EP0909620A2 - Continuous press for pressing mats into boards - Google Patents
Continuous press for pressing mats into boards Download PDFInfo
- Publication number
- EP0909620A2 EP0909620A2 EP98117030A EP98117030A EP0909620A2 EP 0909620 A2 EP0909620 A2 EP 0909620A2 EP 98117030 A EP98117030 A EP 98117030A EP 98117030 A EP98117030 A EP 98117030A EP 0909620 A2 EP0909620 A2 EP 0909620A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- inlet
- plate
- plates
- differential
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
- B30B5/06—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/24—Moulding or pressing characterised by using continuously acting presses having endless belts or chains moved within the compression zone
Definitions
- the invention relates to a continuous press for pressing pressed material mats into pressed material boards in the course of the production of chipboard, fiberboard and other wood-based panels, with press lower part and press upper part, in the press lower part and press upper part, endlessly rotating steel press belts, and with an inlet mouth, wherein a heatable press plate is arranged in the lower press part and in the upper press part and adjoin the press plates protruding heatable inlet plates to form the inlet mouth, furthermore the steel sheet press belts are supported on the press plates and inlet plates with the interposition of rolling elements, in addition a device for adjusting the Inlet mouth and at least one device for adjusting the inlet contour of the inlet mouth are provided.
- Such a press is known in which the Device for setting the inlet contour one Has contour slide on one of the concerned Guide plate associated press spar guided and with With the help of an inlet contour actuator in the inlet direction is adjustable.
- the inlet contour slide points to Inlet plate a plurality of transverse to the direction of entry trending steps that one belong to the contour-defining support staircase.
- Of the Support stairs are assigned at least one counter bar, which is connected to the inlet plate in question.
- the counter bar can be selected against one of the levels of Support stairs can be created.
- the Inlet edges of the inlet mouth to different adjust operational conditions.
- it is Adjustment of the bending lines of the inlet plate concerned only gradually and consequently in limited areas possible, with only a trumpet-shaped Enema mouth can be realized (see. DE 44 33 641).
- a continuous press is also known at which is the top of the two heated inlet plates divided into plate sections to form joints is, so that the inlet contour of the inlet mouth in the Hinge areas has kinks. This also applies to the transition area between the upper inlet plate and the subsequent upper press plate.
- This known embodiment is by means of hydraulic Actuators only the angular position of the plate sections adjusted around the axes of rotation of the joints. Especially problematic is the fact that the assigned Sheet steel press belt when driving over the kinks experiences corresponding bends and consequently one is subject to immediate wear and tear (see DE 195 18 879).
- the invention has for its object a continuous Press the described above
- To create embodiment in which the Inlet contour of the inlet mouth is stepless under generation can set any continuous bending lines and even an almost parallel position from the top inlet plate and lower inlet plate up to the neutral zero line of the press inlet also for pressing extremely thin pressed material mats to perfect pressed material plates under Consideration of high production speeds is adjustable.
- the invention solves this problem with a generic one continuous press in that the device for Setting the inlet contour a plurality of Cylinder piston assemblies that the cylinder piston assemblies in a predetermined distribution on the one hand to the upper and / or lower inlet plate, on the other hand to the Upper press part and / or lower press part are articulated, and that the cylinder piston assemblies to a computer-controlled or -controlled hydraulic system connected are.
- the cylinder piston arrangements are preferably around double-acting differential cylinders.
- the upper inlet plate has a bending radius to the effect that between the upper Inlet plate and the lower inlet plate an almost Parallel position is reached, which extends up to extends below the neutral zero line of the press inlet. Almost parallel location means that a slight taper for running in and lightly clamping the relevant Pressed mat is set.
- the enema mouth or his Inlet contour can also within the scope of the invention as before for the production of thick pressed boards in the previous mode of operation set trumpet-shaped be such that the compression from above and done almost evenly at the bottom. -
- the setting of the Inlet contour depends on the pressing mats and especially the mat thickness.
- the mat values for the suitable bending lines or Bending radii of the upper and, if necessary, lower inlet plate can be done using a conventional path measurement technique record and send it to a computer.
- This calculator determines the necessary correction values and influences the hydraulic control or regulation of the differential cylinder in such a way that the inlet plate in question or plates in the desired by tensile and compressive forces Be brought into shape.
- the differential cylinders are preferred in longitudinal rows and possibly transverse rows on the top and / or articulated lower inlet plate and have the inlet plates in the longitudinal direction of the board or in the direction of entry running channels for the heating medium.
- the invention is based on the knowledge that longitudinally drilled inlet plates in the course of adjustment the bending lines or bending radii of the differential cylinders generated bending moments as opposed to transverse drilled inlet plates taking into account the occurring voltage states take up much cheaper can.
- the invention provides that the Differential cylinder gimbal on the upper and / or lower inlet plate and on the press top and / or Press lower part are hinged, and that the articulation of the Differential cylinder on the upper and / or lower Inlet plate with thermal insulation is made.
- the gimbals Joints of the differential cylinders with interposition supported by insulating material against the inlet plates be in turn, with the interposition of Thermal insulation on frame parts of press top and Press base can support.
- the Hydraulic supply to the differential cylinder under Interposition of a cooling device with a heat exchanger to take place taking into account the heated inlet plates occurring relatively high Temperatures ensure that the differential cylinders work properly to ensure.
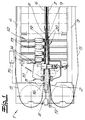
- FIG. 1 there is a continuous press 1 for Pressing pressed material mats 2 to pressed material plates in the train the production of chipboard, fiberboard and others Wood-based panels shown.
- This press instructs Press lower part 3 and an upper press part 4, namely with endless in the lower press part 3 and upper press part 4 circumferential sheet steel press belts 5 and with a Inlet mouth E.
- a heatable press plate 6, 7 is arranged, of which the upper press plate according to the embodiment 6 against the lower press plate 7 for setting the Press nip is adjustable.
- On the press plates 6, 7 close heatable cantilever on the inlet side Inlet plates 8, 9 to form the inlet mouth E.
- the steel sheet press belts 5 are on the press plates 6, 7 and Inlet plates 8, 9 with the interposition of rolling elements 10 or rolling rods supported. Furthermore, a device 11 for adjusting the inlet mouth E and a device 12 for setting the inlet contour of the inlet mouth E intended.
