EP0578152A1 - Verschleissmessverfahren für Mahlwalzen - Google Patents
Verschleissmessverfahren für Mahlwalzen Download PDFInfo
- Publication number
- EP0578152A1 EP0578152A1 EP19930110607 EP93110607A EP0578152A1 EP 0578152 A1 EP0578152 A1 EP 0578152A1 EP 19930110607 EP19930110607 EP 19930110607 EP 93110607 A EP93110607 A EP 93110607A EP 0578152 A1 EP0578152 A1 EP 0578152A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- grinding
- grinding rollers
- measurement
- transducer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/28—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C2210/00—Codes relating to different types of disintegrating devices
- B02C2210/01—Indication of wear on beaters, knives, rollers, anvils, linings and the like
Definitions
- the invention is directed to a method for measuring the wear of the grinding rollers of two-roller machines, in particular of high-pressure roller presses for pressure comminution of granular material.
- the nature of the surface of the grinding rollers is important, since, for example, the drawing-in behavior of the ground material largely depends on the surface quality of the grinding rollers, and on the drawing-in behavior the throughput of ground material and the size reduction progress, so that the surface properties of the grinding rollers also depend on these reasons is to be monitored.
- the visual assessment of the surface condition that is usually carried out is made more difficult by the rapid rotation speed of the grinding rollers, so that an assessment can usually only be made when the grinding rollers are at a standstill.
- the grinding roller is often also covered with adhering regrind, in particular if voids have formed in the surface due to surface detachments, which also makes a reliable assessment more difficult.
- the object of the invention is to provide a measuring method which detects the mechanical depth of wear on the roller surface, reliably indicates this and which is able to carry out the measurement during the operation of the two-roller machine and does not produce the measured value obtained in the regrind adhering to the grinding rollers adulterated.
- the measurement is expediently carried out from above at the apex line of the grinding rollers, since self-movements of the grinding roller which occur in this way, for example due to misalignment, cannot exert influences which distort the measured value.
- the measurement signal is formed by a transducer which responds to the contactless approach of metal, for example an inductive displacement transducer, which is attached above the grinding roller or is arranged displaceably over the entire roller length above the grinding roller.
- a transducer which responds to the contactless approach of metal
- an inductive displacement transducer which is attached above the grinding roller or is arranged displaceably over the entire roller length above the grinding roller.
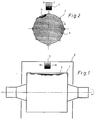
- a section parallel to the roller axis of a grinding roller (1) is shown rotatably mounted in a press frame (2).
- the sensor (3) Above the grinding roller (1) is the sensor (3), which is connected to the press frame (2) so that it can move in the direction of the arrow.
- both elevations (4) which are applied to the grinding roller surface to improve the feeding behavior of the material to be ground, and local depressions (5), which are caused by surface detachments are detected.
- the measurement signal is formed only by the distance between the sensor and the metal of the grinding roller, regrind that adheres to the grinding roller or fills the depressions (5), insofar as it cannot be magnetized, is not taken into account in the formation of the measuring signal.
- the measurement signal also occurs when the grinding roller surface is not accessible to a visual assessment.
- the measurement signal obtained with the transducer can be routed to any location, for example the control center of the two-roll machine, and can be registered there and / or optically displayed, for example by means of light-emitting diodes, and / or displayed as an acoustic signal .
Abstract
Description
- Die Erfindung ist auf ein Verfahren zur Messung des Verschleißes der Mahlwalzen von Zweiwalzenmaschinen, insbesondere von Hochdruck-Walzenpressen zur Druckzerkleinerung körnigen Gutes gerichtet.
- Bei Walzenbrechern und Walzenmühlen wird körniges, sprödes Mahlgut in den Walzenspalt, durch den die beiden drehbar gelagerten, gegenläufig rotierbaren Mahlwalzen voneinander getrennt sind, eingezogen und dort einer Druckzerkleinerung unterworfen.
