EP0828052A2 - Hohlprofil, insbesondere aus Kunststoff mit Wärmeisolationsmittel - Google Patents
Hohlprofil, insbesondere aus Kunststoff mit Wärmeisolationsmittel Download PDFInfo
- Publication number
- EP0828052A2 EP0828052A2 EP97115430A EP97115430A EP0828052A2 EP 0828052 A2 EP0828052 A2 EP 0828052A2 EP 97115430 A EP97115430 A EP 97115430A EP 97115430 A EP97115430 A EP 97115430A EP 0828052 A2 EP0828052 A2 EP 0828052A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow profile
- profile according
- barrier film
- longitudinal side
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
- E06B3/222—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/2632—Frames with special provision for insulation with arrangements reducing the heat transmission, other than an interruption in a metal section
- E06B2003/26325—Frames with special provision for insulation with arrangements reducing the heat transmission, other than an interruption in a metal section the convection or radiation in a hollow space being reduced, e.g. by subdividing the hollow space
- E06B2003/26327—Frames with special provision for insulation with arrangements reducing the heat transmission, other than an interruption in a metal section the convection or radiation in a hollow space being reduced, e.g. by subdividing the hollow space with separate thin walled inserts
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/26345—Frames with special provision for insulation for wooden or plastic section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B7/00—Special arrangements or measures in connection with doors or windows
- E06B7/12—Measures preventing the formation of condensed water
Abstract
Description
- Fig. 1
- ein mit einer Sperrfolie erfindungsgemäß ausgebildetes Hohlprofil, im Querschnitt und beispielhafter, vereinfachter Darstellung;
- Fig. 2
- einen Teilbereich des Hohlprofils, geschnitten, gemäß den Linien II - II in Fig. 1;
- Fig. 3
- eine andere Ausführung der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 4
- eine andere Ausführungsform der Sperrfolie im beispielhaft dargestellten, erfindungsgemäßen Hohlprofil;
- Fig. 5
- eine weitere Möglichkeit der Anbringung der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 6
- weitere Ausbildungsvarianten der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 7
- eine weitere Möglichkeit der Anbringung der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 8
- eine weitere Ausführungsvariante zur Anbringung der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 9
- eine andere Ausführungsvariante eines wärmegedämmten, erfindungsgemäßen Hohlprofils;
- Fig. 10
- eine weitere Halterungsmöglichkeit der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 11
- eine weitere Möglichkeit der Anbringung der Sperrfolie in einem erfindungsgemäßen Hohlprofil;
- Fig. 12
- eine weitere mögliche Halterung der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 13
- eine weitere Halterungsmöglichkeit der Sperrfolie im erfindungsgemäßen Hohlprofil;
- Fig. 14
- einen Teilbereich einer Kammer eines erfindungsgemäßen Hohlprofils mit einer darin angeordneten Sperrfolie, in vergrößerter Darstellung;
- Fig. 15
- die Sperrfolie mit dem Hohlprofil nach Fig. 14, in Seitenansicht, geschnitten, gemäß den Linien XV - XV in Fig. 14;
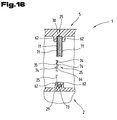
- Fig. 16
- eine weitere und gegebenenfalls für sich eigenständige Ausbildung sowie Halterungsmöglichkeit der Sperrfolie in einem erfindungsgemäßen Hohlprofil, in Stirnansicht, geschnitten.