- the device 12 for setting the Inlet contour has a plurality of double-acting Differential cylinders 13 on.
- the differential cylinders 13 are in a predetermined distribution and according to Embodiment on the one hand to the upper inlet plate 8 and on the other hand articulated to the press upper part 4. Further are the differential cylinders 13 to a computer-controlled or regulated hydraulic system 14 connected. Of the Computer 15 and a measuring system 16, which the Mat thickness of the mats to be pressed 2 measures and forwarded to the computer 15 are only indicated.
- the differential cylinders 13 are in longitudinal rows and Cross rows hinged to the upper inlet plate 8. At least this upper inlet plate 8 is drilled lengthways and consequently points in the longitudinal direction of the plate or in the direction of entry extending channels 18 for the heating medium. Due to the longitudinal channels 18 is the upper inlet plate for Absorption of much higher bending stresses than with transverse channels set up.
- the differential cylinders 13 are gimbaled on the upper inlet plate 8 and articulated on the press upper part 4.
- the linkage 19 the differential cylinder 13 on the upper inlet plate a is with the interposition of thermal insulation 20th realized.
- the hydraulic supply to the Differential cylinder 13 with the interposition of one Cooling device done with a heat exchanger, which is not is shown.
- the lower inlet plate 9 is below Interposition of thermal insulation 20 in the lower press part 3 supported.
- the mouth has E a trumpet-like inlet contour for the Pressing of relatively thick pressed material mats 2.
- 2 is one of the pressing zone 21 upstream Clamping zone 22 realized. After that form the top one Inlet plate 8 and the lower inlet plate 9 in almost Parallel position an inlet contour with an inlet of only low taper for relatively thin pressed material mats 2a.
Abstract
Es handelt sich um eine kontinuierliche Presse zum Verpressen von Preßgutmatten zu Preßgutplatten mit einer Vorrichtung zur Einstellung der Einlaufkontur eines im Presseneinlauf von Einlaufplatten gebildeten Einlaufmauls. Diese Vorrichtung weist eine Mehrzahl von doppeltwirkenden Differentialzylindern (13) auf, die einerseits an der oberen Einlaufplatte (8) und andererseits an dem Pressenoberteil (4) angelenkt sind. Dadurch lassen sich beliebige Biegelinien für die obere Einlaufplatte (8) stufenlos mit Hilfe der Differentialkolben (13) einstellen, und zwar unter Berücksichtigung einer vor der Preßzone gebildeten Einspannzone. Darüber hinaus ist die obere Preßplatte (8) gegen die untere Preßplatte (9) bis unter die neutrale Nullinie des Einlaufmauls verformbar. <IMAGE>It is a continuous press for pressing pressed material mats into pressed material plates with a device for adjusting the inlet contour of an inlet mouth formed in the press inlet of inlet plates. This device has a plurality of double-acting differential cylinders (13) which are articulated on the one hand on the upper inlet plate (8) and on the other hand on the upper press part (4). As a result, any bending lines for the upper inlet plate (8) can be set continuously using the differential pistons (13), taking into account a clamping zone formed in front of the press zone. In addition, the upper press plate (8) can be deformed against the lower press plate (9) to below the neutral zero line of the inlet mouth. <IMAGE>
Description
Die Erfindung betrifft eine kontinuierliche Presse zum
Verpressen von Preßgutmatten zu Preßgutplatten im Zuge der
Herstellung von Spanplatten, Faserplatten und anderen
Holzwerkstoffplatten, mit Pressenunterteil und Pressenoberteil,
im Pressenunterteil und Pressenoberteil endlos
umlaufenden Stahlblechpreßbändern, und mit einem
Einlaufmaul,
wobei im Pressenunterteil und im Pressenoberteil jeweils
eine beheizbare Preßplatte angeordnet ist und sich an die
Preßplatten einlaufseitig vorkragende beheizbare Einlaufplatten
unter Bildung des Einlaufmauls anschließen, wobei
ferner die Stahlblechpreßbänder an den Preßplatten und
Einlaufplatten unter Zwischenschaltung von Wälzkörpern
abgestützt sind, wobei außerdem eine Vorrichtung zur
Einstellung des Einlaufmauls und zumindest eine Vorrichtung
zur Einstellung der Einlaufkontur des Einlaufmauls vorgesehen
sind.The invention relates to a continuous press for pressing pressed material mats into pressed material boards in the course of the production of chipboard, fiberboard and other wood-based panels, with press lower part and press upper part, in the press lower part and press upper part, endlessly rotating steel press belts, and with an inlet mouth,
wherein a heatable press plate is arranged in the lower press part and in the upper press part and adjoin the press plates protruding heatable inlet plates to form the inlet mouth, furthermore the steel sheet press belts are supported on the press plates and inlet plates with the interposition of rolling elements, in addition a device for adjusting the Inlet mouth and at least one device for adjusting the inlet contour of the inlet mouth are provided.
Es ist eine derartige Presse bekannt, bei welcher die Einrichtung zur Einstellung der Einlaufkontur einen Konturschieber aufweist, der an einem der betreffenden Einlaufplatte zugeordneten Pressenholm geführt und mit Hilfe eines Einlaufkonturstelltriebes in Einlaufrichtung verstellbar ist. Der Einlaufkonturschieber weist zur Einlaufplatte hin eine Mehrzahl von quer zur Einlaufrichtung verlaufenden Stufen auf, die einer konturdefinierenden Abstütztreppe angehören. Der Abstütztreppe ist zumindest eine Gegenleiste zugeordnet, die mit der betreffenden Einlaufplatte verbunden ist. Mit Hilfe der Vorrichtung zur Einstellung der Einlaufplatte ist die Gegenleiste wählbar gegen eine der Stufen der Abstütztreppe anlegbar. Auf diese Weise lassen sich die Einlaufkanten des Einlaufmauls an unterschiedliche betriebliche Verhältnisse anpassen. Allerdings ist die Einstellung der Biegelinien der betreffenden Einlaufplatte nur stufenartig und folglich in begrenzten Bereichen möglich, wobei sich lediglich ein trompetenförmiges Einlaufmaul verwirklichen läßt (vgl. DE 44 33 641).Such a press is known in which the Device for setting the inlet contour one Has contour slide on one of the concerned Guide plate associated press spar guided and with With the help of an inlet contour actuator in the inlet direction is adjustable. The inlet contour slide points to Inlet plate a plurality of transverse to the direction of entry trending steps that one belong to the contour-defining support staircase. Of the Support stairs are assigned at least one counter bar, which is connected to the inlet plate in question. With Help the device for adjusting the inlet plate is the counter bar can be selected against one of the levels of Support stairs can be created. In this way, the Inlet edges of the inlet mouth to different adjust operational conditions. However, it is Adjustment of the bending lines of the inlet plate concerned only gradually and consequently in limited areas possible, with only a trumpet-shaped Enema mouth can be realized (see. DE 44 33 641).
Es ist außerdem eine kontinuierliche Presse bekannt, bei welcher die obere der beiden beheizbaren Einlaufplatten unter Bildung von Gelenken in Plattenabschnitte unterteilt ist, so daß die Einlaufkontur des Einlaufmauls in den Gelenkbereichen Knickstellen aufweist. Das gilt auch für den Übergangsbereich zwischen der oberen Einlaufplatte und der sich anschließenden oberen Preßplatte. Bei dieser bekannten Ausführungsform wird mittels hydraulischer Stellglieder lediglich die Winkellage der Plattenabschnitte um die Drehachsen der Gelenke verstellt. Besonders problematisch ist die Tatsache, daß das zugeordnete Stahlblechpreßband beim Überfahren der Knickstellen entsprechende Abknickungen erfährt und folglich einem alsbaldigen Verschleiß unterliegt (vgl. DE 195 18 879).A continuous press is also known at which is the top of the two heated inlet plates divided into plate sections to form joints is, so that the inlet contour of the inlet mouth in the Hinge areas has kinks. This also applies to the transition area between the upper inlet plate and the subsequent upper press plate. At this known embodiment is by means of hydraulic Actuators only the angular position of the plate sections adjusted around the axes of rotation of the joints. Especially problematic is the fact that the assigned Sheet steel press belt when driving over the kinks experiences corresponding bends and consequently one is subject to immediate wear and tear (see DE 195 18 879).
Der Erfindung liegt die Aufgabe zugrunde, eine kontinuierliche Presse der eingangs beschriebenen Ausführungsform zu schaffen, bei welcher sich die Einlaufkontur des Einlaufmauls stufenlos unter Erzeugung beliebiger kontinuierlicher Biegelinien einstellen läßt und selbst eine nahezu Parallellage von oberer Einlaufplatte und unterer Einlaufplatte bis über die neutrale Nullinie des Presseneinlaufs hinaus zum Verpressen auch von extrem dünnen Preßgutmatten zu einwandfreien Preßgutplatten unter Berücksichtigung hoher Produktionsgeschwindigkeiten einstellbar ist.The invention has for its object a continuous Press the described above To create embodiment in which the Inlet contour of the inlet mouth is stepless under generation can set any continuous bending lines and even an almost parallel position from the top inlet plate and lower inlet plate up to the neutral zero line of the press inlet also for pressing extremely thin pressed material mats to perfect pressed material plates under Consideration of high production speeds is adjustable.
Diese Aufgabe löst die Erfindung bei einer gattungsgemäßen kontinuierlichen Presse dadurch, daß die Vorrichtung zur Einstellung der Einlaufkontur eine Mehrzahl von Zylinderkolbenanordnungen aufweist, daß die Zylinderkolbenanordnungen in vorgegebener Verteilung einerseits an die obere und/oder untere Einlaufplatte, andererseits an das Pressenoberteil und/oder Pressenunterteil angelenkt sind, und daß die Zylinderkolbenanordnungen an ein rechnergesteuertes oder -geregeltes Hydrauliksystem angeschlossen sind. Bei den Zylinderkolbenanordnungen handelt es sich bevorzugt um doppeltwirkende Differentialzylinder. - Diese Maßnahmen der Erfindung haben zunächst einmal zur Folge, daß sich beliebige und kontinuierliche Biegelinien in bezug auf die obere Einlaufplatte und ggf. auch in bezug auf die untere Einlaufplatte mittels der Zug- und/oder Druckkräfte erzeugenden Differentialzylinder einstellen lassen, so daß die Einlaufkontur in Anpassung an die jeweiligen betrieblichen Verhältnisse jeden erforderlichen Biegeradius annehmen kann und folglich ein vollvariabler Presseneinlauf zur Verfügung steht. Hinzu kommt, daß sich der von den Preßplatten gebildeten Preßzone eine von den Einlaufplatten gebildete Einspannzone vorschalten läßt. Eine solche Einspannzone ist erforderlich, um z. B. beim Herstellen von Preßplatten aus extrem dünnen Preßgutmatten mit einer Mattendicke von beispielsweise lediglich 3 mm und unter Berücksichtigung hoher Produktionsgeschwindigkeiten bis zu 1.000 mm/s einen Mattenabriß zu vermeiden. Tatsächlich hat sich herausgestellt, daß beim Einlaufen einer Preßgutmatte in das Einlaufmaul zwangsläufig Luft eingeschlossen wird, während die Späne, Fasern o. dgl. verdichtet werden. Bei erhöhten Produktionsgeschwindigkeiten kommt es dann zu einem Mattenabriß. Dieser Mattenabriß ist vermutlich auf eingeschlossene Luftblasen zurückzuführen, die beim Verpressen der Preßgutmatten explosionsartig platzen, so daß eine Beschädigung selbst der Stahlblechpreßbänder nicht ausgeschlossen ist. Da sich nach Lehre der Erfindung der Preßzone eine Einspannzone durch eine entsprechende Gestaltung der Einlaufkontur des Einlaufmauls vorschalten läßt, entweicht mitgeführte Luft bereits in der Einspannzone, so daß eine schädliche Blasenbildung vermieden wird und in der Preßzone dann nicht länger Mattenabriß und Stahlblechpreßbandbeschädigungen durch platzende Luftblasen zu befürchten sind. Für das Verpressen von extrem dünnen Preßgutmatten läßt sich für beispielsweise die obere Einlaufplatte ein Biegeradius dahingehend verwirklichen, daß zwischen der oberen Einlaufplatte und der unteren Einlaufplatte eine nahezu Parallellage erreicht wird, welche sich einlaufseitig bis unter die neutrale Nullinie des Presseneinlaufes erstreckt. Nahezu Parallellage meint, daß eine geringfügige Konizität zum Einlaufen und leichten Einspannen der betreffenden Preßgutmatten eingestellt wird. Das Einlaufmaul bzw. seine Einlaufkontur kann im Rahmen der Erfindung aber auch nach wie vor für die Produktion von dicken Preßgutplatten in der bisherigen Betriebsweise trompetenförmig eingestellt werden, und zwar derart, daß die Verdichtung von oben und unten nahezu gleichmäßig erfolgt. - Die Einstellung der Einlaufkontur erfolgt in Abhängigkeit von den zu verpressenden Preßgutmatten und insbesondere der Mattendicke. Die Mattenwerte für die geeigneten Biegelinien bzw. Biegeradien der oberen und ggf. unteren Einlaufplatte lassen sich im Wege einer herkömmlichen Wegemeßtechnik erfassen und einem Rechner zuleiten. Dieser Rechner ermittelt die notwendigen Korrekturwerte und beeinflußt die hydraulische Steuerung bzw. Regelung der Differentialzylinder in der Weise, daß die betreffende Einlaufplatte oder -platten durch Zug- und Druckkräfte in die gewünschte Form gebracht werden.The invention solves this problem with a generic one continuous press in that the device for Setting the inlet contour a plurality of Cylinder