EP0441174A2 - Verfahren und Formwerkzeug zum Anformen eines Nippels - Google Patents
Verfahren und Formwerkzeug zum Anformen eines Nippels Download PDFInfo
- Publication number
- EP0441174A2 EP0441174A2 EP91100805A EP91100805A EP0441174A2 EP 0441174 A2 EP0441174 A2 EP 0441174A2 EP 91100805 A EP91100805 A EP 91100805A EP 91100805 A EP91100805 A EP 91100805A EP 0441174 A2 EP0441174 A2 EP 0441174A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nipple
- tube
- pipe
- pipe end
- flank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/14—Making machine elements fittings
- B21K1/16—Making machine elements fittings parts of pipe or hose couplings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/20—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes or tubes with decorated walls
- B21C37/205—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes or tubes with decorated walls with annular guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D17/00—Forming single grooves in sheet metal or tubular or hollow articles
- B21D17/02—Forming single grooves in sheet metal or tubular or hollow articles by pressing
- B21D17/025—Forming single grooves in sheet metal or tubular or hollow articles by pressing by pressing tubes axially
Definitions
- the invention relates to a method for producing a molded nipple on a thin-walled, small-caliber metal pipe for motor vehicle construction, in particular on a fuel, brake or hydraulic line, the nipple on its outer contour by upsetting the pipe end with several axially spaced apart from one another, annular circumferential thickenings are provided, each of which has a radially outwardly rising flank in the axial section and a radially inwardly steeply descending, possibly radially or undercut descending flank, and where both flanks merge into one another as sharply as possible.
- the invention further relates to a molding tool for performing the method and a nipple produced by the method.
- Such thin-walled, small-caliber metal pipes are used as fuel, brake or hydraulic lines in motor vehicle construction.
- a hose made of elastic plastic or rubber is attached to the molded nipple. So that the hose is held securely on the nipple without a hose clamp and tightness between the nipple and hose is guaranteed, the flank facing away from the free end of the nipple must fall as steeply as possible in the radial direction towards the pipe axis and the transition between the two flanks should be as sharp as possible.
- the invention is therefore based on the object of demonstrating a method for producing a molded nipple on a thin-walled, small-caliber metal tube for motor vehicle construction of the type mentioned at the outset, with which the nipples in the required quality can be produced as inexpensively as possible and without substantial contamination of the tube.
- the invention is based on the object of demonstrating a mold which is particularly suitable for carrying out the method and advantageous configurations of a nipple produced by the method.
- the invention is therefore based on the idea of combining upsetting with a press in which the flow limit of the metal is exceeded so that it is displaced into the appropriately designed cavities of the mold surrounding the nipple and completely fills these cavities.
- the mandrel resting on the inner tube wall supports the inner wall, so that the metal can only be displaced radially outwards. Since the inner contour of the pushed-together molded parts corresponds to the desired outer contour of the nipple and since the metal is also displaced into the outermost corners of the cavities of the molded parts due to the high axial pressure applied, the flanks of the thickenings have the desired sharp-edged transition and also any desired inclination to the pipe axis.
- the flank facing away from the nipple end can be designed so that it runs perpendicular to the axis or, if necessary, also forms an undercut. This ensures the required tightness and pull-off force between the nipple and the attached hose.
- a further advantage of the method according to the invention is that welded tubes can also be provided with the desired nipples by this method and that it is also possible to apply the thickened portions without the original inside diameter of the tube being narrowed.
- the tube in the area of the nipple also remains essentially smooth on the inside, so that flow changes in the area of the nipple are avoided. In contrast to the method described at the beginning, no material is removed during the manufacture of the nipple and no oil is required.
- the wall thickness of the tube can also be essentially maintained over the entire length of the nipple. Inexpensive molds and machines can be used to carry out the method, the tools having a long service life.
- the nipple can be formed in one step and there is no need to deburr later. With the same outside diameter of the thickenings it is possible to use weaker pipes. The process is suitable for large series, simple, machine-safe and independent of the pipe length.
- An advantageous mold for carrying out the method according to claim 1 consists of several, each half a tube circumference, axially collapsible molded parts, the inner contour of which, when pushed together, corresponds to the outer contour of the finished nipple and each of which has the largest diameter of an annular thickening of the nipple extends to the largest diameter of the adjacent thickening of the nipple, and also consists of a compression ram movable axially relative to the shaped parts and the pipe end, and a mandrel which can be pushed into the pipe end, at least along the length of the nipple to be produced, and which bears against the inner wall of the pipe.
- the method according to the invention is suitable for small-caliber, thin-walled metal pipes, in particular steel pipes, in the diameter range D of 6 to 15 mm and a wall thickness d of 0.7 to 1 mm.
- the metal tube can be a drawn metal tube, a longitudinally welded metal tube or a metal tube wound from strips using the Bundy method.
- a nipple 1a is to be formed, which has a plurality of annular thickenings 2 arranged at axial distances from one another. In the embodiment shown, three such thickenings 2 are formed.
- each of these thickenings has, in axial section, a flank 2a, which faces the nipple end 1b and rises radially outwards and which includes an angle ⁇ of, for example, approximately 15 ° with the pipe axis A.
- each thickening 2 has on its side facing away from the nipple end 1b a radially inward steeply falling flank 2b, which includes an angle ⁇ of at least 70 ° with the pipe axis A.
- the angle ⁇ can also be 90 °. If the angle ⁇ is greater than 90 °, the flank 2b forms an undercut. The transition from the gently rising flank 2a to the steeply descending flank 2b should be as sharp as possible. Small rounding radii of around 0.15 mm are permitted.
- the particularly suitable mold for carrying out the method consists of a clamping jaw 3, a compression ram 4, a plurality of compression washers 5 and a mandrel 6.
- the compression ram 4 and the compression washers 5 are longitudinally divided in the axial direction perpendicular to the plane of the drawing, so that from the side to the Pipe end 1 created and laterally removed from this.
- the upsetting punch 4 and the mandrel 6 can each be formed in one piece.
- the outside diameter of the cylindrical mandrel 6 corresponds to the inside diameter D1 of the undeformed pipe end 1.
- the mandrel has such a large axial length that it extends over the entire nipple area during the deformation process.
- the upsetting punch 4 is provided with a cylindrical recess 7 which is intended to receive the pipe end 1.
- the compression punch 4 has a truncated cone-shaped recess 8, the inclination of which towards the tube axis and the extent thereof in the radial direction corresponds exactly to the flank 2a of the thickening 2 to be produced with it.
- the upsetting disk 5 is provided at its end facing the upsetting punch 4 with a recess 9 which serves to shape the flank 2b and forms the negative shape of this flank 2b.
- the upsetting disk 5 is provided with a recess 10, which is used to shape the gently rising flank 2a of the next thickening 2.
- the underlying upsetting disk 5 is designed in exactly the same way as the one described above.
- the clamping jaw 3 has a truncated cone-shaped recess 11, which is intended to shape the steeply falling flank 2b.
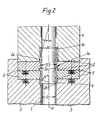
- the two upsetting disks 5 are kept at an axial distance from one another when the tool is open, as shown in FIG. 1. If the molded parts 3, 4, 5 of the molding tool are completely pushed together axially, as is shown in FIG. 2, then the inner contour of the molded parts 3, 4, 5 corresponds to that with the recesses 8 to 11 formed cavities exactly the outer contour of the nipple 1a to be manufactured.
- the two upsetting disks 5 each extend from the largest diameter D2 of an annular thickening 2 to the largest diameter of the adjacent thickening 2.
- the two mold halves containing the clamping jaws 3 and the upsetting disks 5 are slightly apart, so that the tube end 1 can be inserted or inserted into the opened mold.
- the mold halves are then brought closer to one another, the jaw halves 3 resting firmly on the pipe end 1 and securing it against axial displacement.
- the compression punch 4 and the mandrel 6 are moved in the axial direction B towards the pipe end, the mandrel 6 entering the metal pipe 1.
- the upsetting punch 4 With further movement of the upsetting punch 4, the lower end face of the upper upsetting disk 5 comes into contact and finally also the nipple end 1b on the shoulder 12 of the upsetting punch 4.
- the pressure of the upsetting punch 4 and also the length of the tube end 1 which originally protrudes upward above the clamping jaws 3 are coordinated with one another in such a way that the metal of the compressed tube end 1 begins to flow into the cavities of the pushed-together molded parts 3 formed by the indentations 8 to 11 , 4, 5 is displaced and completely fills them, as shown in Fig. 2. This completes the actual molding process.
- the mold halves are then moved radially apart again and the compression die 4 together with the mandrel 6 is moved axially upward in the opposite direction of the arrow B.
- the shaping of the thickenings 2 can optionally also be carried out in succession in a multi-stage process with so-called follow-up tools.
- Each of these follow-on tools has a split jaw, an upset punch and a mandrel.
- the first follow-up tool With the first follow-up tool, the thickening which is furthest away from the nipple end 1b is first formed, and then the remaining thickenings are successively formed in two further follow-up tools.
- the pipe end 1 should only be deformed to such an extent that the diameter ratio of the outer diameter D3 of the nipple 1a is in the range between two annular ones Thickenings 2 to the largest diameter D2 of the thickening 2 is equal to or less than 1.15, preferably equal to or less than 1.12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines angeformten Nippels an einem dünnwandigen, kleinkalibrigen Metallrohr für den Kraftfahrzeugbau, inbesondere an einer Kraftstoff-, Brems- oder Hydraulikleitung, wobei der Nippel an seiner Außenkontur durch Stauchen des Rohrendes mit mehreren, in axialen Abständen voneinander angeordneten, ringförmig umlaufenden Verdickungen versehen wird, von denen jede im Axialschnitt eine radial nach außen flach ansteigende Flanke und eine radial nach innen steil abfallende, gegebenenfalls radial oder auch hinterschnitten abfallende Flanke aufweist, und wobei beide Flanken möglichst scharfkantig ineinander übergehen. Die Erfindung betrifft ferner ein Formwerkzeug zur Durchführung des Verfahrens und einen nach dem Verfahren hergestellten Nippel.
- Derartige dünnwandige, kleinkalibrige Metallrohre werden als Kraftstoff-, Brems- oder Hydraulikleitungen im Kraftfahrzeugbau eingesetzt. Hierbei wird auf den angeformten Nippel ein Schlauch aus elastischem Kunststoff bzw. aus Gummi aufgesteckt. Damit der Schlauch ohne Schlauchklemme auf dem Nippel sicher gehalten wird und auch Dichtheit zwischen Nippel und Schlauch gewährleistet ist, muß die dem freien Ende des Nippels abgekehrte Flanke in radialer Richtung möglichst steil zur Rohrachse hin abfallen und der Übergang zwischen beiden Flanken sollte möglichst scharfkantig sein.
- In der DE 38 03 709 C1 ist ein derartiges kleinkalibriges, dünnwandiges Rohr aus Metall für den Kraftfahrzeugbau beschrieben, wobei angegeben ist, daß die ringförmigen Verdickungen nach spanlosen Formgebungsverfahren hergestellt sind. Die Verdickungen sollen gewalzt, gerollt, gehämmert oder gestaucht sein. Das Stauchen von Rohren ist zwar ein verhältnismäßig billiges Arbeitsverfahren, jedoch können mit dem bisherigen Stauchverfahren und Stauchwerkzeugen die genannten ringförmigen Verdickungen nicht so hergestellt werden, daß die eine Flanke möglichst steil zur Rohrachse hin abfällt und außerdem der Übergang zwischen beiden Flanken möglichst scharfkantig ist. Beim üblichen Stauchen wird das Rohr in Form einer nach außen gerichteten Falte ausgewölbt, wobei die Falte außen einen verhältnismäßig großen Radius aufweist, der mindestens so groß ist wie die Wanddicke des Rohres. Hierbei handelt es sich im wesentlichen um einen Biegevorgang ohne Veränderung der Wanddicke. Infolge der Abrundung einer auf diese Weise erzeugten Verdickung wird keine ausreichend große Abzugskraft und auch keine genügende Dichtigkeit zwischen Rohrnippel und Schlauch erreicht. Werden die Verdickungen, wie es auch in der DE 37 41 446 A1 angegeben ist, durch Hämmern erzeugt, dann sind hierzu sehr teuere Hämmermaschinen erforderlich. Außerdem muß das Hämmern unter Ölfluß erfolgen. Durch das Hämmern bildet sich am Rohrende ein Draht, der in einem zusätzlichen spanabhebenden Bearbeitungsgang wieder entfernt werden muß. Die hierbei entstehenden Späne und das beim Hämmern verwendete Öl verunreinigen das Rohr, so daß es nicht den Sauberkeitsanforderungen im Kraftfahrzeugbau entspricht. Es muß also noch zusätzlich gereinigt werden, was besonders bei langen Rohren aufwendig ist. Das Hämmern ist nur bei geraden und blanken Rohren möglich und bei kunststoffbeschichteten Rohren nicht anwendbar. Das Rollen kann wirtschaftlich nur durchgeführt werden, wenn sich das Werkstück dreht. Da jedoch die im Kraftfahrzeugbau verwendeten Rohre Längen bis zu 4 m und mehr aufweisen und da außerdem beim Rollen Metallabrieb entsteht, der das Rohr verunreinigen würde, ist auch dieses Verfahren, ebenso wie das Walzen für den genannten Zweck nicht einsetzbar.
- Der Erfindung liegt deshalb die Aufgabe zugrunde, ein Verfahren zur Herstellung eines angeformten Nippels an einem dünnwandigen, kleinkalibrigen Metallrohr für den Kraftfahrzeugbau der eingangs genannten Art aufzuzeigen, mit dem sich die Nippel in der geforderten Qualität möglichst preiswert und ohne wesentliche Verunreinigung des Rohres herstellen lassen.
- Ferner liegt der Erfindung die Aufgabe zugrunde, ein zur Durchführung des Verfahrens besonders geeignetes Formwerkzeug sowie vorteilhafte Ausgestaltungen eines nach dem Verfahren hergestellten Nippels aufzuzeigen.
- Das Verfahren ist nach der Erfindung gekennzeichnet durch folgende Verfahrensschritte:
- a) Einbringen des Rohrendes in ein mehrteiliges, das Rohrende umfassendes Formwerkzeug, wobei die einzelnen Formteile des Formwerkzeuges axial gegeneinander verschiebbar sind und ihre Innenkontur in zusammengeschobenem Zustand der Außenkontur des fertigen Nippels entspricht;
- b) Einbringen eines an der Innenwand des Rohres anliegenden, zylindrischen Dornes an das Rohrende zumindest auf der Länge des herzustellenden Nippels;
- c) Aufbringen eines Axialdruckes auf das Rohrende mittels eines Stauchstempels, wodurch bei gleichzeitigem axialen Zusammenschieben der einzelnen Formteile des Formwerkzeuges das Metall zumindest im Bereich der Verdickungen des Nippels zum Fließen gebracht wird, in die durch die Innenkontur der vollständig zusammengeschobenen Formteile gebildeten Hohlräume fließt und diese vollständig ausfüllt.
- Die Erfindung geht also von dem Gedanken aus, das Stauchen mit einem Pressen zu kombinieren, bei welchem die Fließgrenze des Metalls überschritten wird, so daß es in die entsprechend ausgestalteten Hohlräume des den Nippel umgebenden Formwerkzeuges verdrängt wird und diese Hohlräume vollständig ausfüllt. Der an der Rohrinnenwand anliegende Dorn stützt hierbei die Innenwand ab, so daß das Metall nur radial nach außen verdrängt werden kann. Da die Innenkontur der zusammengeschobenen Formteile der gewünschten Außenkontur des Nippels entspricht und da das Metall infolge des angewendeten hohen Axialdrucks auch in die äußersten Ecken der Hohlräume der Formteile verdrängt wird, haben die Flanken der Verdickungen den gewünschten scharfkantigen Übergang und auch jede gewünschte Neigung zur Rohrachse. Man kann die dem Nippelende abgewandte Flanke so ausgestalten, daß sie senkrecht zur Achse verläuft oder erforderlichenfalls auch eine Hinterschneidung bildet. Es wird damit die geforderte Dichtheit und Abzugskraft zwischen Nippel und dem aufgesteckten Schlauch gewährleistet. Ein weiterer Vorteil des erfindungsgemäßen Verfahrens besteht darin, daß nach diesem Verfahren auch geschweißte Rohre mit den gewünschten Nippeln versehen werden können und daß es auch möglich ist, die Verdickungen anzubringen, ohne daß der ursprüngliche Innendurchmesser des Rohres verengt wird. Auch bleibt das Rohr im Bereich des Nippels innen im wesentlichen glatt, so daß Strömungsveränderungen im Bereich des Nippels vermieden werden. Im Gegensatz zu dem eingangs beschriebenen Verfahren erfolgt während der Nippelherstellung kein Materialabtrag und es ist auch kein Öl erforderlich. Verunreinigungen des Rohres werden damit vermieden. Auch kann die Wanddicke des Rohres über die gesamte Nippellänge im wesentlichen erhalten bleiben. Zur Durchführung des Verfahrens können kostengünstige Formwerkzeuge und Maschinen verwendet werden, wobei die Werkzeuge eine hohe Standzeit aufweisen. Der Nippel kann in einem Arbeitsgang geformt werden und ein späteres Entgraten entfällt. Bei gleichem Außendurchmesser der Verdickungen ist es möglich, schwächere Rohre zu verwenden. Das Verfahren ist großserientauglich, einfach, automatensicher und unabhängig von der Rohrlänge.
- Ein vorteilhaftes Formwerkzeug zur Durchführung des Verfahrens gemäß Patentanspruch 1 besteht aus mehreren, jeweils einen halben Rohrumfang umgrenzenden, axial zusammenschiebbaren Formteilen, deren Innenkontur in zusammengeschobenem Zustand der Außenkontur des fertigen Nippels entspricht und von denen sich jedes von dem größten Durchmesser einer ringförmigen Verdickung des Nippels bis zum größten Durchmesser der benachbarten Verdickung des Nippels erstreckt, und besteht ferner aus einem axial gegenüber den Formteilen und dem Rohrende beweglichen Stauchstempel, sowie einem in das Rohrende, zumindest auf der Länge des herzustellenden Nippels einschiebbaren und an der Innenwand des Rohres anliegenden Dorn.
- Vorteilhafte Ausgestaltungen eines nach dem Verfahren hergestellten Nippels sind in den Unteransprüchen gekennzeichnet.
- Die Erfindung wird in folgendem, anhand eines für die Durchführung des Verfahrens besonders geeigneten Formwerkzeuges näher erläutert. Es zeigen:
- Figur 1
- einen Axialschnitt des Formwerkzeuges und des Rohrendes vor Beginn der Verformung,
- Figur 2
- einen Axialschnitt am Ende der Verformung.
- Das erfindungsgemäße Verfahren ist für kleinkalibrige, dünnwandige Metallrohre, insbesondere Stahlrohre, im Durchmesserbereich D von 6 bis 15 mm und einer Wanddicke d von O,7 bis 1 mm geeignet. Hierbei kann das Metallrohr ein gezogenes Metallrohr, ein längsgeschweißtes oder auch nach dem Bundy-Verfahren aus Streifen gewickeltes Metallrohr sein. An das Ende dieses Metallrohres 1 soll ein Nippel 1a angeformt werden, der mehrere in axialen Abständen voneinander angeordnete, ringförmige Verdickungen 2 aufweist. Beim gezeigten Ausführungsbeispiel sind drei derartige Verdickungen 2 angeformt. Jede dieser Verdickungen weist im Axialschnitt eine dem Nippelende 1b zugekehrte, radial nach außen flach ansteigende Flanke 2a auf, die einen Winkel α von beispielsweise etwa 15° mit der Rohrachse A einschließt. Außerdem weist jede Verdickung 2 an ihrer dem Nippelende 1b abgewandten Seite eine radial nach innen steil abfallende Flanke 2b auf, die einen Winkel β von wenigstens 70° mit der Rohrachse A einschließt. Der Winkel β kann jedoch auch 90° betragen. Ist der Winkel β größer als 90°, dann bildet die Flanke 2b eine Hinterschneidung. Der Übergang von der flach ansteigenden Flanke 2a zur steil abfallenden Flanke 2b soll möglichst scharfkantig sein. Kleine Abrundungsradien von etwa 0,15 mm sind jedoch zulässig.
- Das zur Durchführung des Verfahrens besonders geeignete Formwerkzeug besteht aus einem Klemmbacken 3, einem Stauchstempel 4, mehreren Stauchscheiben 5 und einem Dorn 6. Der Stauchstempel 4 und die Stauchscheiben 5 sind senkrecht zur Zeichenebene in Axialrichtung längsgeteilt, so daß sie von der Seite her an das Rohrende 1 angelegt und von diesem wieder seitlich entfernt werden können. Der Stauchstempel 4 und der Dorn 6 können jeweils einteilig ausgebildet sein. Der Außendurchmesser des zylindrischen Dornes 6 entspricht dem Innendurchmesser D1 des unverformten Rohrendes 1. Der Dorn weist eine so große axiale Länge auf, daß er sich während des Verformungsvorganges über den gesamten Nippelbereich erstreckt.
- Der Stauchstempel 4 ist mit einer zylindrischen Eindrehung 7 versehen, die zur Aufnahme des Rohrendes 1 bestimmt ist. Außerdem weist der Stauchstempel 4 eine kegelstumpfförmige Eindrehung 8 auf, deren Neigung zur Rohrachse und deren Ausdehnung in radialer Richtung genau der Flanke 2a der hiermit herzustellenden Verdickung 2 entspricht. Die Stauchscheibe 5 ist an ihrem dem Stauchstempel 4 zugekehrten Ende mit einer Eindrehung 9 versehen, die zur Formgebung der Flanke 2b dient und die Negativform dieser Flanke 2b bildet. Weiterhin ist die Stauchscheibe 5 mit einer Ausdrehung 10 versehen, die zur Formgebung der flach ansteigenden Flanke 2a der nächsten Verdickung 2 dient. Die darunterliegende Stauchscheibe 5 ist genauso ausgebildet, wie die vorhergehend beschriebene. Es sind deshalb auch die gleichen Bezugszeichen für Teile gleicher Funktion verwendet worden. Der Klemmbacken 3 weist eine kegelstumpfförmige Eindrehung 11 auf, die zur Formgebung der steil abfallenden Flanke 2b bestimmt ist. Mittels Federn 14 werden die beiden Stauchscheiben 5 bei geöffnetem Werkzeug in axialem Abstand voneinander gehalten, wie es in Fig. 1 dargestellt ist. Wenn die Formteile 3, 4, 5 des Formwerkzeuges axial vollständig zusammengeschoben sind, wie es in Fig. 2 dargestellt ist, dann entspricht die Innenkontur der Formteile 3, 4, 5 mit den durch die Eindrehungen 8 bis 11 gebildeten Hohlräumen genau der Außenkontur des herzustellenden Nippels 1a. Die beiden Stauchscheiben 5 erstrecken sich jeweils von dem größten Durchmesser D2 einer ringförmigen Verdickung 2 bis zum größten Durchmesser der benachbarten Verdickung 2.
- Vor Beginn der Anformung des Nippels 1a sind die beiden, die Klemmbacken 3 und die Stauchscheiben 5 enthaltenden Formhälften etwas voneinander entfernt, so daß das Rohrende 1 in die geöffnete Form eingesteckt oder eingelegt werden kann. Die Formhälften werden dann einander genähert, wobei sich die Klemmbackenhälften 3 fest an das Rohrende 1 anlegen und dieses gegen axiale Verschiebung sichern. Der Stauchstempel 4 und der Dorn 6 werden in Axialrichtung B zum Rohrende hin bewegt, wobei der Dorn 6 in das Metallrohr 1 eintritt. Bei weiterer Bewegung des Stauchstempels 4 nach unten kommt zunächst dessen untere Stirnfläche an der oberen Stauchscheibe 5 zur Anlage und schließlich auch das Nippelende 1b an den Absatz 12 des Stauchstempels 4. Hierdurch wird im folgenden Verlauf das Rohrende 1 in axialer Richtung gestaucht. Da der an der Innenwand des Rohrendes 1 anliegende Dorn 6 ein Ausweichen der Rohrwandung nach innen unmöglich macht, weicht das Metall der Rohrwandung nach außen in die kegelstumpfförmigen Eindrehungen 8 bis 11 aus. Die Stauchscheiben 5 kommen schließlich aneinander zur Anlage und die untere Stauchscheibe 5 an der Radialfläche 13 des Klemmbackens 3. Damit ist das Formwerkzeug vollständig geschlossen und die Form teile 3, 4, 5 nehmen die in Fig. 2 dargestellte Stellung ein. Der Druck des Stauchstempels 4 sowie auch die ursprünglich über den Klemmbacken 3 nach oben hinausragende Länge des Rohrendes 1 sind so aufeinander abgestimmt, daß das Metall des gestauchten Rohrendes 1 zu fließen beginnt, in die durch die Eindrehungen 8 bis 11 gebildeten Hohlräume der zusammengeschobenen Formteile 3, 4, 5 verdrängt wird und diese vollständig ausfüllt, wie es in Fig. 2 dargestellt ist. Damit ist der eigentliche Anformvorgang beendet. Die Formhälften werden dann wieder radial auseinanderbewegt und der Stauchstempel 4 zusammen mit dem Dorn 6 entgegen der Pfeilrichtung B axial nach oben bewegt.
- Das Anformen der Verdickungen 2 kann gegebenenfalls auch nacheinander in einem mehrstufigen Verfahren mit sogenannten Folgewerkzeugen erfolgen. Jedes dieser Folgewerkzeuge weist einen geteilten Klemmbacken, einen Stauchstempel und einen Dorn auf. Mit dem ersten Folgewerkzeug wird zunächst die vom Nippelende 1b am weitesten entfernt liegende Verdickung angeformt und dann nacheinander in zwei weiteren Folgewerkzeugen die übrigen Verdickungen.
- Damit das Metall des Rohrendes 1 die Hohlräume der Form vollständig ausfüllt und somit die Außenkontur des angeformten Nippels 1a der Innenkontur der Form entspricht, sollte das Rohrende 1 nur so weit verformt werden, daß das Durchmesserverhältnis des Außendurchmessers D3 des Nippels 1a im Bereich zwischen zwei ringförmigen Verdickungen 2 zu dem größten Durchmesser D2 der Verdickung 2 gleich oder kleiner 1,15, vorzugsweise gleich oder kleiner 1,12, ist.
Claims (5)
- Verfahren zur Herstellung eines angeformten Nippels an einem dünnwandigen, kleinkalibrigen Metallrohr für den Kraftfahrzeugbau, insbesondere an einer Kraftstoff-, Brems- oder Hydraulikleitung, wobei der Nippel an seiner Außenkontur durch Stauchen des Rohrendes mit mehreren, in axialen Abständen voneinander angeordneten, ringförmig umlaufenden Verdickungen versehen wird, von denen jede im Axialschnitt eine radial nach außen flach ansteigende Flanke und eine radial nach innen steil abfallende, gegebenenfalls radial oder auch hinterschnitten abfallende Flanke aufweist, und wobei beide Flanken möglichst scharfkantig ineinander übergehen, gekennzeichnet durch folgende Verfahrensschritte:a) Einbringen des Rohrendes (1) in ein mehrteiliges, das Rohrende umfassendes Formwerkzeug, wobei die einzelnen Formteile (3 bis 5) des Formwerkzeuges axial gegeneinander verschiebbar sind und ihre Innenkontur (7 bis 11) in zusammengeschobenem Zustand der Außenkontur des fertigen Nippels (1a) entspricht;b) Einbringen eines an der Innenwand des Rohres anliegenden, zylindrischen Dornes (6) in das Rohrende (1) zumindest auf der Länge des herzustellenden Nippels (1a);c) Aufbringen eines Axialdruckes auf das Rohrende mittels eines Stauchstempels (4), wodurch bei gleichzeitigem axialen Zusammenschieben der einzelnen Formteile (3 bis 5) des Formwerkzeuges das Metall zumindest im Bereich der Verdickungen (2) des Nippels (1a) zum Fließen gebracht wird, in die durch die Innenkontur der vollständig zusammengeschobenen Formteile (3 bis 5) gebildeten Hohlräume fließt und diese vollständig ausfüllt.
- Formwerkzeug zur Durchführung des Verfahrens nach Anspruch 1, bestehend aus mehreren, jeweils einen halben Rohrumfang umgrenzenden, axial zusammenschiebbaren Formteilen (3 bis 5), deren Innenkontur (7 bis 11) in zusammengeschobenem Zustand der Außenkontur des fertigen Nippels (1a) entspricht und von denen sich jedes von dem größten Durchmesser (D2) einer ringförmigen Verdickung (2) des Nippels (1a) bis zum größten Durchmesser (D2) der benachbarten Verdickung (2) des Nippels (1a) erstreckt, und bestehend ferner aus einem axial gegenüber den Formteilen (3 bis 5) und dem Rohrende beweglichen Stauchstempel (4), sowie einem in das Rohrende (1), zumindest auf der Länge des herzustellenden Nippels (1a) einschiebbaren und an der Innenwand des Rohres anliegenden Dorn (6).
- Nippel hergestellt nach dem Verfahren gemäß Anspruch 1, dadurch gekennzeichnet, daß das Rohrende (1) so weit verformt wird, daß das Durchmesser-Verhältnis des Außendurchmessers (D3) des Nippels (1a) im Bereich zwischen zwei ringförmigen Verdickungen (2) zu dem größten Durchmesser (D2) der Verdickung (2) gleich oder kleiner 1,15 ist.
- Nippel nach Anspruch 3, dadurch gekennzeichnet, daß das Durchmesser-Verhältnis gleich oder kleiner 1,12 ist.
- Nippel nach mindestens einem der Ansprüche 1, 3, 4, dadurch gekennzeichnet, daß die steil abfallende Flanke (2b) einen Winkel ( β ) von minimal 70° mit der Rohrachse (A) einschließt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4004008 | 1990-02-09 | ||
| DE19904004008 DE4004008C1 (de) | 1990-02-09 | 1990-02-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0441174A2 true EP0441174A2 (de) | 1991-08-14 |
| EP0441174A3 EP0441174A3 (en) | 1992-01-15 |
Family
ID=6399813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19910100805 Withdrawn EP0441174A3 (en) | 1990-02-09 | 1991-01-23 | Method and form tool for heading a nipple |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0441174A3 (de) |
| CA (1) | CA2058063A1 (de) |
| DE (1) | DE4004008C1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999011964A1 (de) * | 1997-09-04 | 1999-03-11 | Helmut Held | Verrohrungsstück und verfahren zur herstellung eines verrohrungsstücks |
| WO1999029448A1 (es) * | 1997-12-08 | 1999-06-17 | Coflex, S.A. De C.V. | Proceso para la fabricacion de espigas para conexiones de mangueras y producto obtenido |
| WO2002002255A1 (de) * | 2000-06-30 | 2002-01-10 | Witzig & Frank Gmbh | Verfahren und vorrichtung zur herstellung von pressfittings aus stahl, insbesondere edelstahl |
| US20130040161A1 (en) * | 2010-02-25 | 2013-02-14 | Schuler Cartec Gmbh & Co. Kg | Method and tool for producing a component and a component produced by forming |
| WO2015177015A1 (en) * | 2014-05-22 | 2015-11-26 | Bremboflex S.P.A. | A method of making a hose connection for a hose |
| WO2020254033A1 (de) * | 2019-06-18 | 2020-12-24 | CONTITECH KüHNER GMBH & CIE KG | Verfahren und vorrichtung zur herstellung eines schlauchnippels |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201209814D0 (en) * | 2012-06-01 | 2012-07-18 | Edwards Ltd | A gas pipe for a vacuum dry pump and a method of making same |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2535470A (en) * | 1943-11-11 | 1950-12-26 | Grinnell Corp | Method of flaring tubing |
| US3595047A (en) * | 1969-02-19 | 1971-07-27 | Caterpillar Tractor Co | Method of forming o-ring grooves |
| JPS63149038A (ja) * | 1986-12-15 | 1988-06-21 | Nippon Steel Corp | 外アツプセツト・プレスによる鋼管端部の加工方法 |
| DE3741446A1 (de) * | 1987-12-08 | 1989-06-22 | Festo Kg | Anschlussverbindungsstueck |
| DE3803709C1 (en) * | 1988-02-04 | 1989-05-11 | Mannesmann Ag, 4000 Duesseldorf, De | Small-calibre thin-walled metal tube for motor-vehicle construction |
-
1990
- 1990-02-09 DE DE19904004008 patent/DE4004008C1/de not_active Expired - Fee Related
-
1991
- 1991-01-23 EP EP19910100805 patent/EP0441174A3/de not_active Withdrawn
- 1991-12-19 CA CA 2058063 patent/CA2058063A1/en not_active Abandoned
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999011964A1 (de) * | 1997-09-04 | 1999-03-11 | Helmut Held | Verrohrungsstück und verfahren zur herstellung eines verrohrungsstücks |
| WO1999029448A1 (es) * | 1997-12-08 | 1999-06-17 | Coflex, S.A. De C.V. | Proceso para la fabricacion de espigas para conexiones de mangueras y producto obtenido |
| WO2002002255A1 (de) * | 2000-06-30 | 2002-01-10 | Witzig & Frank Gmbh | Verfahren und vorrichtung zur herstellung von pressfittings aus stahl, insbesondere edelstahl |
| US6843096B2 (en) | 2000-06-30 | 2005-01-18 | Witzig & Frank Gmbh | Process and device for producing press fittings from steel, in particular special steel |
| US20130040161A1 (en) * | 2010-02-25 | 2013-02-14 | Schuler Cartec Gmbh & Co. Kg | Method and tool for producing a component and a component produced by forming |
| US8893540B2 (en) * | 2010-02-25 | 2014-11-25 | Schuler Cartec Gmbh & Co. Kg | Method and tool for producing a component and a component produced by forming |
| WO2015177015A1 (en) * | 2014-05-22 | 2015-11-26 | Bremboflex S.P.A. | A method of making a hose connection for a hose |
| US10710137B2 (en) | 2014-05-22 | 2020-07-14 | Bremboflex S.P.A. | Method of making a hose connection for a hose |
| WO2020254033A1 (de) * | 2019-06-18 | 2020-12-24 | CONTITECH KüHNER GMBH & CIE KG | Verfahren und vorrichtung zur herstellung eines schlauchnippels |
| US11951531B2 (en) | 2019-06-18 | 2024-04-09 | Contitech Techno-Chemie Gmbh | Method and device for producing a hose nipple |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0441174A3 (en) | 1992-01-15 |
| CA2058063A1 (en) | 1992-06-21 |
| DE4004008C1 (de) | 1990-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011029687A1 (de) | Rohrverschraubung und verfahren zur herstellung derselben | |
| DE19614656A1 (de) | Verfahren zum Erhöhen der Wandungsstärke bei Hohlprofilen | |
| EP0193589B1 (de) | Vorrichtung und Verfahren zum Herstellen einer Schlauchpresshülse | |
| DE4446506A1 (de) | Vorrichtung zum Aufweiten von Hohlkörpern | |
| EP0347369A2 (de) | Verfahren und Vorrichtung zum hydraulischen Aufweiten von Hohlprofilen | |
| EP2344288A2 (de) | Verfahren und vorrichtung zur spanlosen herstellung eines aussengewindes auf hohlförmigen werkstücken aus metall | |
| DE19520099C2 (de) | Rohrverbindung und Verfahren zu ihrer Herstellung | |
| DE3226868A1 (de) | Dauerhaft dichte gewindelose rohrverbindung | |
| EP1446248A1 (de) | Vorrichtung und verfahren zum aufweiten und formen von dosenrümpfen | |
| DE19719629C2 (de) | Verfahren und Einrichtung zur Herstellung von Kraftfahrzeugachsgehäusen | |
| DE2642743A1 (de) | Verfahren und vorrichtung zum herstellen eines mehrfach gekruemmten rohres | |
| EP0955107B1 (de) | Verfahren zum Umformen eines Ausgangsrohrs mit kreisrundem Querschnitt in ein U-förmiges Profil und Vorrichtung zur Durchführung des Verfahrens | |
| DE4004008C1 (de) | ||
| EP0590188A1 (de) | Presswerkzeug | |
| EP0649689A1 (de) | Verfahren und Vorrichtung zur Herstellung von Pressfittings | |
| DE4004443C2 (de) | Vorrichtung zum Herstellen eines Faltenbalgrohres, vorzugsweise geringen Durchmessers | |
| DE2624872B2 (de) | Verfahren zum Herstellen von ungeteilten Felgen | |
| DE4032424C2 (de) | Verfahren und Vorrichtung zur Herstellung von gefalzten Rohren | |
| DE69322965T2 (de) | Verfahren zur herstellung von rohrförmigen elementen mit integralen äusserlichen vorsprüngen | |
| WO2009043530A2 (de) | Verfahren zur herstellung von rohr-in-rohr-systemen | |
| DE19820124A1 (de) | Verfahren zur Herstellung eines Rohres zur Verwendung in einem Lenkgestänge | |
| EP1654080A1 (de) | Verfahren zum innenhochdruckumformen von konischen rohren aus metall | |
| DE19941577C2 (de) | Rohrverbindung und Verfahren zu ihrer Herstellung | |
| DE19903684B4 (de) | Werkzeug zum Querfließpressen | |
| DE3029621A1 (de) | Form- und nutvorrichtung fuer rohrenden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920225 |
|
| 17Q | First examination report despatched |
Effective date: 19930223 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19930623 |