- Bekannt ist auch die sogenannte Gutbettzerkleinerung im Walzenspalt einer Hochdruck-Walzenpresse, bei der die einzelnen Partikel des eingezogenen Mahlgutes in einem Gutbett, d. h. in einer zwischen den beiden Walzenoberflächen zusammengedrückten Materialschüttung bei Anwendung eines extrem hohen Druckes gegenseitig zerkleinert werden (EP-PS 0 084 383). Dabei sind die Walzenoberflächen einer außerordentlich hohen Beanspruchung ausgesetzt, woraus u. a. ein hoher Verschleiß resultiert. Es ist bekannt, durch unterschiedliche Gestaltung und Beschichtung der dem Verschleiß ausgesetzten Walzenoberflachen diesem Verschleiß entgegen zu wirken. So werden in der EP-OS 0 361 172 auf den Walzengrundkörper durch Schweißen verschiedene Schichten aus unterschiedlichen Legierungen zum Verschleißschutz aufgetragen.
- Die Kenntnis des Oberflächenzustandes der Mahlwalzen ist für den Betrieb von Zweiwalzenmaschinen, insbesondere beim Betrieb von HochdruckWalzenpressen wichtig, da rechtzeitig erkannt werden muß, wann die zum Verschleißschutz aufgetragenen Schichten erneuert werden müssen, damit keine bleibenden Schäden am Walzengrundkörper entstehen können. Weiterhin können durch lnhomogenitäten des Mahlgutes (enthaltene Fremdkörper, beispielsweise Mahlkugeln) oder durch Materialfehler der Mahlwalze Oberflächenablösungen an der Mahlwalze herbeigeführt werden, die schnell erkannt werden müssen, um größere Schäden an der Mahlwalze zu verhindern.
- Hinsichtlich des Betriebsverhaltens der Zweiwalzenmaschine ist die Beschaffenheit der Oberfläche der Mahlwalzen von Bedeutung, da beispielsweise das Einzugsverhalten des Mahlgutes weitgehend von der Oberflächenbeschaffenheit der Mahlwalzen, und vom Einzugsverhalten der Durchsatz an Mahlgut und der Zerkleinerungsfortschritt abhängen, so daß auch aus diesen Gründen die Oberflächenbeschaffenheit der Mahlwalzen zu überwachen ist.
- Die üblicherweise durchgeführte visuelle Beurteilung des Oberflächenzustandes wird erschwert durch die schnelle Drehzahl der Mahlwalzen, so daß eine Beurteilung meist nur im Stillstand der Mahlwalzen erfolgen kann. Oft ist auch die Mahlwalze mit anhaftendem Mahlgut bedeckt, insbesondere wenn durch Oberflächenablösungen in der Oberfläche Hohlräume entstandenen sind, wodurch gleichfalls eine sichere Beurteilung erschwert wird.
- Aufgabe der Erfindung ist es, ein Meßverfahren zu schaffen, das die mechanische Verschleißtiefe an der Walzenoberfläche erfaßt, diese zuverlässig anzeigt und das in der Lage ist, die Messung während des Betriebs der Zweiwalzenmaschine durchzuführen und bei dem an den Mahlwalzen anhaftendes Mahlgut den erhaltenen Meßwert nicht verfälscht.
- Die gestellte Aufgabe wird gemäß der Erfindung mit den Maßnahmen des Kennzeichnungsteils des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen der Erfindung sind in den Unteransprüchen angegeben.
- Durch die berührungslose Messung mittels eines Meßwertaufnehmers kann in kurzen Zeitintervallen praktisch jeder Bereich der Mahlwalzenoberfläche erfaßt werden und, da das Meßsignal nur auf das Metall der Mahlwalze anspricht, gibt das Meßsignal - entsprechend umgeformt - ein exaktes Bild der Oberflächenbeschaffenheit der Mahlwalze wieder. Auf diese Weise ist zu jedem Zeitpunkt der aktuelle Verschleißzustand der Mahlwalzen abrufbar oder wird durch entsprechende Vorrichtungen ständig angezeigt. Die Messung erfolgt gemäß der Erfindung zweckmäßig von oben an der Scheitellinie der Mahlwalzen, da auf diese Weise auftretende Eigenbewegungen der Mahlwalze, beispielsweise durch Schiefstellung, keine den Meßwert verfälschenden Einflüsse ausüben können.