piston assemblies that the cylinder piston assemblies in a predetermined distribution on the one hand to the upper and / or lower inlet plate, on the other hand to the Upper press part and / or lower press part are articulated, and that the cylinder piston assemblies to a computer-controlled or -controlled hydraulic system connected are. The cylinder piston arrangements are preferably around double-acting differential cylinders. - This Measures of the invention initially have the consequence that any and continuous bend lines are related on the upper inlet plate and possibly also in relation to the lower inlet plate by means of the tensile and / or compressive forces generating differential cylinder set so that the inlet contour in adaptation to the respective operating conditions every required bending radius can accept and therefore a fully variable press inlet is available. In addition, that of the Press plates formed a press zone from the inlet plates formed clamping zone upstream. Such Clamping zone is required to e.g. B. in the manufacture of Press plates made of extremely thin mats with a Mat thickness of, for example, only 3 mm and below Taking into account high production speeds up to 1,000 mm / s to avoid mat tearing. In fact has it turned out that when a mat pressed in air is inevitably trapped in the inlet mouth, while the chips, fibers or the like are being compacted. At increased production speeds then occur a mat tear off. This mat tear is probably open trapped air bubbles due to the Pressing the pressed material mats explode, so that damage to even the steel sheet press belts is not is excluded. Since according to the teaching of the invention Press zone a clamping zone by a corresponding one Connect the design of the inlet contour of the inlet mouth lets, entrained air already escapes in the Clamping zone so that harmful blistering is avoided and then no longer in the press zone Mat tear-off and damage to steel sheet press tape bursting air bubbles are to be feared. For pressing of extremely thin mats can be used for for example, the upper inlet plate has a bending radius to the effect that between the upper Inlet plate and the lower inlet plate an almost Parallel position is reached, which extends up to extends below the neutral zero line of the press inlet. Almost parallel location means that a slight taper for running in and lightly clamping the relevant Pressed mat is set. The enema mouth or his Inlet contour can also within the scope of the invention as before for the production of thick pressed boards in the previous mode of operation set trumpet-shaped be such that the compression from above and done almost evenly at the bottom. - The setting of the Inlet contour depends on the pressing mats and especially the mat thickness. The mat values for the suitable bending lines or Bending radii of the upper and, if necessary, lower inlet plate can be done using a conventional path measurement technique record and send it to a computer. This calculator determines the necessary correction values and influences the hydraulic control or regulation of the differential cylinder in such a way that the inlet plate in question or plates in the desired by tensile and compressive forces Be brought into shape.
Weitere erfindungswesentliche Maßnahmen sind im folgenden aufgeführt. So sind die Differentialzylinder vorzugsweise in Längsreihen und ggf. Querreihen an der oberen und/oder unteren Einlaufplatte angelenkt und weisen die Einlaufplatten in Plattenlängsrichtung bzw. Einlaufrichtung verlaufende Kanäle für das Heizmedium auf. In diesem Zusammenhang geht die Erfindung von der Erkenntnis aus, daß längsgebohrte Einlaufplatten die im Zuge der Einstellung der Biegelinien bzw. Biegeradien von den Differentialzylindern erzeugten Biegemomente im Gegensatz zu quergebohrten Einlaufplatten unter Berücksichtigung der auftretenden Spannungszustände sehr viel günstiger aufnehmen können. Ferner sieht die Erfindung vor, daß die Differentialzylinder kardanisch an der oberen und/oder unteren Einlaufplatte und an dem Pressenoberteil und/oder Pressenunterteil angelenkt sind, und daß die Anlenkung der Differentialzylinder an der oberen und/oder unteren Einlaufplatte unter Zwischenschaltung einer Wärmeisolation vorgenommen ist. So können beispielsweise die kardanischen Gelenke der Differentialzylinder unter Zwischenschaltung von Isoliermaterial gegen die Einlaufplatten abgestützt sein, die sich ihrerseits unter Zwischenschaltung von Wärmeisolierungen auf Rahmenteilen von Pressenoberteil und Pressenunterteil abstützen können. Außerdem kann die Hydraulikversorgung der Differentialzylinder unter Zwischenschaltung einer Kühleinrichtung mit einem Wärmetauscher erfolgen, um unter Berücksichtigung der an den beheizten Einlaufplatten auftretenden verhältnismäßig hohen Temperaturen eine einwandfreie Funktionsweise der Differentialzylinder zu gewährleisten.Further measures essential to the invention are as follows listed. So the differential cylinders are preferred in longitudinal rows and possibly transverse rows on the top and / or articulated lower inlet plate and have the inlet plates in the longitudinal direction of the board or in the direction of entry running channels for the heating medium. In this Context, the invention is based on the knowledge that longitudinally drilled inlet plates in the course of adjustment the bending lines or bending radii of the differential cylinders generated bending moments as opposed to transverse drilled inlet plates taking into account the occurring voltage states take up much cheaper can. Furthermore, the invention provides that the Differential cylinder gimbal on the upper and / or lower inlet plate and on the press top and / or Press lower part are hinged, and that the articulation of the Differential cylinder on the upper and / or lower Inlet plate with thermal insulation is made. For example, the gimbals Joints of the differential cylinders with interposition supported by insulating material against the inlet plates be in turn, with the interposition of Thermal insulation on frame parts of press top and Press base can support. In addition, the Hydraulic supply to the differential cylinder under Interposition of a cooling device with a heat exchanger to take place taking into account the heated inlet plates occurring relatively high Temperatures ensure that the differential cylinders work properly to ensure.
