°C pendant 10 à 90 mn.
- Procédé selon l'une des revendications 1 à 11, caractérisé en ce que ladite bande est décapée après ledit recuit de recristallisation.
- Procédé selon l'une des revendications 1 à 12, caractérisé en ce que ladite bande subit un passage au skin-pass après le recuit de recristallisation ou le décapage.
- Bande en alliage fer-carbone-manganèse, caractérisée en ce qu'elle est susceptible d'être produite par le procédé selon l'une des revendications 1 à 13.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9908758A FR2796083B1 (fr) | 1999-07-07 | 1999-07-07 | Procede de fabrication de bandes en alliage fer-carbone-manganese, et bandes ainsi produites |
| FR9908758 | 1999-07-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1067203A1 true EP1067203A1 (fr) | 2001-01-10 |
| EP1067203B1 EP1067203B1 (fr) | 2004-03-03 |
Family
ID=9547798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00401860A Expired - Lifetime EP1067203B1 (fr) | 1999-07-07 | 2000-06-29 | "Procédé de fabrication de bandes en alliage fer-carbone-manganèse, et bandes ainsi produites" |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6358338B1 (fr) |
| EP (1) | EP1067203B1 (fr) |
| JP (2) | JP4713709B2 (fr) |
| AT (1) | ATE260992T1 (fr) |
| BR (1) | BR0002544A (fr) |
| CA (1) | CA2314624C (fr) |
| DE (1) | DE60008641T2 (fr) |
| ES (1) | ES2215008T3 (fr) |
| FR (1) | FR2796083B1 (fr) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002101109A1 (fr) | 2001-06-13 | 2002-12-19 | Thyssenkrupp Stahl Ag | Acier et feuillard ou tole d'acier a resistance tres elevee, pouvant etre forme a froid, procede pour produire un feuillard d'acier et utilisations d'un tel acier |
| GB2385862A (en) * | 2002-02-27 | 2003-09-03 | Edgar Allen Ltd | A Cast Austenitic Manganese-Nickel Steel |
| FR2857980A1 (fr) * | 2003-07-22 | 2005-01-28 | Usinor | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese, a haute resistance, excellente tenacite et aptitude a la mise en forme a froid, et toles ainsi produites |
| WO2005061152A1 (fr) * | 2003-12-23 | 2005-07-07 | Salzgitter Flachstahl Gmbh | Procede pour produire des feuillards a chaud a partir d'un acier leger |
| FR2876708A1 (fr) * | 2004-10-20 | 2006-04-21 | Usinor Sa | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese laminees a froid a hautes caracteristiques mecaniques, resistantes a la corrosion et toles ainsi produites |
| WO2006048034A1 (fr) * | 2004-11-03 | 2006-05-11 | Thyssenkrupp Steel Ag | Bande ou tole d'acier extremement resistante a proprietes twip et procede de fabrication de ladite bande a l'aide de la 'coulee directe de bandes' |
| FR2878257A1 (fr) * | 2004-11-24 | 2006-05-26 | Usinor Sa | Procede de fabrication de toles d'acier austenitique, fer-carbone-manganese a tres hautes caracteristiques de resistance et d'allongement, et excellente homogeneite |
| WO2006077301A1 (fr) * | 2005-01-21 | 2006-07-27 | Arcelor France | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese et toles ainsi produites |
| WO2007074994A1 (fr) | 2005-12-24 | 2007-07-05 | Posco | Tole d'acier a forte teneur en mn, presentant une grande resistance a la corrosion et procede de galvanisation de la tole d'acier |
| EP2208803A1 (fr) | 2009-01-06 | 2010-07-21 | ThyssenKrupp Steel Europe AG | Acier à résistance élevée, formable à froid, produit plat en acier, procédé de fabrication d'un produit plat en acier et utilisation du produit plat en acier |
