EP0872295A1 - Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge - Google Patents
Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge Download PDFInfo
- Publication number
- EP0872295A1 EP0872295A1 EP97810226A EP97810226A EP0872295A1 EP 0872295 A1 EP0872295 A1 EP 0872295A1 EP 97810226 A EP97810226 A EP 97810226A EP 97810226 A EP97810226 A EP 97810226A EP 0872295 A1 EP0872295 A1 EP 0872295A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- casting
- sand
- area
- hollow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/24—Moulds for peculiarly-shaped castings for hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/061—Materials which make up the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/067—Venting means for moulds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B3/00—Engines characterised by air compression and subsequent fuel addition
- F02B3/06—Engines characterised by air compression and subsequent fuel addition with compression ignition
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F7/00—Casings, e.g. crankcases or frames
- F02F2007/0097—Casings, e.g. crankcases or frames for large diesel engines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
Description
- die erste Formgebungsfläche bildet etwa die Hälfte derjenigen Flächen der Giessform, welche den Giessraum in dem Bereich begrenzen, der von der Kokille umgeben ist. Hieraus resultiert eine grosse Kontaktfläche, durch welche die Wärme aus der Giessmasse in die Kokille fliessen kann.
- das für die Kühlung des Hohlgiesslings wesentliche Materialvolumen der Kokille ist mindestens doppelt so gross ist wie das Volumen des von der Kokille umgebenen Bereichs des Giessraums. Somit ist gewährleistet, dass die Wärmekapazität der Kokille ausreichend ist, um eine rasche Erstarrung im Kragenbereich zu ermöglichen.
- die Wanddicke der Kokille beträgt weniger als das 1.5-fache, insbesondere etwa das 0.9-fache, des Abstands zwischen dem Sandkern und der inneren Wandung der Kokille.
- wenn zum Formen der äusseren Gestalt des Hohlgiesslings im ersten Bereich eine einstückige Kokille verwendet wird;
- wenn die Kokille vor dem Einbringen der Giessmasse durch ein fluides Medium, insbesondere Luft, erwärmt wird;
- wenn die Kokille während und/oder nach dem Einbringen der Giessmasse durch einen fluides Medium, insbesondere Luft, gekühlt wird.
- Fig. 1
- einen Schnitt durch ein Ausführungsbeispiel der erfindungsgemässen Giessform im gefüllten Zustand,
- Fig.2
- einen Schnitt durch eine Variante für die Kokille des Ausführungsbeispiels aus Fig. 1, und
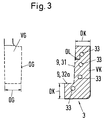
- Fig. 3
- eine schematische Schnittdarstellung eines Teils einer Zylinderlaufbuchse und eines Teils einer Kokille.
- die erste Formgebungsfläche 9, welche von der inneren Wandung 31 der Kokille 3 und dem Teil 32a des Bodens der Kokille 3 gebildet wird, etwa halb so gross ist wie die wärmeabgebende Oberfläche OG des Kragenbereichs. Hieraus resultiert eine möglichst grosse Kontaktfläche zwischen dem Kragenbereich und der gut wärmeleitenden Kokille 3.
- das Materialvolumen VK der Kokille mindestens doppelt so gross ist wie das Volumen VG des Kragenbereichs. Dadurch ist die Wärmekapazität der Kokille 3 ausreichend, um eine rasche Erstarrung des Kragenbereichs zu ermöglichen.
- die Wanddicke DK der Kokille 3 weniger als das 1.5-fache, insbesondere etwa das 0.9-fache, der Wandstärke DG des Kragenbereichs beträgt.
Claims (17)
- Giessform zum Herstellen von metallischen Hohlgiesslingen aus einer Giessmasse (6), insbesondere zum Herstellen von Zylinderlaufbuchsen für Hubkolbenbrennkraftmaschinen, speziell für Grossdieselmotoren, mit einem Einlass (4) zum Einbringen der Giessmasse (6) in einen Giessraum (5), welcher durch Formgebungsflächen (7,8,9) begrenzt ist und die Giessmasse (6) aufnimmt, dadurch gekennzeichnet, dass die Giessform (1) eine Kokille (3) und eine Sandform (2) umfasst, wobei die Kokille (3) eine erste Formgebungsfläche (9) aufweist, und die Sandform (2) die übrigen massgebenden Formgebungsflächen (7,8).
