EP0451067A1 - Procédé pour le transfert d'un décor sur la surface d'un objet - Google Patents
Procédé pour le transfert d'un décor sur la surface d'un objet Download PDFInfo
- Publication number
- EP0451067A1 EP0451067A1 EP91420112A EP91420112A EP0451067A1 EP 0451067 A1 EP0451067 A1 EP 0451067A1 EP 91420112 A EP91420112 A EP 91420112A EP 91420112 A EP91420112 A EP 91420112A EP 0451067 A1 EP0451067 A1 EP 0451067A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- enclosure
- decoration
- contact
- support sheet
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 21
- 238000005034 decoration Methods 0.000 claims abstract description 38
- 239000012528 membrane Substances 0.000 claims abstract description 32
- 238000000859 sublimation Methods 0.000 claims abstract description 8
- 230000008022 sublimation Effects 0.000 claims abstract description 8
- 230000001105 regulatory effect Effects 0.000 claims abstract description 3
- 239000004744 fabric Substances 0.000 claims description 14
- 239000002904 solvent Substances 0.000 claims description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052782 aluminium Inorganic materials 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 229920001296 polysiloxane Polymers 0.000 claims description 4
- 238000002791 soaking Methods 0.000 claims description 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000009434 installation Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 abstract 1
- 239000011888 foil Substances 0.000 description 4
- 210000001519 tissue Anatomy 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000003086 colorant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
- B44C1/1716—Decalcomanias provided with a particular decorative layer, e.g. specially adapted to allow the formation of a metallic or dyestuff layer on a substrate unsuitable for direct deposition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/035—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic
- B41M5/0358—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic characterised by the mechanisms or artifacts to obtain the transfer, e.g. the heating means, the pressure means or the transport means
Definitions
- the present invention relates to a process for the sublimation transfer of a design printed on a sheet of paper to an object of any shape.
- An elastically deformable synthetic membrane covers the top of the enclosure, which allows when the latter is placed under vacuum to press the sheet of paper to be sublimated on the face of the object.
- the assembly kept under vacuum, is introduced into an electric oven to sublimate the design over a few millimeters deep.
- the decoration method known as sublimation commonly used in the prior art is only valid for pieces of flat shapes or very slightly curved, because otherwise the sheet of paper coated with at least one layer of material to be sublimated wrinkles which leads to unacceptable defects in the appearance of the decoration.
- the machines used do not allow the decoration of an object on all its faces.
- Fig. 1 is a schematic perspective view of a machine for implementing the method according to the invention.
- Fig. 2 and 3 illustrate the placement of the objects and the different phases of the process according to the invention.
- Fig. 4 illustrates a variant of the process of the invention.
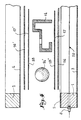
- Fig. 5 schematically shows an oil bath oven for implementing the method.
- the machine shown in fig. 1 essentially comprises two frames 1 and 2 of square section made of aluminum and hinged together so that one is fixed and the other mobile.
- a thin elastic membrane 3, 4 airtight is glued or otherwise fixed on the undersides of the frames 1 and 2.
- the membranes considered can for example be made of acetic silicone making it possible to withstand high temperatures and large elastic deformations.
- the top of the frame 1 is provided with a flat seal 5 made of a material equivalent to the membranes 3 and 4, so as to constitute a hermetic connection when the two frames 1 and 2 are pressed against each other.
- locks 6 integral with said frame 1.
- These locks can be provided in the form of ammunition box closures cooperating with fixed handles 7 carried by the frame 2.
- the side edges of the frame 1 are crossed by pipes 8 connected to a vacuum pump 9, so that said pipes open into a groove 10 formed inside the frame 1 in order to ensure a better distribution of the depression over the entire periphery of the closed enclosure.
- the first phase of a first variant of the method according to the invention consists in sticking an insulating layer such as aluminum foil 11 on one of the faces of a support for example formed from a sheet of paper 13, the opposite face is coated with a decoration 12 constituting a layer of material capable of sublimating.
- This phase is only implemented in the case of hot sublimation in order to avoid any dispersion of the colors of the decoration 12 towards the outside.
- the second step of the process consists in placing the sheet of paper 13 on the membrane 3 so that the aluminum foil 11 is in contact with said membrane 3, as illustrated in FIG. 2.
- the object is covered with another sheet of paper 13 ′, so that its sublimable decoration 12 ′ is in contact with said object, while the aluminum foil 11 ′ is located on the side of the membrane 4 of the frame 2 .
- the frame 2 is closed on the frame 1 by means of latches 6-7 so as to obtain a perfect hermetic connection between the flat seal 5 and the membrane 4.
- the vacuum pump 9 is started up so as to place the enclosure made up of the two frames 1 and 2 in vacuum, so that the membranes 3 and 4 are sucked up to come to press energetically against the sheets of paper 13, 13 ′ whose decorations 12, 12 ′ are applied against all the peripheral surfaces of the object 14, 14 ′ (fig. 3).
- the vacuum chamber is introduced into a conventional electric oven comprising resistors 15. This phase allows the decoration 12, 12 ′ of each sheet 13, 13 ′ to sublimate and penetrate a few millimeters over the entire surface of the 'object 14, 14 ′.
- the passage time of the enclosure in the oven is determined according to the material of the object 14, 14 ′ to be decorated (fig. 3) so as not to damage it.
- the bag 100 is made of a material similar to that of the membranes 3 and 4 of the enclosure, that is to say made of acetic silicone so as to withstand high temperatures as well as large deformations.
