EP0893171B1 - Verfahren zum Herstellen einer Matrize für eine Biegepresse und zum Bestimmen der Niederhalterkräfte - Google Patents
Verfahren zum Herstellen einer Matrize für eine Biegepresse und zum Bestimmen der Niederhalterkräfte Download PDFInfo
- Publication number
- EP0893171B1 EP0893171B1 EP19980113902 EP98113902A EP0893171B1 EP 0893171 B1 EP0893171 B1 EP 0893171B1 EP 19980113902 EP19980113902 EP 19980113902 EP 98113902 A EP98113902 A EP 98113902A EP 0893171 B1 EP0893171 B1 EP 0893171B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- die
- contour
- simulation
- cushion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/20—Making tools by operations not covered by a single other subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/02—Die-cushions
Definitions
- the present invention relates to a method for constructing a bending machine in a relatively short time and a method for optimizing clamping pressure in a relatively short time.
- This specification describes a series of processes, such as designing the press die, optimizing the press conditions, performing press working and actually pressing or stamping the blank into the desired shape.
- a press die (usually a punch and a die) is first designed and manufactured and a plurality of prototypes are produced using a variety of press conditions.
- the press conditions are determined based upon factors that are known to influence the final shape of the pressed prototypes, such as the clamping pressure of the punch and die, the pressure (cushion pressure) applied to the outer periphery of the material to be pressed, the shape of the material before press working and the position of the material within the press die when the press working operation is initiated.
- the press die can be modified or redesigned if defects, such as ruptures, wrinkles or a failure to meet a predetermined shape accuracy, are found on the pressed prototypes.
- the shape of the punch and/or die typically is adjusted. For instance, the radius of a circular surface of the press die can be increased if ruptures are found in the pressed prototypes, and the shape of the press die can be modified if the shape of the pressed prototype fails to meet the predetermined shape accuracy.
- Press conditions also can be adjusted in response to the results of the prototyping operation. For example, the clamping pressure (cushion pressure) exerted on the outer periphery of the material can be increased if wrinkles appear in the pressed prototypes.
- the clamping pressure cushion pressure
- the press die is treated as a rigid body and the clamping pressure exerted on the outer periphery of the blank (deformable material) is assumed to be uniform along the entire length of the outer periphery of the material in the mathematical models for these simulations.
- FIG. 11 An example of such a mathematical model can be described with reference to FIG. 11.
- This computer calculation simulates the phenomena that arise when the outer periphery of a plate-like material 102 (blank) is clamped or pressed by die 100 and cushion ring 104 while an inner sphere of material 102 is press worked between die 100 and punch 106.
- deformation of material 102 is calculated using the assumption that die 100, punch 106 and cushion ring 104 are rigid bodies and that the clamping pressure applied to the outer periphery of material 102 between die 100 and cushion ring 104 is uniformly distributed along the entire length of the outer periphery of material 102.
- an object of the present invention is to provide simulation techniques that produces a model that closely approximates actual press working results.
- Another object of the invention is to provide techniques that can determine optimum clamping pressures in a relatively short time based upon the results of the simulations taught herein.
- the first object is achieved by a method according to claim 1.
- a method for determining optimum clamping pressure by using a bending machine constructed according to the method of claim 1 is defined in claim 2.
- the simulation is performed with the assumption that the distance between a pair of holddown parts, which parts exert clamping pressure on the periphery of the material during the press working operation, is fixed as a constant value.
- the contour of the bent material after the press working operation as calculated by the computer simulation, closely approximates the contour of the bent material that is actually press worked.
- the press die can be treated as the rigid body, and the deformation of the press die need not be calculated.
- the clamping pressure required to keep the distance of the clamping parts at the value used in the computer simulation process need not be calculated.
- prototypes of the desired bent product may be manufactured using a variety of clamping pressures in order to determine the optimal clamping pressure for the press working operation.
- the contours of the prototypes thus manufactured are compared with contours calculated using the computer simulations and the optimal clamping pressure is then determined based upon this comparison.
- FIG. 1 shows a representative comprehensive procedure for designing a press forming die.
- FIG. 2 shows a representative flow chart for simulating the design process.
- FIG. 3 shows a initial state in which a blank is set in a press machine and prepared for the press working process.
- FIG. 4 shows an intermediate state of the press working process.
- FIG. 5 shows a completed state of the press working process.
- FIG. 6 shows a comparison of the contour of a bent product obtained by simulation and a pressed prototype actually prepared by the die.
- FIGS. 7(A) and 7(B) show states of increasing and decreasing resistance force at bead sections of the holddown parts.
- FIGS. 8(A) and 8(B) show a technique for increasing the clamping pressure by adding an additional cushion layer 12C.
- FIG. 9 shows a perspective view of a press die.
- FIG. 10 shows a perspective view of a press die.
- FIG. 11 shows a partially enlarged view of a known press machine.
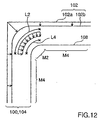
- FIG. 12 shows how material is expanded and compressed using a press working technique.
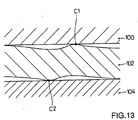
- FIG. 13 shows a reason that known computer simulations do not correspond closely to actual press working.
- FIG. 12 In which reference numeral 102a depicts the outer periphery of the blank prior to press working, and 102b designates the outer periphery of the blank after press working.
- Reference numeral 108 designates the inner periphery of the final product formed by press working.
- pressure distribution may be calculated by the computer, such calculation will not provide a good result as long as the press die is treated as a rigid body, because the press die is deformed in the actual press working due to the pressure concentration on the partial contact areas C1, C2.
- the deformation of the press die could be calculated in accordance with the clamping pressure distribution.
- this calculation requires a substantial number of calculations, and therefore is not practical using currently available simulation techniques.
- Step S10 conditions to perform press working
- press conditions conditions to perform press working
- the above-described press (boundry) conditions may be input into the computer program, including such information as the shape of the press die (die and punch), the distance between a pair of holddown parts, the shape of the blank prior to press working, the physical properties of the blank and the position of the blank with respect to the press die.
- Some press machines include a bead section within the press die, and information about the shape of the bead is accordingly utilized in the computer simulation when such a press machine is used.
- the cushion force exerted on the blank by the pair of holddown parts is not utilized as a boundry condition in the present simulation. Instead, the distance between the pair of holddown parts is utilized as a boundry condition.
- this model and this set of boundry conditions phenomena that arise during press working are simulated on the computer based on the inputted press (boundry) conditions (Step S12).
- LS-DYNATM Livermore Software Technology Corporation in California, U.S.A. is utilized to perform the present simulations.
- Step S30 simulations of the drawing process are performed first (Step S30).
- This simulation process S30 covers the steps of setting material 14 in press machine 10 as shown in FIG. 3, securing the outer periphery of material 14 between a pair of holddown parts 12a and 16a with die 12 moved downward as shown in FIG. 4, and press working the material with die 12 moved further downward as shown in FIG. 5.
- a contour of press bent material 14 (a pressed product) is thus obtained as a result of the simulation.
- This simulation is performed using the assumption that die 12, cushion ring 16 and punch 18 are rigid bodies and therefore none of these elements deform during the press working operation.
- each of holddown parts 12a, 16a comprise a portion of die 12 and cushion ring 16, respectively.
- a distance G between the pair of holddown parts 12a, 16a is fixed at a value in which preferably a predetermined distance a is added to the thickness t of material 14.
- the predetermined distance ⁇ can be derived from the shape and mechanical properties of material 14. Under actual press working conditions, the distance ⁇ may vary in certain portions of material 14. However, the variations of the distance a are so small that good simulation results can be obtained by treating this distance as a constant along the entire length of the periphery of material 14. For this reason, a constant value is preferably utilized as the predetermined distance a for the entire periphery of material 14. In this representative embodiment, the distance a is set to be equal to 5% of the thickness t of material 14. Accordingly, the distance between the pair of holddown parts G is treated as constant (105% of the material thickness) over the entire periphery of material 14 in this simulation.
- FIGS. 3 to 5 show a cross section of a preferred die and punch set.
- holddown parts 12a, 16b completely encircle punch 18, such that holddown parts 12a, 16b clamp or hold the entire periphery of blank 14.
- Holddown part 12a is disposed at the bottom of die 12 and holddown part 16a is disposed at the top of cushion ring 16.
- a convex bead shaped portion 12b is disposed within holddown part 12a and a concave bead shaped portion 16b is disposed within holddown part 16a.
- the bead section for the press bending machine preferably is composed of convex portion of bead 12b and concave portion of bead 16b and beads 12b and 16b cooperate to apply a resistance force to blank 14 when it is being drawn inwardly during the press working process.
- the cushion force is applied to blank 14 through die 12 and cushion ring 16 by machine cushion 20.
- the amount of the material that is drawn inwardly may be controlled by the above-noted resistance force and cushion force.
- Step S30 When the simulation for the drawing process is completed in Step S30, a stamping (trimming) simulation (Step S32) and a bending simulation (Step S34) are performed.
- stamping simulation material 14 is stamped by a stamping press machine and the contour of the stamped material is calculated.
- bending simulation material 14 is bent by a bending press machine and the contour of the bent material is calculated.
- Step S36 a removing simulation is performed as the final stage of the simulations.
- the material is removed from the drawing die, stamping die and bending die, respectively, after each step of drawing, stamping and bending.
- the material is removed from the die only after the bending process is completed.
- the contour of material 14 after removal from the die is calculated considering additional factors, such as elastic recovery in which the blank assumes a shape that is intermediate between the original shape and the shape immediately before removal from the die.
- contours that closely approximate the actual pressed product can be calculated using the present teachings.
- Step S14 is performed as shown in FIG. 1.
- the contour of the material calculated by simulations in Step S12 is displayed on a computer screen (or printed out) and is examined for defects in the desired shape (Step S14). Potential defects include the contour not having a predetermined accuracy, ruptures, wrinkles and excessive concentration of stress in the material. These defects can be determined from the results of the computer simulation.
- Step S10 and S12 are repeated using new boundry conditions until the defects are eliminated.
- the shapes of the die and punch or the shapes of bead sections may be changed.
- a press die is manufactured based on the shape of the die and the punch thus calculated (Step S16). For example, die 12, cushion ring 16 and punch 18 are manufactured for press machine 10 shown in FIG. 3. Then, the press die (die 12, cushion ring 16 and punch 18) is mounted in the press machine, and prototypes are manufactured. A plurality of prototypes are manufactured using a variety of different cushion forces (Step S18). For example, in the case of press machine 10 shown in FIG. 3, the strength of the cushion force exerted on the outer periphery of material 14 can be altered by cushion machine 20.
- contour line 56 of unbent blank 14 may be drawn on the press die manufactured in Step S16 (Step S17). This contour line 56 is drawn in order to ensure that the operator places blank 14 onto holddown part 52a in the same exact location that was utilized in the computer simulations of Step S12. Contour line 56 may be drawn by etching die 52 or by marking with a pen by using a plotter, a robot arm or similar devices. Also, as shown in FIG. 10, contour line 58 of the simulated press product after bending may be marked on holddown part 52a in order to evaluate the results of the press bending prototyping operation. That is, the contour of the simulated product can be compared to the contour of the actual product to determine whether the cushion force is appropriate.
- contour line 56 of unbent blank 54 is directly drawn on the press die, blank 54 can be positioned in the press die more accurately. With the more accurate positioning of unbent blank 14, the difference in inflows of the materials for various clamping pressures can be more accurately determined. Therefore, the optimal clamping force for obtaining press bent product 54 that closely approximates the contour of the simulated press bent product can be quickly determined.
- a pressed prototype having a contour that closely approximates the simulated contour obtained in Step S12 can be determined by manufacturing a plurality of prototypes in Step S18 using a variety of cushion forces.
- the optimal cushion force can be selected by identifying the pressed prototype that most closely resembles the desired simulated product (Step S20).
- Differences between the shapes indicate differences in inflows of the materials that are actually drawn by the press die from the inflows that are predicted by the simulation.
- Table 1 shows differences between the shapes of five prototypes and the shapes predicted by the simulation for five different cushion forces.
- the cushion force is 30[T/cm 2 ]
- the cushion force is too low and too much of the material is drawn inward by the bending action of punch 18 on blank (material) 14 as shown in FIG. 5.
- the shape of the pressed prototype is smaller than the simulated result.
- the cushion force is 75[T/cm 2 ]
- the force is too high and only a limited amount of material is permitted to be drawn inward. Therefore, the shape of the pressed prototype is larger than the simulated result.
- the difference between the simulated contour and the prototype shape are the smallest when the cushion force is 40[T/cm 2 ].
- the press die or the press conditions may be modified by reviewing the pressed product which is press bent with the cushion force determined in Step S20 (Step S22).
- the resistance force by the bead section can be decreased if any breakage is found in the bent product by decreasing the radius R1 of the convex bead 12b in FIG. 7(A) to the radius R2 (R2 ⁇ R1) as shown in FIG. 7(B).
- the height of the convex portion of bead 12b can be lowered such that it is not semi-spherically shaped.
- the resistance force by the bead section can be increased, if wrinkles are found, by widening radius R1 of the convex section of bead 12b in FIG. 7(A).
- portions of the bent product may not have scratches on the surfaces. Scratches arise when material 14 contacts holddown parts 12a and 16a. Portions of the bent product having no scratches indicate that no cushion force has been exerted on those portions and is shown as a gap between die 12 and blank 14 in FIG. 8(A).
- an additional cushion layer 12c can be added, by welding for example, to bring blank 14 into contact with die 12a, as shown in the FIG. 8(B).
- a uniform cushion force can be exerted over the entire outer periphery of material 14 and thereby prevent the concentration of stress in the bent product.
- Step S12 the simulation of Step S12 is performed using the condition that the distance between the pair of holddown parts is fixed as a constant value, so that the phenomena approximate to those in the actual press working operation can be simulated in spite of the assumption that the press dies are rigid bodies. Therefore, the press die manufactured in the Step S16 and the press conditions determined in Step S20 are very close to the optimum from the beginning and Step S22 can be completed in a relatively short time.
- Step S12 simulation process
- the above Step S12 utilizes the condition that the distance between the pair of holddown parts is fixed as the constant, instead of the known prerequisite that the cushion force is fixed as the constant. Therefore, the contour of the pressed material that is more closely approximate to those of the actual pressed material can be calculated by simulations. Accordingly, it has become possible to manufacture the press die after the shape of the press die for producing the pressed material with the desired shape becomes clear.
- the optimum cushion force to be exerted on the outer periphery of the material is not determined from the simulation in Step S12. Rather, in this embodiment, the optimum force can be selected in a relatively short time from the sequence of the processes that the press die is manufactured based on the shape of the press die calculated in Step S12 (die manufacturing process of Step S16), prototypes are manufactured using the press die so manufactured with cushion force of varying strength (prototype manufacturing process of Step S18), then, the optimum cushion force is determined by comparing the contours of the prototypes with that of the simulation (clamping pressure determining process of Step S20). In this sequence of processes, it is possible to determine the press conditions that produce the pressed product approximate to the pressed product calculated in the simulation process in a relatively short time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Claims (5)
- Verfahren zum Konstruieren einer Biegepressmaschine (10) zum Biegen eines plattenartigen, verformbaren Materials (14), mit den folgenden Schritten:Berechnen eines Umrisses eines gebogenen Materials (14; 102) nach Pressformung unter Verwendung einer Finite-Elemente-Methode durch Simulation der Phänomene, die auftreten, wenn ein Innenbereich des Materials (14; 102) zwischen zwei Pressmatrizen (12, 18; 100, 106) pressgeformt wird, während ein Aussenbereich des Materials (14; 102) zwischen zwei Blechhalteteile (12, 16; 100, 104) geklemmt ist, unter der Vorraussetzung, dass ein Abstand zwischen den beiden Blechhalteteilen (12, 16; 100, 104) als eine Konstante (t + α) festgelegt ist;Konstruieren einer Pressmatrize (12; 18; 100; 106) gemäss dem Ergebnis der Berechnung.
- Verfahren zum Bestimmen des auf zwei Blechniederhalteteile auszuübenden Klemmdrucks, mit den folgenden Schritten:Konstruieren einer Biegepressmaschine (10) unter Verwendung des Verfahrens nach Anspruch 1;Fertigen einer Vielzahl von Prototypen unter Verwendung der Biegepressmaschine (10) und Verändern des auf den Aussenbereich des Materials (14; 102) eines jeden Prototyps ausgeübten Klemmdrucks; undBestimmen des Klemmdrucks, der einen Umriss erzeugt, welcher dem berechneten Umriss am nächsten kommt, durch Vergleich des berechneten Umrisses mit denen der Anzahl von Prototypen.
- Verfahren nach Anspruch 2, wobei die Konstante eine zu einer bestimmten Dicke (t) hinzuaddierte Materialdicke (α) ist.
- Verfahren nach Anspruch 2, wobei eine Umrisslinie (56) auf eine Pressmatrize (52) und/oder Prototypen entlang des durch den Berechnungsschritt erhaltenen Umrisses aufgezeichnet wird.
- Verfahren nach Anspruch 2, wobei eine Umrisslinie (58) des Materials (54) vor Pressformung auf eine Pressmatrize (52) aufgezeichnet wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19889997 | 1997-07-24 | ||
| JP198899/97 | 1997-07-24 | ||
| JP19889997 | 1997-07-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0893171A1 EP0893171A1 (de) | 1999-01-27 |
| EP0893171B1 true EP0893171B1 (de) | 2001-10-17 |
Family
ID=16398801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980113902 Expired - Lifetime EP0893171B1 (de) | 1997-07-24 | 1998-07-24 | Verfahren zum Herstellen einer Matrize für eine Biegepresse und zum Bestimmen der Niederhalterkräfte |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0893171B1 (de) |
| DE (1) | DE69802047T2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010047082A1 (de) * | 2010-10-01 | 2012-04-05 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Umformwerkzeuges |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004054679B4 (de) * | 2004-11-12 | 2006-09-07 | Audi Ag | Verfahren zur Herstellung eines Umformwerkzeuges |
| DE102006001712A1 (de) * | 2006-01-13 | 2007-07-19 | Audi Ag | Vorrichtung und Verfahren zur Endbearbeitung eines Umformwerkzeugs für ein Karosserieblechteil |
| FR2960325B1 (fr) * | 2010-05-21 | 2012-08-17 | Peugeot Citroen Automobiles Sa | Procede et systeme de conception numerique d'une matrice d'emboutissage |
| PL2672847T3 (pl) | 2011-02-11 | 2015-10-30 | Batmark Ltd | Część składowa inhalatora |
| AT510837B1 (de) | 2011-07-27 | 2012-07-15 | Helmut Dr Buchberger | Inhalatorkomponente |
| DE102012207474A1 (de) * | 2012-05-07 | 2013-11-07 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Werkzeugs |
| DE102013204011A1 (de) * | 2013-03-08 | 2014-09-11 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Auslegung eines Umformwerkzeugs |
| GB2533135B (en) | 2014-12-11 | 2020-11-11 | Nicoventures Holdings Ltd | Aerosol provision systems |
| BR112018071824B1 (pt) | 2016-04-27 | 2023-01-10 | Nicoventures Trading Limited | Subconjunto, sistema, método para fabricar um vaporizador e dispositivo de fornecimento de vapor eletrônico |
| DE102017215395B4 (de) * | 2017-09-04 | 2022-12-15 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Betreiben einer Umformpresse |
| CN115069900A (zh) * | 2022-07-13 | 2022-09-20 | 海盐东通家居有限公司 | 一种揿手连杆生产用连续模 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0596697B1 (de) * | 1992-11-05 | 1997-04-09 | Toyota Jidosha Kabushiki Kaisha | Verfahren und Vorrichtung zum Messen und Einstellen der Presskräfte an einer Presse |
| US5379227A (en) * | 1992-12-21 | 1995-01-03 | Ford Motor Company | Method for aiding sheet metal forming tooling design |
| US5463558A (en) * | 1994-02-04 | 1995-10-31 | Ford Motor Company | Method for designing a binder ring surface for a sheet metal part |
-
1998
- 1998-07-24 DE DE1998602047 patent/DE69802047T2/de not_active Expired - Fee Related
- 1998-07-24 EP EP19980113902 patent/EP0893171B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010047082A1 (de) * | 2010-10-01 | 2012-04-05 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Umformwerkzeuges |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0893171A1 (de) | 1999-01-27 |
| DE69802047D1 (de) | 2001-11-22 |
| DE69802047T2 (de) | 2002-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0893171B1 (de) | Verfahren zum Herstellen einer Matrize für eine Biegepresse und zum Bestimmen der Niederhalterkräfte | |
| US7130708B2 (en) | Draw-in map for stamping die tryout | |
| US6947809B2 (en) | Method of modifying stamping tools for spring back compensation based on tryout measurements | |
| Lee et al. | Application of the finite-element deformation method in the fine blanking process | |
| JPH07265964A (ja) | 板金のためのバインダーリングの設計方法 | |
| JP2016198789A (ja) | 曲面プレート成形用の金型決定方法及び曲面プレートの製造方法 | |
| CN104203447A (zh) | 渐进成形方法 | |
| JP3477944B2 (ja) | 金属材の成形方法 | |
| JP2002219523A (ja) | プレス成形解析方法 | |
| JP5107595B2 (ja) | シミュレーション解析方法および金型の設計方法 | |
| JPH1190549A (ja) | プレス成形方法および狭圧力決定方法 | |
| CN113849920A (zh) | 模拟和分析组装由成形工序形成的零件的方法 | |
| CN108509669A (zh) | 一种多工步自动翻边产品的cae分析方法和系统 | |
| JPH03104537A (ja) | プレス型の製造方法 | |
| JP2513078B2 (ja) | プレス加工方法 | |
| JPH039805B2 (de) | ||
| JPS63188430A (ja) | プレス金型のしわ押え面評価装置 | |
| JP7236066B2 (ja) | パネル成形体のスプリングバック修正装置 | |
| JP2022030639A (ja) | Uo曲げ成形の素材寸法決定方法 | |
| JP2022165545A (ja) | 金型形状データ作成方法、金型形状データ作成方法をコンピュータに実行させるためのプログラム、プログラムを記録したコンピュータ読取り可能な媒体及び金型設計システム | |
| JP7276584B1 (ja) | プレス成形品のスプリングバック量評価方法、装置及びプログラム、並びにプレス成形品の製造方法 | |
| JP2024034692A (ja) | 板金部材成形方法および成形部品 | |
| JPH08137925A (ja) | ダイフェース形状作成方法 | |
| JP3668840B2 (ja) | 製品モデルのチェッキングフィクスチャー設計方法 | |
| JP4325236B2 (ja) | 鍛造工程の条件設定方法およびそのプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19980821 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: IKURA, SHIN, C/O TOYOTA JIDOSHA KABUSHIKI KAISHA Inventor name: KATO, TORU, C/O TOYOTA JIDOSHA KABUSHIKI KAISHA Inventor name: TSUTAMORI, HIDEO, C/O TOYOTA JIDOSHA KABUSHIKI |
|
| AKX | Designation fees paid |
Free format text: DE FR |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20000816 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR |
|
| REF | Corresponds to: |
Ref document number: 69802047 Country of ref document: DE Date of ref document: 20011122 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050708 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050721 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 |