- Giessform nach Anspruch 1, bei welcher die Kokille (3) einstückig ausgestaltet ist.
- Giessform nach einem der vorangehenden Ansprüche, wobei die Kokille (3) Leitungen (33; 331,332) für ein fluides Medium, insbesondere Luft, zum Ab- und/oder Zuführen von Wärme aufweist.
- Giessform nach einem der vorangehenden Ansprüche, bei welcher die Sandform (2) einen Sandkern (21) und einen Sandmantel (22) umfasst, wobei der Giessraum (5) von dem Sandkern (21) einerseits und dem Sandmantel (22) sowie der Kokille (3) andererseits begrenzt ist.
- Giessform nach einem der vorangehenden Ansprüche, bei welcher die Kokille (3) ein einseitig offenes Gefäss mit einer inneren Wandung (31) und einem Boden (32) ist, wobei die innere Wandung (31) und zumindest ein Teil (32a) des Bodens (32) die erste Formgebungsfläche (9) bilden.
- Giessform nach Anspruch 5, wobei der Boden (32) der Kokille (3) eine Ausnehmung (322) aufweist und sich der Sandkern (21) bis in diese Ausnehmung (322) hinein erstreckt.
- Giessform nach einem der Ansprüche 5 oder 6, wobei der Abstand zwischen dem Sandkern (21) und der inneren Wandung (31) der Kokille (3) grösser ist als der Abstand zwischen dem Sandkern (21) und dem Sandmantel (22).
- Giessform nach einem der Ansprüche 5-7, bei welcher die erste Formgebungsfläche (9) etwa die Hälfte derjenigen Flächen der Giessform (1) bildet, welche den Giessraum (5) in dem Bereich begrenzen, der von der Kokille (3) umgeben ist.
- Giessform nach einem der Ansprüche 5-8, wobei das für die Kühlung des Hohlgiesslings wesentliche Materialvolumen (VK) der Kokille (3) mindestens doppelt so gross ist wie das Volumen (VG) des von der Kokille (3) umgebenen Bereichs des Giessraums (5).
- Giessform nach einem der Ansprüche 5-9, wobei die Wanddicke (DK) der Kokille (3) weniger als das 1.5-fache, insbesondere etwa das 0.9-fache, des Abstands zwischen dem Sandkern (21) und der inneren Wandung (31) der Kokille (3) beträgt.
- Verfahren zum Herstellen von metallischen Hohlgiesslingen, insbesondere Zylinderlaufbuchsen für Hubkolbenbrennkraftmaschinen, speziell für Grossdieselmotoren, wobei die Hohlgiesslinge einen ersten und einen zweiten Bereich aufweisen und die Wandstärke des Hohlgiesslings im ersten Bereich grösser ist als im zweiten Bereich, bei welchem Verfahren eine Giessmasse (6) in eine Giessform (1) eingebracht wird und dort erstarrt, dadurch gekennzeichnet, dass die äussere Gestalt des Hohlgiesslings im ersten Bereich durch eine Kokille (3) und im zweiten Bereich durch eine Sandform (2) geformt wird.
- Verfahren nach Anspruch 11, wobei zum Formen der äusseren Gestalt des Hohlgiesslings im ersten Bereich eine einstückige Kokille (3) verwendet wird.
- Verfahren nach einem der Ansprüche 11 oder 12, wobei die Kokille (3) vor dem Einbringen der Giessmasse (6) durch ein fluides Medium, insbesondere Luft, erwärmt wird.
- Verfahren nach einem der Ansprüche 11-13, wobei die Kokille (3) während und/oder nach dem Einbringen der Giessmasse (6) durch einen fluides Medium, insbesondere Luft, gekühlt wird.
- Hohlgiessling, insbesondere Zylinderlaufbuchse für eine Hubkolbenbrennkraftmaschine, speziell für einen Grossdieselmotor, mit zwei Bereichen unterschiedlicher Wandstärke, hergestellt mit einer Giessform (1) nach einem der Ansprüche 1-10.
- Hohlgiessling, insbesondere Zylinderlaufbuchse für eine Hubkolbenbrennkraftmaschine, speziell für einen Grossdieselmotor, mit zwei Bereichen unterschiedlicher Wandstärke, hergestellt nach einem Verfahren gemäss einem der Ansprüche 11-14.
- Hubkolbenbrennkraftmaschine, insbesondere Grossdieselmotor, mit mindestens einer Zylinderlaufbuchse gemäss einem der Ansprüche 15 oder 16.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97810226A EP0872295B1 (de) | 1997-04-15 | 1997-04-15 | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge |
| DK97810226T DK0872295T3 (da) | 1997-04-15 | 1997-04-15 | Støbeform og fremgangsmåde til fremstilling af metalliske hule udstøbninger samt hule udstøbninger |
| DE59707494T DE59707494D1 (de) | 1997-04-15 | 1997-04-15 | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge |
| JP08372098A JP4280322B2 (ja) | 1997-04-15 | 1998-03-30 | 中空金属鋳造品を製造するための鋳型及び方法 |
| CNB981066097A CN1168557C (zh) | 1997-04-15 | 1998-04-13 | 铸造金属空心铸件用的铸模和方法以及空心铸件 |
| KR1019980013224A KR100538284B1 (ko) | 1997-04-15 | 1998-04-14 | 메탈중공주조물을제조하는캐스팅몰드및방법과그중공주조물 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97810226A EP0872295B1 (de) | 1997-04-15 | 1997-04-15 | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0872295A1 true EP0872295A1 (de) | 1998-10-21 |
| EP0872295B1 EP0872295B1 (de) | 2002-06-12 |
Family
ID=8230208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97810226A Expired - Lifetime EP0872295B1 (de) | 1997-04-15 | 1997-04-15 | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0872295B1 (de) |
| JP (1) | JP4280322B2 (de) |
| KR (1) | KR100538284B1 (de) |
| CN (1) | CN1168557C (de) |
| DE (1) | DE59707494D1 (de) |
| DK (1) | DK0872295T3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20030071424A (ko) * | 2002-02-28 | 2003-09-03 | 에이치에스디 엔진주식회사 | 중공형 주물 제조용 복합주형 |
| WO2008055973A1 (de) | 2006-11-10 | 2008-05-15 | Nemak Dillingen Gmbh | Giessform zum giessen eines gussteils und verwendung einer solchen giessform |
| EP2399692A1 (de) * | 2010-06-28 | 2011-12-28 | Nemak Linz GmbH | Dauergießform zum Gießen von Gussstücken aus einer Metallschmelze |
| WO2013085401A1 (en) * | 2011-12-05 | 2013-06-13 | Przedsiębiorstwo Innowacyjne Odlewnictwa Specodlew - Sp. Z O. O. | Cooling plate |
| CN105728661A (zh) * | 2016-03-09 | 2016-07-06 | 南京晨光艺术工程有限公司 | 铜钟铸造工艺 |
| CN113385639A (zh) * | 2021-04-29 | 2021-09-14 | 西安交通大学 | 一种靶向控制铸件微观组织的变壁厚砂型结构设计方法及变壁厚砂型结构 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4729951B2 (ja) * | 2005-03-14 | 2011-07-20 | マツダ株式会社 | 鋳型装置及び鋳物の製造方法 |
| CN100369697C (zh) * | 2005-11-01 | 2008-02-20 | 宜昌船舶柴油机厂 | 柴油机铸钢中间体的铸造方法 |
| KR20110065015A (ko) * | 2009-12-09 | 2011-06-15 | 삼성전자주식회사 | 세탁기용 베어링하우징 및 그 제조방법 |
| DE102011079356A1 (de) * | 2011-07-18 | 2013-01-24 | Mahle International Gmbh | Gießkern einer Gussform zur Herstellung eines Zylinders |
| CN104741542B (zh) * | 2013-12-26 | 2017-02-08 | 贵州航天风华精密设备有限公司 | 一种带有薄壁筒体的大梁铸造方法及铸造模 |
| WO2015127582A1 (zh) * | 2014-02-25 | 2015-09-03 | 刘睿 | 浇铸模具 |
| CN104399881B (zh) * | 2014-11-21 | 2017-03-29 | 宜昌船舶柴油机有限公司 | 大缸径船用低速柴油机轴承座铸钢件的铸造方法 |
| DE102015216224A1 (de) * | 2015-08-25 | 2017-03-02 | Volkswagen Aktiengesellschaft | Gussform mit integrierten Kernlagerbolzen und Verfahren zur Herstellung eines Gussbauteils |
| DE102015216452A1 (de) * | 2015-08-27 | 2017-03-16 | Volkswagen Aktiengesellschaft | Werkzeug und Kokillengießverfahren zur Herstellung eines Zylinderkurbelgehäuses |
| CN106180596A (zh) * | 2016-08-31 | 2016-12-07 | 江苏万力机械股份有限公司 | 铁型覆砂六缸凸轮轴工装 |
| CN109465404A (zh) * | 2018-11-16 | 2019-03-15 | 中国航发西安动力控制科技有限公司 | 航空发动机复杂铝合金壳体铸造工艺及模具 |
| CN111069537B (zh) * | 2019-12-27 | 2021-08-24 | 大连船用推进器有限公司 | 船用调距螺旋桨油缸倒置造型结构 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5910447A (ja) * | 1982-07-08 | 1984-01-19 | Asahi Malleable Iron Co Ltd | 鋳型 |
| JPS6167540A (ja) * | 1984-09-12 | 1986-04-07 | Izumi Jidosha Kogyo Kk | 鋳型 |
| EP0646429A1 (de) * | 1993-09-02 | 1995-04-05 | Mazda Motor Corporation | Verfahren und Vorrichtung zum Wiederdruckgiessen |
| DE19533529A1 (de) * | 1995-09-11 | 1997-03-13 | Vaw Alucast Gmbh | Verfahren zum Gießen eines Motorblockes aus Aluminium |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07164100A (ja) * | 1993-12-14 | 1995-06-27 | Honda Motor Co Ltd | シリンダヘッド鋳造用冷却装置 |
-
1997
- 1997-04-15 DK DK97810226T patent/DK0872295T3/da active
- 1997-04-15 DE DE59707494T patent/DE59707494D1/de not_active Expired - Lifetime
- 1997-04-15 EP EP97810226A patent/EP0872295B1/de not_active Expired - Lifetime
-
1998
- 1998-03-30 JP JP08372098A patent/JP4280322B2/ja not_active Expired - Fee Related
- 1998-04-13 CN CNB981066097A patent/CN1168557C/zh not_active Expired - Fee Related
- 1998-04-14 KR KR1019980013224A patent/KR100538284B1/ko not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5910447A (ja) * | 1982-07-08 | 1984-01-19 | Asahi Malleable Iron Co Ltd | 鋳型 |
| JPS6167540A (ja) * | 1984-09-12 | 1986-04-07 | Izumi Jidosha Kogyo Kk | 鋳型 |
| EP0646429A1 (de) * | 1993-09-02 | 1995-04-05 | Mazda Motor Corporation | Verfahren und Vorrichtung zum Wiederdruckgiessen |
| DE19533529A1 (de) * | 1995-09-11 | 1997-03-13 | Vaw Alucast Gmbh | Verfahren zum Gießen eines Motorblockes aus Aluminium |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 008, no. 096 (M - 294) 4 May 1984 (1984-05-04) * |
| PATENT ABSTRACTS OF JAPAN vol. 010, no. 234 (M - 507) 14 August 1986 (1986-08-14) * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20030071424A (ko) * | 2002-02-28 | 2003-09-03 | 에이치에스디 엔진주식회사 | 중공형 주물 제조용 복합주형 |
| WO2008055973A1 (de) | 2006-11-10 | 2008-05-15 | Nemak Dillingen Gmbh | Giessform zum giessen eines gussteils und verwendung einer solchen giessform |
| EP2399692A1 (de) * | 2010-06-28 | 2011-12-28 | Nemak Linz GmbH | Dauergießform zum Gießen von Gussstücken aus einer Metallschmelze |
| WO2013085401A1 (en) * | 2011-12-05 | 2013-06-13 | Przedsiębiorstwo Innowacyjne Odlewnictwa Specodlew - Sp. Z O. O. | Cooling plate |
| CN105728661A (zh) * | 2016-03-09 | 2016-07-06 | 南京晨光艺术工程有限公司 | 铜钟铸造工艺 |
| CN113385639A (zh) * | 2021-04-29 | 2021-09-14 | 西安交通大学 | 一种靶向控制铸件微观组织的变壁厚砂型结构设计方法及变壁厚砂型结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0872295T3 (da) | 2002-07-15 |
| CN1168557C (zh) | 2004-09-29 |
| JPH10305347A (ja) | 1998-11-17 |
| JP4280322B2 (ja) | 2009-06-17 |
| EP0872295B1 (de) | 2002-06-12 |
| KR19980081389A (ko) | 1998-11-25 |
| CN1199659A (zh) | 1998-11-25 |
| DE59707494D1 (de) | 2002-07-18 |
| KR100538284B1 (ko) | 2006-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0872295B1 (de) | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge | |
| EP2091678B1 (de) | Giessform zum giessen eines gussteils und verwendung einer solchen giessform | |
| EP1815124B1 (de) | Verfahren zur herstellung eines kolbens fuer einen verbrennungsmotor | |
| DE102014101080B3 (de) | Vorrichtung zur Herstellung eines Zylinderkurbelgehäuses im Niederdruck- oder Schwerkraftgießverfahren | |
| DE3322424C2 (de) | ||
| EP3188860B1 (de) | Verfahren zur herstellung von eisenmetallgüssen | |
| DE102017100805A1 (de) | Gießform zum Gießen von komplex geformten Gussteilen und Verwendung einer solchen Gießform | |
| EP1948374B1 (de) | Dauergiessform und giessformeinsatz | |
| EP1786576B1 (de) | Verfahren und vorrichtung zum giessen von metallschmelze | |
| DE102013021197B3 (de) | Verfahren zum Herstellen eines Gießkerns sowie Gießkern | |
| EP2738377B1 (de) | Verfahren zur Herstellung eines Zylinderkurbelgehäuses | |
| DE102008048761A1 (de) | Verfahren zum Gießen eines Zylinderkurbelgehäuses und Gießvorrichtung zur Durchführung des Verfahrens | |
| DE102007017690A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Gussteils | |
| EP2399692B1 (de) | Gießform zum Gießen von Gussstücken aus einer Metallschmelze | |
| EP2340901B1 (de) | Verfahren zur Herstellung eines Gussteils | |
| EP0535421B1 (de) | Verfahren und Vorrichtung zur Erzeugung von Bauteilen | |
| EP2903760A1 (de) | Verfahren zur herstellung von salzkernen für die giesstechnische herstellung von werkstücken | |
| DE102021000614A1 (de) | Kokille zur rissfreien Herstellung eines Metallgegenstandes mit mindestens einem Hinterschnitt, insbesondere aus intermetallischen Legierungen wie TiAl, FeAl und anderen spröden oder rissanfälligen Werkstoffen, sowie ein entsprechendes Verfahren. | |
| WO2009056244A1 (de) | Verfahren zur herstellung eines zylinderkurbelgehäuses | |
| DE102004034802B4 (de) | Metallische Dauerform zur Herstellung von Großgussteilen aus Metalllegierungen | |
| DE607281C (de) | Verfahren zur Herstellung von Verbundgusswalzen | |
| EP1000688B1 (de) | Verfahren und Anlage zur Herstellung von Gussstücken aus Aluminium mit Einlagen | |
| DE603243C (de) | Verfahren und Vorrichtung zum Herstellen von Hohlkoerpern oder von Vollkoerpern in um die senkrechte Achse umlaufenden Schleudergussformen | |
| EP4151336A1 (de) | Druckgusswerkzeug | |
| DE2122050B2 (de) | Aussenform zur verwendung beim giessen von kokillen fuer die herstellung von stahl- brammen und aehnlichen gegenstaenden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE DK FR IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990406 |
|
| AKX | Designation fees paid |
Free format text: DE DK FR IT |
|
| 17Q | First examination report despatched |
Effective date: 19990723 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: WAERTSILAE SCHWEIZ AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE DK FR IT |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 59707494 Country of ref document: DE Date of ref document: 20020718 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20090415 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090414 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150421 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150427 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59707494 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160415 |