| CN101956134A (zh) * | 2010-11-01 | 2011-01-26 | 福州大学 | 一种高强度、高塑性含铜高碳twip钢及其制备工艺 |
| WO2012052626A1 (fr) | 2010-10-21 | 2012-04-26 | Arcelormittal Investigacion Y Desarrollo, S.L. | Tole d'acier laminee a chaud ou a froid, don procede de fabrication et son utilisation dans l'industrie automobile |
| EP2402472B2 (fr) † | 2010-07-02 | 2017-11-15 | ThyssenKrupp Steel Europe AG | Acier à résistance élevée pouvant être déformé à froid et produit plat en acier constitué d'un tel acier |
| EP3202941A4 (fr) * | 2014-09-29 | 2018-04-18 | Nippon Steel & Sumitomo Metal Corporation | Matériau en acier et tuyau en acier de puits de pétrole destiné à la dilatation |
| US10450624B2 (en) | 2013-07-10 | 2019-10-22 | Thyssenkrupp Steel Europe Ag | Method for producing a flat product from an iron-based shape memory alloy |
| CN113512686A (zh) * | 2021-07-16 | 2021-10-19 | 天津市新天钢钢铁集团有限公司 | 一种高合金含量的热轧、整卷退火、酸洗钢带的生产方法 |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2795743B1 (fr) * | 1999-07-01 | 2001-08-03 | Lorraine Laminage | Tole d'acier a basse teneur en aluminium pour emballage |
| DE10046181C2 (de) * | 2000-09-19 | 2002-08-01 | Krupp Thyssen Nirosta Gmbh | Verfahren zum Herstellen eines überwiegend aus Mn-Austenit bestehenden Stahlbands oder -blechs |
| DE10060948C2 (de) * | 2000-12-06 | 2003-07-31 | Thyssenkrupp Stahl Ag | Verfahren zum Erzeugen eines Warmbandes aus einem einen hohen Mangan-Gehalt aufweisenden Stahl |
| DE10130774C1 (de) † | 2001-06-26 | 2002-12-12 | Thyssenkrupp Stahl Ag | Verfahren zum Herstellen von hochfesten, aus einem Warmband kaltverformten Stahlprodukten mit guter Dehnbarkeit |
| US7485196B2 (en) * | 2001-09-14 | 2009-02-03 | Nucor Corporation | Steel product with a high austenite grain coarsening temperature |
| KR100887119B1 (ko) * | 2002-08-30 | 2009-03-04 | 주식회사 포스코 | 쌍롤형 박판 주조기를 이용한 고 망간 강의 박판 제조 방법 |
| DE10259230B4 (de) * | 2002-12-17 | 2005-04-14 | Thyssenkrupp Stahl Ag | Verfahren zum Herstellen eines Stahlprodukts |
| DE10349400B3 (de) * | 2003-10-21 | 2005-06-16 | Thyssenkrupp Nirosta Gmbh | Verfahren zum Herstellen von gegossenem Stahlband |
| DE102004054444B3 (de) * | 2004-08-10 | 2006-01-19 | Daimlerchrysler Ag | Verfahren zur Herstellung von Stahlbauteilen mit höchster Festigkeit und Plastizität |
| FR2876711B1 (fr) * | 2004-10-20 | 2006-12-08 | Usinor Sa | Procede de revetement au trempe a chaud dans un bain de zinc des bandes en acier fer-carbone-manganese |
| KR20070099684A (ko) | 2005-02-02 | 2007-10-09 | 코루스 스타알 베.뷔. | 고강도 및 양호한 성형성을 갖는 오스테나이트계 강, 상기강의 제조방법 및 상기 강의 용도 |
| DE102005008410B3 (de) * | 2005-02-24 | 2006-02-16 | Thyssenkrupp Stahl Ag | Verfahren zum Beschichten von Stahlbändern und beschichtetes Stahlband |
| KR100711361B1 (ko) * | 2005-08-23 | 2007-04-27 | 주식회사 포스코 | 가공성이 우수한 고망간형 고강도 열연강판 및 그 제조방법 |
| KR100674618B1 (ko) | 2005-09-16 | 2007-01-29 | 주식회사 포스코 | 쌍롤형 박판 주조기를 이용한 고 망간강의 박판 제조 방법 |
| US10071416B2 (en) * | 2005-10-20 | 2018-09-11 | Nucor Corporation | High strength thin cast strip product and method for making the same |
| US9999918B2 (en) | 2005-10-20 | 2018-06-19 | Nucor Corporation | Thin cast strip product with microalloy additions, and method for making the same |
| US9149868B2 (en) * | 2005-10-20 | 2015-10-06 | Nucor Corporation | Thin cast strip product with microalloy additions, and method for making the same |
| KR100742823B1 (ko) * | 2005-12-26 | 2007-07-25 | 주식회사 포스코 | 표면품질 및 도금성이 우수한 고망간 강판 및 이를 이용한도금강판 및 그 제조방법 |
