EP1057906B1 - Installation et procédé de production de voile - Google Patents
Installation et procédé de production de voile Download PDFInfo
- Publication number
- EP1057906B1 EP1057906B1 EP00111172A EP00111172A EP1057906B1 EP 1057906 B1 EP1057906 B1 EP 1057906B1 EP 00111172 A EP00111172 A EP 00111172A EP 00111172 A EP00111172 A EP 00111172A EP 1057906 B1 EP1057906 B1 EP 1057906B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- woven
- profile
- fleece
- measuring device
- plaiter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G25/00—Lap-forming devices not integral with machines specified above
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G23/00—Feeding fibres to machines; Conveying fibres between machines
- D01G23/06—Arrangements in which a machine or apparatus is regulated in response to changes in the volume or weight of fibres fed, e.g. piano motions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
Definitions
- the invention relates to a nonwoven system and a Operating method with the features in the preamble of Main procedural and device claim.
- Such a fleece system is known from practice. she consists of at least one fleece layer, one of single layer fed to an upstream pile generator Folded pile in a multi-layer fleece and at least a downstream consolidation device.
- Fleece layers with other profile formation facilities are from EP-A-0 521 973, EP-A-0 371 948, WO 98/37264, EP 0 659 220, DE-A-43 04 988 and WO 97/19209 are known.
- the Profile formation of the fleece is based on this reached different ways, e.g. through changed Decrease speeds of the pile on the pile generator Change in the fleece layer speed level opposite the clutter, possibly including a intermediate memory, by different Laying widths when laying the flora on the discharge belt or etc. ..
- JP 03193921A shows a similar fleece system.
- she consists of a card, a first fleece layer, one downstream second card, another fleece layer and a needle machine.
- About measuring devices is on different places the thickness or the sag of the Flors measured.
- the measuring devices Laying width of the fleece coming from the first fleece layer measured to ensure the correct closing of the layers at second fleece layer to ensure laid fleece.
- the carding machine and the needle machine are the results of the measurements controlled to the desired quality of the final product to reach.
- Through the various measuring devices in the fleece system is to ensure that the Process and the fleece system run stable and constant and that a controlled relationship between the thickness or Density of the end product and the setting of the card or Needle machine exists.
- a measuring device for determining the density of the nonwoven is arranged at a suitable location behind the outlet of the nonwoven layer.
- the density values determined are used to set the profile formation device, so that the desired profile formation can be specifically set and monitored or regulated.
- the measuring device is preferably arranged behind the solidification device. In this way, it detects any density errors in the end product, which can be caused anywhere in a complete fleece system and can be compensated for by adjusting the profile formation in the fleece layer area, regardless of where it originates.
- the fleece layer and the profile forming device can be in be formed in any suitable manner.
- the profile formation by Generation of speed difference between belt and Carriage speed at the pile outlet of the laying carriage generated. This version has advantages in the targeted Control of profile creation.
- the measuring device can be used in any suitable manner be trained. For continuous operation and an online regulation is recommended optical or radiometric measuring equipment.
- FIG. 1 shows a fleece system in a schematic representation (1).
- This consists of at least one fleece layer (4) a measuring device (13) for direct or indirect Determination of the density of the leaking fleece (10).
- a pile generator (2) e.g. a card, upstream his.
- the pile generator (2) can also be a device for Preparation of the fibers and other suitable components exhibit.
- the pile generator (2) creates a single layer Pile (3) of any suitable fibers, e.g. synthetic fibers or natural fibers, and leads them over suitable Funding the inlet or pile inlet (15) of the Fleece layer (4).
- the fleece layer (4) folds the supplied single-ply pile (3) to form a transversely running, multi-layer fleece (10), which is placed on a discharge belt (11).
- the pile layers are zigzagged on the discharge belt (11) stored.
- the fleece (10) then becomes one suitable solidification device (12), e.g. one Needle machine or a thermofusion device, supplied in the fleece (10) in a suitable manner is solidified and compacted.
- the measuring device (13) is preferably on the outlet side behind the Solidification device (12) arranged. Alternatively or in addition, a measuring device (13) can also be used between the fleece layer (4) and the consolidation device (12) be arranged.
- the fleece system (1) cannot beyond that included system components, e.g. a Stretching device, another pile generator etc., the for example between the fleece layer (4) and the Solidification device (12) can be arranged.
- Behind the consolidation device (12) or the measuring device (13) can be a cutting device, a winding device and other suitable Plant components can be arranged.
- As a variation of the shown embodiment can also several Fleece layer (4) can be arranged one behind the other.
- the fleece layer (4) preferably has an integrated one Profile forming device (20) with which the density of the deposited fleece (10) influenced and over the Laying width can be changed in a targeted manner.
- the Profile forming device (20) can also Flor producers must be assigned. Basically, the Profile forming device (20) in any suitable Be trained and arranged. For example they correspond to EP 0 315 930, EP 0 371 948, the WO 98/37264, EP 0 659 220, DE-P 43 04 988, WO 97/19209 and DE-A-38 43 180 executed and placed his.
- the density of the fleece can be measured using the measuring device (13) (10) can be determined.
- the Measuring device (13) across the entire laying or Fleece width and measures the laying width in several places. It is recommended to optimize the Measurement results, to provide a large number of measurement points, which are arranged in a row or offset from one another and are positioned with the highest possible density.
- the measuring device (13) preferably measures continuously. Alternatively, it can also be intermittent work, the density measurement during the Production operations are carried out several times.
- the measurement results are used to set the Profile forming device (20). This setting can done manually by moving the density values over the Laying width of the measuring device (13) in a suitable Manner, e.g. be visually shown on a display. at Irregularities will occur Profile formation device (20) readjusted manually.
- the measuring device (13) via a line (14) with the Profile forming device (20) in a control loop connected.
- the profile forming device (20) can do this a suitable freely programmable control (5) which e.g. a computer with one or more Processors, suitable interfaces and one or more Data and program storage included.
- a target / actual value comparison of the delivered Density data carried out and depending on the result the profile forming device (20) corresponds to a required control logic. This will make the Density of the fleece (10) continuously or at least intermittently monitored and automatically when required readjusted.
- the density measurement is preferably carried out behind the Solidification device (12) on the compressed fleece (10) and thus on the end product. This will result in density errors recorded at any point within the Fleece system (1) can occur. Then you will regardless of the causer about the Profile formation device (20) readjusted and compensated.
- the measuring device (13) is arranged Density errors can occur immediately behind the fleece layer (4) recorded in and in front of the fleece layer (4) arise. Density error in the solidification device (12) are not determined by this.
- the solidification device (12) One of the main causes of the density errors mentioned is the solidification device (12).
- the solidification device (12) comes from House to increase the fiber density in the edge area the fleece (10).
- the fleece shrinks during consolidation (10) on the longitudinal edges and forms a lateral Entry point. This leads to a higher compression in the longitudinal edge areas of the fleece (10).
- This Effect is made via the profile forming device (20) counteracted by the interior between these Margins in the formation of nonwovens by increased Flora deposit and an associated increased Fiber feed is increased. To compensate for this edge compressions essentially occur all types of solidification devices (12).
- Another cause also come Tolerances and irregularities in the formation of fleece and profile formation as the cause of compaction errors in Consideration. The actual profile formation then deviates the settings. All of these causes can be caused by the Measuring device (13) in connection with the Profile forming device (20) can be compensated.
- the measuring device (13) can be used in any suitable manner be constructed constructively and as direct or indirect density measurement work.
- radiometric Measuring devices that the fleece (10) with a Spreading width essentially evenly distributed Expose radiation and that by different Register density-induced radiation changes. Different densities can, for example, lead to one different distraction behavior and one lead to different scattering of the radiation.
- the Radiation can be of any suitable type, e.g. Beta radiation, pulsating microwaves or the like.
- optical measuring devices (13) into consideration. This applies in particular to measuring systems that with the incident light or transmitted light method with e.g. a possibly pulsating infrared light source work.
- These density measurements and measuring systems can z. B. according to DD-A-260 766, DE-A-38 16 319, SU-A-1 295 340, US-A-4,865,054 or the EP-A-0 513 013.
- the fleece (10) in several places above the laying width Pressure load cells or other suitable sensors locally weigh and determine the density.
- a Density measurement can also be done through the application of pressure or Force on the fleece (10) and measurement of the reaction force by means of a resilient pressure sensor, e.g. according to EP-A-0 087 611.
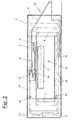
- FIG 2 shows a preferred embodiment of the Fleece layer (4).
- He is a so-called fleece belt layer designed according to WO 97/19209.
- He has two endless and circular laying tapes (6,7), the independently by suitable drives (not shown) are driven.
- the laying tapes (6,7) are over two Main car (8.9) with independent drives (not shown) and arranged there deflection and Guided roles.
- two auxiliary vehicles (16,17) over which the laying tapes (6,7) are also guided by pulleys.
- the Auxiliary carriages (16, 17) are connected via suitable drive belts (18) or other connection means either independently driven or with the associated main car (8,9) connected.
- the auxiliary wagons (16, 17) tighten the Layers (6,7) and allow the two Main car (8.9) deviates from the normal Move the coupling reference against each other.
- Decoupling of the main carriage (8.9) from one another can internal tape and pile storage are formed which Edge thickening of the deposited fleece (10) prevented. This occurs at the reversal points of the lower one Main car or laying car (9) and braking and acceleration areas there Car movement only as much pile (3) as for one uniform pile placement is desired.
- Velocity interventions form a profile of the fleece (10) can be achieved.
- the fleece layer (4) is a so-called co-rotating Casually trained, where the two main cars (8,9) move regularly in the same direction, whereby with normal coupling the lower main carriage (9) twice the distance and twice the speed as that upper main car drives.
- With a parallel layer the two laying tapes (6,7) move between the two main carriages (8.9) directly in one in essential horizontal band section, the pile (3) between the laying tapes (6,7) in a pressing zone is guided and held with slight clamping. additionally can be on the upper main car or superstructure (8) closed belt inlet with another pressure zone to be available.
- the fleece layer (4) can also be used as a so-called opposed layers similar to EP 0 315 930 his.
- the two main carriages (8.9) move counter to each other, with the two laying tapes (6,7) between the main car (8,9) via a stationary Redirection are performed.
- the profile forming device (20) is shown in FIG preferred embodiment part of the fleece layer (4) and affects the speed of the tapes (6,7) and the two separately driven and controllable main car (8.9).
- the Profile formation deliberately differences in speed between the belt speed and the Laying carriage speed at the pile exit point on Laying carriage (9) generated. If the belt circulation speed is higher than the driving speed of the laying carriage (9), more pile emerges, resulting in a corresponding increase the fleece density leads. Conversely, with one Reduction of the belt circulation speed compared to the Laying carriage speed a reduction in Fleece density.
- the drives are controlled (5) the laying tapes (6,7) and the main carriage (8,9) separately set from each other and to any suitable Relative relationships set.
- the Profile forming device (20) in any other be designed in a suitable manner. You can do it for example the constructions and functions according to the EP-A-0 521 973, EP-A-0 371 948, WO 98/37264, EP-A-0 659 220, DE-A-43 04 988, WO 97/19209 and DE-A-38 43 180.
- the fleece layer (4) can take place as a fleece belt layer also as a so-called wagon layer or be designed as a camelback layer.
- the same can the other components of the fleece system (1), in particular the pile generator (2) and the consolidation device (12) in any suitable manner in training and arrangement be modified.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Nonwoven Fabrics (AREA)
Claims (11)
- Procédé pour faire fonctionner une installation de production de non-tissé, constitué d'au moins un répartiteur (4) de voile qui plie en un non-tissé (10) en plusieurs couches un voile (3) apporté par un producteur (2) de voile en amont, un profil du non-tissé (10) étant formé par un dispositif (20) de formation de profil et le non-tissé (10) étant évacué ensuite sur au moins un dispositif (12) de consolidation, caractérisé en ce que l'on détermine en aval de la sortie (19) du répartiteur (4) de voile du dispositif (13) de mesure la masse volumique du non-tissé (10) et on règle le dispositif (10) de formation de profil en fonction des valeurs mesurées pour produire le profil souhaité de non-tissé.
- Procédé suivant la revendication 1, caractérisé en ce que l'on règle automatiquement le dispositif (20) de formation de profil et la production du profil de non-tissé.
- Procédé suivant la revendication 1 ou 2, caractérisé en ce que l'on mesure la masse volumique du non-tissé (10) par radiométrie, par voie optique, par une technique de pression ou par le poids du non-tissé.
- Installation de production de non-tissé, constituée d'au moins un répartiteur (4) de voile qui plie en un non-tissé (10) en plusieurs couches un voile (3) apporté par un producteur (2) de voile en amont, un profil du non-tissé (10) étant formé par un dispositif (20) de formation de profil et le non-tissé (10) étant évacué ensuite sur au moins un dispositif (12) de consolidation, caractérisée en ce que en aval de la sortie (19) du répartiteur (4) de voile est disposé un dispositif (13) de mesure destiné à déterminer la densité du non-tissé (10) et à régler le dispositif (20) de formation de profil.
- Installation de production de non-tissé suivant la revendication 4, caractérisée en ce que le dispositif (13) de mesure est relié suivant un circuit de réglage au dispositif (20) de formation de profil.
- Installation de production de non-tissé suivant la revendication 4 ou 5, caractérisée en ce que le dispositif (13) de mesure opère en continu ou du moins par intermittence.
- Installation de production de non-tissé suivant la revendication 4, 5 ou 6, caractérisée en ce que le dispositif (13) de mesure est disposé en aval du dispositif (12) de consolidation.
- Installation de production de non-tissé suivant l'une des revendications 4 à 7, caractérisée en ce que le dispositif (13) de mesure est constitué en dispositif de mesure optique, radiométrique ou suivant une technique de pression.
- Installation de production de non-tissé suivant l'une des revendications 4 à 8, caractérisée en ce que le répartiteur (4) de voile comprend deux bandes (6, 7) de dépôt entraínées et tournant suivant des voies fermées et deux chariots (8, 9) principaux qui peuvent être commandés indépendamment des bandes et qui sont entraínés.
- Installation de production de non-tissé suivant l'une des revendications 4 à 9, caractérisée en ce que le dispositif (20) de formation de profil a une commande (5) qui peut être programmée librement pour produire des différences de vitesse de formation de profil entre la vitesse de bande et la vitesse de chariot principal.
- Installation de production de non-tissé suivant l'une des revendications 1 à 10, caractérisée en ce que le répartiteur (4) de voile comprend au moins un chariot (16,17) auxiliaire pour tendre au moins une bande (6, 7) de dépôt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29909016U DE29909016U1 (de) | 1999-05-26 | 1999-05-26 | Vliesanlage |
| DE29909016U | 1999-05-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1057906A1 EP1057906A1 (fr) | 2000-12-06 |
| EP1057906B1 true EP1057906B1 (fr) | 2003-04-23 |
Family
ID=8073850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00111172A Expired - Lifetime EP1057906B1 (fr) | 1999-05-26 | 2000-05-24 | Installation et procédé de production de voile |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1057906B1 (fr) |
| DE (2) | DE29909016U1 (fr) |
| ES (1) | ES2197036T3 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1936016A2 (fr) | 2006-12-22 | 2008-06-25 | Asselin-Thibeau | Procédé de réglage des caractéristiques locales d'un textile non-tissé, et installation s'y rapportant |
| EP2014813A1 (fr) | 2007-07-09 | 2009-01-14 | Oskar Dilo Maschinenfabrik KG | Procédé de fabrication d'un non tissée consolidé |
| DE102014111157A1 (de) | 2014-08-06 | 2016-02-11 | TRüTZSCHLER GMBH & CO. KG | Vliesanlage und Verfahren zum Betrieb der Vliesanlage sowie Steuereinheit hierzu |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2794475B1 (fr) | 1999-06-01 | 2001-08-17 | Asselin | Procede pour reguler le profil d'une nappe non-tissee et installation de production s'y rapportant |
| DE20107004U1 (de) * | 2001-04-23 | 2002-09-05 | AUTEFA Automation GmbH, 86316 Friedberg | Profilbildungseinrichtung |
| DE20211365U1 (de) * | 2002-07-27 | 2003-10-09 | AUTEFA Automation GmbH, 86316 Friedberg | Vorrichtung zur Faserbehandlung |
| DE202004020165U1 (de) * | 2004-12-23 | 2006-05-04 | Autefa Automation Gmbh | Vliesleger |
| ITVI20050096A1 (it) * | 2005-04-04 | 2006-10-05 | Studio Tex Nology Srl | Faldatore per veli di carda e metodo di faldatura di detti veli realizzato con detto faldatore |
| EP2545213B1 (fr) * | 2010-03-08 | 2015-05-06 | ERKO Trützschler GmbH | Procédé et dispositif servant à mesurer le poids d'un flux sans fin d'un matériau fibreux en bande |
| DE202014100908U1 (de) | 2014-02-27 | 2015-05-28 | Autefa Solutions Germany Gmbh | Kardiereinrichtung |
| EP3450603B1 (fr) * | 2017-09-01 | 2020-04-29 | Oskar Dilo Maschinenfabrik KG | Procédé de formation d'un non-tissé profilé |
| FR3081885B1 (fr) | 2018-05-31 | 2020-09-11 | Andritz Asselin Thibeau | Systeme de formation d’une nappe de fibres |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2657603A1 (de) * | 1976-12-18 | 1978-06-22 | Truetzschler & Co | Geraet zum messen eines faserbandes |
| SE447807B (sv) * | 1985-05-08 | 1986-12-15 | Kmw Ab | Sett och apparat for framstellning av en materialbana |
| JP2823910B2 (ja) * | 1989-12-21 | 1998-11-11 | 日本フエルト株式会社 | ニードルフェルトの製造システム |
| CH681019A5 (fr) * | 1990-07-04 | 1992-12-31 | Zellweger Uster Ag | |
| DE9212215U1 (de) * | 1992-09-10 | 1994-01-13 | Autefa Maschinenfabrik GmbH, 86316 Friedberg | Vorrichtung zur Herstellung eines Vlieses aus Fasermaterial |
| DE4304988C1 (de) * | 1993-02-18 | 1994-04-07 | Autefa Maschinenfab | Verfahren und Vorrichtung zur Herstellung eines Vlieses mit veränderlicher Dicke |
| DE29518587U1 (de) * | 1995-11-23 | 1997-04-10 | Autefa Maschinenfabrik GmbH, 86316 Friedberg | Vliesleger |
| CA2184836C (fr) * | 1996-09-04 | 2000-03-14 | Jung-Fu Chien | Methode de production de bourre ondulee a densite variable, liee a la resine ou par procede thermique, et structure obtenue par ladite methode |
-
1999
- 1999-05-26 DE DE29909016U patent/DE29909016U1/de not_active Expired - Lifetime
-
2000
- 2000-05-24 EP EP00111172A patent/EP1057906B1/fr not_active Expired - Lifetime
- 2000-05-24 ES ES00111172T patent/ES2197036T3/es not_active Expired - Lifetime
- 2000-05-24 DE DE50001834T patent/DE50001834D1/de not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1936016A2 (fr) | 2006-12-22 | 2008-06-25 | Asselin-Thibeau | Procédé de réglage des caractéristiques locales d'un textile non-tissé, et installation s'y rapportant |
| EP1936016B1 (fr) | 2006-12-22 | 2020-10-21 | Andritz Asselin-Thibeau | Procédé de réglage des caractéristiques locales d'un textile non-tissé, et installation s'y rapportant |
| EP2014813A1 (fr) | 2007-07-09 | 2009-01-14 | Oskar Dilo Maschinenfabrik KG | Procédé de fabrication d'un non tissée consolidé |
| DE102014111157A1 (de) | 2014-08-06 | 2016-02-11 | TRüTZSCHLER GMBH & CO. KG | Vliesanlage und Verfahren zum Betrieb der Vliesanlage sowie Steuereinheit hierzu |
Also Published As
| Publication number | Publication date |
|---|---|
| DE29909016U1 (de) | 2000-10-05 |
| EP1057906A1 (fr) | 2000-12-06 |
| DE50001834D1 (de) | 2003-05-28 |
| ES2197036T3 (es) | 2004-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2695976B1 (fr) | Dispositif pour délivrer des fibres divisées ou des bourres de fibres sur un dispositif de transport | |
| DE68926199T2 (de) | Streckvorrichtung mit selbsttätigem Ausgleich | |
| EP1057906B1 (fr) | Installation et procédé de production de voile | |
| DE69409648T3 (de) | Dispositif pour detacher et transporter à grande vitesse un voile fibreux en sortie de carde | |
| DE10139833A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Faservlieses | |
| DE4304988C1 (de) | Verfahren und Vorrichtung zur Herstellung eines Vlieses mit veränderlicher Dicke | |
| EP2660375B1 (fr) | Procédé et dispositif de réglage de l'orientation des fibres dans des installations de carde | |
| EP3110997B1 (fr) | Dispositif de cardage et procédé de cardage | |
| EP3450603B1 (fr) | Procédé de formation d'un non-tissé profilé | |
| EP3066239B1 (fr) | Dispositif de pose de non-tissé et procédé de pose de non-tissé | |
| DE3685893T2 (de) | Vorrichtung zur herstellung von holzpulpe enthaltenden faservliesen. | |
| DE3229402C2 (de) | Vorrichtung an einer karde oder krempel zur vlieserzeugung | |
| EP1493854B1 (fr) | Procédé et installation pour la formation de non-tissés | |
| WO2007016798A1 (fr) | Procede pour deposer un ruban de fibres, dispositif de commande et combinaison de machines textiles | |
| EP4168616B1 (fr) | Procédé de production continue d'un tissu non tissé et appareil de production de tissu non tissé associé et panneau non tissé | |
| DE3701745A1 (de) | Verfahren und vorrichtung zur herstellung von faserfloren aus uebereinander liegenden florlagen | |
| DE19527416C2 (de) | Verfahren und Vorrichtung zur Bildung eines mehrlagigen Faser-Vlieses | |
| EP2169095B1 (fr) | Installation de dépose régulière d'un voile de fibres | |
| EP3450604B1 (fr) | Procédé de formation d'un produit non tissé, profilé, solidifié | |
| EP0449905B1 (fr) | Procede de detection et de correction d'erreurs de pliage lors de la production d'une bande de non-tisse a couches multiples | |
| DE3242539C2 (de) | Verfahren und Vorrichtung zum Herstellen eines Flors oder Vlieses | |
| DE2925397C2 (de) | Vorrichtung an einer Karde oder Krempel zur Bildung eines geteilten Faserflors | |
| EP0677602B1 (fr) | Procédé et appareil pour la fabrication d'une mèche de matière fibreuse | |
| EP1715093B1 (fr) | Procédé pour réguler le dépôt d'un voile lors de la formation d'une nappe non-tissée et installation s'y rapportant. | |
| WO2023104365A1 (fr) | Système et procédé de production de non-tissé monocouche ou multicouche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010209 |
|
| AKX | Designation fees paid |
Free format text: BE DE ES FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20020326 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50001834 Country of ref document: DE Date of ref document: 20030528 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030729 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2197036 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040126 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20100527 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100527 Year of fee payment: 11 |
|
| BERE | Be: lapsed |
Owner name: *AUTEFA AUTOMATION G.M.B.H. Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50001834 Country of ref document: DE Representative=s name: ERNICKE & ERNICKE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50001834 Country of ref document: DE Representative=s name: ERNICKE & ERNICKE, DE Effective date: 20120704 Ref country code: DE Ref legal event code: R081 Ref document number: 50001834 Country of ref document: DE Owner name: AUTEFA SOLUTIONS GERMANY GMBH, DE Free format text: FORMER OWNER: AUTEFA AUTOMATION GMBH, 86316 FRIEDBERG, DE Effective date: 20120704 Ref country code: DE Ref legal event code: R082 Ref document number: 50001834 Country of ref document: DE Representative=s name: ERNICKE PATENT- UND RECHTSANWAELTE, DE Effective date: 20120704 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110525 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150521 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160524 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160524 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190615 Year of fee payment: 20 Ref country code: IT Payment date: 20190521 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190521 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50001834 Country of ref document: DE |