Im folgenden wird die Erfindung anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- ausschnittsweise eine kontinuierliche Presse in Seitenansicht mit trompetenförmiger Einlaufkontur des Einlaufmauls,
- Fig. 2
- den Gegenstand nach Fig. 1 in schematischer Seitenansicht mit einer nahezu Parallellage der Einlaufplatten mit unter die neutrale Nullinie des Presseneinlaufs heruntergebogener oberer Einlaufplatte für das Verpressen extrem dünner Preßgutmatten und
- Fig. 3
- einen Querschnitt A-B durch die obere Einlaufplatte mit angedeutem Stahlblechpreßband.
- Fig. 1
- sections of a continuous press in side view with a trumpet-shaped inlet contour of the inlet mouth,
- Fig. 2
- 1 in a schematic side view with an almost parallel position of the inlet plates with the upper inlet plate bent down below the neutral zero line of the press inlet for pressing extremely thin mats of pressed material and
- Fig. 3
- a cross section AB through the upper inlet plate with indicated sheet steel press belt.
In den Figuren ist eine kontinuierliche Presse 1 zum
Verpressen von Preßgutmatten 2 zu Preßgutplatten im Zuge
der Herstellung von Spanplatten, Faserplatten und anderen
Holzwerkstoffplatten dargestellt. Diese Presse weist ein
Pressenunterteil 3 und ein Pressenoberteil 4 auf, und zwar
mit im Pressenunterteil 3 und Pressenoberteil 4 endlos
umlaufenden Stahlblechpreßbändern 5 sowie mit einem
Einlaufmaul E. Im Pressenunterteil 3 und im Pressenoberteil
4 ist jeweils eine beheizbare Preßplatte 6, 7 angeordnet,
von denen nach dem Ausführungsbeispiel die obere Preßplatte
6 gegen die untere Preßplatte 7 zur Einstellung des
Preßspaltes verstellbar ist. An die Preßplatten 6, 7
schließen sich einlaufseitig vorkragende beheizbare
Einlaufplatten 8, 9 unter Bildung des Einlaufmauls E an.
Die Stahlblechpreßbänder 5 sind an den Preßplatten 6, 7 und
Einlaufplatten 8, 9 unter Zwischenschaltung von Wälzkörpern
10 bzw. Rollstäben abgestützt. Ferner ist eine Vorrichtung
11 zur Einstellung des Einlaufmauls E und eine Vorrichtung
12 zur Einstellung der Einlaufkontur des Einlaufmauls E
vorgesehen. Die Vorrichtung 12 zur Einstellung der
Einlaufkontur weist eine Mehrzahl von doppeltwirkenden
Differentialzylindern 13 auf. Die Differentialzylinder 13
sind in vorgegebener Verteilung und nach dem
Ausführungsbeispiel einerseits an die obere Einlaufplatte 8
und andererseits an das Pressenoberteil 4 angelenkt. Ferner
sind die Differentialzylinder 13 an ein rechnergesteuertes
oder geregeltes Hydrauliksystem 14 angeschlossen. Der
Rechner 15 und ein Wegemeßsystem 16, welches die
Mattendicke der zu verpressenden Preßgutmatten 2 mißt und
an den Rechner 15 weitergibt, sind lediglich angedeutet. In the figures there is a continuous press 1 for
Pressing pressed
Das gilt auch für eine im Bereich des Presseneinlaufs dem
Einlaufmaul E vorgeordnete Beschickeinrichtung 17.This also applies to one in the area of the press inlet
Inlet mouth E
Die Differentialzylinder 13 sind in Längsreihen und
Querreihen an der oberen Einlaufplatte 8 angelenkt.
Zumindest diese obere Einlaufplatte 8 ist längsgebohrt und
weist folglich in Plattenlängsrichtung bzw. Einlaufrichtung
verlaufende Kanäle 18 für das Heizmedium auf. Aufgrund der
längslaufenden Kanäle 18 ist die obere Einlaufplatte zur
Aufnahme sehr viel höherer Biegespannungen als bei
querlaufenden Kanälen eingerichtet. Die Differentialzylinder
13 sind kardanisch an der oberen Einlaufplatte 8
und an dem Pressenoberteil 4 angelenkt. Die Anlenkung 19
der Differentialzylinder 13 an der oberen Einlaufplatte a
ist unter Zwischenschaltung von Wärmeisolierungen 20
verwirklicht. Außerdem kann die Hydraulikversorgung der
Differentialzylinder 13 unter Zwischenschaltung einer
Kühleinrichtung mit einem Wärmetauscher erfolgen, was nicht
gezeigt ist. Die untere Einlaufplatte 9 ist unter
Zwischenschaltung von Wärmeisolierungen 20 im Pressenunterteil
3 abgestützt.The
Bei dem Ausführungsbeispiel nach Fig. 1 weist das Einlaufmaul
E eine trompetenartige Einlaufkontur für das
Verpressen von verhältnismäßig dicken Preßgutmatten 2 auf.