| EP1878811A1 (fr) * | 2006-07-11 | 2008-01-16 | ARCELOR France | Procede de fabrication d'une tole d'acier austenitique fer-carbone-manganese ayant une excellente resistance a la fissuration differee, et tole ainsi produit |
| DE102006039307B3 (de) * | 2006-08-22 | 2008-02-21 | Thyssenkrupp Steel Ag | Verfahren zum Beschichten eines 6-30 Gew.% Mn enthaltenden warm- oder kaltgewalzten Stahlbands mit einer metallischen Schutzschicht |
| KR101008117B1 (ko) * | 2008-05-19 | 2011-01-13 | 주식회사 포스코 | 표면특성이 우수한 고가공용 고강도 박강판 및용융아연도금강판과 그 제조방법 |
| KR101027250B1 (ko) * | 2008-05-20 | 2011-04-06 | 주식회사 포스코 | 고연성 및 내지연파괴 특성이 우수한 고강도 냉연강판,용융아연 도금강판 및 그 제조방법 |
| KR101054773B1 (ko) * | 2008-09-04 | 2011-08-05 | 기아자동차주식회사 | Twip형 초고강도 강판의 제조방법 |
| KR101330903B1 (ko) * | 2008-11-05 | 2013-11-18 | 혼다 기켄 고교 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| DE102008056844A1 (de) | 2008-11-12 | 2010-06-02 | Voestalpine Stahl Gmbh | Manganstahlband und Verfahren zur Herstellung desselben |
| DE102009003598A1 (de) * | 2009-03-10 | 2010-09-16 | Max-Planck-Institut Für Eisenforschung GmbH | Korrosionsbeständiger austenitischer Stahl |
| KR101090822B1 (ko) * | 2009-04-14 | 2011-12-08 | 기아자동차주식회사 | 고강도 트윕 강판 및 그 제조방법 |
| CN102341517A (zh) * | 2009-04-14 | 2012-02-01 | 新日本制铁株式会社 | 切削性优异的低比重锻造用钢 |
| EP2431492B1 (fr) * | 2009-04-28 | 2015-09-30 | Hyundai Steel Company | Tôle d'acier contenant de l'azote à haute teneur en manganèse présentant une résistance et une ductilité élevées, et son procédé de fabrication |
| WO2011100798A1 (fr) | 2010-02-20 | 2011-08-25 | Bluescope Steel Limited | Nitratation d'acier au niobium et produit fabriqué par ce moyen |
| BRPI1002010A2 (pt) * | 2010-06-30 | 2012-03-06 | Universidade Federal De Minas Gerais | Chapa de aço laminada a frio e recozida com efeito twip e processo de obtenção |
| CN101892420B (zh) * | 2010-07-29 | 2012-09-19 | 中国计量学院 | 一种制备高强高韧FeMnC合金钢的再结晶退火工艺 |
| IT1403129B1 (it) * | 2010-12-07 | 2013-10-04 | Ct Sviluppo Materiali Spa | Procedimento per la produzione di acciaio ad alto manganese con resistenza meccanica e formabilità elevate, ed acciaio così ottenibile. |
| KR20120065464A (ko) * | 2010-12-13 | 2012-06-21 | 주식회사 포스코 | 항복비 및 연성이 우수한 오스테나이트계 경량 고강도 강판 및 그의 제조방법 |
| DE102011000089A1 (de) * | 2011-01-11 | 2012-07-12 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines warmgewalzten Stahlflachprodukts |
| KR101439613B1 (ko) | 2012-07-23 | 2014-09-11 | 주식회사 포스코 | 굽힘 가공성과 연신율이 우수한 고강도 고망간 강판 및 그 제조방법 |
| KR101510505B1 (ko) * | 2012-12-21 | 2015-04-08 | 주식회사 포스코 | 우수한 도금성과 초고강도를 갖는 고망간 용융아연도금강판의 제조방법 및 이에 의해 제조된 고망간 용융아연도금강판 |
| DE102013003516A1 (de) | 2013-03-04 | 2014-09-04 | Outokumpu Nirosta Gmbh | Verfahren zur Herstellung eines ultrahochfesten Werkstoffs mit hoher Dehnung |
| US20140261918A1 (en) | 2013-03-15 | 2014-09-18 | Exxonmobil Research And Engineering Company | Enhanced wear resistant steel and methods of making the same |
| DE102013012118A1 (de) * | 2013-07-18 | 2015-01-22 | C.D. Wälzholz GmbH | Kaltgewalztes Schmalband in Form von Flachdraht oder Profilen aus einem hochfesten Stahl für den Einsatz in flexiblen Rohren, insbesondere in flexiblen Rohren für Offshore-Anwendungen sowie Verfahren zur Herstellung derartiger kaltgewalzter Schmalbänder |
| KR101598499B1 (ko) * | 2013-10-21 | 2016-03-02 | 연세대학교 산학협력단 | 고강도 및 고연성 강판 및 그 제조방법 |
| CN104087872B (zh) * | 2014-06-24 | 2016-04-06 | 宁国市正兴耐磨材料有限公司 | 一种风扇磨煤机冲击板 |
| DE102014009534A1 (de) * | 2014-06-25 | 2015-12-31 | Salzgitter Flachstahl Gmbh | Stahlprodukt zum Schutz elektrischer Bauteile vor mechanischer Beschädigung |