- 1
- Hohlprofil
- 2
- Außenwand
- 3
- Außenwand
- 4
- Außenwand
- 5
- Außenwand
- 6
- Außenwand
- 7
- Längsseitenwand
- 8
- Längsseitenwand
- 9
- Sichtfläche
- 10
- Sichtfläche
- 11
- Querseitenwand
- 12
- Querseitenwand
- 13
- Fortsatz
- 14
- Fortsatz
- 15
- Nut
- 16
- Innenraum
- 17
- Stützsteg
- 18
- Stützsteg
- 19
- Stützsteg
- 20
- Kammer
- 21
- Kammer
- 22
- Kammer
- 23
- Verstärkungsprofil
- 24
- Abstütznocke
- 25
- Sperrfolie
- 26
- Distanz
- 27
- Teilkammer
- 28
- Teilkammer
- 29
- Längsseitenkante
- 30
- Längsseitenkante
- 31
- Wandstärke
- 32
- Eindringtiefe
- 33
- Fortsatz
- 34
- Durchbruch
- 35
- Oberfläche
- 36
- Wärme- bzw. Kältestrahlung
- 37
- Metallfolie
- 38
- Doppelpfeil
- 39
- Tragschichte
- 40
- Reflexionsschichte
- 41
- Falz
- 42
- Falz
- 43
- Wärmedämmschichte
- 44
- Erhebung
- 45
- Sandwichbauteil
- 46
- Verbundschichte
- 47
- Zwischenwand
- 48
- Zwischenwand
- 49
- Kanal
- 50
- Kanal
- 51
- Kanal
- 52
- Wandteil
- 53
- Höhe
- 54
- Verbindungssteg
- 55
- Breite
- 56
- Kunststoffschaumkörper
- 57
- Isolationskörper
- 58
- Hohlkammer
- 59
- Halter
- 60
- Werkzeug
- 61
- Fläche
- 62
- Haltesteg
- 63
- Abmessung
- 64
- Oberfläche
- 65
- Haltefläche
- 66
- Haltefläche
- 67
- Durchbruch
- 68
- Breite
- 69
- Durchbruch
- 70
- Quersteg
- 71
- Schichte
- 72
- Stärke
- 73
- Abkantung
- 74
- Einprägung
Claims (64)
- Hohlprofil aus Kunststoff mit Mitteln zur Wärmeisolation, insbesondere für Fenster, Türen und Rahmen, mit Außenwänden, welche durch in etwa parallel verlaufende Längsseitenwände und in etwa rechtwinkelig dazu verlaufenden Querseitenwände gebildet sind, und einem durch Stützstege in Kammern unterteilten Innenraum, dadurch gekennzeichnet, daß im Innenraum (16) oder in zumindest einer einer Längsseitenwand (7, 8) zugeordneten Kammer (20, 22) eine in einer Distanz (26) zur Längsseitenwand (7, 8) und parallel zu dieser verlaufende Sperrfolie (25) angeordnet ist.
- Hohlprofil nach Anspruch 1, dadurch gekennzeichnet, daß die Sperrfolie (25) die Kammer (20, 22) in eine der Längsseitenwand (7, 8) zugeordnete erste Teilkammer (27) und in eine zwischen der Sperrfolie (25) und einem Stützsteg (17) oder einer Außenwand (4) angeordnete zweite Teilkammer (28) unterteilt.
- Hohlprofil nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Sperrfolie (25) in etwa im Mittel zwischen der Längsseitenwand (7, 8) und dem zu dieser benachbarten und parallel verlaufenden Stützsteg (17) oder Außenwand (4) angeordnet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) im Bereich zwischen zwei in etwa parallel verlaufenden, die Kammer (20, 22) bildenden Stützstegen (18, 19) bzw. einem Stützsteg (18, 19) und der beabstandeten Außenwand (2, 4, 5) angeordnet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß mehreren Kammern (20, 22) jeweils zumindest eine Sperrfolie (25) zugeordnet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolien (25) zueinander in einer unterschiedlichen Distanz (26) zur Längsseitenwand (7, 8) angeordnet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) durch eine Folie aus Kunststoff, insbesondere aus Polyester, PVC (Polyvinylchlorid) gebildet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Sperrfolie (25) durch eine Folie aus Metall, insbesondere aus Gold und/oder Silber und/oder Bronze und/oder Platin und/oder Chrom und/oder Aluminium gebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zumindest auf eine der Oberflächen (35, 64) der Sperrfolie (25) eine Schichte (71) aufgebracht, insbesondere mit dieser beschichtet und/oder kaschiert und/oder bedampft ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Schichte (71) durch eine Metallschichte, insbesondere aus Gold und/oder Silber und/oder Bronze und/oder Platin und/oder Chrom und/oder Aluminium gebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) quer zu ihrer Längserstreckung eine Stärke (72) zwischen 0,05 mm und 10,0 mm, bevorzugt zwischen 0,075 mm und 1,0 mm, aufweist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) und/oder die Schichte (71) wärmebeständig und/oder bewitterungsbeständig und/oder UV-beständig ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zumindest eine der nächstliegenden Längsseitenwand (7, 8) zugewandte Oberfläche (35) der Sperrfolie (25) reflektierend, insbesondere Wärmestrahlen reflektierend ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) reflektierend, insbesondere Wärmestrahlen reflektierend ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Schichte (71) reflektierend, insbesondere Wärmestrahlen reflektierend ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) und/oder die Schichte (71) als wärmedämmende Schichte bzw. Lage ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) mehrschichtig bzw. mehrlagig ausgebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) aus einer mit einer Reflexionsschichte (40) versehenen Wärmedämmschichte (43) gebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Reflexionsschichte (40) über eine Verbundschichte (46) mit der Wärmedämmschichte (43) verbunden ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Verbundschichte (46) bereichsweise mit den Oberflächen der Reflexionsschichte (40) und der Wärmedämmschichte (43) verbunden ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Verbundschichte (46) mit Durchbrüchen versehen und z.B. durch Streifen, ein Netz oder ein Gitter gebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Reflexionsschichte (40) auf der der Außenwand (3, 6) zugewandten Seite der Sperrfolie (25) angeordnet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) zumindest im Bereich ihrer Längsseitenkanten (29, 30) mit einer Haftvermittlungsschichte versehen ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) zumindest im Bereich einer ihrer Längsseitenkanten (29, 30) eine Abkantung (73) und/oder ein Sicke und/oder einen Umschlag und/oder einen Falz aufweist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die die Kammer (20, 22) unterteilende Sperrfolie (25) an ihren Längsseitenkanten (29, 30) mit den Stützstegen (18, 19) und/oder Außenwänden (2, 5) thermisch verbunden ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Längsseitenkanten (29, 30) der Sperrfolie (25) im Kunststoff eingebettet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Längsseitenkanten (29, 30) der Sperrfolie (25) formschlüssig mit dem Kunststoff des Hohlprofils (1), insbesondere mit den Außenwänden (2 bis 6), Stützstegen (17 bis 19), Haltestegen (62) verbunden ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Kunststoff des Hohlprofils (1) gleichzeitig mit dem Extrusionsvorgang an die Sperrfolie (25) angeformt ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) im Bereich ihrer Längsseitenkanten (29, 30) abgewinkelte Falze (41, 42) aufweist und diese mit den Stützstegen (18, 19) bzw. einem Stützsteg (18, 19) und der beabstandeten Außenwand (2, 5) verbunden oder in diese eingebettet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß Fortsätze (33) an den Längsseitenkanten (29, 30) der Sperrfolie (25) zueinander in Längsrichtung der Sperrfolie (25) beabstandet angeordnet sind und diese die Außenwände (2, 5) bzw. die Stützstege (18, 19) zumindest teilweise durchragen.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß im Bereich der Längsseitenkanten (29, 30) der Sperrfolie (25) diese durchsetzende und in Längsrichtung derselben zueinander distanzierte Durchbrüche (69) angeordnet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zumindest die Reflexionsschichte (40) bzw. die gesamte Sperrfolie (25) einen zacken- oder wellenförmigen Querschnitt aufweist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zumindest eine der Oberflächen (35, 64) der Sperrfolie (25) verformt, insbesondere mit Einprägungen (74) versehen ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß eine Breite (68) der Sperrfolie (25) in zur Längsseitenwand (7, 8) paralleler Lage zumindest in etwa einer Abmessung (63) der Kammer (20, 22) in der gleichen Richtung entspricht.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in zumindest einer Kammer (20, 22) des Hohlprofils (1) an zumindest zwei einander gegenüberliegenden, diese umgrenzenden Flächen (61) jeweils zumindest zwei einander unmittelbar benachbarte Haltestege (62) an diesen am Hohlprofil (1) angeordnet sind, welche parallel zu den eine Sichtfläche (9, 10) bildenden Längsseitenwänden (7, 8) ausgerichtet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß sich die einander gegenüberliegenden Haltestege (62) zumindest über einen Teil der Abmessung (63) der Kammer (20, 22) in zur Längsseitenwand (7, 8) paralleler Lage erstrecken.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die unmittelbar benachbarten Haltestege (62) jeweils die Oberflächen (35, 64) der Sperrfolie (25) ausgehend von den Längsseitenkanten (29, 30) derselben zumindest bereichsweise übergreifen.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß einander zugewandte Halteflächen (65, 66) der Haltestege (62) an den Oberflächen (35, 64) der Sperrfolie (25) anliegen.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Halteflächen (65, 66) der Haltestege (62) zumindest bereichsweise mit den Oberflächen (35, 64) der Sperrfolie (25) verbunden und/oder an diese angeformt sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zwischen jeweils einander zugewandten Halteflächen (65, 66) der Haltestege (62) diese verbindende Querstege (70) angeordnet sind, welche die Durchbrüche (69) in der Sperrfolie (25) durchsetzen.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) zumindest im Bereich einer der Oberflächen (35, 64) von den Haltestegen (62) abgedeckt ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß eine Eindringtiefe (32) einer Längsseitenkante (29, 30) kleiner ist als eine Wandstärke (31) der Stützstege (18, 19) bzw. der Außenwände (2, 5).