Nach Fig. 2 ist eine der Preßzone 21 vorgeschaltete
Einspannzone 22 verwirklicht. Danach bilden die obere
Einlaufplatte 8 und die untere Einlaufplatte 9 in nahezu
Parallellage eine Einlaufkontur mit einem Einlauf von nur
geringer Konizität für verhältnismäßig dünne Preßgutmatten
2a.In the embodiment of FIG. 1, the mouth has
E a trumpet-like inlet contour for the
Pressing of relatively thick
Claims (4)
wobei im Pressenunterteil und im Pressenoberteil jeweils eine beheizbare Preßplatte angeordnet ist und sich an die Preßplatten einlaufseitig vorkragende beheizbare Einlaufplatten unter Bildung des Einlaufmauls anschließen,
wobei die Stahlblechpreßbänder an den Preßplatten und Einlaufplatten unter Zwischenschaltung von Wälzkörpern abgestützt sind,
wobei ferner eine Vorrichtung zur Einstellung des Einlaufmauls und zumindest eine Vorrichtung zur Einstellung der Einlaufkontur des Einlaufmauls vorgesehen sind, dadurch gekennzeichnet, daß die Vorrichtung (12) zur Einstellung der Einlaufkontur eine Mehrzahl von Zylinderkolbenanordnungen, z. B. von doppeltwirkenden Differentialzylindern (13) aufweist, daß die Differentialzylinder (13) in vorgegebener Verteilung einerseits an die obere und/oder untere Einlaufplatte (8, 9) anderseits an das Pressenoberteil (4) und/oder Pressenunterteil (3) angelenkt sind, und daß die Differentialzylinder (13) an ein rechnergesteuertes oder geregeltes Hydrauliksystem (14) angeschlossen sind. Continuous press for pressing pressed material mats into pressed material boards in the course of the production of chipboard, fibreboard and other wood-based panels, with press lower part and upper press part, in the lower part and upper part of the press, endlessly rotating steel press belts, and with an inlet mouth,
wherein a heatable press plate is arranged in the lower press part and in the upper press part and heatable inlet plates protruding on the inlet side are connected to form the inlet mouth,
the steel sheet press belts are supported on the press plates and inlet plates with the interposition of rolling elements,
A device for adjusting the inlet mouth and at least one device for adjusting the inlet contour of the inlet mouth are further provided, characterized in that the device (12) for adjusting the inlet contour comprises a plurality of cylinder piston arrangements, e.g. B. of double-acting differential cylinders (13) that the differential cylinders (13) are articulated in a predetermined distribution on the one hand to the upper and / or lower inlet plate (8, 9) on the other hand to the upper press part (4) and / or lower press part (3), and that the differential cylinders (13) are connected to a computer-controlled or regulated hydraulic system (14).
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19740325 | 1997-09-13 | ||
| DE19740325A DE19740325C5 (en) | 1997-09-13 | 1997-09-13 | Continuous press for pressing pressed material mats to press plates |
| DE19829742A DE19829742C1 (en) | 1998-07-03 | 1998-07-03 | Continuos pressing process for chip or fiber board |
| DE19829741 | 1998-07-03 | ||
| DE19829741A DE19829741C1 (en) | 1998-07-03 | 1998-07-03 | Continuos pressing process for chip or fiber board |
| DE19829742 | 1998-07-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0909620A2 true EP0909620A2 (en) | 1999-04-21 |
| EP0909620A3 EP0909620A3 (en) | 1999-05-19 |
| EP0909620B1 EP0909620B1 (en) | 2003-11-19 |
Family
ID=27217743
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020741A Expired - Lifetime EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
| EP98117029A Expired - Lifetime EP0901894B1 (en) | 1997-09-13 | 1998-09-09 | Process and press for pressing, particularly for continuous pressing |
| EP98117030A Expired - Lifetime EP0909620B1 (en) | 1997-09-13 | 1998-09-09 | Continuous press for pressing mats into boards |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020741A Expired - Lifetime EP1371466B1 (en) | 1997-09-13 | 1998-09-09 | Press for continuous pressing |
| EP98117029A Expired - Lifetime EP0901894B1 (en) | 1997-09-13 | 1998-09-09 | Process and press for pressing, particularly for continuous pressing |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US6142068A (en) |
| EP (3) | EP1371466B1 (en) |
| CN (2) | CN1188259C (en) |
| CA (2) | CA2244283C (en) |
| DE (2) | DE59810212D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3858590A1 (en) * | 2020-01-29 | 2021-08-04 | Siempelkamp Maschinen- und Anlagenbau GmbH | Continuous press and method for monitoring a steel strip in a continuous press |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19918492C5 (en) * | 1999-04-23 | 2006-10-05 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Process for pressing pressed material mats into pressed material slabs in the course of the production of chipboard, fiberboard and other wood-based panels |
| CA2444139C (en) * | 2001-04-18 | 2010-03-23 | The Coe Manufacturing Company | Belt making apparatus and method |
| CA2352414A1 (en) * | 2001-07-05 | 2003-01-05 | Industries Fournier Inc. | Device for controlling and keeping cakes in a rotary press |
| US20030136312A1 (en) * | 2001-11-30 | 2003-07-24 | Nelson Guimil | Configuration applied to a multi-adjustable piece of furniture |
| DE10214322B4 (en) * | 2002-03-28 | 2016-07-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press for pressing pressed material mats into pressed slabs |
| US7196290B2 (en) * | 2003-06-02 | 2007-03-27 | Planet Products Corporation | Heat sealer with platen surface temperature sensor and load sensor |
| US7449517B1 (en) | 2003-06-21 | 2008-11-11 | James Rock Associates, Llc | Composite building material |
| WO2006059353A1 (en) | 2004-12-03 | 2006-06-08 | Telecom Italia S.P.A. | Enabling combinational services in a communications network |
| DE102005009298B4 (en) * | 2005-03-01 | 2016-07-07 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press |
| DE102005009334B4 (en) * | 2005-03-01 | 2016-03-24 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Continuous press |
| DE102005024065B3 (en) * | 2005-05-25 | 2006-09-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Continuous press for compression of especially chipboards or fiberboards has at least one guide cover lying opposite slide base in front of upper and/or lower roller bar guide wheels, forming inlet tunnel |
| CN100377855C (en) * | 2005-09-27 | 2008-04-02 | 上海人造板机器厂有限公司 | Location method of hot pressing plate in flat crushing type continuous press and location plate structure |