| CN104178702A (zh) * | 2014-08-08 | 2014-12-03 | 无棣向上机械设计服务有限公司 | 一种高韧性耐磨合金材料及其制备方法 |
| DE102015111866A1 (de) * | 2015-07-22 | 2017-01-26 | Salzgitter Flachstahl Gmbh | Umformbarer Leichtbaustahl mit verbesserten mechanischen Eigenschaften und Verfahren zur Herstellung von Halbzeug aus diesem Stahl |
| DE102015112889A1 (de) * | 2015-08-05 | 2017-02-09 | Salzgitter Flachstahl Gmbh | Hochfester manganhaltiger Stahl, Verwendung des Stahls für flexibel gewalzte Stahlflachprodukte und Herstellverfahren nebst Stahlflachprodukt hierzu |
| DE102015112886A1 (de) * | 2015-08-05 | 2017-02-09 | Salzgitter Flachstahl Gmbh | Hochfester aluminiumhaltiger Manganstahl, ein Verfahren zur Herstellung eines Stahlflachprodukts aus diesem Stahl und hiernach hergestelltes Stahlflachprodukt |
| KR101726081B1 (ko) | 2015-12-04 | 2017-04-12 | 주식회사 포스코 | 저온 충격 인성이 우수한 선재 및 그 제조방법 |
| CA3009463C (fr) * | 2015-12-22 | 2020-09-22 | Posco | Materiau en acier austenitique presentant une excellente resistance a la fragilisation par l'hydrogene |
| KR101747034B1 (ko) * | 2016-04-28 | 2017-06-14 | 주식회사 포스코 | 항복비가 우수한 초고강도 고연성 강판 및 이의 제조방법 |
| DE102016110661A1 (de) | 2016-06-09 | 2017-12-14 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines kaltgewalzten Stahlbandes aus einem hochfesten, manganhaltigen Stahl |
| DE102016115618A1 (de) | 2016-08-23 | 2018-03-01 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines höchstfesten Stahlbandes mit verbesserten Eigenschaften bei der Weiterverarbeitung und ein derartiges Stahlband |
| RU2714975C1 (ru) | 2016-08-23 | 2020-02-21 | Зальцгиттер Флахшталь Гмбх | Способ изготовления высокопрочной стальной полосы с улучшенными свойствами для дальнейшей обработки и стальная полоса такого типа |
| DE102016117508B4 (de) | 2016-09-16 | 2019-10-10 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines Stahlflachprodukts aus einem mittelmanganhaltigen Stahl und ein derartiges Stahlflachprodukt |
| RU2667258C1 (ru) * | 2018-04-10 | 2018-09-18 | Юлия Алексеевна Щепочкина | Сплав на основе железа |
| KR102655166B1 (ko) * | 2019-01-22 | 2024-04-04 | 아뻬랑 | 용접성이 향상된 철-망가니즈 합금 |
| CN112536424B (zh) * | 2020-11-13 | 2022-05-17 | 华北理工大学 | 分段控温调整气体流量快速脱碳炼钢的装置及使用方法 |
| CN115216705B (zh) * | 2022-06-29 | 2023-10-27 | 张家港中美超薄带科技有限公司 | 一种基于薄带连铸的低密度钢的低能耗生产方法 |
| CN115287548B (zh) * | 2022-10-10 | 2023-01-17 | 山东瑞泰新材料科技有限公司 | 高膨胀合金钢及其制备方法和应用 |
| CN115786809B (zh) * | 2022-11-29 | 2024-03-26 | 江西宝顺昌特种合金制造有限公司 | 一种高强度Fe-Ni-Cr高膨胀钢及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02166233A (ja) * | 1988-12-20 | 1990-06-26 | Nippon Steel Corp | 薄肉鋳造法を用いたCr系ステンレス鋼薄板の製造方法 |
| JPH04120252A (ja) * | 1990-09-11 | 1992-04-21 | Nippon Steel Corp | シャドウマスク用素材およびその製造方法 |
| WO1993013233A1 (fr) * | 1991-12-30 | 1993-07-08 | Pohang Iron & Steel Co., Ltd. | Acier austenitique au manganese presentant une plasticite, une resistance et une soudabilite ameliorees, et son procede de fabrication |
| WO1995026423A1 (fr) * | 1994-03-25 | 1995-10-05 | Pohang Iron & Steel Co., Ltd. | Acier a teneur elevee en manganese presentant une aptitude amelioree a la deformation a chaud, et procede de fabrication d'une tole d'acier laminee a chaud a teneur elevee en manganese et exempte de criques |
| WO1997024467A1 (fr) * | 1995-12-30 | 1997-07-10 | Pohang Iron & Steel Co., Ltd. | Procede pour recuire et decaper des feuilles en acier lamine a froid, a haute teneur en manganese |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2863541B2 (ja) * | 1989-03-29 | 1999-03-03 | 新日本製鐵株式会社 | 薄肉鋳造法を用いたCr系ステンレス鋼薄板の製造方法 |