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) über mehrere, aneinander grenzende Kammern (20, 22) durchgehend angeordnet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Sperrfolie (25) im Bereich mit kreuzenden Stützstegen (18, 19) Durchbrüche (34) aufweist.
- Hohlprofil aus Kunststoff mit Mitteln zur Wärmeisolation, insbesondere für Fenster, Türen und Rahmen, mit Außenwänden, welche durch in etwa parallel verlaufende Längsseitenwände und in etwa rechtwinkelig dazu verlaufenden Querseitenwände gebildet sind, und einem durch Stützstege in Kammern unterteilten Innenraum, insbesondere nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zumindest eine der Kammern (20, 21, 22), bevorzugt die an die Außenwand (3, 6) angrenzende Kammer (20, 22), durch Zwischenwände (47, 48) ausbildende Wandteile (52) in in Richtung der Länge des Hohlprofils (1) verlaufende Kanäle (49, 50, 51) unterteilt ist.
- Hohlprofil nach Anspruch 45, dadurch gekennzeichnet, daß die Zwischenwände (47, 48) mehrschichtig ausgebildet sind, wobei eine der Schichten eine Reflexionsschichte (40) ist.
- Hohlprofil nach Anspruch 45 oder 46, dadurch gekennzeichnet, daß die Reflexionsschichte (40) zumindest auf einer der nächstliegenden Längsseitenwand (7, 8) zugeordneten Seite zumindest einer Zwischenwand (47, 48) angeordnet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 47, dadurch gekennzeichnet, daß die Kanäle (49, 50, 51) in einer senkrecht zur Längsseitenwand (7, 8) verlaufenden Richtung nebeneinander angeordnet sind.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 48, dadurch gekennzeichnet, daß eine Zwischenwand (47, 48) mit zumindest einer Längsseitenwand (7, 8) und/oder einer Querseitenwand (11, 12) und/oder einem Stützsteg (17, 18, 19) einer Kammer (20, 22) verbunden, z.B. angeformt oder angeklebt, ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 49, dadurch gekennzeichnet, daß die Wandteile (52) als Einschubteile für die Kammer (20, 22) ausgebildet sind.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 50, dadurch gekennzeichnet, daß zwischen einer Längsseitenwand (7, 8) und einem Stützsteg (17) mehrere Zwischenwände (47, 48) angeordnet sind.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 51, dadurch gekennzeichnet, daß die in etwa senkrecht zur Längsseitenwand (7, 8) bzw. zum Stützsteg (17) ausgerichteten Verbindungsstege (54) zwischen der Längsseitenwand (7, 8), dem Stützsteg (17) und den Zwischenwänden (47, 48) in in etwa senkrecht zur Querseitenwand (11, 12) verlaufender Richtung versetzt sind.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 52, dadurch gekennzeichnet, daß die Reflexionsschichte (40) auf mehreren Zwischenwänden (47, 48) bevorzugt auf den der nächstliegenden Längsseitenwand (7, 8) zugewandten Oberflächen (35) angeordnet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 53, dadurch gekennzeichnet, daß die Reflexionsschichten (40) auf einander benachbarten Zwischenwänden (47, 48) sich in senkrecht zu den Querseitenwänden (11, 12) verlaufender Richtung überlappen.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 54, dadurch gekennzeichnet, daß auf den Verbindungsstegen (54) eine Reflexionsschichte (40) angeordnet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 45 bis 55, dadurch gekennzeichnet, daß auf der einen Kanal (49, 50, 51) begrenzenden Zwischenwand (47, 48) und den einander zugewandten Oberflächen der diesen begrenzenden Verbindungsstegen (54) eine Reflexionsschichte (40) angeordnet ist.
- Hohlprofil aus Kunststoff mit Mitteln zur Wärmeisolation, insbesondere für Fenster, Türen und Rahmen, mit Außenwänden, welche durch in etwa parallel verlaufende Längsseitenwände und in etwa rechtwinkelig dazu verlaufenden Querseitenwände gebildet sind, und einem durch Stützstege in Kammern unterteilten Innenraum, insbesondere nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in den Innenraum (16) bzw. zumindest in einer einer Längsseitenwand (7, 8) zugeordneten Kammer (20, 22) ein Isolationskörper (57), bestehend aus einem Kunststoffschaumkörper (56) und zumindest einer Reflexionsschichte (40) eingesetzt ist.
- Hohlprofil nach Anspruch 57, dadurch gekennzeichnet, daß der Isolationskörper (57) zumindest auf der der nächstliegenden Längsseitenwand (7, 8) zugeordneten Oberfläche (35) mit der Reflexionsschichte (40) versehen ist.
- Hohlprofil nach Anspruch 57 oder 58, dadurch gekennzeichnet, daß zwischen dem Isolationskörper (57) und der Längsseitenwand (7, 8) eine Hohlkammer (58) gebildet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 57 bis 59, dadurch gekennzeichnet, daß die Hohlkammer (58) zwischen dem Isolationskörper (57) und einem Stützsteg (17) gebildet ist.
- Hohlprofil nach einem oder mehreren der Ansprüche 57 bis 60, dadurch gekennzeichnet, daß der Isolationskörper (57) über eine gegen die Innenflächen der Kammern (20, 22) gerichtete Vorspannkraft an diesen anliegt.
- Hohlprofil nach einem oder mehreren der Ansprüche 57 bis 61, dadurch gekennzeichnet, daß in die Kammern (20, 22) ragende Halter (59) für die Halterung des Isolationskörpers (57) am Hohlprofil (1) angeordnet sind.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Reflexionsschichte (40) durch eine Metalldampfschichte, eine Lackschichte oder eine Folie gebildet ist.
- Hohlprofil nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Reflexionsschichte (40) aus einem Metall, z.B. Aluminium, Chrom oder dgl., besteht.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT158896A AT404860B (de) | 1996-09-06 | 1996-09-06 | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation |
| AT158896 | 1996-09-06 | ||
| AT1588/96 | 1996-09-06 | ||
| AT1063/97 | 1997-06-18 | ||
| AT106397 | 1997-06-18 | ||
| AT106397A AT406784B (de) | 1997-06-18 | 1997-06-18 | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0828052A2 true EP0828052A2 (de) | 1998-03-11 |
| EP0828052A3 EP0828052A3 (de) | 1999-12-22 |
| EP0828052B1 EP0828052B1 (de) | 2003-11-19 |
Family
ID=25594764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97115430A Expired - Lifetime EP0828052B1 (de) | 1996-09-06 | 1997-09-06 | Hohlprofil, insbesondere aus Kunststoff mit Wärmeisolationsmittel |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0828052B1 (de) |
| BG (1) | BG101869A (de) |
| CZ (1) | CZ281197A3 (de) |
| DE (1) | DE59711021D1 (de) |
| HU (1) | HUP9701458A3 (de) |
| PL (1) | PL321951A1 (de) |
| SK (1) | SK119597A3 (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0953711A2 (de) * | 1998-04-28 | 1999-11-03 | Kunststoffröhren Sendenhorst GmbH | Verfahren zum Herstellen eines Profils für Fenster oder Türen |
| DE19829460A1 (de) * | 1998-04-28 | 1999-11-11 | Sendenhorst Kunststoffroehren | Profil für Fenster oder Türen |
| WO2001006079A1 (de) * | 1999-07-15 | 2001-01-25 | SCHÜCO International KG | Kunststoffhohlprofil |
| DE10014186A1 (de) * | 2000-03-23 | 2001-09-27 | Huels Troisdorf | Hohlkammerprofil |
| GB2413145A (en) * | 2004-04-17 | 2005-10-19 | Sapa Building Systems Ltd | Glazing frames |
| DE102008008343A1 (de) * | 2008-02-08 | 2009-08-13 | Aluplast Gmbh | Profil für Fenster- oder Türrahmen |
| GB2467950A (en) * | 2009-02-21 | 2010-08-25 | Synseal Extrusions Ltd | Method of manufacturing a window profile |
| EP2607599A1 (de) * | 2011-12-23 | 2013-06-26 | REHAU AG + Co | Hohlprofil für einen Rahmen |
| WO2013170952A1 (de) | 2012-05-16 | 2013-11-21 | Technoform Bautec Holding Gmbh | Isoliersteg mit folienisolierkörper |
| WO2019179912A1 (de) * | 2018-03-21 | 2019-09-26 | Rehau Ag + Co | Hohlkammerprofil für ein fenster oder eine tür sowie dieses umfassende rahmenbaugruppe |
| EP3825502A1 (de) * | 2019-11-26 | 2021-05-26 | REHAU AG + Co | Hohlkammerprofil für ein fenster oder eine tür sowie dieses umfassende rahmenbaugruppe |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202021106856U1 (de) | 2021-12-16 | 2023-03-28 | REHAU Industries SE & Co. KG | Hohlkammerprofil für ein Fenster oder eine Tür sowie dieses umfassende Rahmenbaugruppe |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0043979A1 (de) * | 1980-07-10 | 1982-01-20 | Vereinigte Metallwerke Ranshofen-Berndorf AG | Wärmegedämmtes Profil aus Metall, insbesondere Aluminium |
| EP0153758A2 (de) * | 1984-03-01 | 1985-09-04 | Gebrüder Kömmerling Kunststoffwerke GmbH | Verbundstab, insbesondere für Fensterrahmen, Türrahmen und Rolläden |
| DE9411396U1 (de) * | 1994-07-14 | 1994-09-15 | Wicona Bausysteme Gmbh | Wärmegedämmtes Verbundprofil |
| DE9420251U1 (de) * | 1994-12-17 | 1995-02-09 | Zenker Fenster Gmbh & Co Kg | Fenster, Tür, Festverglasung o.dgl. |
| DE4434095A1 (de) * | 1993-11-01 | 1995-05-04 | Schweizer Ag E | Verbundprofil |
| DE29512502U1 (de) * | 1995-02-01 | 1995-09-21 | Kraemer Albert | Isolierkern für Verbundprofil, insbesondere für Fenster, Türen und Fassadenkonstruktionen |
| DE9413790U1 (de) * | 1994-08-26 | 1995-12-21 | Correcta Gmbh | Hohlprofil-Fensterrahmen |
| DE4426331A1 (de) * | 1994-07-25 | 1996-02-08 | Veka Ag | Extrudiertes Kunststoffprofil für Fenster, Türen o. dgl. |
| DE29614521U1 (de) * | 1996-08-09 | 1996-11-07 | Distner Hubert | Fensterprofil |
| DE29715346U1 (de) * | 1996-09-03 | 1997-12-11 | Kbe Kunststoffproduktion Gmbh | Wärmegedämmtes Hohlprofil insbesondere aus thermoplastischem Kunststoff für Fenster oder Türen |
-
1997
- 1997-09-01 HU HU9701458A patent/HUP9701458A3/hu unknown
- 1997-09-01 BG BG101869A patent/BG101869A/xx unknown
- 1997-09-04 SK SK1195-97A patent/SK119597A3/sk unknown
- 1997-09-05 CZ CZ972811A patent/CZ281197A3/cs unknown
- 1997-09-05 PL PL97321951A patent/PL321951A1/xx unknown
- 1997-09-06 EP EP97115430A patent/EP0828052B1/de not_active Expired - Lifetime
- 1997-09-06 DE DE59711021T patent/DE59711021D1/de not_active Expired - Lifetime
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0043979A1 (de) * | 1980-07-10 | 1982-01-20 | Vereinigte Metallwerke Ranshofen-Berndorf AG | Wärmegedämmtes Profil aus Metall, insbesondere Aluminium |
| EP0153758A2 (de) * | 1984-03-01 | 1985-09-04 | Gebrüder Kömmerling Kunststoffwerke GmbH | Verbundstab, insbesondere für Fensterrahmen, Türrahmen und Rolläden |
| DE4434095A1 (de) * | 1993-11-01 | 1995-05-04 | Schweizer Ag E | Verbundprofil |
| DE9411396U1 (de) * | 1994-07-14 | 1994-09-15 | Wicona Bausysteme Gmbh | Wärmegedämmtes Verbundprofil |
| DE4426331A1 (de) * | 1994-07-25 | 1996-02-08 | Veka Ag | Extrudiertes Kunststoffprofil für Fenster, Türen o. dgl. |
| DE9413790U1 (de) * | 1994-08-26 | 1995-12-21 | Correcta Gmbh | Hohlprofil-Fensterrahmen |
| DE9420251U1 (de) * | 1994-12-17 | 1995-02-09 | Zenker Fenster Gmbh & Co Kg | Fenster, Tür, Festverglasung o.dgl. |
| DE29512502U1 (de) * | 1995-02-01 | 1995-09-21 | Kraemer Albert | Isolierkern für Verbundprofil, insbesondere für Fenster, Türen und Fassadenkonstruktionen |
| DE29614521U1 (de) * | 1996-08-09 | 1996-11-07 | Distner Hubert | Fensterprofil |
| DE29715346U1 (de) * | 1996-09-03 | 1997-12-11 | Kbe Kunststoffproduktion Gmbh | Wärmegedämmtes Hohlprofil insbesondere aus thermoplastischem Kunststoff für Fenster oder Türen |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0953711A2 (de) * | 1998-04-28 | 1999-11-03 | Kunststoffröhren Sendenhorst GmbH | Verfahren zum Herstellen eines Profils für Fenster oder Türen |
| DE19829460A1 (de) * | 1998-04-28 | 1999-11-11 | Sendenhorst Kunststoffroehren | Profil für Fenster oder Türen |
| EP0953711A3 (de) * | 1998-04-28 | 2001-04-04 | Kunststoffröhren Sendenhorst GmbH | Verfahren zum Herstellen eines Profils für Fenster oder Türen |
| US6478916B1 (en) | 1998-04-28 | 2002-11-12 | Funke Kunstsoffe Gmbh | Method for the manufacture of a section for windows or doors |
| WO2001006079A1 (de) * | 1999-07-15 | 2001-01-25 | SCHÜCO International KG | Kunststoffhohlprofil |
| US6920726B2 (en) | 1999-07-15 | 2005-07-26 | SCHÜCO International KG | Hollow plastic section |
| DE10014186A1 (de) * | 2000-03-23 | 2001-09-27 | Huels Troisdorf | Hohlkammerprofil |
| GB2413145B (en) * | 2004-04-17 | 2007-02-28 | Sapa Building Systems Ltd | Glazing frames |
| GB2413145A (en) * | 2004-04-17 | 2005-10-19 | Sapa Building Systems Ltd | Glazing frames |
| DE102008008343A1 (de) * | 2008-02-08 | 2009-08-13 | Aluplast Gmbh | Profil für Fenster- oder Türrahmen |
| GB2467950A (en) * | 2009-02-21 | 2010-08-25 | Synseal Extrusions Ltd | Method of manufacturing a window profile |
| EP2607599A1 (de) * | 2011-12-23 | 2013-06-26 | REHAU AG + Co | Hohlprofil für einen Rahmen |
| WO2013170952A1 (de) | 2012-05-16 | 2013-11-21 | Technoform Bautec Holding Gmbh | Isoliersteg mit folienisolierkörper |
| DE102012009838A1 (de) * | 2012-05-16 | 2013-11-21 | Technoform Bautec Holding Gmbh | Isoliersteg mit Folienisolierkörper |
| WO2019179912A1 (de) * | 2018-03-21 | 2019-09-26 | Rehau Ag + Co | Hohlkammerprofil für ein fenster oder eine tür sowie dieses umfassende rahmenbaugruppe |
| EP3825502A1 (de) * | 2019-11-26 | 2021-05-26 | REHAU AG + Co | Hohlkammerprofil für ein fenster oder eine tür sowie dieses umfassende rahmenbaugruppe |
Also Published As
| Publication number | Publication date |
|---|---|
| CZ281197A3 (cs) | 1998-03-18 |
| SK119597A3 (en) | 1998-12-02 |
| HU9701458D0 (en) | 1997-10-28 |
| BG101869A (en) | 1998-10-30 |
| EP0828052B1 (de) | 2003-11-19 |
| EP0828052A3 (de) | 1999-12-22 |
| HUP9701458A2 (hu) | 1998-03-30 |
| DE59711021D1 (de) | 2003-12-24 |
| HUP9701458A3 (en) | 1998-10-28 |
| PL321951A1 (en) | 1998-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3162999B1 (de) | Abstandshalterprofil und isolierscheibeneinheit mit einem solchen abstandshalterprofil | |
| EP1017923B1 (de) | Abstandhalterprofil für isolierscheibeneinheit | |
| EP0957226A1 (de) | Verbundprofil für Rahmen von Fenstern, Türe, Fassadenelementen und dergl., IR-Reflexionsfolie insbes. für dieses Verbundprofil und Verwendung der IR-Reflexionsfolie bei dem Verbundprofil | |
| DE19805348A1 (de) | Abstandhalterprofil für Isolierscheibeneinheit | |
| DE3407639A1 (de) | Verbundstab, insbesondere fuer fensterrahmen, tuerrahmen und rollaeden | |
| EP0370376A2 (de) | Torblatt | |
| EP0828052B1 (de) | Hohlprofil, insbesondere aus Kunststoff mit Wärmeisolationsmittel | |
| DE2800811A1 (de) | Kastenfoermige bautafel aus extrudiertem lichtdurchlaessigem kunststoff | |
| DE8202323U1 (de) | Waermegedaemmter rahmen fuer fenster, tueren, fassadenkonstruktionen u. dergleichen | |
| EP1099038B1 (de) | Abstandhalterprofil für einen abstandhalterrahmen einer isolierscheibeneinheit | |
| DE10008370A1 (de) | Rahmenkonstruktion mit verbesserter Wärmedämmung | |
| DE102010056128A1 (de) | Abstandhalter für Isolierglaseinheiten und Verfahren zu dessen Herstellung | |
| AT406784B (de) | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation | |
| EP0550841B1 (de) | Fassadenkonstruktion | |
| DE202014010902U1 (de) | Isolierelement für Fassaden- oder Lichtdachkonstruktionen | |
| DE19707624C2 (de) | Dämmprofil für Befestigungsprofile für Fassadenplatten | |
| EP3626900B1 (de) | Dämmelement für eine fassaden-, fenster- oder türkonstruktion und fassadenkonstruktion mit einem derartigen dämmelement | |
| AT404860B (de) | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation | |
| DE102020120661A1 (de) | Fenster mit einem Lüftungskanal | |
| EP0780525B1 (de) | Fassadenprofilkonstruktion | |
| DE2824396A1 (de) | Aus wenigstens zwei unterschiedlichen werkstoffen zusammengesetztes abdichtprofil | |
| EP0940518A1 (de) | Verkleidungselement zum Verkleiden von Gebäudewänden | |
| DE19632048C2 (de) | Fensterprofil | |
| DE10251431A1 (de) | Haustür | |
| EP1744001A1 (de) | Verfahren zum Anpassen der Bautiefe eines Fenster- oder Türflügels und Bausatz zur Erstellung eines Fenster- oder Türflügels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE DK FR GB IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: NIMMRICHTER, FRANZ, ING. |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALUPLAST AUSTRIA GMBH |
|
| 17P | Request for examination filed |
Effective date: 20000621 |
|
| AKX | Designation fees paid |
Free format text: BE CH DE DK FR GB IE IT LI LU NL PT SE |
|
| AXX | Extension fees paid |
Free format text: AL PAYMENT 20000621;LT PAYMENT 20000621;LV PAYMENT 20000621;RO PAYMENT 20000621;SI PAYMENT 20000621 |
|
| 17Q | First examination report despatched |
Effective date: 20020716 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE DK FR GB IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV RO SI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031119 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59711021 Country of ref document: DE Date of ref document: 20031224 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK SWISS GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040219 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040219 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040218 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20031119 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040820 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: ALUPLAST AUSTRIA GMBH Free format text: ALUPLAST AUSTRIA GMBH#ROSSLAUF 26#4552 WARTBERG/KREMS (AT) -TRANSFER TO- ALUPLAST AUSTRIA GMBH#ROSSLAUF 26#4552 WARTBERG/KREMS (AT) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20070913 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20070919 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080930 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080915 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080827 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080731 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080927 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080908 |
|
| BERE | Be: lapsed |
Owner name: *ALUPLAST AUSTRIA G.M.B.H. Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090906 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090906 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120928 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59711021 Country of ref document: DE Effective date: 20140401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140401 |