| US7354543B2 (en) * | 2005-09-28 | 2008-04-08 | Weyerhaeuser Company | Manufactured wood product press |
| US20070111019A1 (en) * | 2005-11-04 | 2007-05-17 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| US20070102113A1 (en) * | 2005-11-04 | 2007-05-10 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| DE102006059564B4 (en) * | 2006-12-16 | 2009-06-18 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Method and device for pressing pressed material mats |
| US20090077924A1 (en) * | 2007-09-21 | 2009-03-26 | Ainsworth Lumber Co., Ltd. | Methods of manufacturing engineered wood products |
| AU2009253727B2 (en) * | 2008-05-26 | 2010-12-16 | Panel Board Holding B.V. | Binding particulate materials to manufacture articles |
| WO2009155701A1 (en) * | 2008-06-27 | 2009-12-30 | Mario Antonio Rago | Continuous press and method for manufacturing composite materials with progressive symmetrical pressure |
| CN101508128B (en) * | 2009-03-23 | 2012-04-25 | 中国福马机械集团有限公司 | Compact pressing method using continuous press and device for actualizing the method |
| CN101508127B (en) * | 2009-03-23 | 2013-09-25 | 中国福马机械集团有限公司 | Continuous press capable of continuously pressing compact ingot |
| CN102285139B (en) * | 2011-06-01 | 2014-07-09 | 上海板机电气制造有限公司 | Control method and control device of flat plate type continuous press |
| CN102259372A (en) * | 2011-08-05 | 2011-11-30 | 青岛国森机械有限公司 | Pressing equipment for long-specification bamboo laminated wood |
| US9458298B2 (en) | 2012-10-01 | 2016-10-04 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose containing composite products |
| US9586338B2 (en) | 2012-10-01 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose containing composite products |
| US9587077B2 (en) | 2013-03-14 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making composite products containing lignocellulose substrates |
| NZ711575A (en) | 2013-03-14 | 2017-02-24 | Georgia Pacific Chemicals Llc | Binder compositions and methods for making and using same |
| US9193894B2 (en) | 2013-03-14 | 2015-11-24 | Georgia-Pacific Chemicals Llc | Binder compositions and methods for making and using same |
| US9587115B2 (en) | 2014-04-02 | 2017-03-07 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose composite products |
| WO2015153519A1 (en) | 2014-04-02 | 2015-10-08 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose composite products with oxidative binders and complexed metal catalyst |
| US9617427B2 (en) | 2014-04-02 | 2017-04-11 | Georgia-Pacific Chemicals Llc | Methods for making lignocellulose composite products with oxidative binders and encapsulated catalyst |
| CA3051615C (en) | 2015-05-15 | 2021-06-01 | Usnr/Kockums Cancar Company | Modular press |
| KR101686968B1 (en) * | 2015-08-12 | 2016-12-28 | 주식회사 진관 | insulation panel forming machine |
| US10889716B2 (en) | 2016-05-26 | 2021-01-12 | Georgia-Pacific Chemicals Llc | Binders containing an aldehyde-based resin and an isocyanate-based resin and methods for making composite lignocellulose products therefrom |
| WO2018023095A1 (en) | 2016-07-29 | 2018-02-01 | Georgia-Pacific Chemicals Llc | Processes for making composite products with binders containing blocked isocyanates |
| US11400676B2 (en) | 2016-10-06 | 2022-08-02 | SWISS KRONO Tec AG | Wood material panel pressing device and method for monitoring a wood material panel pressing device |
| ES2756337T3 (en) * | 2016-10-06 | 2020-04-27 | SWISS KRONO Tec AG | Press kit for wood composite boards and procedure for monitoring a press kit for wood composite boards |
| CN107913890A (en) * | 2016-10-08 | 2018-04-17 | 肇庆市高新区创客科技有限公司 | A kind of environment-friendly garbage processing equipment |
| IT201600105117A1 (en) * | 2016-10-19 | 2018-04-19 | Sacmi | MACHINE FOR THE COMPACTION OF MATERIAL POWDER |
| DE102017110301A1 (en) * | 2017-05-11 | 2018-11-15 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Method for monitoring at least one component of a roll bar carpet of a continuous press, monitoring device and continuously operating press |
| DE102017110995A1 (en) * | 2017-05-19 | 2018-11-22 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Pre-press and system for the continuous production of material plates, method for introducing or removing the press belt and transport device for receiving the press belt |
| WO2019219161A1 (en) * | 2018-05-14 | 2019-11-21 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Method for monitoring at least one component of a roller bar carpet of a continually operating press, monitoring device and continually operating press |
| CN108995193A (en) * | 2018-09-06 | 2018-12-14 | 浙江冠森新材料有限公司 | A kind of moulding press for preventing Wood plastic boards from deforming |
| DE102019000767B4 (en) * | 2019-02-02 | 2021-03-25 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Apparatus and method for manufacturing insulation boards |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3942929A (en) * | 1972-03-08 | 1976-03-09 | Bison-Werke Bahre & Greten Gmbh & Co. Kg | Continuously operating press |
| WO1989003288A1 (en) * | 1987-10-09 | 1989-04-20 | Eduard Küsters Maschinenfabrik GmbH & Co. KG | Process for manufacturing particle boards and similar, and suitable twin-belt presses |
| DE4433641C1 (en) * | 1994-09-21 | 1995-11-02 | Siempelkamp Gmbh & Co | Continuous press for pressing mats to be pressed |
| DE19518879A1 (en) * | 1995-05-28 | 1996-12-05 | Dieffenbacher Gmbh Maschf | Mfr of chipboard etc. by stepped pressing between steel strips |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3133817C3 (en) * | 1981-08-27 | 1996-02-08 | Siempelkamp Gmbh & Co | Device for the continuous pressing of pressed material mats |
| DE4042531C3 (en) * | 1990-10-15 | 2002-02-07 | Dieffenbacher Gmbh Maschf | Continuously working press |
| DE4301594C2 (en) * | 1993-01-21 | 2002-10-31 | Dieffenbacher Gmbh Maschf | Process and plant for the production of chipboard |
| DE4433643C1 (en) * | 1993-12-11 | 1996-02-08 | Siempelkamp Gmbh & Co | Continuous press for manufacture of fibreboard, chipboard, etc |
| DE4405342B4 (en) * | 1994-02-19 | 2004-05-27 | Maschinenfabrik J. Dieffenbacher Gmbh & Co | Continuously working press |
| DE4446091A1 (en) * | 1994-12-22 | 1996-06-27 | Dieffenbacher Gmbh Maschf | Press frame for continuous press for producing wood fibre boards etc. |
-
1998
- 1998-09-09 EP EP03020741A patent/EP1371466B1/en not_active Expired - Lifetime
- 1998-09-09 DE DE59810212T patent/DE59810212D1/en not_active Expired - Lifetime
- 1998-09-09 EP EP98117029A patent/EP0901894B1/en not_active Expired - Lifetime