| JPH0788534B2 (ja) * | 1989-04-05 | 1995-09-27 | 新日本製鐵株式会社 | 表面品質が優れたCr―Ni系ステンレス鋼薄板の製造方法 |
| JPH0784616B2 (ja) * | 1989-04-05 | 1995-09-13 | 新日本製鐵株式会社 | 耐応力腐食割れ性に優れ表面品質の優れたCr―Ni系ステンレス鋼薄板の製造法 |
| KR950009223B1 (ko) * | 1993-08-25 | 1995-08-18 | 포항종합제철주식회사 | 프레스 성형성, 열간가공성 및 고온내산화성이 우수한 오스테나이트계 스테인레스강 |
-
1999
- 1999-07-07 FR FR9908758A patent/FR2796083B1/fr not_active Expired - Fee Related
-
2000
- 2000-06-29 DE DE60008641T patent/DE60008641T2/de not_active Expired - Lifetime
- 2000-06-29 ES ES00401860T patent/ES2215008T3/es not_active Expired - Lifetime
- 2000-06-29 AT AT00401860T patent/ATE260992T1/de active
- 2000-06-29 EP EP00401860A patent/EP1067203B1/fr not_active Expired - Lifetime
- 2000-07-06 BR BR0002544-5A patent/BR0002544A/pt not_active IP Right Cessation
- 2000-07-06 CA CA002314624A patent/CA2314624C/fr not_active Expired - Fee Related
- 2000-07-07 US US09/612,415 patent/US6358338B1/en not_active Expired - Fee Related
- 2000-07-07 JP JP2000206004A patent/JP4713709B2/ja not_active Expired - Fee Related
-
2010
- 2010-12-17 JP JP2010281215A patent/JP2011068997A/ja not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02166233A (ja) * | 1988-12-20 | 1990-06-26 | Nippon Steel Corp | 薄肉鋳造法を用いたCr系ステンレス鋼薄板の製造方法 |
| JPH04120252A (ja) * | 1990-09-11 | 1992-04-21 | Nippon Steel Corp | シャドウマスク用素材およびその製造方法 |
| WO1993013233A1 (fr) * | 1991-12-30 | 1993-07-08 | Pohang Iron & Steel Co., Ltd. | Acier austenitique au manganese presentant une plasticite, une resistance et une soudabilite ameliorees, et son procede de fabrication |
| WO1995026423A1 (fr) * | 1994-03-25 | 1995-10-05 | Pohang Iron & Steel Co., Ltd. | Acier a teneur elevee en manganese presentant une aptitude amelioree a la deformation a chaud, et procede de fabrication d'une tole d'acier laminee a chaud a teneur elevee en manganese et exempte de criques |
| WO1997024467A1 (fr) * | 1995-12-30 | 1997-07-10 | Pohang Iron & Steel Co., Ltd. | Procede pour recuire et decaper des feuilles en acier lamine a froid, a haute teneur en manganese |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 431 (C - 0759) 17 September 1990 (1990-09-17) * |
| PATENT ABSTRACTS OF JAPAN vol. 016, no. 375 (C - 0973) 12 August 1992 (1992-08-12) * |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002101109A1 (fr) | 2001-06-13 | 2002-12-19 | Thyssenkrupp Stahl Ag | Acier et feuillard ou tole d'acier a resistance tres elevee, pouvant etre forme a froid, procede pour produire un feuillard d'acier et utilisations d'un tel acier |
| GB2385862A (en) * | 2002-02-27 | 2003-09-03 | Edgar Allen Ltd | A Cast Austenitic Manganese-Nickel Steel |
| WO2005019483A1 (fr) * | 2003-07-22 | 2005-03-03 | Usinor | Procede de fabrication de toles d’acier austenitique fer-carbone-manganese, a haute resistance, excellente tenacite et aptitude a la mise en forme a froid, et toles ainsi produites |
| US9873931B2 (en) | 2003-07-22 | 2018-01-23 | Arcelormittal | Method of producing austenitic iron/carbon/manganese steel sheets having a high strength and excellent toughness and being suitable for cold forming, and sheets thus produced |
| FR2857980A1 (fr) * | 2003-07-22 | 2005-01-28 | Usinor | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese, a haute resistance, excellente tenacite et aptitude a la mise en forme a froid, et toles ainsi produites |