- the pocket 100 is then immersed in an oil bath oven 102 where the oil 103 is maintained at a temperature of 200 ° to 250 ° by means of resistors 104.
- the pocket 100 immersed in the oven 102 is deformed under the effect of oil pressure 103 so as to press against the outer periphery of the membranes 3 and 4 of the enclosure.
- This deformation makes it possible to immediately transmit the temperature to the sheet 13, 13 ′ and to the surface of the object 14, 14 ′ with a view to transferring the decoration 12, 12 ′ over the entire surface of the object 14, 14 ′. This transfer takes place in a few seconds allowing a perfect reproduction of the decoration 12, 12 ′ without causing a deformation of the object.
- the last operation consists in opening the enclosure and in removing the paper sheet 13 ′ which remains secured to the aluminum foil 11 ′, the decoration 12 ′ having been associated indelibly with the object 14, 14 ′ on a part of its periphery.
- the object 14, 14 ′ is removed and the sheet of paper 13 which remains integral with the aluminum sheet 11, the decoration 12 of which is transferred to the object on all of its parts not decorated by the upper decoration 12 ′.
- this cold transfer is carried out in the following manner:
- the support of the sublimable decoration or sheet of paper does not include the insulating layer formed by the aluminum sheet 11, 11 ′
- a fabric 16 impregnated with solvent is placed on the membrane 3 of the frame 1 of the enclosure (fig. 4).
- the paper sheet 17 and its decoration 18 are soaked with water.
- the paper sheet 17 is placed so that its unprinted side is in contact with the fabric 16.
- At least one object 14, 14 ′ of any shape is installed on the paper sheet 17.
- the object 14, 14 ′ is covered with another sheet of paper 17 ′, so that its decoration 18 ′ is in contact with the object 14, 14 ′.
- Another fabric 16 ′ impregnated with solvent is placed on the paper sheet 17 ′.
- the frame 2 is closed on the frame 1 by means of latches 6-7, so as to obtain a perfect hermetic connection between the flat seal 5 and the membrane 4.
- the vacuum pump 9 is started up so as to place the enclosure made up of the two frames 1 and 2 in depression, so that the membranes 3 and 4 are sucked so that they forcefully press the paper sheet 17, 17 ′ and its sublimable decoration 18, 18 ′ against all the peripheral surfaces of the object 14, 14 ′.
- the decoration 18, 18 ′ is diluted by the solvent impregnating the fabric 16, 16 ′ so that it transfers to the peripheral walls of the object 14, 14 ′. It is noted that the fact that the paper sheets 17, 17 ′ are soaked in water, delays the transfer of the solvent to the decor 18, 18 ′ whose patterns are not destroyed by this solvent which only causes the sublimation of the decorations to the object.
- the last operation consists in opening the enclosure, removing the fabric 16, 16 ′, then the sheets of paper 17, 17 ′ the decorations 18, 18 ′ being indelibly associated with the object 14, 14 ′.
- a decoration process was thus carried out either hot or cold, but using the same machine for its implementation.
- the decoration process implemented with such a machine allows the decoration of objects of any shape, if necessary on all their periphery.
Landscapes
- Decoration By Transfer Pictures (AREA)
- Adornments (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Chemically Coating (AREA)
- Toys (AREA)
Abstract
- à coller une couche isolante (11) sur la face de la feuille-support (13) opposée à son décor (12) ;
- à placer la feuille-support (13) de manière que la face recouverte de la couche isolante (11) soit en contact avec une première membrane (3) imperméable et élastique solidaire d'un cadre (1) d'une enceinte ;
- à disposer au moins un objet (14, 14′) de forme quelconque sur la feuille-support (13) ;
- à recouvrir l'objet (14, 14′) d'une autre feuille-support (13′) de façon que sa face décorée (12′) soit en contact avec ledit objet, la face opposée étant recouverte d'une couche isolante (11′) tournée du côté d'une seconde membrane (4) imperméable et élastique solidaire d'un cadre (2) de l'enceinte ;
- à fermer hermétiquement l'enceinte de manière que la couche isolante (11′) soit en contact avec la seconde membrane (4) ;
- à placer l'enceinte en dépression ;
- et à introduire l'enceinte dans un four réglé à une température déterminée assurant le transfert du décor (12, 12′) par sublimation dans la masse de l'objet (14, 14′).
Description
- La présente invention a trait à un procédé pour le transfert par sublimation d'un dessin imprimé sur une feuille de papier à un objet de forme quelconque.
- On connait des machines permettant la mise en oeuvre d'un procédé de ce genre et qui comprennent généralement, d'après la demande de brevet européen EP-A-0 252 610, une enceinte constituée d'un support rigide et d'un couvercle percé de trous, de façon à ne laisser dépasser une fois le couvercle fermé uniquement la face de l'objet à décorer. Ce dernier est posé sur le fond du support, tandis qu'une feuille de papier comportant un décor propre à se sublimer est mise en place sur le couvercle ainsi que sur la face à décorer.
- Une membrane synthétique déformable élastiquement recouvre le dessus de l'enceinte, ce qui permet lorsque cette dernière est mise sous vide de plaquer la feuille de papier à sublimer sur la face de l'objet.
- L'ensemble, maintenu sous dépression, est introduit dans un four électrique pour réaliser la sublimation du dessin sur quelques millimètres de profondeur.
- La méthode de décoration dite par sublimation employée couramment dans la technique antérieure n'est valable que pour des pièces de formes plates ou très légèrement bombées, car autrement la feuille de papier revêtue d'au moins une couche de matière à sublimer se plisse ce qui entraîne des défauts inadmissibles dans l'aspect de la décoration. De plus, les machines utilisées ne permettent pas la décoration d'un objet sur toutes ses faces.
- Les perfectionnements qui font l'objet de l'invention permettent de remédier aux inconvénients énoncés ci-dessus et vise plus particulièrement un procédé pour la sublimation à chaud ou à froid d'un dessin sur toutes les faces d'un objet de forme quelconque, ainsi qu'une machine pour sa mise en oeuvre.
- Le procédé suivant l'invention se caractérise en ce qu'il consiste :
- à coller une couche isolante sur la face opposée au décor à sublimer de la feuille-support de celui-ci ;
- à placer la feuille-support de manière que la face recouverte de la couche isolante soit en contact avec la membrane inférieure de l'enceinte ;
- à disposer au moins un objet de forme quelconque sur la feuille-support ;
- à recouvrir l'objet d'une autre feuille-support de décor à sublimer de façon que sa face décorée soit en contact avec l'objet ;
- à fermer hermétiquement l'enceinte au moyen d'une membrane supérieure imperméable élastique ;
- à placer l'enceinte en dépression ;
- et à introduire l'enceinte dans un four réglé à une température déterminé assurant le transfert du décor.
- En variante, le procédé suivant l'invention consiste :
- à imprégner un tissu de solvant de la matière constitutive de l'objet ;
- à placer le tissu sur la membrane inférieure de l'enceinte ;
- à imbiber d'eau la feuille-support du décor à sublimer ;
- à disposer la feuille-support de manière que sa face non imprimée soit en contact avec le tissu ;
- à installer au moins un objet à décorer sur la feuillesupport ;
- à recouvrir l'objet d'une autre feuille-support de décor à sublimer imbibée d'eau ;
- à poser un autre tissu imbibé de solvant sur la feuillesupport ;
- à fermer hermétiquement l'enceinte au moyen d'une membrane supérieure imperméable élastique ;
- et à placer l'enceinte en dépression pendant le temps déterminé pour assurer le transfert du décor.
- Le dessin annexé, donné à titre d'exemple, permettra de mieux comprendre l'invention, les caractéristiques qu'elle présente et les avantages qu'elle est susceptible de procurer :
- Fig. 1 est une vue en perspective schématique d'une machine pour la mise en oeuvre du procédé suivant l'invention.
- Fig. 2 et 3 illustrent la mise en place des objets et les différentes phases du procédé conforme à l'invention.
- Fig. 4 illustre une variante du procédé de l'invention.
- Fig. 5 représente schématiquement un four à bain d'huile pour la mise en oeuvre du procédé.
- La machine représentée en fig. 1 comprend essentiellement deux cadres 1 et 2 de section carrée réalisés en aluminium et articulés entre eux de manière que l'un soit fixe et l'autre mobile.
- Une membrane mince élastique 3, 4 étanche à l'air est collée ou assujettie de toute autre manière sur les faces inférieures des cadres 1 et 2. Les membranes considérées peuvent par exemple être réalisées en silicone acétique permettant de résister à de hautes températures et à de grandes déformations élastiques.
- Le dessus du cadre 1 est pourvu d'un joint d'étanchéité plat 5 réalisé en une matière équivalente aux membranes 3 et 4, de façon à constituer une liaison hermétique lorsque les deux cadres 1 et 2 sont pressés l'un contre l'autre au moyen de verrous 6 solidaires dudit cadre 1. Ces verrous peuvent être prévus sous la forme de fermetures de caisse de munitions coopérant avec des anses fixes 7 portées par le cadre 2.
- Les bords latéraux du cadre 1 sont traversés par des tuyaux 8 reliés à une pompe à vide 9, de manière que lesdits tuyaux débouchent dans une rainure 10 ménagée à l'intérieur du cadre 1 en vue d'assurer une meilleure répartition de la dépression sur toute la périphérie de l'enceinte fermée.
- La première phase d'une première variante du procédé suivant l'invention consiste à coller une couche isolante telle que du papier d'aluminium 11 sur l'une des faces d'un support par exemple formé d'une feuille de papier 13 dont la face opposée est revêtue d'un décor 12 constituant une couche de matière propre à se sublimer. Cette phase n'est mise en oeuvre que dans le cas d'une sublimation à chaud afin d'éviter toute dispersion des couleurs du décor 12 vers l'extérieur.
- La seconde étape du procédé consiste à placer la feuille de papier 13 sur la membrane 3 de manière que le papier d'aluminium 11 soit en contact avec ladite membrane 3, comme illustré en fig. 2.
- On dispose ensuite au moins un objet 14 de forme quelconque sur la feuille 13. Dans l'exemple représenté en fig. 2, on a disposé deux objets 14, 14′ l'un à côté de l'autre.
- On recouvre l'objet d'une autre feuille de papier 13′, de manière que son décor 12′ sublimable soit en contact avec ledit objet, tandis que le papier d'aluminium 11′ se trouve du côté de la membrane 4 du cadre 2.
- On ferme le cadre 2 sur le cadre 1 au moyen de verrous 6-7 de façon à obtenir une liaison hermétique parfaite entre le joint plat 5 et la membrane 4.
- On met en route la pompe à vide 9 de manière à placer l'enceinte constituée des deux cadres 1 et 2 en dépression, si bien que les membranes 3 et 4 sont aspirées pour venir se plaquer énergiquement contre les feuilles de papier 13, 13′ dont les décors 12, 12′ sont appliqués contre toutes les surfaces périphériques de l'objet 14, 14′ (fig. 3).
- On introduit l'enceinte sous dépression dans un four électrique usuel comportant des résistances 15. Cette phase permet au décor 12, 12′ de chaque feuille 13, 13′ de se sublimer et de pénétrer de quelques millimètres sur la totalité de la surface de l'objet 14, 14′. Le temps de passage de l'enceinte dans le four est déterminé suivant la matière de l'objet 14, 14′ à décorer (fig. 3) afin de ne pas l'endommager.
- Lorsque la matière de l'objet 14, 14′ ne supporte pas des temps de passage trop long par risque de déformation, il est préférable d'introduire les cadres 1 et 2 de l'enceinte en dépression dans une poche 100 solidaire d'un cadre rigide 101 comme représenté en fig. 5.
- La poche 100 est réalisée en une matière semblable à celle des membranes 3 et 4 de l'enceinte, c'est-à-dire en silicone acétique de manière à résister à de hautes températures ainsi qu'à de grandes déformations. La poche 100 est ensuite plongée dans un four à bain d'huile 102 où l'huile 103 est maintenue à une température de 200° à 250° par l'intermédiaire de résistances 104. La poche 100 plongée dans le four 102 se déforme sous l'effet de la pression de l'huile 103 de manière à venir plaquer contre le pourtour extérieur des membranes 3 et 4 de l'enceinte. Cette déformation permet de transmettre immédiatement la température à la feuille 13, 13′ et à la surface de l'objet 14, 14′ en vue du transfert du décor 12, 12′ sur toute la surface de l'objet 14, 14′ . Ce transfert se réalise en quelques secondes permettant une reproduction parfaite du décor 12, 12′ sans entraîner une déformation de l'objet.
- La dernière opération consiste à ouvrir l'enceinte et à retirer la feuille en papier 13′ resté solidaire du papier d'aluminium 11′, le décor 12′ s'étant associé de manière indélibile à l'objet 14, 14′ sur une partie de sa périphérie.
- Ensuite on retire l'objet 14, 14′ et la feuille de papier 13 restée solidaire de la feuille d'aluminium 11 dont le décor 12 s'est transféré à l'objet sur toutes ses parties non décorées par le décor supérieur 12′.
- En vue d'effectuer un transfert de décor sublimable sur des objets ne pouvant pas supporter une élévation de température suffisante pour l'application du procédé ci-dessus on réalise ce transfert à froid de la manière suivante :
- Tout d'abord, le support du décor sublimable ou feuille de papier ne comporte pas la couche isolante consituée par la feuille d'aluminium 11, 11′
- On place un tissu 16 imprégné de solvant sur la membrane 3 du cadre 1 de l'enceinte (fig. 4).
- On imbibe d'eau la feuille en papier 17 et son décor 18.
- On dispose la feuille en papier 17 de manière que sa face non imprimée soit en contact avec le tissu 16.
- On installe au moins un objet 14, 14′ de forme quelconque sur la feuille en papier 17.
- On recouvre l'objet 14, 14′ par une autre feuille en papier 17′, de manière que son décor 18′ soit en contact avec l'objet 14, 14′ .
- On pose un autre tissu 16′ imprégné de solvant sur la feuille en papier 17′.
- On ferme le cadre 2 sur le cadre 1 au moyen des verrous 6-7, de façon à obtenir une liaison hermétique parfaite entre le joint plat 5 et la membrane 4.
- On met en route la pompe à vide 9 de manière à placer l'enceinte constituée des deux cadres 1 et 2 en dépression, si bien que les membranes 3 et 4 sont aspirées pour qu'elles plaquent énergiquement la feuille en papier 17, 17′ et son décor sublimable 18, 18′ contre toutes les surfaces périphériques de l'objet 14, 14′.
- Pendant la mise sous dépression de l'enceinte, le décor 18, 18′ est dilué par le solvant imprégnant le tissu 16, 16′ de telle sorte qu'il se transfère sur les parois périphériques de l'objet 14, 14′ . On note que le fait que les feuilles en papier 17, 17′ soient imbibées d'eau, retarde le transfert du solvant vers le décor 18, 18′ dont les motifs ne sont pas détruits par ce solvant qui n'entraîne que la sublimation des décors à l'objet.
- La dernière opération consiste à ouvrir l'enceinte, à retirer le tissu 16, 16′, puis les feuilles de papier 17, 17′ les décors 18, 18′ étant associés de manière indélibile à l'objet 14, 14′ .
- On a ainsi réalisé un procédé de décoration soit à chaud, soit à froid, mais en utilisant la même machine pour sa mise en oeuvre.
- Le procédé de décoration mis en oeuvre avec une telle machine permet de réaliser la décoration d'objets de formes quelconques, au besoin sur toutes leur périphérie.
Claims (4)
- Procédé de décoration de la surface d'un objet (14, 14′) par transfert d'un décor (12, 12′) au moyen d'une machine, caractérisé en ce qu'il consiste :- à coller une couche isolante (11) sur la face de la feuille-support (13) opposée à son décor (12) ;- à placer la feuille-support (13) de manière que la face recouverte de la couche isolante (11) soit en contact avec une première membrane (3) imperméable et élastique solidaire d'un cadre (1) d'une enceinte ;- à disposer au moins un objet (14, 14′) de forme quelconque sur la feuille-support (13) ;- à recouvrir l'objet (14, 14′) d'une autre feuille-support (13′) de façon que sa face décorée (12′) soit en contact avec ledit objet, la face opposée étant recouverte d'une couche isolante (11′) tournée du côté d'une seconde membrane (4) imperméable et élastique solidaire d'un cadre (2) de l'enceinte ;- à fermer hermétiquement l'enceinte de manière que la couche isolante (11′) soit en contact avec la seconde membrane (4) ;- à placer l'enceinte en dépression ;- et à introduire l'enceinte dans un four réglé à une température déterminée assurant le transfert du décor (12, 12′) par sublimation dans la masse de l'objet (14, 14′).
- Procédé de décoration de la surface d'un objet (14, 14′) par transfert d'un décor (18, 18′) au moyen d'une machine, caractérisé en ce qu'il consiste :- à imprégner un tissu (16) de solvant de la matière constitutive de l'objet (14, 14′) ;- à placer le tissu (16) sur la première membrane (3) imperméable et élastique solidaire du cadre (1) de l'enceinte ;- à imbiber d'eau la feuille-support (17) du décor (18) à sublimer ;- à disposer la feuille-support (17) de manière que sa face non décorée soit en contact avec le tissu (16) ;- à installer au moins un objet (14, 14′) à décorer sur la feuille-support (17) en contact avec le décor (18) ;- à recouvrir l'objet (14, 14′) d'une autre feuille-support (17′) imbiber d'eau de manière que le décor (18′) soit en contact avec ledit objet ;- a poser un autre tissu (16′) imprégné de solvant sur la feuille-support (17′) ;- à fermer hermétiquement l'enceinte de manière que la seconde membrane (4) imperméable et élastique solidaire du cadre (2) vienne en contact avec le tissu (16′) ;- et à placer l'enceinte en dépression pendant un temps déterminé pour assurer le transfert du décor (18, 18′) par sublimation dans la masse de l'objet (14, 14′).
- Machine pour la mise en oeuvre du procédé suivant les revendications 1 et 2 comprenant deux cadres articulés entre eux dont l'une de leurs faces est solidaire d'une membrane déformable élastiquement, caractérisé en ce que les cadres (1 et 2) sont réalisés en aluminium et les membranes (3 et 4) en silicone acétique de manière à résister à de hautes températures ainsi qu'à de grandes déformations lors de la mise en place de l'enceinte dans un four.
- Machine pour la mise en oeuvre du procédé suivant les revendications 1 et 3, caractérisé en ce que les cadres (1 et 2) sous dépression sont introduis dans une poche (100) réalisée en silicone acétique en vue d'être plongée dans un four à bain d'huile 102 pour réaliser le transfert du décor (12, 12′) sur la surface de l'objet (14, 14′) sans déformation de ce dernier.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR909004488A FR2660252B1 (fr) | 1990-04-03 | 1990-04-03 | Procede pour le transfert d'un decor sur la surface d'un objet. |
| FR9004488 | 1990-04-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0451067A1 true EP0451067A1 (fr) | 1991-10-09 |
| EP0451067B1 EP0451067B1 (fr) | 1995-10-18 |
Family
ID=9395544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91420112A Expired - Lifetime EP0451067B1 (fr) | 1990-04-03 | 1991-04-02 | Procédé pour le transfert d'un décor sur la surface d'un objet |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0451067B1 (fr) |
| JP (1) | JP3070864B2 (fr) |
| AT (1) | ATE129200T1 (fr) |
| BR (1) | BR9101320A (fr) |
| CA (1) | CA2039054A1 (fr) |
| DE (1) | DE69113849T2 (fr) |
| ES (1) | ES2080929T3 (fr) |
| FR (1) | FR2660252B1 (fr) |
| RU (1) | RU2082619C1 (fr) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0606189A1 (fr) * | 1993-01-08 | 1994-07-13 | Jean-Noel Claveau | Machine à membrane pré-formée pour la sublimation d'un décor sur un objet |
| WO1996029208A1 (fr) * | 1995-03-22 | 1996-09-26 | Verniciatura Industriale Veneta S.P.A. | Procede de fabrication d'elements profiles, extrudes, decores |
| EP0749846A3 (fr) * | 1995-06-23 | 1997-12-10 | Osvaldo Valmassoi | Feuille ou ruban composite, pour l'impression avec transfert thermique de colorants par sublimation |
| WO1999004982A1 (fr) * | 1997-07-22 | 1999-02-04 | Claveau Jean Noel | Support d'encre pour le transfert par sublimation a basse temperature d'un decor sur la surface d'un objet de forme quelconque |
| FR2800669A1 (fr) * | 1999-11-09 | 2001-05-11 | Oreal | Procede pour appliquer un decor sur un article |
| EP1254781A2 (fr) * | 2001-04-27 | 2002-11-06 | V.I.V. International S.p.A. | Transfert pour des décorations par sublimation et procédé |
| FR2856631A1 (fr) * | 2003-06-26 | 2004-12-31 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| FR2856630A1 (fr) * | 2003-06-26 | 2004-12-31 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| WO2005084962A1 (fr) * | 2004-03-08 | 2005-09-15 | Fengran Ma | Appareil d'impression par transfert pour l'emballage automatique de materiau de section d'aluminium sous vide |
| WO2006015063A1 (fr) | 2004-07-27 | 2006-02-09 | E.I. Dupont De Nemours And Company | Média support pour encre de film et processus de décoration par sublimation |
| FR2879124A1 (fr) | 2004-12-15 | 2006-06-16 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| US7077926B2 (en) | 1998-04-15 | 2006-07-18 | V.I.V. International S.P.A. | Process for the production of variously painted and/or decorated artefacts by means of the technique of transfer from a sublimable color support |
| ES2376437A1 (es) * | 2012-01-27 | 2012-03-14 | Winkler International, S.A. | Procedimiento para la impresión de un objeto y m�?quina impresora. |
| EP2594168A1 (fr) | 2010-12-23 | 2013-05-22 | Seb Sa | Article comprenant un revêtement thermostable doté d'un décor au moins bichrome en tons continus et procédé de fabrication d'un tel article |
| WO2013190251A1 (fr) | 2012-06-22 | 2013-12-27 | Seb Sa | Encre particulaire thermostable pour application jet d'encre |
| FR3008345A1 (fr) * | 2013-07-15 | 2015-01-16 | N C G Services | Procede de decoration par sublimation |
| FR3022179A1 (fr) * | 2014-06-13 | 2015-12-18 | Jean-Noel Claveau | Equipement pour la decoration d'une piece par transfert d'encres sublimables |
| US10457816B2 (en) | 2012-12-21 | 2019-10-29 | Mcp Ip, Llc | Reinforced powder paint for composites |
| US11186108B1 (en) | 2020-10-16 | 2021-11-30 | Photo U.S.A. Corporation | Sublimation printing on to dark surfaces |
| US11548307B2 (en) | 2020-07-29 | 2023-01-10 | Photo U.S.A. Corporation | Sublimation printing production line and automated sublimation printing method for cylindrical workpieces |
| US20230040029A1 (en) * | 2021-08-05 | 2023-02-09 | Sekisui Kydex, Llc | Systems and methods for an enclosed dye sublimation apparatus |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2684046A1 (fr) * | 1991-11-26 | 1993-05-28 | Claveau Jean Noel | Procede de decoration par sublimation. |
| FR2691108A1 (fr) * | 1992-05-15 | 1993-11-19 | Henriot Francois | Perfectionnement aux procédés de thermo-impression par transfert. |
| FR2732641B1 (fr) * | 1995-04-04 | 1997-05-30 | Deniel Pierre | Dispositif sans couvercle agissant comme une ventouse pour plaquer les decalcomanies a transferer par sublimation et procede de transfert mettant en oeuvre ce dispositif |
| JP4499451B2 (ja) * | 2004-03-11 | 2010-07-07 | 日新製鋼株式会社 | 転写印刷装置 |
| US8162022B2 (en) * | 2008-10-03 | 2012-04-24 | Nike, Inc. | Method of customizing an article and apparatus |
| US7950432B2 (en) * | 2009-06-24 | 2011-05-31 | Nike, Inc. | Method of customizing an article and apparatus including an inflatable member |
| CN205130611U (zh) | 2015-11-25 | 2016-04-06 | 美可达电子影像有限公司 | 一种小型真空网带窑热转印炉 |
| IT202000015289A1 (it) * | 2020-06-25 | 2021-12-25 | Atiu S R L | Procedimento ed apparecchiatura di decorazione di oggetti mediante inchiostri sublimatici. |
| IT202000016186A1 (it) * | 2020-07-03 | 2022-01-03 | Zagni Aldo S R L | Procedimento per la decorazione di manufatti |
| EP4381124A1 (fr) * | 2021-08-05 | 2024-06-12 | Sekisui Kydex, LLC | Systèmes et procédés pour appliquer une pression positive à l'intérieur d'une machine d?impression par sublimation |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR672722A (fr) * | 1928-07-21 | 1930-01-06 | Nouveau procédé à froid pour obtenir, sous matières plastiques solubles dans des alcools appropriés des impressions inaltérables de tout produit d'imprimerie | |
| US2647337A (en) * | 1950-08-14 | 1953-08-04 | Vernon Kilns | Apparatus for pressing print tissue onto articles |
| FR2177302A5 (en) * | 1972-03-17 | 1973-11-02 | Noridem Etudes Procede | Transfer printing - for reproducing precisely corresp patterns on both sides of a substrate |
| GB1338475A (en) * | 1972-01-10 | 1973-11-21 | Haydocks Dyers Ltd | Printing machines |
| FR2203321A5 (en) * | 1972-10-16 | 1974-05-10 | Villeroy & Boch | Mechanised transference of designs onto pottery - using pref. rubber or latex membranes applied by air pressure onto article inside closed mould |
| EP0252610A1 (fr) * | 1986-06-10 | 1988-01-13 | Mascoprint Developments Limited | Impression sur des surfaces non plates, en particulier les touches de clavier d'ordinateur |
| WO1989007530A1 (fr) * | 1988-02-16 | 1989-08-24 | Kranicz, Sandor, Lajos | Procede de moulage et de decalcomanie simultanes |
-
1990
- 1990-04-03 FR FR909004488A patent/FR2660252B1/fr not_active Expired - Fee Related
-
1991
- 1991-03-26 CA CA002039054A patent/CA2039054A1/fr not_active Abandoned
- 1991-04-01 JP JP3096363A patent/JP3070864B2/ja not_active Expired - Lifetime
- 1991-04-02 DE DE69113849T patent/DE69113849T2/de not_active Expired - Fee Related
- 1991-04-02 RU SU914895054A patent/RU2082619C1/ru active
- 1991-04-02 ES ES91420112T patent/ES2080929T3/es not_active Expired - Lifetime
- 1991-04-02 AT AT91420112T patent/ATE129200T1/de not_active IP Right Cessation
- 1991-04-02 BR BR919101320A patent/BR9101320A/pt not_active IP Right Cessation
- 1991-04-02 EP EP91420112A patent/EP0451067B1/fr not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR672722A (fr) * | 1928-07-21 | 1930-01-06 | Nouveau procédé à froid pour obtenir, sous matières plastiques solubles dans des alcools appropriés des impressions inaltérables de tout produit d'imprimerie | |
| US2647337A (en) * | 1950-08-14 | 1953-08-04 | Vernon Kilns | Apparatus for pressing print tissue onto articles |
| GB1338475A (en) * | 1972-01-10 | 1973-11-21 | Haydocks Dyers Ltd | Printing machines |
| FR2177302A5 (en) * | 1972-03-17 | 1973-11-02 | Noridem Etudes Procede | Transfer printing - for reproducing precisely corresp patterns on both sides of a substrate |
| FR2203321A5 (en) * | 1972-10-16 | 1974-05-10 | Villeroy & Boch | Mechanised transference of designs onto pottery - using pref. rubber or latex membranes applied by air pressure onto article inside closed mould |
| EP0252610A1 (fr) * | 1986-06-10 | 1988-01-13 | Mascoprint Developments Limited | Impression sur des surfaces non plates, en particulier les touches de clavier d'ordinateur |
| WO1989007530A1 (fr) * | 1988-02-16 | 1989-08-24 | Kranicz, Sandor, Lajos | Procede de moulage et de decalcomanie simultanes |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0606189A1 (fr) * | 1993-01-08 | 1994-07-13 | Jean-Noel Claveau | Machine à membrane pré-formée pour la sublimation d'un décor sur un objet |
| WO1996029208A1 (fr) * | 1995-03-22 | 1996-09-26 | Verniciatura Industriale Veneta S.P.A. | Procede de fabrication d'elements profiles, extrudes, decores |
| US6136126A (en) * | 1995-03-22 | 2000-10-24 | Verniciatura Industriale Veneta S.P.A. | Process for making decorated, extruded, profiled elements |
| EP0749846A3 (fr) * | 1995-06-23 | 1997-12-10 | Osvaldo Valmassoi | Feuille ou ruban composite, pour l'impression avec transfert thermique de colorants par sublimation |
| WO1999004982A1 (fr) * | 1997-07-22 | 1999-02-04 | Claveau Jean Noel | Support d'encre pour le transfert par sublimation a basse temperature d'un decor sur la surface d'un objet de forme quelconque |
| US7077926B2 (en) | 1998-04-15 | 2006-07-18 | V.I.V. International S.P.A. | Process for the production of variously painted and/or decorated artefacts by means of the technique of transfer from a sublimable color support |
| FR2800669A1 (fr) * | 1999-11-09 | 2001-05-11 | Oreal | Procede pour appliquer un decor sur un article |
| EP1099569A1 (fr) * | 1999-11-09 | 2001-05-16 | L'oreal | Procédé pour appliquer un décor sur un article creux |
| EP1254781A3 (fr) * | 2001-04-27 | 2004-01-02 | V.I.V. International S.p.A. | Transfert pour des décorations par sublimation et procédé |
| US7033973B2 (en) | 2001-04-27 | 2006-04-25 | V.I.V. International S.P.A. | Support means for sublimation decorations and relative method |
| EP1254781A2 (fr) * | 2001-04-27 | 2002-11-06 | V.I.V. International S.p.A. | Transfert pour des décorations par sublimation et procédé |
| FR2856631A1 (fr) * | 2003-06-26 | 2004-12-31 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| FR2856630A1 (fr) * | 2003-06-26 | 2004-12-31 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| WO2005000603A2 (fr) * | 2003-06-26 | 2005-01-06 | D M T S | Procede de decoration d’un article et equipement pour la mise en œuvre de ce procede |
| WO2005000603A3 (fr) * | 2003-06-26 | 2005-07-07 | D M T S | Procede de decoration d’un article et equipement pour la mise en œuvre de ce procede |
| CN100443311C (zh) * | 2003-06-26 | 2008-12-17 | Dmts公司 | 物品的装饰方法 |
| WO2005084962A1 (fr) * | 2004-03-08 | 2005-09-15 | Fengran Ma | Appareil d'impression par transfert pour l'emballage automatique de materiau de section d'aluminium sous vide |
| WO2006015063A1 (fr) | 2004-07-27 | 2006-02-09 | E.I. Dupont De Nemours And Company | Média support pour encre de film et processus de décoration par sublimation |
| FR2879124A1 (fr) | 2004-12-15 | 2006-06-16 | Jean Noel Claveau | Procede de decoration d'un article et equipement pour la mise en oeuvre de ce procede |
| WO2006064120A1 (fr) | 2004-12-15 | 2006-06-22 | Claveau Jean-Noel | Procede de decoration d'un article et equipement pour la mise en œuvre de ce procede |
| EP2594168A1 (fr) | 2010-12-23 | 2013-05-22 | Seb Sa | Article comprenant un revêtement thermostable doté d'un décor au moins bichrome en tons continus et procédé de fabrication d'un tel article |
| EP2596726A1 (fr) | 2010-12-23 | 2013-05-29 | Seb Sa | Article comprenant un revêtement thermostable doté d'un décor au moins bichrome en tons continus et procédé de fabrication d'un tel article |
| ES2376437A1 (es) * | 2012-01-27 | 2012-03-14 | Winkler International, S.A. | Procedimiento para la impresión de un objeto y m�?quina impresora. |
| US9920208B2 (en) | 2012-06-22 | 2018-03-20 | Seb S.A. | Heat-stable particulate ink for inkjet use |
| WO2013190251A1 (fr) | 2012-06-22 | 2013-12-27 | Seb Sa | Encre particulaire thermostable pour application jet d'encre |
| US10457816B2 (en) | 2012-12-21 | 2019-10-29 | Mcp Ip, Llc | Reinforced powder paint for composites |
| US11186727B2 (en) | 2012-12-21 | 2021-11-30 | Mcp Ip, Llc | Reinforced powder paint for composites |
| WO2015007986A1 (fr) * | 2013-07-15 | 2015-01-22 | N.C.G Services | Procédé de décoration par sublimation |
| FR3008345A1 (fr) * | 2013-07-15 | 2015-01-16 | N C G Services | Procede de decoration par sublimation |
| FR3022179A1 (fr) * | 2014-06-13 | 2015-12-18 | Jean-Noel Claveau | Equipement pour la decoration d'une piece par transfert d'encres sublimables |
| US11548307B2 (en) | 2020-07-29 | 2023-01-10 | Photo U.S.A. Corporation | Sublimation printing production line and automated sublimation printing method for cylindrical workpieces |
| US11186108B1 (en) | 2020-10-16 | 2021-11-30 | Photo U.S.A. Corporation | Sublimation printing on to dark surfaces |
| US20230040029A1 (en) * | 2021-08-05 | 2023-02-09 | Sekisui Kydex, Llc | Systems and methods for an enclosed dye sublimation apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2660252A1 (fr) | 1991-10-04 |
| RU2082619C1 (ru) | 1997-06-27 |
| FR2660252B1 (fr) | 1994-10-14 |
| BR9101320A (pt) | 1991-11-26 |
| EP0451067B1 (fr) | 1995-10-18 |
| JP3070864B2 (ja) | 2000-07-31 |
| DE69113849T2 (de) | 1996-04-04 |
| JPH04226400A (ja) | 1992-08-17 |
| ES2080929T3 (es) | 1996-02-16 |
| CA2039054A1 (fr) | 1991-10-04 |
| DE69113849D1 (de) | 1995-11-23 |
| ATE129200T1 (de) | 1995-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0451067A1 (fr) | Procédé pour le transfert d'un décor sur la surface d'un objet | |
| CA2193238A1 (fr) | Dispositif permettant de sublimer un decor sur la surface d'un objet de forme quelconque | |
| EP0014615B1 (fr) | Procédé et dispositif pour la décoration d'un quelconque substrat, en particulier monture de lunettes | |
| EP0544603A1 (fr) | Procédé de décoration par sublimation d'encre | |
| CH413338A (fr) | Procédé de fabrication d'objets à partir d'une feuille de matière plastique et machine pour la mise en oeuvre de ce procédé | |
| US6344103B1 (en) | Sublimation process of transferring a decal to surface of a watch case | |
| JP2003505690A (ja) | フォイル漏洩探知室 | |
| FR2687651A1 (fr) | Ventouse pour saisir et deplacer des pieces chaudes. | |
| EP0606189B1 (fr) | Machine à membrane pré-formée pour la sublimation d'un décor sur un objet | |
| FR2606364A1 (fr) | Machine de conditionnement effectuant simultanement la fixation d'un opercule sur un contenant et sa decoupe au format | |
| EP3724416A1 (fr) | Lisse a parties detachables | |
| EP0972103B1 (fr) | Reservoir d'eau pour fer a vapeur, et procede de fabrication d'un tel reservoir | |
| EP0533883A1 (fr) | Procede de decoration d'une piece realisee par injection et piece decoree ainsi realisee | |
| FR2691108A1 (fr) | Perfectionnement aux procédés de thermo-impression par transfert. | |
| FR2732641A1 (fr) | Dispositif sans couvercle agissant comme une ventouse pour plaquer les decalcomanies a transferer par sublimation et procede de transfert mettant en oeuvre ce dispositif | |
| EP1384563B1 (fr) | Procédé de production d'un récipient creux décoré avec post-formage en moule | |
| JP2893588B2 (ja) | 真空炉の蓋の固定方法 | |
| WO1999004982A1 (fr) | Support d'encre pour le transfert par sublimation a basse temperature d'un decor sur la surface d'un objet de forme quelconque | |
| EP1554127B1 (fr) | Procede de transfert d'un revetement sur des articles a surface gauche | |
| FR3097850A1 (fr) | Contenant rigide de protection de vetements et son procede de mise en œuvre | |
| CA2259102A1 (fr) | Systeme de formage des abat-jour | |
| WO1991008906A1 (fr) | Procede et dispositif d'impression par sublimation d'un decor porte par au moins un support provisoire, sur au moins un element a decorer associe | |
| EP2167322A2 (fr) | Procede de fixation d'une decoration sur une planche de glisse | |
| FR2745229A1 (fr) | Procede de sublimation a basse temperature | |
| FR2830483A1 (fr) | Procede de marquage d'une piece en matiere plastique et piece obtenue |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920303 |
|
| 17Q | First examination report despatched |
Effective date: 19930915 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Effective date: 19951018 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19951018 Ref country code: AT Effective date: 19951018 |
|
| REF | Corresponds to: |
Ref document number: 129200 Country of ref document: AT Date of ref document: 19951115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69113849 Country of ref document: DE Date of ref document: 19951123 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960118 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960116 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2080929 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19960430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960430 Ref country code: LI Effective date: 19960430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010330 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010406 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010412 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010419 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010516 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021101 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020402 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20021101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CL |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030514 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050402 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100506 Year of fee payment: 20 |