- 1998-09-09 DE DE59812293T patent/DE59812293D1/en not_active Expired - Lifetime
- 1998-09-09 EP EP98117030A patent/EP0909620B1/en not_active Expired - Lifetime
- 1998-09-14 US US09/152,931 patent/US6142068A/en not_active Expired - Lifetime
- 1998-09-14 US US09/152,941 patent/US6098532A/en not_active Expired - Lifetime
- 1998-09-14 CA CA002244283A patent/CA2244283C/en not_active Expired - Lifetime
- 1998-09-14 CN CNB981243762A patent/CN1188259C/en not_active Expired - Lifetime
- 1998-09-14 CN CN98124377A patent/CN1076258C/en not_active Ceased
- 1998-09-14 CA CA002244284A patent/CA2244284C/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3942929A (en) * | 1972-03-08 | 1976-03-09 | Bison-Werke Bahre & Greten Gmbh & Co. Kg | Continuously operating press |
| WO1989003288A1 (en) * | 1987-10-09 | 1989-04-20 | Eduard Küsters Maschinenfabrik GmbH & Co. KG | Process for manufacturing particle boards and similar, and suitable twin-belt presses |
| DE4433641C1 (en) * | 1994-09-21 | 1995-11-02 | Siempelkamp Gmbh & Co | Continuous press for pressing mats to be pressed |
| DE19518879A1 (en) * | 1995-05-28 | 1996-12-05 | Dieffenbacher Gmbh Maschf | Mfr of chipboard etc. by stepped pressing between steel strips |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3858590A1 (en) * | 2020-01-29 | 2021-08-04 | Siempelkamp Maschinen- und Anlagenbau GmbH | Continuous press and method for monitoring a steel strip in a continuous press |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1224650A (en) | 1999-08-04 |
| US6098532A (en) | 2000-08-08 |
| CN1224651A (en) | 1999-08-04 |
| US6142068A (en) | 2000-11-07 |
| EP0901894A3 (en) | 1999-05-12 |
| EP1371466B1 (en) | 2011-06-29 |
| CN1188259C (en) | 2005-02-09 |
| CA2244283A1 (en) | 1999-03-13 |
| EP0901894B1 (en) | 2004-11-24 |
| EP0909620B1 (en) | 2003-11-19 |
| DE59812293D1 (en) | 2004-12-30 |
| CA2244284C (en) | 2002-05-28 |
| EP0909620A3 (en) | 1999-05-19 |
| EP1371466A1 (en) | 2003-12-17 |
| DE59810212D1 (en) | 2003-12-24 |
| CA2244284A1 (en) | 1999-03-13 |
| CA2244283C (en) | 2003-07-29 |
| EP0901894A2 (en) | 1999-03-17 |
| CN1076258C (en) | 2001-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0909620B1 (en) | Continuous press for pressing mats into boards | |
| DE10214322B4 (en) | Continuous press for pressing pressed material mats into pressed slabs | |
| DE4301594C2 (en) | Process and plant for the production of chipboard | |
| EP2089197B1 (en) | Method of pressing pressing-material mats | |
| DE4340982B4 (en) | Continuously working press | |
| DE19740325C1 (en) | Continuous press for pressing tiles from mats | |
| DE4405342A1 (en) | Continuously operating press for chip board or fibre board | |
| DE102008022857A1 (en) | Continuously operating press for compressing scattered pressed mat during manufacturing of e.g. medium density fiberboard-plate, has deflecting and supporting devices forming clamping zone between upper and lower steel strips | |
| EP1825993A2 (en) | Method and press in continuous operation for manufacturing composite panels | |
| EP1199152A2 (en) | Method and apparatus for adjusting the gap between the rollers in a glue applicator for corrugated board | |
| EP1046483A1 (en) | Process for pressing mats into boards for the production of particle boards, fibre boards and other lignocellulosic boards | |
| EP0140117B1 (en) | Continuously operating press for pressing a moving material sheet | |
| DE10045681A1 (en) | Continuously operating press has steel belts running over drums, entry gap, roller-bars. heatable pressure plates, and triple-linked system. | |
| DE4340983B4 (en) | Continuously working press | |
| DE4408099A1 (en) | Measurement and control appts. for guidance of steel strip along press | |
| DE202007004668U1 (en) | Corrugating machine for producing corrugated cardboard comprises a fixed pressing roller and corrugated rollers which rotate on a pivoting component | |
| EP2527116B1 (en) | Continuous press and Process using such press | |
| EP0151422B1 (en) | Double belt press for a continuously moving web | |
| DE19806707C2 (en) | Continuous press for pressing mats to be pressed | |
| EP3403816B1 (en) | Method for pressing a pressed material mat | |
| DE4400347C5 (en) | Continuously working press | |
| DE19824723C1 (en) | Method for continuous pressing of board material has a shaped entry profile into the press with constant thickness section to vent any trapped gasses prior to final pressing | |
| EP2213448A1 (en) | Method and installation for guiding a steel band in a continuously operating press | |
| DE19829742C1 (en) | Continuos pressing process for chip or fiber board | |
| DE3914107C2 (en) | Continuous press for pressing and heat treating pressed material mats |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FI FR GB IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GAWLITTA,WERNER Inventor name: SCHUERMANN, KLAUS, DIPL.-ING. Inventor name: SEBASTIAN, LOTHAR, DIPL.-ING. Inventor name: WEISS, HORST |
|
| 17P | Request for examination filed |
Effective date: 19991001 |
|
| AKX | Designation fees paid |
Free format text: DE FI FR GB IT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & C |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 59810212 Country of ref document: DE Date of ref document: 20031224 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: DIEFFENBACHER GMBH + CO. KG Effective date: 20040819 Opponent name: METSO PANELBOARD GMBHPATENTANWAELTE Effective date: 20040729 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20090202 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59810212 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59810212 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Effective date: 20141202 Ref country code: DE Ref legal event code: R081 Ref document number: 59810212 Country of ref document: DE Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH, DE Free format text: FORMER OWNER: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO. KG, 47803 KREFELD, DE Effective date: 20141202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170921 Year of fee payment: 20 Ref country code: FR Payment date: 20170920 Year of fee payment: 20 Ref country code: IT Payment date: 20170929 Year of fee payment: 20 Ref country code: FI Payment date: 20170926 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20170921 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170928 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59810212 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180908 |