| US8926772B2 (en) | 2003-07-22 | 2015-01-06 | Usinor | Method of producing austenitic iron/carbon/manganese steel sheets having a high strength and excellent toughness and being suitable for cold forming, and sheets thus produced |
| US7806165B2 (en) | 2003-12-23 | 2010-10-05 | Salzgitter Flachstahl Gmbh | Method for making hot strips of lightweight construction steel |
| WO2005061152A1 (fr) * | 2003-12-23 | 2005-07-07 | Salzgitter Flachstahl Gmbh | Procede pour produire des feuillards a chaud a partir d'un acier leger |
| KR101178775B1 (ko) | 2003-12-23 | 2012-09-07 | 막스-플랑크-인스티투트 퓌어 아이젠포르슝 게엠베하 | 경량 구조강의 핫 스트립의 제조 방법 |
| FR2876708A1 (fr) * | 2004-10-20 | 2006-04-21 | Usinor Sa | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese laminees a froid a hautes caracteristiques mecaniques, resistantes a la corrosion et toles ainsi produites |
| WO2006042931A1 (fr) * | 2004-10-20 | 2006-04-27 | Arcelor France | Procede de fabrication de toles d' acier austenitique fer-carbone-manganese et toles ainsi produites |
| US7976650B2 (en) | 2004-10-20 | 2011-07-12 | Arcelor France | Method for production of sheet of austenitic iron/carbon/manganese steel and sheets produced thus |
| KR101004268B1 (ko) * | 2004-10-20 | 2011-01-03 | 아르셀러미탈 프랑스 | 철-탄소-망간 오스테나이트계 강 시트 제조 방법 및 그방법에 의해 제조된 시트 |
| CN101263233B (zh) * | 2004-10-20 | 2010-11-03 | 阿塞洛法国公司 | 生产铁-碳-锰奥氏体钢板材的方法和如此生产的板材 |
| WO2006048034A1 (fr) * | 2004-11-03 | 2006-05-11 | Thyssenkrupp Steel Ag | Bande ou tole d'acier extremement resistante a proprietes twip et procede de fabrication de ladite bande a l'aide de la 'coulee directe de bandes' |
| WO2006056670A2 (fr) * | 2004-11-24 | 2006-06-01 | Arcelor France | Procede de fabrication de toles d'acier austenitique, fer-carbone-manganese a tres hautes caracteristiques de resistance et d'allongement, et excellente homogeneite |
| FR2878257A1 (fr) * | 2004-11-24 | 2006-05-26 | Usinor Sa | Procede de fabrication de toles d'acier austenitique, fer-carbone-manganese a tres hautes caracteristiques de resistance et d'allongement, et excellente homogeneite |
| US7794552B2 (en) | 2004-11-24 | 2010-09-14 | Arcelor France | Method of producing austenitic iron/carbon/manganese steel sheets having very high strength and elongation characteristics and excellent homogeneity |
| WO2006056670A3 (fr) * | 2004-11-24 | 2007-07-05 | Arcelor France | Procede de fabrication de toles d'acier austenitique, fer-carbone-manganese a tres hautes caracteristiques de resistance et d'allongement, et excellente homogeneite |
| FR2881144A1 (fr) * | 2005-01-21 | 2006-07-28 | Usinor Sa | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese a haute resistance a la fissuration differee, et toles ainsi produites |
| WO2006077301A1 (fr) * | 2005-01-21 | 2006-07-27 | Arcelor France | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese et toles ainsi produites |
| US7799148B2 (en) | 2005-01-21 | 2010-09-21 | Arcelor France | Method for producing austenitic iron-carbon-manganese metal sheets, and sheets produced thereby |
| WO2007074994A1 (fr) | 2005-12-24 | 2007-07-05 | Posco | Tole d'acier a forte teneur en mn, presentant une grande resistance a la corrosion et procede de galvanisation de la tole d'acier |
| EP1971701A4 (fr) * | 2005-12-24 | 2010-01-27 | Posco Co Ltd | Tole d'acier a forte teneur en mn, presentant une grande resistance a la corrosion et procede de galvanisation de la tole d'acier |
| EP1971701A1 (fr) * | 2005-12-24 | 2008-09-24 | Posco Co., Ltd. | Tole d'acier a forte teneur en mn, presentant une grande resistance a la corrosion et procede de galvanisation de la tole d'acier |
| US9580786B2 (en) | 2005-12-24 | 2017-02-28 | Posco | High Mn steel sheet for high corrosion resistance and method of manufacturing galvanizing the steel sheet |
| EP2208803A1 (fr) | 2009-01-06 | 2010-07-21 | ThyssenKrupp Steel Europe AG | Acier à résistance élevée, formable à froid, produit plat en acier, procédé de fabrication d'un produit plat en acier et utilisation du produit plat en acier |
| EP2402472B2 (fr) † | 2010-07-02 | 2017-11-15 | ThyssenKrupp Steel Europe AG | Acier à résistance élevée pouvant être déformé à froid et produit plat en acier constitué d'un tel acier |
| WO2012052626A1 (fr) | 2010-10-21 | 2012-04-26 | Arcelormittal Investigacion Y Desarrollo, S.L. | Tole d'acier laminee a chaud ou a froid, don procede de fabrication et son utilisation dans l'industrie automobile |
| WO2012052689A1 (fr) | 2010-10-21 | 2012-04-26 | Arcelormittal Investigacion Y Desarrollo, S.L. | Tôle d'acier laminée à chaud ou à froid, son procédé de fabrication et son utilisation dans l'industrie automobile |
| US11131011B2 (en) | 2010-10-21 | 2021-09-28 | Arcelormittal | Hot-rolled or cold-rolled steel plate |
| CN101956134B (zh) * | 2010-11-01 | 2012-08-08 | 福州大学 | 一种高强度、高塑性含铜高碳twip钢及其制备工艺 |
| CN101956134A (zh) * | 2010-11-01 | 2011-01-26 | 福州大学 | 一种高强度、高塑性含铜高碳twip钢及其制备工艺 |
| US10450624B2 (en) | 2013-07-10 | 2019-10-22 | Thyssenkrupp Steel Europe Ag | Method for producing a flat product from an iron-based shape memory alloy |
| EP3202941A4 (fr) * | 2014-09-29 | 2018-04-18 | Nippon Steel & Sumitomo Metal Corporation | Matériau en acier et tuyau en acier de puits de pétrole destiné à la dilatation |
| CN113512686A (zh) * | 2021-07-16 | 2021-10-19 | 天津市新天钢钢铁集团有限公司 | 一种高合金含量的热轧、整卷退火、酸洗钢带的生产方法 |
| CN113512686B (zh) * | 2021-07-16 | 2022-04-12 | 天津市新天钢钢铁集团有限公司 | 一种高合金含量的热轧、整卷退火、酸洗钢带的生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1067203B1 (fr) | 2004-03-03 |
| DE60008641D1 (de) | 2004-04-08 |
| FR2796083B1 (fr) | 2001-08-31 |
| US6358338B1 (en) | 2002-03-19 |
| JP2011068997A (ja) | 2011-04-07 |
| ATE260992T1 (de) | 2004-03-15 |
| ES2215008T3 (es) | 2004-10-01 |
| CA2314624A1 (fr) | 2001-01-07 |
| DE60008641T2 (de) | 2005-02-03 |
| JP2001049348A (ja) | 2001-02-20 |
| BR0002544A (pt) | 2001-03-13 |
| JP4713709B2 (ja) | 2011-06-29 |
| FR2796083A1 (fr) | 2001-01-12 |
| CA2314624C (fr) | 2009-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1067203B1 (fr) | "Procédé de fabrication de bandes en alliage fer-carbone-manganèse, et bandes ainsi produites" | |
| CA2314830C (fr) | Procede de fabrication de bandes minces en acier de type "trip", et bandes minces ainsi obtenues | |
| EP1844173B1 (fr) | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese et toles ainsi produites | |
| EP1913169B1 (fr) | Procede de fabrication de tôles d'acier presentant une haute resistance et une excellente ductilite, et tôles ainsi produites | |
| EP1466024B1 (fr) | Procede de fabrication d un produit siderurgique en acier au carbone riche en cuivre, et produit siderurgique ainsi obtenu | |
| EP2245203B1 (fr) | Tôle en acier inoxydable austenitique et procede d'obtention de cette tôle | |
| EP1228254B1 (fr) | Procede de fabrication de bandes d'acier au carbone, notamment d'acier pour emballages | |
| EP1427866B1 (fr) | Procede de fabrication de tubes soudes et tube ainsi obtenu | |
| EP3167091B1 (fr) | Tôle d'acier laminée à chaud et procédé de fabrication associé | |
| EP0881305B1 (fr) | Procédé de fabrication de bandes minces d'acier inoxydable ferritique | |
| WO2012127125A1 (fr) | Tôle d'acier laminée à chaud et procédé de fabrication associé | |
| EP0896069B1 (fr) | Procédé d'élaboration d'une tôle mince en acier à ultra bas carbone pour la réalisation de produits emboutis pour emballage et tôle mince obtenue | |
| EP1099769B1 (fr) | Procédé de réalisation d'une bande de tôle laminée à chaud à très haute résistance, utilisable pour la mise en forme et notamment pour l'emboutissage | |
| CA2311172C (fr) | Procede de fabrication de toles aptes a l'emboutissage par coulee directe de bandes minces, et toles ainsi obtenues | |
| FR2631350A1 (fr) | Alliage de ni-fe ferromagnetique et procede de fabrication de brames ayant une qualite de surface excellente en cet alliage | |
| EP0922777A1 (fr) | Produit plat, tel que tÔle, d'un acier à haute limite d'élasticité montrant une bonne ductilité et procédé de fabrication de ce produit | |
| EP0487443B1 (fr) | Tôle en acier à usage électrique | |
| BE1011557A4 (fr) | Acier a haute limite d'elasticite montrant une bonne ductilite et procede de fabrication de cet acier. | |
| WO2000003041A1 (fr) | Produit plat, tel que tole, d'un acier a haute limite d'elasticite montrant une bonne ductilite et procede de fabrication de ce produit | |
| BE858549A (fr) | Procede pour traiter des brames d'acier coulees en continu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010113 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040303 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040303 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040303 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60008641 Country of ref document: DE Date of ref document: 20040408 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040603 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040603 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2215008 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20041206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110621 Year of fee payment: 12 Ref country code: SE Payment date: 20110613 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110629 Year of fee payment: 12 Ref country code: AT Payment date: 20110526 Year of fee payment: 12 Ref country code: NL Payment date: 20110621 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110624 Year of fee payment: 12 Ref country code: BE Payment date: 20110614 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20110715 Year of fee payment: 12 Ref country code: DE Payment date: 20110622 Year of fee payment: 12 |
|
| BERE | Be: lapsed |
Owner name: *USINOR Effective date: 20120630 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130101 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 260992 Country of ref document: AT Kind code of ref document: T Effective date: 20120629 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120629 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60008641 Country of ref document: DE Effective date: 20130101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130101 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130101 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120702 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120629 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120629 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |