EP0901894B1 - Process and press for pressing, particularly for continuous pressing - Google Patents
Process and press for pressing, particularly for continuous pressing Download PDFInfo
- Publication number
- EP0901894B1 EP0901894B1 EP98117029A EP98117029A EP0901894B1 EP 0901894 B1 EP0901894 B1 EP 0901894B1 EP 98117029 A EP98117029 A EP 98117029A EP 98117029 A EP98117029 A EP 98117029A EP 0901894 B1 EP0901894 B1 EP 0901894B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- input
- mat
- setting
- contour
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
- B30B5/06—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/24—Moulding or pressing characterised by using continuously acting presses having endless belts or chains moved within the compression zone
Definitions
- the invention relates to a method for pressing Pressed goods mats for pressed goods boards in the course of production of chipboard, fiberboard and other wood-based panels in a continuous press with an inlet side cantilevered highly flexible inlet plates, which form an inlet mouth, being on the upper / or lower Inlet plate for setting an inlet contour of the inlet mouth arranged in a given distribution and against Press upper part and / or lower press part supported cylinder-piston arrangements are articulated via a hydraulic system with a connected control device be operated.
- German patent application 197 40 325 A method of the type described at the outset is generally described in German patent application 197 40 325.
- the setting of the input contour of the input aperture by means of a device is also the subject of German Patent Specification 44 33 641 and the German O ffenlegungsschrift 195 18 879th
- a press with press plates that immediately or indirectly with the interposition of a spar are connected to working cylinder piston assemblies that in turn are supported on the press frame.
- the invention has for its object a method of in the manner described at the beginning, that taking into account as optimally as possible Run-in conditions for a mat to be pressed damage in various operating conditions Inlet mouth, for example, due to impermissibly high Pressure build-up can be reliably avoided.
- a particularly suitable device for carrying out can be specified.
- the invention teaches in one Generic method that the inlet contour in Dependence on at least the respective Press material properties, the respective mat height, the respective scattering density of the pressed material, possibly one Prepress setting and the one to be generated Plate thickness preselected and by means of at least one Deformation of the upper / lower inlet plate and plate deformation measuring device connected to the control device controlled or regulated and is monitored.
- several plate strain gauges are used used, it being in this regard by at least in a given distribution on the one hand on the upper and / or lower inlet plate arranged plate deformation sensors, e.g. B. strain gauges, and between the upper and lower inlet plates effective nip displacement sensor can act.
- the setting and monitoring of The inlet contour of the inlet mouth is usually made continuously during the operation of the press. From the Deformation of the inlet mouth or the set one The inlet contour of the inlet mouth can be made from this resulting pressures in the to be pressed Determine or estimate the material to be pressed. In doing so regularly the deformation of the intake mouth and the resulting resulting pressures in the to be pressed Pressed mats for admissibility and / or plausibility checked in the control device. Only after Be released by the control device corresponding control signals to the cylinder-piston arrangements to adjust the inlet contour of the Enema mouth transmitted.
- this is the inlet mouth in individual Areas or sections are subdivided for this purpose the press pressure resulting from the inlet contour is calculated. Provided this pressure to allow deformation of the material to be pressed or the pressed material mats corresponds and also Damage to the intake mouth caused by the material to be pressed adjusting back pressure are not to be feared approval by the control device.
- This Release causes the cylinder-piston assemblies to be a undertake appropriate deformation of the mouth. Of course, in the event that a reliable Deformation is already set, no adjustment of the Cylinder-piston arrangements carried out.
- the intake contour of the intake mouth is regularly during operation of the press continuously by means of the Deformation measuring device detected and together with the presses in the material to be pressed Admissibility and / or plausibility checked. For the Case that these values are outside a definable Admissible range, this is already done addressed pressure-free switching of the cylinder-piston arrangements or a corresponding correction or Setting the inlet contour of the mouth.
- As part of the invention is finally, preferably the entire press area, so the mouth and the itself adjoining heated press plates, too monitor. Of course you can Inlet plates heated in the area of the inlet mouth be executed.
- the invention also relates to a press Claim 11.
- Advantageous embodiments of this Press are described in claims 12 to 20.
- the advantages achieved by the invention are in essential to see that on the one hand optimal Running-in conditions for the mats to be pressed taking into account various operating conditions, especially with regard to a changing structure of the Allow the pressed material mat to set, on the other hand damage the mouth like the one following it Press plates can be reliably avoided.
- optimal Running-in conditions are such within the scope of the invention Understand prerequisites that are reaching high (Time) gradients for the path, the speed and / or allow acceleration of the mat to be pressed. In other words, it should be as possible in the area of the mouth optimal values for the compression with regard to the path and Changes in speed (per unit of time) and thus of acceleration can be achieved.
- Deformation of the pressed material mat in the course of running in can be estimated either externally with a mat of deformation material or as it were internally with you Deformation model to be worked.
- This deformation model takes into account the initial parameters of the mat, such as B. spreading weight, dumping height as possibly pre-compression.
- B. spreading weight, dumping height as possibly pre-compression.
- the moisture content of the Pressed chips are taken into account.
- FE calculations finite element calculations
- the invention further relates to a continuous press for pressing pressed material mats to form pressed material plates, with a press lower part and upper press part, in the press lower part and upper press part endlessly rotating steel press belts, wherein at least one press plate is arranged in each case in the lower press part and in the upper press part, the steel press belts are supported on the press plates with the interposition of rolling elements, wherein a plurality of cylinder piston arrangements, in particular differential cylinders, are connected in a predetermined distribution to the upper and / or lower press plate to form a pressure system, each with one or more displacement transducers, and are supported against the upper press part and / or lower press part, in order to adjust the press plates.
- a hydraulic system with a control or regulating device and a computer being connected to the cylinder piston arrangements.
- the invention is based on the further object continuous press of the above To create embodiment, which is always optimal conditions for the mats to be pressed let adjust and the settings of the press plates and / or inlet plates on their admissibility without constructive effort can be checked.
- the invention solves this problem with a generic one continuous press in that the computer with the Displacement transducers and / or the relevant pressure system as Monitoring computer communicates, which is dependent from the respective press plate setting or -endposition resulting from the press plate distance and / or Press plate pressure resulting tensions on plausibility and possible overload of the concerned Press plate (s) and (only) the permissible if permitted releases selected press plate setting or end position.
- the invention provides that the computer with the transducers and / or the pressure system concerned as Monitoring computer communicates, which is dependent of the set inlet contour from the inlet plate distance and / or inlet plate pressure resulting tensions on plausibility and possible Checks overload of the inlet plate (s) concerned and (only) if permitted, the set inlet contour releases.
- a system which is initially for each press plate and / or inlet plate certain standard settings in a database for the knows individual plate types. Will a variation of Press plate setting and / or inlet contour desired, an operator can adjust this press plate and / or adjust the inlet contour.
- resulting deformations of the press plates and / or inlet plates to the machine control of the Press released according to the invention will Permissibility of the desired positions with the help of the monitoring computer and checked a suitable program.
- this review does not only include those to be expected Deformation of the press plates and / or inlet plates one, but it will also be the one from the pressing press mats to be expected included to assess admissibility.
- Press plate setting and / or inlet contour are the Control values for the individual cylinder piston arrangements Approved.
- the data of the displacement transducer will be read back continuously and continuously on admissibility checked. So a condition can be recognized immediately which to damage the press plates and / or Leads plates. In such a case Depressurization and emergency exit.
- Permissibility of the inlet contour setting the corresponding Pass on setpoints to the downstream press plates There is also the possibility in the case of Permissibility of the inlet contour setting the corresponding Pass on setpoints to the downstream press plates. Consequently, the concept according to the invention can be the entry monitoring on the entire press and consequently also transfer their press plates.
- the invention further provides that the monitoring computer with permissible pressure plate setting and / or setting the inlet contour a limit for the press plate setting and / or the inlet contour depending on the respective mat height, the respective mat material (Span, MDF, OSB) and / or the selected final plate thickness determined. So far one can correct impermissible setting and a permissible one Attitude of the respective operator in Cause dependence on various parameters. The also applies to the driving style of the press. In this There is also the possibility that the Monitoring computer if the setting of the Press plates and / or the inlet contour a limit for the mat height and / or the mat material and / or the Final plate thickness while maintaining the selected press plate setting and / or the set inlet contour determined.
- the Monitoring computer with impermissible pressure plate setting and / or setting the inlet contour also a limit value for mat speed and mat acceleration while maintaining the pressure plate setting and / or Determine the set inlet contour.
- a limit value for the mat height and / or the mat material detected In this case inevitably also a limit value for the mat height and / or the mat material detected.
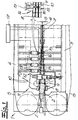
- a continuous press 1 is shown in FIGS. 1 to 3 for pressing pressed material mats 2 into pressed material plates in In the course of the production of chipboard, fiberboard and other wood-based panels.
- This press 1 has a press lower part 3 and a press upper part 4, namely in the lower press part 3 and upper press part 4 endlessly circulating steel press belts 5 and with a Inlet jaw E.
- a heatable press plate 6, 7 is arranged, of which the upper press plate according to the embodiment 6 against the lower press plate 7 for setting a Press gap S is adjustable. Press plates 6, 7 cantilevered, highly flexible, heatable inlet plates 8, 9 under Formation of the inlet mouth E.
- the steel sheet press belts 5 are on the press plates 6, 7 and the inlet plates 8, 9 with the interposition of Rolling elements 10 or roller rods supported. Further finds a device 11 for adjusting the inlet mouth E and a device 12 for adjusting the inlet contour of the inlet mouth E.
- the device 12 for adjusting the Inlet contour of the inlet mouth E has a plurality of double-acting cylinder-piston arrangements, in Embodiment differential cylinders 13 on.
- the Differential cylinders 13 are in a predetermined distribution and according to the embodiment on the one hand on the upper Inlet plate 8 and / or on the lower inlet plate 9 hinged. On the other hand, the differential cylinders are 13 against the upper press part 4 and / or the lower press part 3 supported.
- the differential cylinders 13 are not one Hydraulic system shown and a control device 17 connected.
- a plate deformation measuring device 14 scanning optical sensor, e.g. B. a video camera, or to provide a light source / detector device.
- press nip transducers 15 and / or deformation sensors 16 combined become.
- the plate deformation measuring device always allows 14 the preferably computer-aided recording and Preparation of the inlet contour of the inlet mouth E, namely regardless of how this plate strain gauge 14 is constructed in detail. This succeeds ultimately in that the plate deformation measuring device 14 or according to the embodiment Press nip displacement sensor 15 in combination with the Strain gauges 16 to the control device 17 are connected. This applies according to the above Designs also for the cylinder-piston arrangements or Differential cylinder 13.
- the control / regulating device 17 selectable inlet contours of the Inlet mouth E and monitors the inlet contour continuously while the press is operating 1.
- An external material mat deformation measuring device is not shown to determine the through the Inlet contour of the inlet mouth E expected Preßgutmattenverformung.
- This molding mat deformation is rather extrapolated in the control device 17, based on the initial parameters during production the mat, z. B. spreading weight, dumping height and possibly prepress pressure. From this can be expected Determine the back pressure of the mat 2.
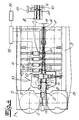
- the deformation of the inlet mouth E and the resulting press nips and thus the press pressures in the material to be pressed 2 are shown with the aid of an example in FIG. 2.
- the inlet mouth E is shown enlarged, with values for the respective press nip h 0 to h 7 .
- These press gap measured values can be determined with the help of the press gap displacement sensors 15 and / or strain gauges 16.
- the in Fig. 2 Determine the associated gap widths specified. An original thickness of the pressed material mat 2 of 100 mm was assumed.
- the inlet contour of the inlet mouth E is during the Operating the press 1 continuously by means of the Deformation measuring device 14 or with the help of the press nip displacement sensor 15 and / or the strain gauge 16 is detected and together with the pressures in the Pressed material mat 2 for admissibility and / or plausibility checked. If the aforementioned values outside of a The piston / cylinder arrangements 13 from the control device 17 depressurized and / or there is a corresponding Adjustment of the intake mouth E. Within the scope of the invention it, the entire press area, d. H. both the Inlet plates 8, 9 as well as the pressure plates 6, 7 and that Monitor inlet mouth E and press nip S.
- the inlet contour of the inlet mouth E is first set, for example, depending on the mat 2 to be pressed. In other words, based on the composition and structure of the pressed material mat 2, in the simplest case a radius R is specified for the inlet mouth E (target values). This is followed by a measurement of the actual press nip, ie the determination of the values h 0 to h 7 . These, as it were, actual values are compared with the target values (see above) given by the plate thickness, scatter density, etc. and, after checking for admissibility, either changed or written into the database as new target values.
- control device 17 In the event that permissible values are present, the control device 17 is released. The cylinder / piston assemblies 13 are controlled accordingly and the mat 2 is fed. Following this, the position of the mat to be pressed is continuously checked. This also applies to the loop running through at the beginning. If inadmissible values for the press nip or the press pressure are determined, the press 1 is depressurized.
- the computer stands with the displacement sensors 20 and / or the relevant printing system as a monitoring computer 19 in Connection.
- the monitoring computer 19 checks depending on of the set inlet contour from the inlet plate distance and / or inlet plate pressure resulting tensions on plausibility and possible Overloading of the inlet plate (s) 8, 9 in question
- the monitoring computer 19 gives the permissibility in each case set inlet contour free.
- the displacement transducers 16 always allow the computer-assisted Detection and preparation of the intake contour of the intake mouth E and are to the control device 18 connected.
- This also applies to the exemplary embodiment for the cylinder piston arrangements or differential cylinders 13, which belong to the printing system.
- the Control device 18 each set Inlet contours of the inlet mouth E realized checking their admissibility using the corresponding programmed monitoring computer 19. If the from the Setting the inlet contour of the inlet mouth E resulting tensions of the inlet plates 8, 9 outside of the permissible range, the cylinder piston arrangements or differential cylinder 13 depressurized connected. It is within the scope of the invention, the entire Press area, d. H. both the inlet plates 8, 9 and the press plates 6, 7 and the inlet mouth E and Press gap S to monitor.
- this cylinder piston assembly 21 is also not a Hydraulic system shown with a control or Control device 23 and a computer 24 are provided.
- the Computer stands with the displacement transducers 22 and / or the relevant printing system as monitoring computer 24 in Connection that depends on the particular Press plate setting or end position resulting from the Press plate spacing and / or press plate pressure resulting Tensions on plausibility and possibly overloading the concerned press plate (s) 6 or 7 and only at Permissibility of the selected press plate setting releases or end position.
- the monitoring computer 19 for the setting of the inlet contour can also be used as Monitoring computer for press plate setting or -endposition be used so that one with a Monitoring computer 19 or 24 needs.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Press Drives And Press Lines (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Control Of Presses (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Treatment Of Fiber Materials (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Verpressen von Pressgutmatten zu Pressgutplatten im Zuge der Herstellung von Spanplatten, Faserplatten und anderen Holzwerkstoffplatten in einer kontinuierlichen Presse mit einlaufseitig vorkragenden hochbiegeelastischen Einlaufplatten, welche ein Einlaufmaul bilden, wobei an der oberen/oder unteren Einlaufplatte zur Einstellung einer Einlaufkontur des Einlaufmauls in vorgegebener Verteilung angeordnete und gegen Pressenoberteil und/oder Pressenunterteil abgestützte Zylinder-Kolbenanordnungen angelenkt sind, die über ein Hydrauliksystem mit einer angeschlossenen Steuer-/Regeleinrichtung betätigt werden.The invention relates to a method for pressing Pressed goods mats for pressed goods boards in the course of production of chipboard, fiberboard and other wood-based panels in a continuous press with an inlet side cantilevered highly flexible inlet plates, which form an inlet mouth, being on the upper / or lower Inlet plate for setting an inlet contour of the inlet mouth arranged in a given distribution and against Press upper part and / or lower press part supported cylinder-piston arrangements are articulated via a hydraulic system with a connected control device be operated.
Ein Verfahren der eingangs beschriebenen Art wird im großen und ganzen in der deutschen Patentanmeldung 197 40 325 beschrieben. Die Einstellung der Einlaufkontur eines Einlaufmauls mittels einer Einrichtung ist auch Gegenstand der deutschen Patentschrift 44 33 641 sowie der deutschen Offenlegungsschrift 195 18 879.A method of the type described at the outset is generally described in German patent application 197 40 325. The setting of the input contour of the input aperture by means of a device is also the subject of German Patent Specification 44 33 641 and the German O ffenlegungsschrift 195 18 879th
Bei den vorerwähnten Verfahren besteht ein Problem darin, dass die Einlaufkontur einen mehr oder minder fest eingestellten Verlauf aufweist, welcher unterschiedlichen Betriebsbedingungen beim Verpressen keine Rechnung trägt. Auch sind Überbeanspruchungen der Einlaufplatten nicht generell ausgeschlossen. - Hier will die Erfindung insgesamt Abhilfe schaffen. One problem with the aforementioned methods is that that the inlet contour is more or less fixed Has course, which different operating conditions does not take into account when pressing. Nor are overstresses on the inlet plates generally excluded. - Here the invention as a whole Remedy.
Ferner kennt man eine Presse mit Pressenplatten, die unmittelbar oder mittelbar unter Zwischenschaltung eines Holmes an Arbeitszylinderkolbenanordnungen angeschlossen sind, die sich ihrerseits am Pressenrahmen abstützen. Dabei dienen die Arbeitszylinderkolbenanordnungen zur Steuerung der Pressenplatte mit Hilfe eines Steuer- und/oder Regelaggregates über ein Hydrauliksystem. Hierdurch bildet die obere Pressenplatte gegenüber der in den Pressenrahmen mittelbar oder unmittelbar festgelegten unteren Pressenplatte einen Pressspalt definierter Spaltdicke (vgl. DE 44 33 643). Furthermore, one knows a press with press plates that immediately or indirectly with the interposition of a spar are connected to working cylinder piston assemblies that in turn are supported on the press frame. Serve the working cylinder piston arrangements for controlling the Press plate with the help of a control and / or regulating unit via a hydraulic system. This forms the top Press plate opposite that in the press frame indirectly or immediately determined lower press plate one Press gap of defined gap thickness (cf. DE 44 33 643).
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs beschriebenen Art und Weise so weiter zu bilden, daß unter Berücksichtigung möglichst optimaler Einlaufbedingungen für eine zu verpressende Preßgutmatte bei verschiedenen Betriebszuständen Beschädigungen am Einlaufmaul beispielsweise durch unzulässig hohen Druckaufbau zuverlässig vermieden werden. Außerdem soll eine zur Durchführung besonders geeignete Vorrichtung angegeben werden.The invention has for its object a method of in the manner described at the beginning, that taking into account as optimally as possible Run-in conditions for a mat to be pressed damage in various operating conditions Inlet mouth, for example, due to impermissibly high Pressure build-up can be reliably avoided. In addition, should a particularly suitable device for carrying out can be specified.
Zur Lösung dieser Aufgabe lehrt die Erfindung bei einem gattungsgemäßen Verfahren, daß die Einlaufkontur in Abhängigkeit von zumindest den jeweiligen Preßguteigenschaften, der jeweiligen Mattenhöhe, der jeweiligen Streudichte des Preßgutes, ggf. einer Vorpreßeinstellung und der jeweils zu erzeugenden Plattenstärke vorgewählt und mittels zumindest einer Verformung der oberen/unteren Einlaufplatte erfassender und an die Steuer-/Regeleinrichtung angeschlossener Platten-Verformungsmeßeinrichtung gesteuert oder geregelt und überwacht wird. Üblicherweise werden mehrere Platten-Verformungsmeßeinrichtungen eingesetzt, wobei es sich diesbezüglich um zumindest in vorgegebener Verteilung einerseits auf der oberen und/oder unteren Einlaufplatte angeordnete Platten-Verformungssensoren, z. B. Dehnungsmeßstreifen, und zwischen der oberen und unteren Einlaufplatte wirksame Preßspalt-Wegaufnehmer handeln kann. Dabei wird die jeweilige Einlaufkontur in Abhängigkeit von in einem Labor ermittelten Kompressionskurven des Preßgutes eingestellt. Die Einstellung und Überwachung der Einlaufkontur des Einlaufmauls erfolgt in der Regel kontinuierlich während des Betriebs der Presse. Aus der Verformung des Einlaufmauls bzw. der eingestellten Einlaufkontur des Einlaufmauls lassen sich hieraus resultierende Preßdrücke in den zu verpressenden Preßgutmatten ermitteln bzw. abschätzen. Dabei werden regelmäßig die Verformung des Einlaufmauls und die daraus resultierenden Preßdrücke in den zu verpressenden Preßgutmatten auf Zulässigkeit und/oder Plausibilität hin in der Steuer-/Regeleinrichtung überprüft. Erst nach Freigabe durch die Steuer-/Regeleinrichtung werden entsprechende Steuer-/Regelsignale an die Zylinder-Kolbenanordnungen zur Einstellung der Einlaufkontur des Einlaufmauls übermittelt.To achieve this object, the invention teaches in one Generic method that the inlet contour in Dependence on at least the respective Press material properties, the respective mat height, the respective scattering density of the pressed material, possibly one Prepress setting and the one to be generated Plate thickness preselected and by means of at least one Deformation of the upper / lower inlet plate and plate deformation measuring device connected to the control device controlled or regulated and is monitored. Typically, several plate strain gauges are used used, it being in this regard by at least in a given distribution on the one hand on the upper and / or lower inlet plate arranged plate deformation sensors, e.g. B. strain gauges, and between the upper and lower inlet plates effective nip displacement sensor can act. there the respective inlet contour depending on in compression curves of the pressed material determined in a laboratory set. The setting and monitoring of The inlet contour of the inlet mouth is usually made continuously during the operation of the press. From the Deformation of the inlet mouth or the set one The inlet contour of the inlet mouth can be made from this resulting pressures in the to be pressed Determine or estimate the material to be pressed. In doing so regularly the deformation of the intake mouth and the resulting resulting pressures in the to be pressed Pressed mats for admissibility and / or plausibility checked in the control device. Only after Be released by the control device corresponding control signals to the cylinder-piston arrangements to adjust the inlet contour of the Enema mouth transmitted.
Im einzelnen wird hierzu das Einlaufmaul in einzelne Bereiche oder Sektionen unterteilt und hierfür der sich aus der Einlaufkontur ergebende Preßdruck errechnet. Sofern dieser Preßdruck zu zulässigen Verformungen des Preßgutes bzw. der Preßgutmatten korrespondiert und auch Beschädigungen des Einlaufmauls durch den sich im Preßgut einstellenden Gegendruck nicht zu befürchten sind, erfolgt eine Freigabe durch die Steuer-/Regeleinrichtung. Diese Freigabe bewirkt, daß die Zylinder-Kolbenanordnungen eine entsprechende Verformung des Einlaufmauls vornehmen. Selbstverständlich wird für den Fall, daß eine zuverlässige Verformung bereits eingestellt ist, keine Verstellung der Zylinder-Kolbenanordnungen durchgeführt. Sollte eine unzulässige Einlaufkontur des Einlaufmauls vorliegen, so besteht entweder die Möglichkeit, diese über die Steuer-/Regeleinrichtung zu korrigieren oder die Zylinder-Kolbenanordnungen mittels der Steuer-/Regeleinrichtung drucklos zu schalten. Dies wird üblicherweise im Falle von außerhalb eines zulässigen Bereiches liegenden Werten für die Verformung des Einlaufmauls und/oder den sich einstellenden Preßdruck durchgeführt.In detail, this is the inlet mouth in individual Areas or sections are subdivided for this purpose the press pressure resulting from the inlet contour is calculated. Provided this pressure to allow deformation of the material to be pressed or the pressed material mats corresponds and also Damage to the intake mouth caused by the material to be pressed adjusting back pressure are not to be feared approval by the control device. This Release causes the cylinder-piston assemblies to be a undertake appropriate deformation of the mouth. Of course, in the event that a reliable Deformation is already set, no adjustment of the Cylinder-piston arrangements carried out. Should one there are impermissible inlet contours of the inlet mouth, see above there is either the possibility of this via the control device to correct or the cylinder-piston arrangements by means of the control device to depressurize. This is usually the case with values outside of a permissible range for the deformation of the inlet mouth and / or the adjusting press pressure performed.
Der durch das Einlaufen der Preßgutmatte in das Einlaufmaul zu erwartende Gegendruck der Preßgutmatte wird im allgemeinen außerhalb der Presse mittels einer Preßgutmatten-Verformungsmeßeinrichtung simuliert oder ermittelt. Es besteht aber auch die Möglichkeit, den durch das Einlaufen der Preßgutmatte in das Einlaufmaul zu erwartenden Gegendruck der Preßgutmatte aus Anfangsparametern bei der Herstellung der Preßgutmatte, z. B. Streudichte des Preßgutes, Mattenhöhe sowie evtl. Vorpreßeinstellungen zu errechnen.The by running the mat in the inlet mouth expected back pressure of the mat is in generally outside the press by means of a material mat deformation measuring device simulated or determined. But there is also the possibility that through the The pressed material mat runs into the inlet mouth expected back pressure of the mat Initial parameters in the manufacture of the mat, z. B. Spreading density of the material to be pressed, mat height and possibly To calculate pre-press settings.
Regelmäßig wird die Einlaufkontur des Einlaufmauls während des Betriebs der Presse kontinuierlich mittels der Verformungsmeßeinrichtung erfaßt und zusammen mit den sich einstellenden Preßdrücken in der Preßgutmatte auf Zulässigkeit und/oder Plausibilität hin überprüft. Für den Fall, daß diese Werte außerhalb eines definierbaren Zulässigkeitsbereiches liegen, erfolgt die bereits angesprochene Drucklosschaltung der Zylinder-Kolbenanordnungen oder eine entsprechende Korrektur bzw. Einstellung der Einlaufkontur des Einlaufmauls. Im Rahmen der Erfindung liegt es schließlich, vorzugsweise den gesamten Preßbereich, also das Einlaufmaul und die sich daran anschließenden beheizbaren Preßplatten, zu überwachen. Selbstverständlich können auch die Einlaufplatten im Bereich des Einlaufmauls beheizbar ausgeführt sein.The intake contour of the intake mouth is regularly during operation of the press continuously by means of the Deformation measuring device detected and together with the presses in the material to be pressed Admissibility and / or plausibility checked. For the Case that these values are outside a definable Admissible range, this is already done addressed pressure-free switching of the cylinder-piston arrangements or a corresponding correction or Setting the inlet contour of the mouth. As part of the invention is finally, preferably the entire press area, so the mouth and the itself adjoining heated press plates, too monitor. Of course you can Inlet plates heated in the area of the inlet mouth be executed.
Gegenstand der Erfindung ist auch eine Presse nach
Patentanspruch 11. Vorteilhafte Ausgestaltungen dieser
Presse sind in den Patentansprüchen 12 bis 20 beschrieben.The invention also relates to a
Die durch die Erfindung erreichten Vorteile sind im wesentlichen darin zu sehen, daß sich zum einen optimale Einlaufbedingungen für die zu verpressenden Preßgutmatten unter Berücksichtigung verschiedener Betriebszustände, insbesondere im Hinblick auf einen wechselnden Aufbau der Preßgutmatte einstellen lassen, zum anderen Beschädigungen des Einlaufmauls wie der sich hieran anschließenden Preßplatten zuverlässig vermieden werden. Unter optimalen Einlaufbedingungen sind im Rahmen der Erfindung solche Voraussetzungen zu verstehen, die das Erreichen hoher (Zeit-) Gradienten für den Weg, die Geschwindigkeit und/oder die Beschleunigung der Preßgutmatte ermöglichen. D. h., es sollen im Bereich des Einlaufmauls möglichst optimale Werte für die Verpressung hinsichtlich der Wegund Geschwindigkeitsänderungen (pro Zeiteinheit) und somit der Beschleunigung erzielt werden.The advantages achieved by the invention are in essential to see that on the one hand optimal Running-in conditions for the mats to be pressed taking into account various operating conditions, especially with regard to a changing structure of the Allow the pressed material mat to set, on the other hand damage the mouth like the one following it Press plates can be reliably avoided. Under optimal Running-in conditions are such within the scope of the invention Understand prerequisites that are reaching high (Time) gradients for the path, the speed and / or allow acceleration of the mat to be pressed. In other words, it should be as possible in the area of the mouth optimal values for the compression with regard to the path and Changes in speed (per unit of time) and thus of acceleration can be achieved.
Da die Preßgutmatte im Einlaufmaul und anschließend im Preßspalt gleichsam "verengt" wird, muß im kontinuierlichen Betrieb diese "Engstelle" mit erhöhter Geschwindigkeit passiert werden (vgl. Flüssigkeiten und Gase; Bernoulli-Gleichung), so daß sich aus dieser Geschwindigkeits- und demzufolge Druckzunahme die vorstehenden Erläuterungen erklären. Jedenfalls dient hauptsächlich das Einlaufmaul dazu, die im Preßspalt für die kontinuierliche Förderung notwendige Geschwindigkeit zu erreichen und demzufolge auch für eine entsprechende Druckbeaufschlagung zu sorgen. Dies kann nach Lehre der Erfindung nunmehr unter optimaler Anpassung an das zu verarbeitende Preßgut erfolgen, ohne daß Beschädigungen des Einlaufmauls und der hergestellten Spanplatte, Faserplatte oder Werkstoffplatte zu befürchten sind. Immer ist gewährleistet, daß die das Einlaufmaul bildenden beheizbaren Einlaufplatten nur im zulässigen Bereich verformt werden. Um die sich jeweils einstellende Verformung der Preßgutmatte im Zuge des Einlaufens abzuschätzen, kann entweder extern mit einer Preßgutmatten-Verformungsmeßeinrichtung oder gleichsam intern mit einem Verformungsmodell gearbeitet werden. Dieses Verformungsmodell berücksichtigt Anfangsparameter der Preßgutmatte, wie z. B. Streugewicht, Schütthöhe wie evtl. Vorpreßdruck. Selbstverständlich muß ggf. auch der Feuchtegehalt der Preßgutspäne berücksichtigt werden.Since the pressed material mat in the inlet mouth and then in Press nip is "narrowed", as it were, in a continuous Operation of this "bottleneck" at increased speed happening (see liquids and gases; Bernoulli equation), so that from this speed and consequently pressure increase the above explanations to explain. In any case, mainly the mouth is used to that in the press nip for continuous conveyance to reach the necessary speed and consequently also to ensure appropriate pressurization. This can according to the teaching of the invention now under optimal Adaptation to the pressed material to be processed without that damage to the mouth and the manufactured To fear chipboard, fiberboard or material board are. It is always guaranteed that the intake mouth forming heatable inlet plates only in the permissible Area to be deformed. To the one that arises Deformation of the pressed material mat in the course of running in can be estimated either externally with a mat of deformation material or as it were internally with you Deformation model to be worked. This deformation model takes into account the initial parameters of the mat, such as B. spreading weight, dumping height as possibly pre-compression. Of course, the moisture content of the Pressed chips are taken into account.
Je nach den zu erwartenden Verformungen der Preßgutmatte und den sich hieraus ergebenden Gegendrücken, kann nun eine Grundeinstellung für die Einlaufkontur des Einlaufmauls vorgenommen werden. Diese Grundeinstellung läßt sich im Betrieb, praktisch "online" überprüfen und auf Zulässigkeit und/oder Plausibilität hin abklopfen. Die Plausibilitätsprüfung kann dabei so erfolgen, daß die an bestimmten Positionen des Einlaufmauls zu erwartenden Preßdrücke mit beispielsweise von aus Preßspalt-Wegaufnehmern ermittelten Wegmeßwerten abgeleiteten Preßdrücken verglichen werden. Depending on the deformation of the mat to be expected and the resulting back pressure can now be Basic setting for the inlet contour of the inlet mouth be made. This basic setting can be in Operation, check practically "online" and for admissibility and / or tap plausibility. The plausibility check can be done so that the certain Positions of the inlet mouth with expected pressures for example, determined from the press nip displacement transducers Displacement pressures derived are compared.
Die Berechnung des zu einem bestimmten Preßspalt gehörigen Preßdruckes kann zusammen mit der sich einstellenden Verformung des Einlaufmauls anhand von Finite-Elemente-Berechnungen (FE-Berechnungen) abgeschätzt werden. In diesem Zusammenhang läßt sich das Einlaufmaul mit den Einlaufplatten in eine sogenannte FE-Balkenstruktur mit zwei Freiheitsgraden (eine Translation, eine Rotation) aufteilen.The calculation of the belonging to a certain press nip Pressing pressure can be adjusted together with the Deformation of the inlet mouth using finite element calculations (FE calculations) can be estimated. In In this context, the inlet mouth with the Inlet plates in a so-called FE beam structure two degrees of freedom (one translation, one rotation) split.
Die Erfindung betrifft ferner eine kontinuierliche Presse
zum Verpressen von Preßgutmatten zu Preßgutplatten, mit
Pressenunterteil und Pressenoberteil, im Pressenunterteil
und Pressenoberteil endlos umlaufenden Stahlpreßbändern,
wobei im Pressenunterteil und im Pressenoberteil jeweils
zumindest eine Preßplatte angeordnet ist,
wobei die Stahlpreßbänder an den Preßplatten unter
Zwischenschaltung von Wälzkörpern abgestützt sind,
wobei zur Einstellung der Preßplatten eine Mehrzahl von
Zylinderkolbenanordnungen, insbes. Differentialzylindern,
in vorgegebener Verteilung an die obere und/oder untere
Preßplatte unter Bildung jeweils eines Drucksystems mit
jeweils einem oder mehreren Wegaufnehmern angeschlossen und
gegen das Pressenoberteil und/oder Pressenunterteil
abgestützt ist,
wobei ein Hydrauliksystem mit einer Steuer- oder
Regeleinrichtung und einem Rechner an die Zylinderkolbenanordnungen
angeschlossen ist. The invention further relates to a continuous press for pressing pressed material mats to form pressed material plates, with a press lower part and upper press part, in the press lower part and upper press part endlessly rotating steel press belts,
wherein at least one press plate is arranged in each case in the lower press part and in the upper press part,
the steel press belts are supported on the press plates with the interposition of rolling elements,
wherein a plurality of cylinder piston arrangements, in particular differential cylinders, are connected in a predetermined distribution to the upper and / or lower press plate to form a pressure system, each with one or more displacement transducers, and are supported against the upper press part and / or lower press part, in order to adjust the press plates.
a hydraulic system with a control or regulating device and a computer being connected to the cylinder piston arrangements.
Der Erfindung liegt die weitere Aufgabe zugrunde, eine kontinuierliche Presse der eingangs beschriebenen Ausführungsform zu schaffen, bei welcher sich stets optimale Bedingungen für die zu verpressenden Preßgutmatten einstellen lassen und die Einstellungen der Preßplatten und/oder Einlaufplatten auf ihre Zulässigkeit ohne konstruktiven Aufwand überprüft werden können.The invention is based on the further object continuous press of the above To create embodiment, which is always optimal conditions for the mats to be pressed let adjust and the settings of the press plates and / or inlet plates on their admissibility without constructive effort can be checked.
Diese Aufgabe löst die Erfindung bei einer gattungsgemäßen kontinuierlichen Presse dadurch, daß der Rechner mit den Wegaufnehmern und/oder dem betreffenden Drucksystem als Überwachungsrechner in Verbindung steht, der in Abhängigkeit von der jeweiligen Preßplatteneinstellung oder -endstellung die sich aus dem Preßplattenabstand und/oder Preßplattendruck resultierenden Spannungen auf Plausibilität und eventueller Überlastung der betreffenden Preßplatte(n) prüft und (nur) bei Zulässigkeit die jeweils gewählte Preßplatteneinstellung bzw. -endstellung freigibt.The invention solves this problem with a generic one continuous press in that the computer with the Displacement transducers and / or the relevant pressure system as Monitoring computer communicates, which is dependent from the respective press plate setting or -endposition resulting from the press plate distance and / or Press plate pressure resulting tensions on plausibility and possible overload of the concerned Press plate (s) and (only) the permissible if permitted releases selected press plate setting or end position.
Bei einer Ausführungsform, bei welcher sich an die Preßplatten einlaufseitig vorkragende Einlaufplatten unter Bildung eines Einlaufmauls anschließen und zur Einstellung der Einlaufkontur des Einlaufmauls eine Mehrzahl von Zylinderkolbenanordnungen, insbes. Differentialzylindern, in vorgegebener Verteilung an die obere und/oder untere Einlaufplatte unter Bildung jeweils eines Drucksystems mit jeweils einem oder mehreren Wegaufnehmern angeschlossen und gegen das Pressenoberteil und/oder Pressenunterteil abgestützt ist, sieht die Erfindung vor, daß der Rechner mit den Wegaufnehmern und/oder dem betreffenden Drucksystem als Überwachungsrechner in Verbindung steht, der in Abhängigkeit von der jeweils eingestellten Einlaufkontur die sich aus dem Einlaufplattenabstand und/oder Einlaufplattendruck ergebenden Spannungen auf Plausibilität und eventueller Überlastung der betreffenden Einlaufplatte(n) prüft und (nur) bei Zulässigkeit die jeweils eingestellte Einlaufkontur freigibt.In an embodiment in which the Press plates protruding under the inlet plates Connect formation of an enema mouth and for adjustment the inlet contour of the inlet mouth a plurality of Cylinder-piston arrangements, especially differential cylinders, in a predetermined distribution to the upper and / or lower Inlet plate with the formation of a printing system each connected to one or more displacement sensors and supported against the upper press part and / or lower press part is, the invention provides that the computer with the transducers and / or the pressure system concerned as Monitoring computer communicates, which is dependent of the set inlet contour from the inlet plate distance and / or inlet plate pressure resulting tensions on plausibility and possible Checks overload of the inlet plate (s) concerned and (only) if permitted, the set inlet contour releases.
Im Rahmen der Erfindung wird nach einem System gearbeitet, welches zunächst für jede Preßplatte und/oder Einlaufplatte bestimmte Standardeinstellungen in einer Datenbasis zu den einzelnen Plattentypen kennt. Wird eine Variation der Preßplatteneinstellung und/oder Einlaufkontur gewünscht, kann eine Bedienungsperson diese Preßplatteneinstellung vornehmen und/oder Einlaufkontur einstellen. Bevor die daraus resultierenden Verformungen der Preßplattten und/oder Einlaufplatten an die Maschinensteuerung der erfindungsgemäßen Presse freigegeben werden, wird die Zulässigkeit der gewünschten Positionen mit Hilfe des Überwachungsrechners und eines geeigneten Programms überprüft. In diese Überprüfung gehen allerdings nicht nur die zu erwartenden Verformungen der Preßplatten und/oder Einlaufplatten ein, sondern es werden auch die aus den zu verpressenden Preßgutmatten zu erwartenden Gegendrücke einbezogen, um die Zulässigkeit zu bewerten. Aus der Verformung der Preßplatten und/oder Einlaufplatten und dem Mattengegendruck ergeben sich Spannungen, welche z. B. auf Basis von Kompressions-Vergleichskurven für die jeweiligen Produkte (Span, MDF, OSB) berechnet und für die jeweilige Mattenhöhe umgerechnet werden. Daraus ergibt sich eine funktionale Abhängigkeit von einerseits Einlaufkontur und Pressenspalt und andererseits Matten- bzw. Produktdruck. Within the scope of the invention, a system is used which is initially for each press plate and / or inlet plate certain standard settings in a database for the knows individual plate types. Will a variation of Press plate setting and / or inlet contour desired, an operator can adjust this press plate and / or adjust the inlet contour. Before that resulting deformations of the press plates and / or inlet plates to the machine control of the Press released according to the invention will Permissibility of the desired positions with the help of the monitoring computer and checked a suitable program. However, this review does not only include those to be expected Deformation of the press plates and / or inlet plates one, but it will also be the one from the pressing press mats to be expected included to assess admissibility. From the Deformation of the press plates and / or inlet plates and the Mat back pressure results in tensions, which, for. B. on Basis of compression comparison curves for the respective Products (Span, MDF, OSB) calculated and for the respective Mat height can be converted. This results in one functional dependence on inlet contour and Press nip and on the other hand mat or product printing.
Erst nach Überprüfung und Freigabe der gewünschten Preßplatteneinstellung und/oder Einlaufkontur werden die Stellwerte für die einzelnen Zylinderkolbenanordnungen freigegeben. Die Daten der Wegaufnehmer werden kontinuierlich zurückgelesen und laufend auf Zulässigkeit geprüft. So kann unmittelbar ein Zustand erkannt werden, welcher zur Beschädigung der Preßplatten und/oder Einlaufplatten führt. In einem solchen Fall erfolgt Druckabbau und Notausfahrt. Einfach ausgedrückt wird nach Lehre der Erfindung jede Einstellung der Preßplatten und/oder Einlaufkontur auf Zulässigkeit bzw. Unzulässigkeit überprüft. Dabei besteht auch die Möglichkeit, im Falle der Zulässigkeit der Einlaufkontureinstellung die entsprechenden Sollwerte an die nachgeschalteten Preßplatten weiterzugeben. Folglich läßt sich das erfindungsgemäße Konzept der Einlaufüberwachung auf die gesamte Presse und folglich auch deren Preßplatten übertragen. Es lassen sich allerdings auch die Preßplatten bzw. deren Einstellung unabhängig von der Einlaufüberwachung auf Zulässigkeit überwachen. - Im Ergebnis sind Überbelastungen und daraus resultierende Beschädigungen im Bereich der Einlaufplatten und der Preßplatten bei Neueinstellungen der Preßplatten und/oder der Einlaufkontur bzw. bei unterschiedlichen Betriebsbedingungen nicht länger zu befürchten, vielmehr wird insoweit eine in konstruktiver Hinsicht verhältnismäßig einfache und funktionsgerechte Überwachung sowohl des Einlaufbereiches als auch des Preßbereiches erzielt.Only after checking and approving the desired ones Press plate setting and / or inlet contour are the Control values for the individual cylinder piston arrangements Approved. The data of the displacement transducer will be read back continuously and continuously on admissibility checked. So a condition can be recognized immediately which to damage the press plates and / or Leads plates. In such a case Depressurization and emergency exit. Simply put is after Teaching the invention any adjustment of the press plates and / or inlet contour for admissibility or inadmissibility checked. There is also the possibility in the case of Permissibility of the inlet contour setting the corresponding Pass on setpoints to the downstream press plates. Consequently, the concept according to the invention can be the entry monitoring on the entire press and consequently also transfer their press plates. It can be but also the press plates and their setting regardless of the entry monitoring for admissibility monitor. - The result is overloading and from it resulting damage in the area of the inlet plates and the press plates when the press plates are readjusted and / or the inlet contour or at different Operating conditions no longer to be feared, rather in this respect becomes a constructive one simple and functional monitoring both achieved the inlet area and the pressing area.
Ferner sieht die Erfindung vor, daß der Überwachungsrechner bei zulässiger Preßplatteneinstellung und/oder Einstellung der Einlaufkontur einen Grenzwert für die Preßplatteneinstellung und/oder die Einlaufkontur in Abhängigkeit von der jeweiligen Mattenhöhe, dem jeweiligen Mattenmaterial (Span, MDF, OSB) und/oder der jeweils gewählten Plattenenddicke ermittelt. Insoweit läßt sich also eine unzulässige Einstellung korrigieren und eine zulässige Einstellung von der jeweiligen Bedienungsperson in Abhängigkeit von verschiedenen Parametern herbeiführen. Das gilt auch in Bezug auf die Fahrweise der Presse. In diesem Zusammenhang besteht auch die Möglichkeit, daß der Überwachungsrechner bei unzulässiger Einstellung der Preßplatten und/oder der Einlaufkontur einen Grenzwert für die Mattenhöhe und/oder das Mattenmaterial und/oder der Plattenenddicke unter Beibehaltung der gewählten Preßplatteneinstellung und/oder der eingestellten Einlaufkontur ermittelt. Nach einer anderen Variante kann der Überwachungsrechner bei unzulässiger Preßplatteneinstellung und/oder Einstellung der Einlaufkontur auch einen Grenzwert für die Mattengeschwindigkeit und Mattenbeschleunigung unter Beibehaltung der Preßplatteneinstellung und/oder eingestellten Einlaufkontur ermitteln. In diesem Fall wird zwangsläufig auch ein Grenzwert für die Mattenhöhe und/oder das Mattenmaterial erfaßt.The invention further provides that the monitoring computer with permissible pressure plate setting and / or setting the inlet contour a limit for the press plate setting and / or the inlet contour depending on the respective mat height, the respective mat material (Span, MDF, OSB) and / or the selected final plate thickness determined. So far one can correct impermissible setting and a permissible one Attitude of the respective operator in Cause dependence on various parameters. The also applies to the driving style of the press. In this There is also the possibility that the Monitoring computer if the setting of the Press plates and / or the inlet contour a limit for the mat height and / or the mat material and / or the Final plate thickness while maintaining the selected press plate setting and / or the set inlet contour determined. According to another variant, the Monitoring computer with impermissible pressure plate setting and / or setting the inlet contour also a limit value for mat speed and mat acceleration while maintaining the pressure plate setting and / or Determine the set inlet contour. In this case inevitably also a limit value for the mat height and / or the mat material detected.
Im folgenden wird die Erfindung anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- eine erfindungsgemäße Presse in Seitenansicht,
- Fig. 2
- den Presseneinlauf vergrößert im Bereich des Einlaufmauls mit entsprechenden Werten für den sich einstellenden Preßspalt,
- Fig. 3
- einen Algorithmus des in der Steuer-/Regeleinrichtung ablaufenden Arbeitsprogrammes,
- Fig. 4
- eine abgewandelte kontinuierliche Presse in schematischer Seitenansicht im Einlaufbereich und
- Fig. 5
- den Gegenstand nach Fig. 4 im Preßplattenbereich.
- Fig. 1
- a press according to the invention in side view,
- Fig. 2
- enlarges the press infeed in the area of the infeed mouth with corresponding values for the press nip which arises
- Fig. 3
- an algorithm of the work program running in the control device,
- Fig. 4
- a modified continuous press in a schematic side view in the inlet area and
- Fig. 5
- 4 in the press plate area.
In den Figuren 1 bis 3 ist eine kontinuierliche Presse 1
zum Verpressen von Preßgutmatten 2 zu Preßgutplatten im
Zuge der Herstellung von Spanplatten, Faserplatten und
anderen Holzwerkstoffplatten dargestellt. Diese Presse 1
weist ein Pressenunterteil 3 und ein Pressenoberteil 4 auf,
und zwar mit im Pressenunterteil 3 und Pressenoberteil 4
endlos umlaufenden Stahlblechpreßbändern 5 sowie mit einem
Einlaufmaul E. Im Pressenunterteil 3 und im Pressenoberteil
4 ist jeweils eine beheizbare Preßplatte 6, 7 angeordnet,
von denen nach dem Ausführungsbeispiel die obere Preßplatte
6 gegen die untere Preßplatte 7 zur Einstellung eines
Preßspaltes S verstellbar ist. An die Preßplatten 6, 7
schließen sich einlaufseitig vorkragende,
hochbiegeelastische, beheizbare Einlaufplatten 8, 9 unter
Bildung des Einlaufmauls E an.A continuous press 1 is shown in FIGS. 1 to 3
for pressing pressed
Die Stahlblechpreßbänder 5 sind an den Preßplatten 6, 7 und
den Einlaufplatten 8, 9 unter Zwischenschaltung von
Wälzkörpern 10 bzw. Rollstäben abgestützt. Ferner findet
sich eine Vorrichtung 11 zur Einstellung des Einlaufmauls E
und eine Vorrichtung 12 zur Einstellung der Einlaufkontur
des Einlaufmauls E. Die Vorrichtung 12 zur Einstellung der
Einlaufkontur des Einlaufmauls E weist eine Mehrzahl von
doppelt wirkenden Zylinder-Kolbenanordnungen, im
Ausführungsbeispiel Differentialzylindern 13, auf. Die
Differentialzylinder 13 sind in vorgegebener Verteilung und
nach dem Ausführungsbeispiel einerseits an der oberen
Einlaufplatte 8 und/oder an der unteren Einlaufplatte 9
angelenkt. Andererseits sind die Differentialzylinder 13
gegen das Pressenoberteil 4 und/oder das Pressenunterteil 3
abgestützt. Die Differentialzylinder 13 sind an ein nicht
gezeigtes Hydrauliksystem und eine Steuer-/Regeleinrichtung
17 angeschlossen. Ferner findet sich zumindest eine
Platten-Verformungsmeßeinrichtung 14, bei welcher es sich
nach dem Ausführungsbeispiel um eine die Einlaufkontur des
Einlaufmauls E abtastende Mehrzahl von Preßspaltweg-Aufnehmern
15 und auf die obere/ und untere Einlaufplatte
8, 9 aufgebrachte Verformungssensoren 16, nach der
Darstellung Dehnungsmeßstreifen 16, handelt.The steel
Selbstverständlich besteht an dieser Stelle auch die
Möglichkeit, als Plattenverformungsmeßeinrichtung 14 einen
abtastenden optischen Sensor, z. B. eine Videokamera, oder
eine Lichtquellen-/Detektoreinrichtung vorzusehen.
Natürlich können derartige Maßnahmen auch mit Preßspaltweg-Aufnehmern
15 und/oder Verformungssensoren 16 kombiniert
werden. Immer erlaubt die Platten-Verformungsmeßeinrichtung
14 die vorzugsweise rechnergestützte Erfassung und
Aufbereitung der Einlaufkontur des Einlaufmauls E, und zwar
unabhängig davon, wie diese Platten-Verformungsmeßeinrichtung
14 im Detail aufgebaut ist. Dies gelingt
letztlich dadurch, daß die Platten-Verformungsmeßeinrichtung
14 bzw. nach dem Ausführungsbeispiel die
Preßspalt-Wegaufnehmer 15 in Kombination mit den
Dehnungsmeßstreifen 16 an die Steuer-/Regeleinrichtung 17
angeschlossen sind. Dies gilt nach den vorstehenden
Ausführungen auch für die Zylinder-Kolbenanordnungen bzw.
Differentialzylinder 13. Insgesamt realisiert die Steuer-/Regeleinrichtung
17 vorwählbare Einlaufkonturen des
Einlaufmauls E und überwacht die Einlaufkontur
kontinuierlich während des Betriebs der Presse 1.Of course there is also the
Possibility of a plate
Nicht gezeigt ist eine externe Preßgutmatten-Verformungsmeßeinrichtung
zur Ermittlung der durch die
Einlaufkontur des Einlaufmauls E zu erwartenden
Preßgutmattenverformung. Diese Preßgutmattenverformung wird
vielmehr in der Steuer-/Regeleinrichtung 17 hochgerechnet,
und zwar anhand von Anfangsparametern bei der Herstellung
der Preßgutmatte, z. B. Streugewicht, Schütthöhe sowie
evtl. Vorpreßdruck. Hieraus läßt sich der zu erwartende
Gegendruck der Preßgutmatte 2 ermitteln.An external material mat deformation measuring device is not shown
to determine the through the
Inlet contour of the inlet mouth E expected
Preßgutmattenverformung. This molding mat deformation is
rather extrapolated in the control device 17,
based on the initial parameters during production
the mat, z. B. spreading weight, dumping height and
possibly prepress pressure. From this can be expected
Determine the back pressure of the
Die Verformung des Einlaufmauls E und die daraus
resultierenden Preßspalte und damit die Preßdrücke im zu
verpressenden Preßgut 2 sind anhand eines Beispiels in der
Fig. 2 dargestellt. Hier ist das Einlaufmaul E vergrößert
gezeigt, und zwar mit Werten für den jeweiligen Preßspalt
h0 bis h7. Diese Preßspaltmeßwerte lassen sich mit Hilfe
der Preßspalt-Wegaufnehmer 15 und/oder Dehnungsmeßstreifen
16 ermitteln. In Verbindung mit der Plattendicke der
Preßgutmatte 2 (nach dem Ausführungsbeispiel 16 mm) und der
Streudichte (20 kg/m3) lassen sich bei einem angenommenen
Radius R von ca. 33 m für das Einlaufmaul E (durchgezogene
Kurve) die in Fig. 2 angegebenen zugehörigen Spaltbreiten
ermitteln. Dabei wurde von einer ursprünglichen Stärke der
Preßgutmatte 2 von 100 mm ausgegangen. Man erkennt, daß das
Einlaufmaul einen Preßspalt mit anfänglicher Spaltweite von
h0 = 110 mm aufweist, welcher sich bis auf die endgültige
Plattendicke von h7 = 16 mm verringert. Diese unter
Zugrundelegung eines Einlaufmauls E mit radialem Einlauf
(R = 33 m) ermittelten "Sollwerte" können mit tatsächlich
gemessenen "Istwerten" verglichen werden (vgl.
strichpunktierte Kurve in Fig. 2).The deformation of the inlet mouth E and the resulting press nips and thus the press pressures in the material to be pressed 2 are shown with the aid of an example in FIG. 2. Here the inlet mouth E is shown enlarged, with values for the respective press nip h 0 to h 7 . These press gap measured values can be determined with the help of the press
Die Einlaufkontur des Einlaufmauls E wird während des
Betriebs der Presse 1 kontinuierlich mittels der
Verformungsmeßeinrichtung 14 bzw. mit Hilfe der Preßspalt-Wegaufnehmer
15 und/oder der Dehnungsmeßstreifen 16 erfaßt
und zusammen mit den sich einstellenden Preßdrücken in der
Preßgutmatte 2 auf Zulässigkeit und/oder Plausibilität
überprüft. Sofern die vorgenannten Werte außerhalb eines
Zulässigkeitsbereiches liegen, werden die Kolben-/Zylinderanordnungen
13 von der Steuer-/Regeleinrichtung 17
drucklos geschaltet und/oder es erfolgt eine entsprechende
Anpassung des Einlaufmauls E. Im Rahmen der Erfindung liegt
es, den gesamten Preßbereich, d. h. sowohl die
Einlaufplatten 8, 9 als auch die Preßplatten 6, 7 bzw. das
Einlaufmaul E und den Preßspalt S zu überwachen.The inlet contour of the inlet mouth E is during the
Operating the press 1 continuously by means of the
In der Fig. 3 ist anhand eines Algorithmus der prinzipielle
Ablauf des erfindungsgemäßen Verfahrens dargestellt. Anhand
einer anfänglichen Datenbasis wird zunächst die
Einlaufkontur des Einlaufmauls E beispielsweise in
Abhängigkeit von der zu verpressenden Preßgutmatte 2
eingestellt. D. h., anhand der Zusammensetzung und des
Aufbaus der Preßgutmatte 2 wird im einfachsten Fall ein
Radius R für das Einlaufmaul E vorgegeben (Sollwerte). Im
Anschluß hieran erfolgt eine Messung des tatsächlichen
Preßspaltes, d. h. die Ermittlung der Werte h0 bis h7.
Diese gleichsam Istwerte werden mit durch die
Plattenstärke, Streudichte usw. vorgegebenen Sollwerten
(s. o.) verglichen und nach Prüfung auf Zulässigkeit
entweder geändert oder in die Datenbasis als gleichsam neue
Sollwerte eingeschrieben. Für den Fall, daß zulässige Werte
vorliegen, wird die Steuerungs-/Regeleinrichtung 17
freigegeben. Die Zylinder-/Kolbenanordnungen 13 werden
entsprechend angesteuert und die Preßgutmatte 2 wird
zugeführt. Im Anschluß hieran wird die Position der
Preßgutmatte laufend überprüft. Dies gilt auch für die zu
Anfang durchlaufende Schleife. Sofern unzulässige Werte für
den Preßspalt bzw. den Preßdruck ermittelt werden, wird die
Presse 1 drucklos geschaltet.3 shows the basic sequence of the method according to the invention using an algorithm. On the basis of an initial database, the inlet contour of the inlet mouth E is first set, for example, depending on the
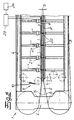
Bei der Ausführungsform nach den Figuren 4 und 5 sind die
Differentialzylinder 13 an ein nicht gezeigtes
Hydrauliksystem und eine Steuer-/Regeleinrichtung 18 mit
einem Rechner 19 angeschlossen. Ferner ist eine die
Einlaufkontur des Einlaufmauls E abtastende Mehrzahl von
Wegaufnehmern 20 an der oberen und/oder unteren Einlaufplatte
8, 9 vorgesehen.In the embodiment according to Figures 4 and 5 are the
Der Rechner steht mit den Wegaufnehmern 20 und/oder dem
betreffenden Drucksystem als Überwachungsrechner 19 in
Verbindung. Der Überwachungsrechner 19 prüft in Abhängigkeit
von der jeweils eingestellten Einlaufkontur die sich
aus dem Einlaufplattenabstand und/oder Einlaufplattendruck
resultierenden Spannungen auf Plausibilität und eventueller
Überlastung der betreffenden Einlaufplatte(n) 8, 9. Nur bei
Zulässigkeit gibt der Überwachungsrechner 19 die jeweils
eingestellte Einlaufkontur frei.The computer stands with the
Stets erlauben die Wegaufnehmer 16 die rechnergestützte
Erfassung und Aufbereitung der Einlaufkontur des Einlaufmauls
E und sind dazu an die Steuer-/Regeleinrichtung 18
angeschlossen. Das gilt nach dem Ausführungsbeispiel auch
für die Zylinderkolbenanordnungen bzw. Differentialzylinder
13, welche zu dem Drucksystem gehören. Während die
Steuer/Regeleinrichtung 18 die jeweils eingestellten
Einlaufkonturen des Einlaufmauls E realisiert, erfolgt
deren Überprüfung auf Zulässigkeit mittels des entsprechend
programmierten Überwachungsrechners 19. Falls die aus der
Einstellung der Einlaufkontur des Einlaufmauls E
resultierenden Spannungen der Einlaufplatten 8, 9 außerhalb
des Zulässigkeitsbereiches liegen, werden die Zylinderkolbenanordnungen
bzw. Differentialzylinder 13 drucklos
geschaltet. Im Rahmen der Erfindung liegt es, den gesamten
Preßbereich, d. h. sowohl die Einlaufplatten 8, 9 als auch
die Preßplatten 6, 7 bzw. das Einlaufmaul E und den
Preßspalt S zu überwachen.The
Denn auch zur Einstellung der Preßplatten 6, 7 ist eine
Mehrzahl von Zylinderkolbenanordnungen 21, insbes.
Differentialzylindern, in vorgegebener Verteilung an die
obere und/oder untere Preßplatte 6 bzw. 7 unter Bildung
jeweils eines Drucksystems mit jeweils einem oder mehreren
Wegaufnehmern 22 angeschlossen und gegen das Pressenoberteil
4 und/oder Pressenunterteil 3 abgestützt. Für
diese Zylinderkolbenanordnungen 21 ist ebenso ein nicht
dargestelltes Hydrauliksystem mit einer Steuer- oder
Regeleinrichtung 23 und einem Rechner 24 vorgesehen. Der
Rechner steht mit den Wegaufnehmern 22 und/oder dem
betreffenden Drucksystem als Überwachungsrechner 24 in
Verbindung, der in Abhängigkeit von der jeweiligen
Preßplatteneinstellung oder -endstellung die sich aus dem
Preßplattenabstand und/oder Preßplattendruck resultierenden
Spannungen auf Plausibilität und eventuell Überlastung der
betreffenden Preßplatte(n) 6 oder 7 prüft und nur bei
Zulässigkeit die jeweils gewählte Preßplatteneinstellung
bzw. -endstellung freigibt. Der Überwachungsrechner 19 für
die Einstellung der Einlaufkontur kann auch als
Überwachungsrechner für die Preßplatteneinstellung bzw.
-endstellung herangezogen werden, so daß man mit einem
Überwachungsrechner 19 oder 24 auskommt.Because also for setting the
Claims (20)
- A method of pressing mats of pressed material (2) to form boards of pressed material in the course of manufacturing particle boards, fibre boards and other timber product boards in a continuous press (1) comprising highly flexurally elastic input platens (8, 9) which protrude at the input side and which form an input aperture (E), wherein cylinder-and-piston arrangements (13), which are disposed in a predetermined distribution, which are supported against the press upper part (4) and/or press lower part (3), and which are operated via a hydraulic system comprising a connected controller/adjusting device (17), are coupled to the upper and/or lower input platen (8, 9) for setting an input contour of the input aperture (E), characterised in that the input contour is selected depending at least on the respective pressed material properties, on the respective mat height, on the respective dispersed density (of the pressed material), on a pre-pressing setting if applicable, and on the board thickness to be produced in each case, and is controlled or adjusted and is monitored by means of at least one board deformation measuring device (14) which detects deformations of the upper and/or lower input platen (8, 9) and which is connected to the controller/adjusting device (17).
- A method according to claim 1, characterised in that board deformation sensors (16), e.g. extensometer strips (16), and press gap distance sensors (15) which act between the upper and lower input platens (8, 9), which are disposed at least in a predetermined distribution on one side of the upper and lower input platens (8, 9), are used as board deformation measuring devices (14).
- A method according to claim 1 or 2, characterised in that the respective input contour is set depending on a compression curve determined in the laboratory.
- A method according to any one of claims 1 to 3, characterised in that setting and monitoring of the input contour of the input aperture (E) is effected continuously during the operation of the press (1).
- A method according to any one of claims 1 to 4, characterised in that the deformation of the input aperture (E), and the pressing pressures in the mats of pressed material (2) to be pressed which result therefrom, are checked for admissibility and/or plausibility in the controller/adjusting device (17) and are not transmitted to the cylinder-and-piston arrangements (13) in order to set the input contour of the input aperture (E) until corresponding control/adjusting signals have been enabled.
- A method according to any one of claims 1 to 5, characterised in that the anticipated opposing pressure of the mat of pressed material (2) due to the mat of pressed material (2) running into the input aperture (E) is simulated or determined outside the press (1) by a deformation measuring device for the mat of pressed material.
- A method according to any one of claims 1 to 6, characterised in that the anticipated opposing pressure of the mat of pressed material (2) due to the mat of pressed material (2) running into the input aperture (E) during the production of the mat of pressed material (2) is calculated from initial parameters, e.g. dispersed density, mat height and pre-pressing pressure if applicable.
- A method according to any one of claims 1 to 7, characterised in that the input contour of the input aperture (E) is continuously determined by means of the board deformation measuring device (14), and, together with the pressing pressures in the mat of pressed material (2) which set in, is checked for admissibility and/or stability.
- A method according to any one of claims 1 to 8, characterised in that in the event of values of the deformation of the input aperture (E) and/or of the pressing pressure which sets in which fall outside a range of admissibility the cylinder-and-piston units (13) are depressurised by the controller/adjusting device (14).
- A method according to any one of claims 1 to 9, characterised in that the entire pressing region, namely the inlet aperture (E) and the heatable press platens (6, 7) which adjoin it, is monitored.
- A press (1), particularly a continuous press (1), for pressing mats of pressed material (2) to form boards of pressed material in the course of manufacturing particle boards, fibre boards and other timber product boards in a continuous press (1), for carrying out the method according to any one of claims 1 to 10, comprising a press lower part (3) and a press upper part (4), comprising an input aperture (E), and comprising heatable, highly flexurally elastic input platens (8, 9) which protrude at the input side and which form the input aperture (E),
wherein at least one device (12) is provided for setting the input contour of the input aperture (E), which device comprises a multiplicity of cylinder-and-piston arrangements (13), particularly differential cylinders (13), in a predetermined distribution,
wherein the cylinder-and-piston arrangements (13) are coupled at one end to the upper and/or lower input platen (8, 9) and are supported at their other end against the press upper part (4) and/or press lower part (3), and are connected to a hydraulic system comprising a controller/adjusting device (17), characterised in that
at least one board deformation measuring device (14) is provided for the upper and/or lower input platen (8, 9), and said board deformation measuring device (14) is connected to the controller/adjusting device (17),
wherein the input contour is selected depending at least on the respective pressed material properties, on the respective mat height, on the respective dispersed density (of the pressed material), on a pre-pressing setting if applicable, and on the board thickness to be produced in each case, and is controlled or adjusted and is monitored by means of at least one board deformation measuring device which detects a deformation of the upper/lower input platen and which is connected to the controller/adjusting device. - A press (1) according to claim 11, characterised in that the board deformation measuring device (14) is formed as a multiplicity of press gap distance sensors (15) which scan the input contour of the input aperture (E), and as deformation sensors (17), e.g. extensometer strips (16), which are mounted on the upper and/or lower input platens (8, 9).
- A press according to claim 10 or 11, characterised in that the board deformation measuring device (14) is formed as an optical sensor, e.g. a video camera or a light source detector device, which scans the input contour of the input aperture (E).
- A press according to any one of claims 11 to 13, characterised in that the board deformation measuring device (14) is formed as a combination sensor device comprising one or both of the sensing elements or sensors according to claims 12 and 13.
- A press according to any one of claims 11 to 14, characterised in that an external pressed material mat deformation measuring device is provided for determining the anticipated material mat deformation due to the input contour of the input aperture (E).
- A press according to claim 11, comprising steel pressing belts which continuously circulate in the press lower part and press upper part, wherein the steel pressing belts are supported on the press platens with rolling bodies interposed therebetween,
characterised in that
the computer communicates with the distance sensors (22) and/or with the corresponding pressure system as a monitoring computer (24) which checks the stresses which result from the press platen spacing and/or press platen pressure for plausibility and optionally for overloading of the corresponding press platen(s) (6, 7) depending on the respective press platen setting or end position, and which (only) enables the press platen setting or limit of travel selected in each case if there is admissibility. - A press according to claim 11, comprising a press lower part and a press upper part, and steel pressing belts which continuously circulate in the press lower part and press upper part, and comprising an input aperture,
wherein the steel pressing belts are supported on the press platens and input platens with rolling bodies interposed therebetween,
characterised in that
the computer communicates with the distance sensors (20) and/or with the corresponding pressure system as a monitoring computer (19) which checks the stresses which result from the input platen spacing and/or input platen pressure for plausibility and optionally for overloading of the corresponding input platen(s) (8, 9) depending on the input contour which is set in each case, and which (only) enables the input contour which is set in each case if there is admissibility. - A press according to claim 16 or 17, characterised in that if the press platen setting and/or the setting of the input contour are/is inadmissible the monitoring computer (19, 24) determines a limiting value for the press platen setting and/or for the setting of the input contour depending on the mat height, the mat material and/or the board thickness.
- A press according to claim 16 or 17, characterised in that if the press platen setting and/or the setting of the input contour are/is inadmissible the monitoring computer (19, 24) determines a limiting value for the mat height and/or for the mat material and/or for the board thickness, with the press platen setting and/or the set input contour being retained.
- A press according to claim 16 or 17, characterised in that if the press platen setting and/or the setting of the input contour are/is inadmissible the monitoring computer (19, 24) determines a limiting value for the mat velocity and mat acceleration, with the selected press platen setting and/or the set input contour being retained.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03020741A EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19740325A DE19740325C5 (en) | 1997-09-13 | 1997-09-13 | Continuous press for pressing pressed material mats to press plates |
| DE19740325 | 1997-09-13 | ||
| DE19829742 | 1998-07-03 | ||
| DE19829741 | 1998-07-03 | ||
| DE19829742A DE19829742C1 (en) | 1998-07-03 | 1998-07-03 | Continuos pressing process for chip or fiber board |
| DE19829741A DE19829741C1 (en) | 1998-07-03 | 1998-07-03 | Continuos pressing process for chip or fiber board |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020741A Division EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0901894A2 EP0901894A2 (en) | 1999-03-17 |
| EP0901894A3 EP0901894A3 (en) | 1999-05-12 |
| EP0901894B1 true EP0901894B1 (en) | 2004-11-24 |
Family
ID=27217743
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020741A Expired - Lifetime EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
| EP98117030A Expired - Lifetime EP0909620B1 (en) | 1997-09-13 | 1998-09-09 | Continuous press for pressing mats into boards |
| EP98117029A Expired - Lifetime EP0901894B1 (en) | 1997-09-13 | 1998-09-09 | Process and press for pressing, particularly for continuous pressing |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020741A Expired - Lifetime EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
| EP98117030A Expired - Lifetime EP0909620B1 (en) | 1997-09-13 | 1998-09-09 | Continuous press for pressing mats into boards |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US6142068A (en) |
| EP (3) | EP1371466B1 (en) |
| CN (2) | CN1076258C (en) |
| CA (2) | CA2244283C (en) |
| DE (2) | DE59812293D1 (en) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19918492C5 (en) * | 1999-04-23 | 2006-10-05 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Process for pressing pressed material mats into pressed material slabs in the course of the production of chipboard, fiberboard and other wood-based panels |
| WO2002086348A1 (en) * | 2001-04-18 | 2002-10-31 | The Coe Manufacturing Company | Belt making apparatus and method |
| CA2352414A1 (en) * | 2001-07-05 | 2003-01-05 | Industries Fournier Inc. | Device for controlling and keeping cakes in a rotary press |
| US20030136312A1 (en) * | 2001-11-30 | 2003-07-24 | Nelson Guimil | Configuration applied to a multi-adjustable piece of furniture |
| DE10214322B4 (en) | 2002-03-28 | 2016-07-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press for pressing pressed material mats into pressed slabs |
| US7196290B2 (en) * | 2003-06-02 | 2007-03-27 | Planet Products Corporation | Heat sealer with platen surface temperature sensor and load sensor |
| US7449517B1 (en) | 2003-06-21 | 2008-11-11 | James Rock Associates, Llc | Composite building material |
| WO2006059353A1 (en) | 2004-12-03 | 2006-06-08 | Telecom Italia S.P.A. | Enabling combinational services in a communications network |
| DE102005009298B4 (en) * | 2005-03-01 | 2016-07-07 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press |
| DE102005009334B4 (en) * | 2005-03-01 | 2016-03-24 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press |
| DE102005024065B3 (en) * | 2005-05-25 | 2006-09-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Continuous press for compression of especially chipboards or fiberboards has at least one guide cover lying opposite slide base in front of upper and/or lower roller bar guide wheels, forming inlet tunnel |
| CN100377855C (en) * | 2005-09-27 | 2008-04-02 | 上海人造板机器厂有限公司 | Location method of hot pressing plate in flat crushing type continuous press and location plate structure |
| US7354543B2 (en) * | 2005-09-28 | 2008-04-08 | Weyerhaeuser Company | Manufactured wood product press |
| US20070111019A1 (en) * | 2005-11-04 | 2007-05-17 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| US20070102113A1 (en) * | 2005-11-04 | 2007-05-10 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| DE102006059564B4 (en) * | 2006-12-16 | 2009-06-18 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Method and device for pressing pressed material mats |
| US20090077924A1 (en) * | 2007-09-21 | 2009-03-26 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| CA2725371C (en) * | 2008-05-26 | 2017-04-11 | Panel Board Holding B.V. | Binding particulate materials to manufacture articles |
| US20090320697A1 (en) * | 2008-06-27 | 2009-12-31 | Mario Antonio Rago | Continuous press and method for manufacturing composite materials with progressive symmetrical pressure |
| CN101508128B (en) * | 2009-03-23 | 2012-04-25 | 中国福马机械集团有限公司 | Compact pressing method using continuous press and device for actualizing the method |
| CN101508127B (en) * | 2009-03-23 | 2013-09-25 | 中国福马机械集团有限公司 | Continuous press capable of continuously pressing compact ingot |
| CN102285139B (en) * | 2011-06-01 | 2014-07-09 | 上海板机电气制造有限公司 | Control method and control device of flat plate type continuous press |
| CN102259372A (en) * | 2011-08-05 | 2011-11-30 | 青岛国森机械有限公司 | Pressing equipment for long-specification bamboo laminated wood |
| US9586338B2 (en) | 2012-10-01 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose containing composite products |
| US9458298B2 (en) | 2012-10-01 | 2016-10-04 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose containing composite products |
| US9193894B2 (en) | 2013-03-14 | 2015-11-24 | Georgia-Pacific Chemicals Llc | Binder compositions and methods for making and using same |
| US9587077B2 (en) | 2013-03-14 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making composite products containing lignocellulose substrates |
| US9243114B2 (en) | 2013-03-14 | 2016-01-26 | Georgia-Pacific Chemicals Llc | Binder compositions and methods for making and using same |
| EP3126429A4 (en) | 2014-04-02 | 2017-03-29 | Georgia-Pacific Chemicals LLC | Methods for making lignocellulose composite products |
| US9587114B2 (en) | 2014-04-02 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose composite products with oxidative binders and complexed metal catalyst |
| WO2015153520A1 (en) | 2014-04-02 | 2015-10-08 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose composite products with oxidative binders and encapsulated catalyst |
| CA3051615C (en) | 2015-05-15 | 2021-06-01 | Usnr/Kockums Cancar Company | Modular press |
| KR101686968B1 (en) * | 2015-08-12 | 2016-12-28 | 주식회사 진관 | insulation panel forming machine |
| WO2017205698A1 (en) | 2016-05-26 | 2017-11-30 | Georgia-Pacific Chemicals Llc | Binders containing an aldehyde-based resin and an isocyanate-based resin and methods for making composite lignocellulose products therefrom |
| WO2018023095A1 (en) | 2016-07-29 | 2018-02-01 | Georgia-Pacific Chemicals Llc | Processes for making composite products with binders containing blocked isocyanates |
| US11400676B2 (en) | 2016-10-06 | 2022-08-02 | SWISS KRONO Tec AG | Wood material panel pressing device and method for monitoring a wood material panel pressing device |
| PT3305513T (en) * | 2016-10-06 | 2019-12-03 | SWISS KRONO Tec AG | Wood material panel pressing device and method for monitoring a wood material panel pressing device |
| CN107913890B (en) * | 2016-10-08 | 2024-08-23 | 宁波荣轩新材料有限公司 | Environment-friendly garbage disposal equipment |
| IT201600105117A1 (en) * | 2016-10-19 | 2018-04-19 | Sacmi | MACHINE FOR THE COMPACTION OF MATERIAL POWDER |
| DE102017110301A1 (en) * | 2017-05-11 | 2018-11-15 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Method for monitoring at least one component of a roll bar carpet of a continuous press, monitoring device and continuously operating press |
| DE102017110995A1 (en) * | 2017-05-19 | 2018-11-22 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Pre-press and system for the continuous production of material plates, method for introducing or removing the press belt and transport device for receiving the press belt |
| WO2019219161A1 (en) * | 2018-05-14 | 2019-11-21 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Method for monitoring at least one component of a roller bar carpet of a continually operating press, monitoring device and continually operating press |
| CN108995193A (en) * | 2018-09-06 | 2018-12-14 | 浙江冠森新材料有限公司 | A kind of moulding press for preventing Wood plastic boards from deforming |
| DE102019000767B4 (en) * | 2019-02-02 | 2021-03-25 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Apparatus and method for manufacturing insulation boards |
| KR20220084323A (en) * | 2019-10-18 | 2022-06-21 | 뵈린게 이노베이션 에이비이 | Continuous press arrangement and method for the manufacture of building panels |
| DE102020000570A1 (en) * | 2020-01-29 | 2021-07-29 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Method for monitoring a steel belt in a continuous press and continuous press |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3942929A (en) * | 1972-03-08 | 1976-03-09 | Bison-Werke Bahre & Greten Gmbh & Co. Kg | Continuously operating press |
| DE3133817C3 (en) * | 1981-08-27 | 1996-02-08 | Siempelkamp Gmbh & Co | Device for the continuous pressing of pressed material mats |
| DE3734180C2 (en) * | 1987-10-09 | 1998-01-29 | Kuesters Eduard Maschf | Double belt press for the production of chipboard and the like |
| DE4042531C3 (en) * | 1990-10-15 | 2002-02-07 | Dieffenbacher Gmbh Maschf | Continuously working press |
| DE4301594C2 (en) * | 1993-01-21 | 2002-10-31 | Dieffenbacher Gmbh Maschf | Process and plant for the production of chipboard |
| DE4433643C1 (en) * | 1993-12-11 | 1996-02-08 | Siempelkamp Gmbh & Co | Continuous press for manufacture of fibreboard, chipboard, etc |
| DE4405342B4 (en) * | 1994-02-19 | 2004-05-27 | Maschinenfabrik J. Dieffenbacher Gmbh & Co | Continuously working press |
| DE4433641C1 (en) * | 1994-09-21 | 1995-11-02 | Siempelkamp Gmbh & Co | Continuous press for pressing mats to be pressed |
| DE4446091A1 (en) * | 1994-12-22 | 1996-06-27 | Dieffenbacher Gmbh Maschf | Press frame for continuous press for producing wood fibre boards etc. |
| DE19518879A1 (en) * | 1995-05-28 | 1996-12-05 | Dieffenbacher Gmbh Maschf | Mfr of chipboard etc. by stepped pressing between steel strips |
-
1998
- 1998-09-09 DE DE59812293T patent/DE59812293D1/en not_active Expired - Lifetime
- 1998-09-09 EP EP03020741A patent/EP1371466B1/en not_active Expired - Lifetime
- 1998-09-09 EP EP98117030A patent/EP0909620B1/en not_active Expired - Lifetime
- 1998-09-09 EP EP98117029A patent/EP0901894B1/en not_active Expired - Lifetime
- 1998-09-09 DE DE59810212T patent/DE59810212D1/en not_active Expired - Lifetime
- 1998-09-14 CA CA002244283A patent/CA2244283C/en not_active Expired - Lifetime
- 1998-09-14 CN CN98124377A patent/CN1076258C/en not_active Ceased
- 1998-09-14 US US09/152,931 patent/US6142068A/en not_active Expired - Lifetime
- 1998-09-14 US US09/152,941 patent/US6098532A/en not_active Expired - Lifetime
- 1998-09-14 CN CNB981243762A patent/CN1188259C/en not_active Expired - Lifetime
- 1998-09-14 CA CA002244284A patent/CA2244284C/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1224651A (en) | 1999-08-04 |
| EP1371466A1 (en) | 2003-12-17 |
| EP0901894A2 (en) | 1999-03-17 |
| CA2244284A1 (en) | 1999-03-13 |
| EP0909620A3 (en) | 1999-05-19 |
| EP0901894A3 (en) | 1999-05-12 |
| EP1371466B1 (en) | 2011-06-29 |
| US6098532A (en) | 2000-08-08 |
| CN1188259C (en) | 2005-02-09 |
| CA2244283C (en) | 2003-07-29 |
| DE59810212D1 (en) | 2003-12-24 |
| US6142068A (en) | 2000-11-07 |
| CA2244283A1 (en) | 1999-03-13 |
| CN1224650A (en) | 1999-08-04 |
| EP0909620B1 (en) | 2003-11-19 |
| CN1076258C (en) | 2001-12-19 |
| EP0909620A2 (en) | 1999-04-21 |
| DE59812293D1 (en) | 2004-12-30 |
| CA2244284C (en) | 2002-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0901894B1 (en) | Process and press for pressing, particularly for continuous pressing | |
| DE102006059564B4 (en) | Method and device for pressing pressed material mats | |
| DE10214322B4 (en) | Continuous press for pressing pressed material mats into pressed slabs | |
| EP2149450A2 (en) | Powder press | |
| DE4405342A1 (en) | Continuously operating press for chip board or fibre board | |
| DE102008025176A1 (en) | Method for operating continuously working press in course of manufacturing of material plates such as chipboards, fiber boards and similar wood-based panels and plastic panels, involves executing adjustment of press gap in associated groove | |
| DE4344400A1 (en) | Continuously operating press for chipboard etc. | |
| DE19740325C1 (en) | Continuous press for pressing tiles from mats | |
| DE19829741C1 (en) | Continuos pressing process for chip or fiber board | |
| EP1484169B1 (en) | Method of guiding a steel band in a continuously operating press | |
| EP1479510B1 (en) | Method and installation for guiding a steel band in a continuously operating press | |
| EP1676696A2 (en) | Continuously operating press for making plates | |
| EP3890955B1 (en) | Continuously operating press having closed-loop raw density profile control | |
| DE19829742C1 (en) | Continuos pressing process for chip or fiber board | |
| EP0151422B2 (en) | Double belt press for a continuously moving web | |
| DE4344401C2 (en) | Measuring and control device for a continuously operating press | |
| DE102006029314A1 (en) | Machine-protection method for protecting machine elements in a continuously working press during production of sheets of material lightens roller presses to avoid damage to the surfaces of compaction rollers | |
| DE19824723C1 (en) | Method for continuous pressing of board material has a shaped entry profile into the press with constant thickness section to vent any trapped gasses prior to final pressing | |
| DE102016105565B4 (en) | Method for steel strip guide in a continuously operating press and plant | |
| DE19701570C2 (en) | Process for operating a continuous press in the course of the production of pressed boards | |
| DE19525339C2 (en) | Process for the production of three-layer wood-based panels, in particular chipboard or fiberboard | |
| DE202018106964U1 (en) | Continuously working press with density control | |
| EP0401501B1 (en) | Method for influencing the movement of the frontal flow during pressing of materials and apparatus for carrying out the method | |
| DE19701569C2 (en) | Process for operating a continuous press in the course of the production of pressed boards | |
| DE3940579A1 (en) | Steel band press for chipboards, etc. - has sensors which detect each band at entry and outlet ends and which are incorporated into band-adjusting mechanisms |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FI FR GB IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GAWLITTA,WERNER Inventor name: SCHUERMANN, KLAUS, DIPL.-ING. Inventor name: SEBASTIAN, LOTHAR, DIPL.-ING. Inventor name: WEISS, HORST |
|
| 17P | Request for examination filed |
Effective date: 19990729 |
|
| AKX | Designation fees paid |
Free format text: DE FI FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030102 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & C |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 59812293 Country of ref document: DE Date of ref document: 20041230 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050124 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: METSO PANELBOARD GMBH Effective date: 20050824 |
|
| ET | Fr: translation filed | ||
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBD | Termination of opposition procedure: decision despatched |
Free format text: ORIGINAL CODE: EPIDOSNOPC1 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 20080704 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59812293 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59812293 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Effective date: 20141202 Ref country code: DE Ref legal event code: R081 Ref document number: 59812293 Country of ref document: DE Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH, DE Free format text: FORMER OWNER: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO. KG, 47803 KREFELD, DE Effective date: 20141202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170921 Year of fee payment: 20 Ref country code: FR Payment date: 20170920 Year of fee payment: 20 Ref country code: IT Payment date: 20170929 Year of fee payment: 20 Ref country code: FI Payment date: 20170926 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20170921 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170928 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59812293 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180908 |