EP0906787B1 - Combined water inlet and bendback flag for wire edge guides of curtain coating apparatus - Google Patents
Combined water inlet and bendback flag for wire edge guides of curtain coating apparatus Download PDFInfo
- Publication number
- EP0906787B1 EP0906787B1 EP19980203158 EP98203158A EP0906787B1 EP 0906787 B1 EP0906787 B1 EP 0906787B1 EP 19980203158 EP19980203158 EP 19980203158 EP 98203158 A EP98203158 A EP 98203158A EP 0906787 B1 EP0906787 B1 EP 0906787B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- water inlet
- curtain
- inlet body
- edge guide
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims description 84
- 238000007766 curtain coating Methods 0.000 title claims description 16
- 239000007788 liquid Substances 0.000 claims description 33
- 230000001050 lubricating effect Effects 0.000 claims description 17
- 230000013011 mating Effects 0.000 claims 5
- 239000011248 coating agent Substances 0.000 description 51
- 238000000576 coating method Methods 0.000 description 51
- 239000012530 fluid Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 6
- 230000005499 meniscus Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- 241000755266 Kathetostoma giganteum Species 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000007688 edging Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011010 flushing procedure Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910001200 Ferrotitanium Inorganic materials 0.000 description 1
- 229920004142 LEXAN™ Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000013178 mathematical model Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/007—Slide-hopper coaters, i.e. apparatus in which the liquid or other fluent material flows freely on an inclined surface before contacting the work
- B05C5/008—Slide-hopper curtain coaters
Definitions
- the present invention relates generally to wire edge guides for curtain coating apparatus and, more particularly, to bendback flags and lubricating fluid delivering devices for use with curtain coating apparatus.
- a moving support is coated by causing a free falling curtain of coating liquid to impinge on the moving support to form a layer thereon.
- One curtain coating apparatus is described in U.S. Patent No. 3,508,947 to Hughes wherein a multi-layer composite of a plurality of distinct liquid layers is formed on a slide hopper and dropped therefrom to form a free falling curtain.
- the quality of the coating is largely determined by the properties of the liquid curtain. It is important to insure that a stable laminar flow of coating solution is formed by the slide hopper and that an equally stable laminar liquid curtain is formed from that coating solution.
- the curtain must be guided at its edges by curtain edge guides.
- the edge guides are made of solid materials which, if left unlubricated, slow the coating liquids because they produce a drag effect. This reduction in velocity results in a significant penalty in the maximum coating speed attainable near the edge.
- the introduction of a lubricating layer of water, or other low viscosity liquid, along the edge guide will reduce the drag and increase the velocity of the coating solution in the curtain edge.
- Thin, vertically oriented edge guides have been used to attempt to match the width of the curtain such as, for example, taught in U.S. Patent Nos. 3,632,374 to Greiller, 4,479,987 to Koepke et al, and 4,830,887 to Reiter.
- Thin edge guides are used to keep the curtain from becoming non-uniform near the edges.
- these edge rods have substantially the same width as the curtain edge and, while in some cases lubrication is used to reduce friction drag, they are not effective in avoiding problems associated with another phenomenon of curtain coating commonly referred to as "bendback".
- the natural trajectory of the curtain is parabolic and the curvature is greatest at the hopper lip.
- Bendback is characterized by a bending of the coating solution as it leaves the tip of the hopper lip. As the solution leaves the hopper lip, a moment is established about the tip of the hopper lip, and a horizontal velocity is established which causes the solution to bend inwardly toward the body of the hopper. Bendback increases as curtain velocity decreases or as the flow rate per unit width of curtain increases. Bendback also increases as surface tension decreases.
- U.S. Patent No. 3,968,772 to Greiller teaches a curtain coating apparatus where a free-falling curtain is formed between edge guides and is delivered to a moving support.
- EP 0649,054 A1 discloses an apparatus for forming stripes of liquid coating composition at the edges of a free-falling curtain. The stripes are guided by edge guides.
- a flushing fluid delivery device allows for the flushing fluid to flow from a radially diverging slot therein to form each stripe between the curtain and a respective edge guide.
- U.S. Patent No. 4,135,477 to Ridley addresses the problem of bendback.
- Ridley discloses a curtain coating apparatus having wide edge guiding plates extending from the hopper lip all the way to the support to be coated.
- the edge guiding plates are wide enough to allow the curtain to follow its naturally inflected path to the support.
- the edge plate is substantially wider than the curtain edge over its entire length.
- This type of edge plate creates other problems. Initially, the greater width of the edge plate relative to the curtain edge leads to a decreased velocity at the curtain edge. This decreased velocity reduces the stability of the curtain.
- a wide meniscus is formed between the curtain edge and the wide edge plate. This leads to a relative thinning of the curtain adjacent to the meniscus. As a result, there is a lack of uniform coverage across the width of the support proximate the outer edges of the curtain.
- Curtain coating apparatus typically include fixed edge walls which projects from edge pads which are attached to the hopper.
- the fixed edge walls guide the edges of the coating solutions on the hopper slide itself.
- the edge pads extend from the hopper slots where the coating solutions emerge from the hopper to the hopper lip where the coating solutions leave the hopper to form the free falling curtain. It is critical in achieving a high degree of coating uniformity near the coating edge to carefully match the hopper edge pads and the curtain edge guides to the thickness and trajectory of the coating solutions. Mismatches in these areas result in disturbances to the flowing layers which can result in defects in the application of the coating to the support. One such defect is over or under coverage of one or more of the coating layers in the vicinity of the coating edge. Flow disturbances can also result in wave formation that results in coating streaks which can occur at distances up to approximately 10 cm from the coating edge.
- Matching the thickness and trajectory of the coating solutions can be particularly difficult in the region of the hopper lip where the curtain can, under some conditions, assume a high degree of curvature or bendback as discussed above.
- the solution thickness also changes rapidly near the lip due to the acceleration that takes place as the curtain begins its free fall.
- the precise trajectory that the curtain assumes in the vicinity of the hopper lip, termed the initial bendback is a function of the lip geometry, the solution properties, and the flow rate.
- Errors in matching the curtain thickness or trajectory in the initial bendback region result in disturbances to the flow at the curtain edge. Mismatches can be the result of poor alignment between the components at joints, or simply poor match between equipment geometry and actual curtain shape.
- the flow disturbances result in standing waves in the curtain which emanate from the point of the disturbance and which extend in to the main body of the curtain. Standing waves can result in longitudinal streaks in the coating at the point of wave impingement on the substrate. Additionally, standing waves may redistribute the flow of liquid under the wave altering the coverage in the entire area between the streak and the coating edge.
- the prior art fails to provide curtain edging hardware that is easily and reproducibly installed and that does a good job in matching curtain trajectories for a variety of coating solutions and parameters.
- the prior art further fails to teach a lubricating inlet design which represents a solution to the problem of matching the initial trajectory of the curtain in combination with providing a path for the flow of lubricating liquid to the wire edge guide.
- an object of the present invention to provide curtain edging hardware that is easily and reproducibly installed to allow for relatively quick change out to meet the requirements of different coating solutions and coating parameters.
- Still another object of the present invention is to provide an integrally formed lubricating liquid inlet and bendback flag which allows for interchangeable mounting onto the strut of a curtain coating apparatus so that the integrally formed lubricating liquid inlet and bendback flag can be quickly and easily changed to meet the specific work requirements of the coating solution being applied.
- the lubricating liquid inlet body includes a curtain-side surface, a front surface, a bottom surface and an inclined surface wherein the inclined surface resides between the front surface and the bottom surface.
- a water inlet port in the water inlet body there is a water inlet port in the water inlet body and there is a channel beginning in the front surface and extending generally downward across the inclined surface and the bottom surface.
- the channel is angled toward the curtain-side surface.
- a bore is formed through the water inlet body from the water inlet port to the channel and there is an edge guide surface projecting from the curtain-side surface wherein the edge guide surface follows a generally curved path.
- the width of the edge guide surface and the curvature of the edge guide surface depend upon the solution or solutions forming the coating and the operating parameters of the coating apparatus.
- a mounting bracket integrally formed with the water inlet body and extending therefrom is adapted to allow the mounting of the water inlet body to the top of the strut.
- the integrally formed water inlet body of present invention allows for the adoption of a strategy of efficiently using edge guide hardware customized for specific flow conditions encountered in various product mixes.
- One water inlet body of the present invention can be quickly interchanged with another water inlet body designed for specific flow conditions of the next coating application without disturbing the wires themselves.
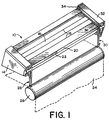
- Figure 1 is a perspective schematic view of a curtain coating apparatus.
- Figure 2 is a perspective view of the right side edge guiding hardware of a curtain coating apparatus incorporating the water inlet body of the present invention.
- Figure 3 is a perspective exploded view of the water inlet body of the present invention and the edge guide strut.
- Figure 4 is a perspective view of the water inlet body of the present invention.
- Figure 5 is a rear elevation of the water inlet body depicted in Figure 4.
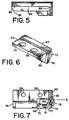
- Figure 6 is yet another perspective view of the water inlet body of the present invention.
- Figure 7 is a bottom plan view of the water inlet body depicted in Figures 4 and 6.
- Figure 8 is a curtain side elevation of the water inlet body of the present invention depicted in Figures 4 and 6.
- Figure 9 is a side elevation of the water inlet body of Figure 6 viewed from the side opposite the curtain side.
- FIG 1 there is shown a perspective schematic view of a coating apparatus 10 incorporating the water inlet body 12 (as shown in Figure 2) of the present invention.
- the curtain coating apparatus includes a slide hopper 14 having multiple metering slots 16 which emit coating liquid.
- the coating liquids flow down the slide surface 18 to the hopper lip 20.
- the coating liquids then form a free falling curtain as they exit the hopper lip 20 from the tip 22 thereof.
- the free falling curtain falls on a moving support 24 supported on a coating roller 26. Extending downward from the hopper lip 20 toward the coating roller 26 are the left and right edge guiding hardware 28, 30.
- the left edge guiding hardware 28 is a mirror image of the right edge guiding hardware 30.
- the right edge guiding hardware 30 includes an edge pad 32 which is affixed to the slide hopper 14. Projecting from the curtain-side surface 34 of edge pad 32 is fixed edge wall 36.
- the edge pad 32 extends from the metering slots 16 where the coating solutions emerges from the slide hopper 14, to the tip 22 of the hopper lip 20, where the coating solutions leave the slide hopper 14 to form the free falling curtain.
- Positioned below edge pad 32 is wire edge guide strut 38. Wire edge guide strut 38 is supported by means of mounting frame 40 (see Figure 1) which is affixed to edge pad 32.
- the water inlet body 12 of the present invention is affixed to the top of wire edge guide strut 38. Extending from the top to the bottom of wire edge guide strut 38 are a pair of wires 42 which guide the curtain. Water or other lubricating fluid is delivered to the wires 42 by the water inlet body 12. By introducing the water to the back (the side opposite the curtain) of the wires 42, the spacing between the edge wall 36 and the wires 42 can be significantly reduced.
- the wires 42 serve as edge guides for the free falling curtain.
- a vacuum block 43 is supported at the base of strut 38 allowing for the removal of the lubricating liquid as the free-falling curtain contacts the moving support 24.
- the wires 42 may be protected by bumpers 45 mounted to strut 38.
- FIG. 3 there is shown an exploded perspective view of the wire edge guide strut 38 and the water inlet body 12.
- Inlet support tab 44 Extending from the upper portion of strut 38 is inlet support tab 44.
- Inlet support tab 44 includes two planar surfaces 46, 48 arranged at right angles to each other. There are a pair of grooves 47 in inlet support tab 44 providing residence for wires 42.
- the wires 42 are affixed to the backside of strut 38 by means such as screws 49 which extend through bores 51 and are retained by means of nuts 53 to allow the tension of wires 42 to be adjusted.
- Inlet support tab 44 provides vertical and one dimension of horizontal registration for the water inlet body 12.
- the radiused end 50 of inlet support tab 44 provides a stop which restricts the second horizontal degree of freedom of the water inlet body 12.
- countersunk holes 56, 58 in water inlet body 12 generally align with tapped holes 52, 54.
- This slight offset in alignment provides a lateral force when flathead screws 60 are threadably engaged with tapped holes 52, 54. This force pulls the water inlet body 12 snugly up against the reference surfaces 46, 48, 50 of water inlet body 12 to insure proper alignment of the water inlet body 12.
- the intentional misalignment between the tapped holes 52, 54 and the countersunk holes 56, 58 should be about 0.005 inches.
- a water delivery tube 59 (shown partially) is connected to the water inlet body.
- the water inlet body 12 includes an inlet mounting bracket 62 extending from the rear side thereof. Countersunk holes 56, 58 actually reside in inlet mounting bracket 62.
- Water inlet body 12 includes a top surface 64, a front surface 66 which resides substantially perpendicularly to top surface 64, a bottom surface 68 which is substantially parallel to top surface 64 and inclined surface 70 residing between front surface 66 and bottom surface 68.
- Water inlet body 12 further includes a curtain-side surface 72 and an inlet-side surface 74 which is opposite curtain-side surface 72 (see Figure 9). Projecting from curtain-side surface 72 is edge guide or bendback flag 76.
- a bore 78 in inlet surface 74 extending into water inlet body 12.
- the diameter of bore 78 is preferably about 0.090 inches. That portion of bore 78 immediately adjacent water inlet surface 74 will be larger to allow for receipt of water delivery tube 59.
- water inlet body 12 has a lubricating liquid flow path wherein the water or other lubricating liquid flows through bore 78, bore 82 and channel 80.
- Channel 80 is sized to accommodate water flow rate in the range of from about 25 to 30 milliliters per minute.
- Channel width is preferably about 0.070 inches and channel depth is preferably about 0.075 inches, the cross section of channel 80 is rectangular.
- inlet mounting bracket 62 includes a generally horizontal planar surface 84 and the generally vertical planar surface 86.
- inlet mounting bracket 62 further includes a radius internal surface 88.
- Generally horizontal planar surface 84 is adapted to mate with planar reference surface 46.
- Generally vertical planar surface 86 is adapted to mate with planar reference surface 48.
- Radiused internal surface 88 is adapted to mate with radiused end 50.
- the two countersunk holes 56, 58 in the water inlet body 12 are slightly offset with respect to the two tapped holes 52, 54 in the inlet support tab 44. This slight intentional offset ensures full engagement of the water inlet body 12 with the inlet support tab 44 when the flathead screws 60 are used to connect water inlet body 12 to the inlet support tab 44.
- the wall height at the top of channel 80 tapers away to zero before the channel 80 reaches top surface 64 of water inlet body 12 in order to provide a natural leak stop. If the channel 80 continued to the top surface 64, liquid would be drawn by capillary forces along the corners formed between the bottom of channel 80 and the walls of channel 80 to the top surface 64. Once at the top surface 64 the liquid could potentially spread creating a contamination concern.
- the lubricating fluid delivery channel 80 commencing from bore 82 angles toward front surface 72.
- the depth of channel 80 as it crosses inclined surface 70 and bottom surface 68 ( Figure 7) is preferably constant. Inclined surface 70 was necessary in order to maintain a generally constant depth to channel 80. In such manner, no additional corners are created that might serve as points for liquid to pin.
- Channel 80 preferably resides at an angle in the range of from about 15 to about 45 degrees from vertical and most preferably at an angle of about 25 degrees from vertical.
- Inclined surface 70 is preferably located at an angle of in the range of from about 15 to about 50 degrees from vertical and most preferably at an angle of about 35 degrees from vertical.
- the lower section 89 of the delivery channel 80 is cut at a steeper angle than the main section 91 of the channel 80 (see Figure 7).
- the lower section 89 is preferably cut at an angle in the range of from about 45 to about 75 degrees from vertical, and most preferably at an angle of about 55 degrees from vertical.
- Another feature of the channel 80 that is enabled by cutting the channel 80 in two sections 89, 91 is the extension of the back wall 93 of the lower section 89 of channel 80 beyond the centerline of the inlet behind the wires 42. Extending the back wall of the lower channel segment beyond the centerline at the wires 42 provides a corner for liquid pinning and thereby reduces the meniscus that is formed in the liquid.
- lubricating liquid delivered through channel 80 is delivered to the back of the wires 42 with respect to the curtain.
- water delivery was generally terminated above the wires and on the same side of the wires as the curtain. Termination of the channel in front of the wires, however, restricts the minimum distance that the wires can be set back from the initial guiding edge wall 36.
- the lower edge 90 of gusset 92 which forms part of mounting bracket 62 is cut back at an angle of 45 degrees from horizontal ( Figure 8). This further minimizes the size of the meniscus which forms in the lubricating liquid as it leaves channel 80 and joins the curtain. If the lower edge 90 of gusset 92 was horizontal, lubricating liquid would follow that surface away from the curtain thereby enlarging the meniscus in the direction toward the hopper 14.
- bendback flags 76 are designed to closely match the exact shape of the curtain as the curtain leaves the tip 22 of the hopper lip 20. In practice, some allowance is made for variations in viscosity and flow rate by designing the bendback flag 76 to be a little wider than the thickness of the curtain. Also, curved shapes are often approximated by multiple straight line segments. Maintaining the thickness of the curtain at the edge so that it matches the thickness away from the edge is important for preventing the formation of standing waves. Allowing the curtain edge to spread across an overly wide edge wall results in a thin region in the curtain just inside the edge. Thin regions in the curtain will result in low coverage, are more prone to rupture if surface active contaminants are present, and may have a lower speed of wetting than the main portion of the curtain. For these reasons, it is critical that only the edge of the bendback flag 76 be allowed to be wet by the coating solutions. If fluid migrates onto either side of the bendback flag 76, a swollen edge is produced resulting in the problems mentioned above.
- the coating solutions are prevented from wetting beyond the intended surface of the bendback flag 76 by presenting a sharp corner to which the air-liquid interface can pin.
- edge wall or bendback flag height on the concave side of the curtain is more prone to difficulties associated with the coating fluids wetting around the corner of the edge wall and then on to the curtain-side surface 72.
- a fillet radius much smaller than 0.047 inches at the base of bendback flag 76 does not sufficiently reduce the propensity for the coating liquids to pin in the corner.
- the minimum value for the distance from the face of bendback flag 76 to the face of gusset 92 has been found to be that distance which gives a 90 degree corner for pinning and allows a 3/32 inch diameter fillet.
- the distance from the surface of the bendback flag 76 to the curtain-side surface 72 is increased to 0.060 inches with the fillet diameter maintained at .33 inch.
- This increase in distance results in a design which is robust to flag flooding as may occur during hopper fills. That is, liquid that is splashed or otherwise deposited on the side of the bendback flag 76 is spontaneously drawn back into the curtain so that the curtain remains pinned on the corner of the bendback flag 76.
- Minimizing the distance the bendback flag 76 extends from surfaces 72, 92 allows the wires 42 to be moved closer to the curtain edge. This results in minimizing the disturbance to the flow of the curtain at the transition from the bottom of the bendback flag 76 to the water stripe at the wires 42.
- the water inlet body 12 of the present invention is relatively simple.
- the water inlet body 12 of the present invention is an integrally formed single piece.
- all of the machining steps can be carried out manually or, in other words, without computer control of the table feeds.
- the contour of the bendback flag 76 is cut with numerical control of two axes of the milling machine thereby allowing contours of any complexity to be cut. In principal, any number of line segments can be used resulting in an essentially smooth curve.
- a greater economy in the manufacture of the water inlet body 12 of the present invention can be accomplished by casting the parts from a suitable epoxy material.
- a silicon mold is made from a master and multiple parts are cast from the reusable mold.
- Suitable masters can be machined from, for example, a polycarbonate such as Lexan® or aluminum rather than from titanium or stainless steel as would be required if the part were being fabricated for a long term production use.
- Masters can also be made from the cast material enabling rapid prototyping. Masters can be made without the contour of the bendback flag 76 cut into the part thereby allowing such masters to be used to make molds which will yield blanks. The blanks can then, in turn, be machined to produce prototypes with the desired bendback flags for experimentation or pilot use.
- the particular epoxy used for molding the water inlet body 12 of the present invention should be selected based on factors such as mechanical toughness, dimensional stability and chemical resistance.
- Hysol 2039 resin, YSE-cure N001 which is available from Dexter Corp. of Seabrook, NH, and PT4029 which is available from PTM & W Industries are two epoxies which are suitable for use in molding the water inlet bodies 12 of the present invention.
- the water inlet body 12 of the present invention can be molded with a specific and predetermined bendback flag 76.
- the bendback flag 76 can be sized and shaped to fit the specific solution and curtain flow. In such manner, the thickness and trajectory of the coating solutions are matched to thereby minimize disturbance of the curtain.
- the shape and width of the bendback flag 76 to be used for a specific coating solution can be predicted by a mathematical model or, alternatively, can be determined empirically.
- the bendback flag 76 is designed to closely match the exact shape of the curtain with some allowance made for variations in viscosity and flow rate to allow the bendback flag 76 to be slightly wider than the thickness of the curtain.
- the curved shape of the bendback flag 76 may be closely approximated by a plurality of straight line segments.
- the water inlet body 12 of the present invention which incorporates an integrally formed bendback flag 76 is attached to the inlet support tab 44 of the strut 38 by means of only two flathead screws 60, it becomes a relatively simple matter to substitute one water inlet body 12 for another to adapt the edge guiding hardware 30 of the coating apparatus 10 for application of different coating solutions. No disturbance of the wires 42 is necessary in changing the water inlet body 12.
- water may be introduced higher in the curtain relative to water inlets of the prior art. This minimizes disturbance of the curtain because of lower velocity near the hopper lip 20.
- the integrally formed water inlet body 12 completely eliminates one standing wave source typically found in prior art apparatus. With the water inlet body 12 of the present invention water is introduced at the same point as the curtain transitions to the wires 42.
Landscapes
- Coating Apparatus (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US6066897P | 1997-10-02 | 1997-10-02 | |
| US60668P | 1997-10-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0906787A2 EP0906787A2 (en) | 1999-04-07 |
| EP0906787A3 EP0906787A3 (en) | 2000-05-03 |
| EP0906787B1 true EP0906787B1 (en) | 2003-01-08 |
Family
ID=22031027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980203158 Expired - Lifetime EP0906787B1 (en) | 1997-10-02 | 1998-09-21 | Combined water inlet and bendback flag for wire edge guides of curtain coating apparatus |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0906787B1 (ja) |
| JP (1) | JPH11165108A (ja) |
| DE (1) | DE69810559T2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3632374A (en) | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US3508947A (en) | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| US3968772A (en) * | 1969-03-26 | 1976-07-13 | Eastman Kodak Company | Curtain coating apparatus |
| US4135477A (en) | 1975-09-22 | 1979-01-23 | Ciba-Geigy Ag | Curtain coating apparatus |
| DE3300150A1 (de) | 1983-01-04 | 1984-07-05 | Agfa-Gevaert Ag, 5090 Leverkusen | Verfahren und vorrichtung zur stabilisierung von frei fallenden fluessigkeitsvorhaengen |
| US4830887A (en) | 1988-04-22 | 1989-05-16 | Eastman Kodak Company | Curtain coating method and apparatus |
| EP0649054B1 (en) * | 1993-10-18 | 2001-04-25 | Eastman Kodak Company | Stripe internal edging method and apparatus |
-
1998
- 1998-09-21 EP EP19980203158 patent/EP0906787B1/en not_active Expired - Lifetime
- 1998-09-21 DE DE1998610559 patent/DE69810559T2/de not_active Expired - Lifetime
- 1998-10-02 JP JP28102398A patent/JPH11165108A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP0906787A2 (en) | 1999-04-07 |
| EP0906787A3 (en) | 2000-05-03 |
| DE69810559T2 (de) | 2003-08-14 |
| JPH11165108A (ja) | 1999-06-22 |
| DE69810559D1 (de) | 2003-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7169445B2 (en) | Method and apparatus for curtain coating | |
| US6982003B2 (en) | Method and apparatus for curtain coating | |
| EP0804292B1 (en) | Method and apparatus for coating substrates using an air knife | |
| US5395660A (en) | Edge removal apparatus for curtain coating | |
| US3272176A (en) | Air knife | |
| JPH02504235A (ja) | 狭い間隔で離間した幅狭い粘性液体のビードを基体へ塗布する方法及び装置 | |
| EP1857189A1 (en) | Application apparatus, application method and method for manufacturing web having coating film | |
| KR100450098B1 (ko) | 제지기의 습윤 단부 | |
| EP0906787B1 (en) | Combined water inlet and bendback flag for wire edge guides of curtain coating apparatus | |
| AU653090B2 (en) | Curtain coating device | |
| JPH01231969A (ja) | 塗布方法 | |
| EP0569303B1 (en) | Impinging jet fluid distributor | |
| US7694646B2 (en) | Paper/board web coating apparatus | |
| EP0651285B1 (en) | Hopper preparation pan with edge walls | |
| EP0850696A2 (en) | Light-sensitive material and coating apparatus thereof | |
| KR100982586B1 (ko) | 기판에 액체를 도포하기 위한 노즐 조립체 | |
| JPH10192766A (ja) | 塗布装置 | |
| AU658018B2 (en) | Hopper edge guide system | |
| JPH1119564A (ja) | 塗工装置 | |
| JP2021023837A (ja) | 塗布ノズル及び塗布装置 | |
| JP3069843B2 (ja) | 塗工装置 | |
| US20240299969A1 (en) | Coating Head, with Movable Rod | |
| US6558469B2 (en) | Coating apparatus including insert device | |
| JPS63287575A (ja) | 塗布装置 | |
| JPH10323603A (ja) | 流動材料の幕状垂れ流し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 05C 5/00 A, 7G 03C 1/74 B |
|
| 17P | Request for examination filed |
Effective date: 20001011 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB NL |
|
| 17Q | First examination report despatched |
Effective date: 20011002 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69810559 Country of ref document: DE Date of ref document: 20030213 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20031009 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040812 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040902 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20050808 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050921 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050930 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20060221 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070401 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20070401 |