- In vorteilhafter Ausgestaltung der Erfindung wird das Meßsignal durch einen auf die berührungslose Annäherung von Metall ansprechenden Meßwertaufnehmer, beispielsweise einem induktiven Wegaufnehmer gebildet, der oberhalb der Mahlwalze befestigt ist oder aber oberhalb der Mahlwalze über die gesamte Walzenlänge verschiebbar angeordnet ist. Es ist aber auch möglich, mehrere Meßwertaufnehmer mit Abstand nebeneinander über die gesamte Mahlwalzenlänge oberhalb der Mahlwalze anzuordnen, wodurch wie bei der verschiebbaren Anordnung des Meßwertaufnehmers gleichfalls die gesamte Mahlwalzenoberfläche erfaßt werden kann. Nachfolgend wird an einem Ausführungsbeispiel der Gegenstand der Erfindung anhand von schematischen Zeichnungsfiguren näher erläutert.
- Es zeigt:
- Fig. 1:
- Einen Schnitt in axialer Richtung durch eine Mahlwalze mit verschiebbarem Meßwertaufnehmer;
- Fig. 2:
- einen Schnitt in radialer Richtung durch eine Mahlwalze gemäß Fig. 1.
- In Fig. 1 ist einem Schnitt parallel zur Walzenachse eine Mahlwalze (1) in einem Pressenrahmen (2) drehbar gelagert dargestellt. Oberhalb der Mahlwalze (1) befindet sich der Meßwertaufnehmer (3), der mit dem Pressenrahmen (2) in Pfeilrichtung verschiebbar verbunden ist. Bei entsprechendem Meßbereich des Meßwertaufnehmers (3) können somit, wie insbesondere die Fig. 2 zeigt, sowohl Erhebungen (4), die auf der Mahlwalzenoberfläche zur Verbesserung des Einzugsverhaltens des Mahlgutes aufgebracht sind, als auch lokale Vertiefungen (5), die durch Oberflächenablösungen verursacht sind, erfaßt werden. Da das Meßsignal nur durch den Abstand zwischen dem Meßwertaufnehmer und dem Metall der Mahlwalze gebildet wird, werden an der Mahlwalze anhaftendes oder die Vertiefungen (5) ausfüllendes Mahlgut, soweit es nicht magnetisierbar ist, bei der Bildung des Meßsignals nicht berücksichtigt. Das Meßsignal kommt also auch dann zustande, wenn die Mahlwalzenoberfläche einer visuellen Beurteilung nicht zugängig ist.
- Über in der Zeichnung nicht dargestellte Leitungen kann das mit dem Meßwertaufnehmer erhaltene Meßsignal zu einem beliebigen Ort, beispielsweise dem Leitstand der Zweiwalzenmaschine, geführt und dort nach entsprechender Umformung registriert und/oder optisch, beispielsweise mittels Leuchtdioden, angezeigt und/oder als akustisches Signal wiedergegeben werden.
Claims (6)
- Verfahren zur Messung des Verschleißes der Mahlwalzen von Zweiwalzenmaschinen, insbesondere von Hochdruck-Walzenpressen zur Druckzerkleinerung körnigen Gutes, dadurch gekennzeichnet, daß die Messung durch einen elektronischen Meßwertaufnehmer (3) berührungslos während des Betriebs der Zweiwalzenmaschine erfolgt, und daß die Messung so beschaffen ist, daß eventuell an den Mahlwalzen (1) anhaftendes, nichtmagnetisierbares Gut das Meßsignal nicht beeinflußt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Messung mit mindestens einem Meßwertaufnehmer (3) je Mahlwalze oben an der Scheitellinie der Mahlwalze (1) erfolgt.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß jeweils ein Meßwertaufnehmer über jeweils einer Mahlwalze (1) über die gesamte Walzenlänge verschiebbar angeordnet ist.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß mehrere Meßwertaufnehmer (3) in frei wählbaren Abständen voneinander nebeneinander über den Mahlwalzen (1) angeordnet sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Meßsignal durch einen induktiven Wegaufnehmer gebildet wird.
- Meßeinrichtung zur berührungslosen Verschleißbestimmung an Mahlwalzen (1) von Zweiwalzenmaschinen, insbesondere zur Durchführung des Verfahrens nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß mindestens je Mahlwalze ein elektronischer Meßwertaufnehmer (3) oberhalb der Scheitellinie der Mahlwalze (1) angeordnet ist, und der elektrische Meßwertaufnehmer (3) mit einer Anzeige und/oder Registrierung für das erzeugte Meßsignal in Verbindung steht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4222085A DE4222085A1 (de) | 1992-07-04 | 1992-07-04 | Verschleißmeßverfahren für Mahlwalzen von Walzenmaschinen |
| DE4222085 | 1992-07-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0578152A1 true EP0578152A1 (de) | 1994-01-12 |
| EP0578152B1 EP0578152B1 (de) | 1997-09-24 |
Family
ID=6462542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93110607A Expired - Lifetime EP0578152B1 (de) | 1992-07-04 | 1993-07-02 | Verschleissmessvorrichtung für Mahlwalzen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0578152B1 (de) |
| AT (1) | ATE158516T1 (de) |
| DE (2) | DE4222085A1 (de) |
| DK (1) | DK0578152T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008090016A1 (de) * | 2007-01-26 | 2008-07-31 | Polysius Ag | Walzenmühle |
| WO2015049043A1 (de) * | 2013-10-02 | 2015-04-09 | Thyssenkrupp Industrial Solutions Ag | Verfahren zum betreiben einer anlage mit wenigstens einem aggregat, das eine rotierende oberfläche aufweist |
| US9890504B2 (en) | 2012-12-12 | 2018-02-13 | Vermeer Manufacturing Company | Systems and methods for sensing wear of reducing elements of a material reducing machine |
| CN107900606A (zh) * | 2017-11-08 | 2018-04-13 | 中建材(合肥)粉体科技装备有限公司 | 一种柱钉辊面的磨损均化方法 |
| CN112808367A (zh) * | 2020-12-30 | 2021-05-18 | 青岛方圆建设工程质量检测有限公司 | 一种提高耐磨试验精度的检测方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4443210A1 (de) * | 1994-12-05 | 1996-06-13 | Krupp Polysius Ag | Verfahren und Vorrichtung zur Bestimmung des Verschleißes am Umfang eines zylindrischen Körpers |
| CN109317246B (zh) | 2013-06-03 | 2020-09-22 | 布勒股份公司 | 辊对、测量装置、产品加工设备和方法 |
| CN109890507B (zh) | 2016-08-22 | 2022-01-11 | 布勒有限公司 | 用于自动优化辗轧系统的研磨线的监控和控制设备和方法 |
| DE102020129795A1 (de) | 2020-08-25 | 2022-03-03 | Deere & Company | Feldhäcksler mit Konditionierwalzen und Verschleißsensor |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3612890A (en) * | 1969-10-13 | 1971-10-12 | Trw Inc | Radiation sensitive optical gaging system |
| WO1988008957A1 (en) * | 1987-05-04 | 1988-11-17 | Dodson Edgars Darryl | Gap, wear and tram measurement system and method for grinding machines |
| EP0509809A2 (de) * | 1991-04-17 | 1992-10-21 | De Beers Industrial Diamond Division (Proprietary) Limited | Abtragindikationsapparat für eine Zerdrückungsrolle und Methode |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD201501A1 (de) * | 1981-11-09 | 1983-07-20 | Dieter Haensch | Vorrichtung zur messtechnischen erfassung von riffeln der mahlwalzen |
| DE3640701A1 (de) * | 1986-11-28 | 1988-06-09 | Siegfried E Dipl Ing Wilhelm | Vorrichtung zum messen der dickeaenderung von verschleissteilen |
| DE3706847A1 (de) * | 1987-03-03 | 1988-09-15 | Klaus Dipl Ing Nordmann | Verfahren und vorrichtung zur induktiven verschleiss- und bruchueberwachung von bewegten maschinenelementen |
| DE3733814A1 (de) * | 1987-10-07 | 1989-04-20 | Novibra Gmbh | Vorrichtung zum messen der durchmesser eines werkstuecks |
| DE3900491A1 (de) * | 1989-01-10 | 1990-07-12 | Hoesch Stahl Ag | Messeinrichtung fuer eine rundschleifmaschine |
| DE3922638A1 (de) * | 1989-07-10 | 1991-01-17 | Kloeckner Humboldt Deutz Ag | Zweiwalzenmaschine wie z.b. walzenpresse insbesondere zur druckzerkleinerung koernigen gutes, und verfahren zum betrieb einer solchen walzenmaschine |
| DD289122A5 (de) * | 1989-11-14 | 1991-04-18 | Nagema Veb K | Anordnung zum messen des walzenspaltes |
-
1992
- 1992-07-04 DE DE4222085A patent/DE4222085A1/de not_active Withdrawn
-
1993
- 1993-07-02 AT AT93110607T patent/ATE158516T1/de not_active IP Right Cessation
- 1993-07-02 EP EP93110607A patent/EP0578152B1/de not_active Expired - Lifetime
- 1993-07-02 DK DK93110607.4T patent/DK0578152T3/da active
- 1993-07-02 DE DE59307410T patent/DE59307410D1/de not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3612890A (en) * | 1969-10-13 | 1971-10-12 | Trw Inc | Radiation sensitive optical gaging system |
| WO1988008957A1 (en) * | 1987-05-04 | 1988-11-17 | Dodson Edgars Darryl | Gap, wear and tram measurement system and method for grinding machines |
| EP0509809A2 (de) * | 1991-04-17 | 1992-10-21 | De Beers Industrial Diamond Division (Proprietary) Limited | Abtragindikationsapparat für eine Zerdrückungsrolle und Methode |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 010, no. 003 8. Januar 1986 & JP-60 161 511 ( DAIDO TOKOSHUKO KK ) * |
| PATENT ABSTRACTS OF JAPAN vol. 011, no. 164 27. Mai 1987 & JP-62 000 843 ( NIPPON KOKAN ) * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008090016A1 (de) * | 2007-01-26 | 2008-07-31 | Polysius Ag | Walzenmühle |
| US9890504B2 (en) | 2012-12-12 | 2018-02-13 | Vermeer Manufacturing Company | Systems and methods for sensing wear of reducing elements of a material reducing machine |
| US10415195B2 (en) | 2012-12-12 | 2019-09-17 | Vermeer Manufacturing Company | Systems and methods for sensing wear of reducing elements of a material reducing machine |
| US10947678B2 (en) | 2012-12-12 | 2021-03-16 | Vermeer Manufacturing Company | Systems and methods for sensing wear of reducing elements of a material reducing machine |
| WO2015049043A1 (de) * | 2013-10-02 | 2015-04-09 | Thyssenkrupp Industrial Solutions Ag | Verfahren zum betreiben einer anlage mit wenigstens einem aggregat, das eine rotierende oberfläche aufweist |
| CN105592926A (zh) * | 2013-10-02 | 2016-05-18 | 蒂森克虏伯工业解决方案股份公司 | 包括至少一个具有旋转表面的组件的装置的操作方法 |
| CN105592926B (zh) * | 2013-10-02 | 2017-12-15 | 蒂森克虏伯工业解决方案股份公司 | 包括至少一个具有旋转表面的组件的装置的操作方法 |
| EA032792B1 (ru) * | 2013-10-02 | 2019-07-31 | Тюссенкрупп Индастриал Солюшнс Аг | Способ эксплуатации установки, содержащей по меньшей мере один блок с вращающейся поверхностью |
| US10556239B2 (en) | 2013-10-02 | 2020-02-11 | Thyssenkrupp Industrial Solutions Ag | Method for operating an installation comprising at least one assembly with a rotating surface |
| CN107900606A (zh) * | 2017-11-08 | 2018-04-13 | 中建材(合肥)粉体科技装备有限公司 | 一种柱钉辊面的磨损均化方法 |
| CN107900606B (zh) * | 2017-11-08 | 2019-12-31 | 中建材(合肥)粉体科技装备有限公司 | 一种柱钉辊面的磨损均化方法 |
| CN112808367A (zh) * | 2020-12-30 | 2021-05-18 | 青岛方圆建设工程质量检测有限公司 | 一种提高耐磨试验精度的检测方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0578152B1 (de) | 1997-09-24 |
| DE4222085A1 (de) | 1994-01-05 |
| DE59307410D1 (de) | 1997-10-30 |
| DK0578152T3 (da) | 1998-03-30 |
| ATE158516T1 (de) | 1997-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT505392B1 (de) | Verfahren und vorrichtung zum reinigen der mantelfläche einer walze oder rolle | |
| DE112015002982B4 (de) | Schleifvorrichtung und Schleifverfahren | |
| DE102007001620B4 (de) | Verfahren zum Betrieb einer Bearbeitungsmaschine sowie Werkzeughalterung | |
| EP1147830B1 (de) | Verfahren und Vorrichtung zum Überwachen einer Lageranordnung | |
| EP0578152B1 (de) | Verschleissmessvorrichtung für Mahlwalzen | |
| DE112017004821T5 (de) | Vorrichtung zum Messen der Dicke eines Waferträgers | |
| DE102005029637A1 (de) | Einrichtung zur Überwachung einer Förderanlage | |
| EP0976495B1 (de) | Bandschleifmaschine | |
| DE2935406A1 (de) | Messvorrichtung | |
| DE102007004004B4 (de) | Walzenmühle | |
| DE69908505T2 (de) | Schleifaggregat für mitlaufende Walzenschleifenanordnung | |
| EP1616163B1 (de) | Verfahren zur feststellung von körperschallereignissen in einem wälzlager | |
| EP2459336B1 (de) | Vorrichtung und verfahren zur detektion der druckverteilung des in einer stranggiessanlage oder walzstrasse aufgebrachten kühlmediums | |
| EP1116952A2 (de) | Verfahren und Vorrichtung zur berührungslosen Planheitsmessung von Metallbändern aus ferromagnetischen Werkstoffen | |
| EP2440370B1 (de) | Verfahren zum bearbeiten von flachen werkstücken | |
| DE2741281A1 (de) | Gasdichtung fuer rotierendes mahlwerk mit peripherer ausgabe | |
| EP1075650B1 (de) | Vorrichtung und verfahren zur messung der klebrigkeit eines fliessfähigen mediums | |
| EP3536834B1 (de) | Ballenöffner | |
| DE4103151A1 (de) | Mittenfreies grosswaelzlager | |
| DE102022123659B3 (de) | Königszapfen für eine Sattelkupplung, Sattelkupplung mit Königszapfen und Nutzfahrzeug hiermit | |
| DE10258242B4 (de) | Krempelrollensatz einer Konfektioniertrommel für die Herstellung von vor allem Autoreifen | |
| DE60038296T2 (de) | System zur Schwingungskompensation für Reifenprüfsysteme | |
| DE202010002719U1 (de) | Vorrichtung zum Zerteilen einer Schülpe in Einzelbriketts | |
| DE102007028699B4 (de) | Verfahren zum Bestimmen einer Vorspannkraft zwischen zylindrischen Oberflächen | |
| DE102020117883A1 (de) | Wälzführung mit einem Sensorelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19931030 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE DK ES FR GB LI SE |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: JORDAN, GUENTHER, DIPL.-ING. Inventor name: FISCHER-HELWIG, FRANK |
|
| 17Q | First examination report despatched |
Effective date: 19950803 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DEUTZ AKTIENGESELLSCHAFT |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE DK ES FR GB LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970924 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970924 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970924 |
|
| REF | Corresponds to: |
Ref document number: 158516 Country of ref document: AT Date of ref document: 19971015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59307410 Country of ref document: DE Date of ref document: 19971030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19971224 |
|
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19970924 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19990614 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990811 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000702 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |