EP0355571A2 - Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Nassoffset-Druckmaschine - Google Patents
Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Nassoffset-Druckmaschine Download PDFInfo
- Publication number
- EP0355571A2 EP0355571A2 EP89114629A EP89114629A EP0355571A2 EP 0355571 A2 EP0355571 A2 EP 0355571A2 EP 89114629 A EP89114629 A EP 89114629A EP 89114629 A EP89114629 A EP 89114629A EP 0355571 A2 EP0355571 A2 EP 0355571A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- speed
- metering
- paper running
- running speed
- chrome
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0054—Devices for controlling dampening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F7/00—Rotary lithographic machines
- B41F7/20—Details
- B41F7/24—Damping devices
- B41F7/26—Damping devices using transfer rollers
Definitions
- FIG. 3 shows two characteristic curves 16a and 16b which are characteristic of the method.
- the paper running speed v P in m / min is plotted on the abscissa, the speed n F of the metering and chrome rollers on the ordinate.
- the illustration shows that for an ideal color-moisture ratio up to a paper running speed of 200 m / min, the speed n F of the metering and chrome rollers increases continuously with the paper running speed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Rotary Presses (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Naßoffset-Druckmaschine, bei dem mittels eines Filmfeuchtwerks Wischwasser einem Feuchtwasserkasten entnommen und über Dosier-, Chrom- und Feucht-Farbauftragswalzen der Druckplatte eines Druckwerkes zugeführt wird, wobei die Dosier- und Chromwalzen zum Aufspalten des Wischwasserfilms gegensinnig laufen und über einen vom Antrieb des Druckwerkes unabhängigen, eigenen Antrieb verfügen.
- Von entscheidender Bedeutung für ein optimales Druckergebnis ist bei Rollen-Naßoffset-Druckmaschinen die korrekte Einstellung der Druckfeuchte. Bekannte Druckmaschinen verfügen hierzu über ein separates Feuchtwerk, das sich aus einem Feuchtwasserkasten, sowie Dosier-, Chrom- und Feuch-Farbauftragwalzen zusammensetzt. Die zumeist gummibeschichtete Dosierwalze rotiert in dem mit Wischwasser angefüllten Feuchtwasserkasten und gibt den dabei entstehenden Feuchtefilm an die gegensinnig laufende Chromwalze weiter. Die Dicke des Feuchtefilms wird dabei durch die Größe des einstellbaren Spaltes zwischen Dosierwalze und Chromwalze bestimmt. Von der Chromwalze gelangt die Feuchtigkeit dann auf die vom Druckwerk angetriebene Feucht-Farbauftragwalze, wo Farbe und Feuchte einem Mischprozeß unterzogen werden, bevor die Weitergabe an die Druckplatte und die weiteren Walzen des Druckwerks erfolgt. Da es zur Erzielung eines optimalen Farb-Feuchte-Verhältnisses unabdingbar ist, die Betriebsweise des Feuchtwerks auf die Arbeitsgeschwindigkeit des Druckwerks bzw. auf die Betriebsweise des zum Druckwerk synchron laufenden Farbwerks abzustimmen, ist bei den bekannten Rollen-Naßoffset-Druckmaschinen die aus Dosier- und Chromwalze bestehende Feuchtedosiereinrichtung mit einem eigenen, vom Druckwerk unabhängigen Antrieb versehen. Dieser unabhängige Antrieb eines Teils des Feuchtwerks ist insbesondere deshalb notwendig, weil dessen für ein optimales Druckergebnis notwendige Geschwindigkeit sich nicht proportional zur Antriebsgeschwindigkeit des Druckwerks und damit zur Durchlaufgeschwindigkeit des Papiers durch das Druckwerk verhält.
- Die Einstellung der Feuchte durch Wahl einer entsprechenden Geschwindigkeit der Dosierwalze erfolgt daher bisher anhand von Schätz- oder Erfahrungswerten durch das Bedienpersonal. Die Anforderungen an die Richtigkeit dieser Einstellung sind sehr hoch. Wird nämlich das Feuchtwerk relativ zum Druck- und Farbwerk zu langsam betrieben, so setzt das sogenannte "Tonen" ein, worunter ein Zusetzen der Druckplatte mit Farbe verstanden wird. Wird andererseits das Feuchtwerk zu schnell betrieben, so führt das nahezu zwangsläufig zum "Schablonieren", d.h. zu einem Verwässern der Druckfarben, verbunden mit der Gefahr des Verwischens. Bei einer erheblich zu hohen Geschwindigkeit des Feuchtwerks kann es sogar zu einem "Emulgieren", d.h. Zerstören der Druckfarbe kommen. Sowohl der Eintritt des Tonens als auch des Schablonierens erfordert ein sofortiges Anhalten des Druckvorgangs und Säubern bzw. Austauschen der betroffenen Komponenten des Druckwerks. Die bekannte, auf Schätz- und Erfahrungswerten basierende Einstellung der Feuchte stellt also hohe Anforderungen an das Bedienpersonal, wobei häufig Korrekturen während des Druckvorganges unumgänglich sind.
- Die beschriebenen Schwierigkeiten vergrößern sich noch bei den modernen, mit Papierlaufgeschwindigkeiten bis zu 550 m/min ar beitenden Rollen-Naßoffset-Druckmaschinen, da bei diesen Geschwindigkeiten mit ihren entsprechend schnell ablaufenden Farbmischprozessen bereits kleine Abweichungen der eingestellten Feuchte schnell zu den beschriebenen negativen Effekten führen.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Naßoffset-Druckmaschine zu schaffen, das eine automatische Anpassung der Feuchte an die jeweilige Produktionsgeschwindigkeit unter Aufrechterhaltung des richtigen Farb-Feuchte-Verhältnisses auch über einen sehr weiten und hohe Werte erreichenden Bereich der Papierlaufgeschwindigkeit gestattet.
- Die Lösung dieser Aufgabenstellung ist dadurch gekennzeichnet, daß nach einer manuellen Grundeinstellung der Feuchte aufgrund optischer Beobachtung bei einer Grunddrehzahl nF der Dosier- und Chromwalzen mit geringer Papierlaufgeschwindigkeit, vorzugsweise von 50 m/min, beim anschließenden Hochfahren der Papierlaufgeschwindigkeit auf Werte oberhalb 300 m/min die Erhöhung der Drehzahl nF der Dosier-und Chromwalzen selbsttätig in der Weise erfolgt, daß das Verhältnis der Erhöhung der Drehzahl nF der Dosier- und Chromwalzen zur Erhöhung der Papierlaufgeschwindigkeit vP
- bis zu einer Papierlaufgeschwindigkeit vP von etwa 200 m/min einen konstanten Wert A aufweist,
- bei einer papierlaufgeschwindigkeit VP zwischen etwa 200 und 250 m/min einen konstanten Wert Al mit Al > A aufweist
- und bei einer papierlaufgeschwindigkeit vP oberhalb etwa 250 m/min wiederum einen konstanten Wert A aufweist, wobei der Wert A bei etwa 1 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vp von jeweils 10 m/min und der Wert Al bei etwa 1,5 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vp von jeweils 10 m/min liegt. - Mit dem Vorschlag der Erfindung wird ein Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Naßoffset-Druckmaschine geschaffen, das den Vorteil aufweist, auch über einen sehr weiten und hohe Werte erreichenden Bereich der Papierlaufgeschwindigkeit das richtige Farb-Feuchte-Verhältnis aufrechtzuerhalten, so daß bei Anwendung dieses Verfahrens eine automatische Anpassung der Feuchte an die jeweilige Produktionsgeschwindigkeit möglich ist.
- Durch Anwendung des Verfahrens läßt sich insbesondere ein Überschreiten der gefürchteten Ton- und Schabloniergrenzen verhindern, so daß Produktionsausfälle aufgrund eines Stillstandes der Druckmaschine verringert werden. Mit dem Verfahren läßt sich eine optimale Feuchte der Druckplatte erzielen, so daß eine kantenscharfe Einfärbung der Filmschicht auf der Druckplatte mit der Folge eines guten Druckbildes und eines problemlosen Druckens auch von Motiven mit stark unterschiedlicher Farbabnahme gewährleistet ist. Außerdem wird durch die im richtigen Verhältnis mit Feuchte angereicherte Druckfarbe der volle Farbton erhalten, ohne daß ein zusätzliches Nachstellen der Farbabnahme am Farbduktor notwendig würde. Außerdem wird ein Absetzen der Druckfarbe auf Gummituch- und Gegendruckzylinder an den papierfreien Stellen vermieden.
- Insgesamt gestattet das beschriebene Verfahren eine Erleichterung des Druckprozesses, da durch die automatische Feuchteeinstellung dauernde Sichtkontrollen des Druckergebnisses, verbunden mit Nachjustierungen der Einstellung des Feuchtwerks entfallen und damit das Bedienpersonal entlastet wird.
- Eine Weiterbildung des Verfahrens ist dadurch gekennzeichnet, daß als Referenzwert für die Papierlaufgeschwindigkeit der Meßwert des Tachogenerators der Druckmaschine verwendet wird. Damit ist die dem Verfahren zugrundeliegende Führungsgröße Papierlaufgeschwindigkeit mit konventionellen, zur Grundausstattung einer Rollen-Naßoffset-Druckmaschine gehörenden Bauteilen ermittelbar.
- Das Verfahren wird im folgenden anhand der Zeichnung erläutert, und zwar zeigen:
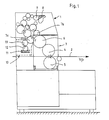
- Fig. 1 in einer Seitenansicht eine vereinfachte Darstellung einer mit einem Feuchtwerk versehenen Druckeinheit einer Rollen-Naßoffset-Druckmaschine;
- Fig. 2 in einer vereinfachten Darstellung ein Schaltbild zur Steuerung der Feuchtwerke dreier Druckeinheiten einer Rollen-Naßoffset-Druckmaschine und
- Fig. 3 in einem Diagramm die Abhängigkeit der Drehzahl der Dosier- und Chromwalzen (nF) von der Papierlaufgeschwindigkeit (vP) der die Druckmaschine durchlaufenden Papierbahn bei drei Betriebsweisen.
- Die in Fig. 1 dargestellte Druckeinheit 1 ist Bestandteil einer Rollen-Naßoffset-Druckmaschine und dient zum Bedrucken einer die Druckeinheit 1 durchlaufenden Papierbahn 2 mit einer bestimmten Farbe. Für Farbdrucke werden mehrere dieser Druckeinheiten 1 hintereinander angeordnet, wobei die Papierbahn 2 diese Druckeinheiten 1 nacheinander durchläuft.
- Das zentrale Bauteil der Druckeinheit 1 ist ein Druckzylinder-Einschub 3, der sich aus drei ungefähr gleich großen Zylindern zusammensetzt. Die horizontal in die Druckeinheit 1 einlaufende und ebenfalls horizontal auslaufende Papierbahn 2 wird zwischen einem Gummituchzylinder 4 und einem Gegendruckzylinder 5 hindurchgeführt, wobei die auf dem Gummituchzylinder 4 befindliche Farbe auf das Papier übertragen wird. Der Gummituchzylinder 4 erhält die Farbe von einem hierauf gegensinnig ablaufenden Plattenzylinder 6, auf den eine Druckplatte aufgespannt ist.
- Außerhalb des Druckzylinder-Einschubs 3 sind beim vorliegenden Ausführungsbeispiel zwei synchron mit dem Druckwerk angetriebene und gegensinnig zum Plattenzylinder 6 drehende Farbauftragwalzen, und zwar eine Feuch-Farbauftragwalze 7a und eine Farbauftragwalze 7b angeordnet, die die mit dem richtigen Verhältnis an Feuchte versehene Farbe auf den Plattenzylinder 6 übertragen.
- Die Entnahme der in einem Farbkasten 8 im Oberteil der Druckeinheit 1 befindlichen Farbe erfolgt über einen sogenannten Farbduktor 9, von dem die Farbe unter Zwischenschaltung einer Vielzahl von weiteren Walzen den Mantelflächen der Farbauftragwalzen 7a,7b zugeführt wird. Die Anordnung der verschiedenen Walzen ist dabei dergestalt, daß über einen ersten, durch Walzen gebildeten Weg die Farbe auf die Feucht-Farbauftragwalze 7a und über einen zweiten Weg die Farbe auf die Farbauftragwalze 7b gelangt.
- Unmittelbar neben dem Plattenzylinder 6 befindet sich ein in Fig. 1 gestrichelt umrandetes Feuchtwerk 10. Das Feuchtwerk 10 setzt sich zusammen aus einem Feuchtwasserkasten 11, einer Dosierwalze 12, einer Chromwalze 13 und der Feucht-Farbauftragwalze 7a. Die zylindrische, teilweise in die Flüssigkeit des Feuchtwasserkastens 11 eingetauchte Dosierwalze 12 transportiert das durch die Drehbewegung aus dem Feuchtwasserkasten 11 aufgenommene Wischwasser mit ihrer Mantelfläche an die Mantelfläche der hierauf mit leicht höherer Umfangsgeschwindig keit gegensinnig ablaufenden Chromwalze 13. Die Dosierwalze 12 ist gummibeschichtet und bildet mit der Oberfläche der Chromwalze 13 einen einstellbaren Spalt, der die Dicke des an der Oberfläche gebildeten Feuchtefilms bestimmt.
- Von der Chromwalze 13 wird die Feuchte schließlich auf die vom Druckwerk angetriebene gegensinnig zur Chromwalze 13 drehende Feucht-Farbauftragwalze 7a übertragen. Die Menge der dabei übertragenen Feuchte bestimmt sich aus dem Verhältnis der Umfangsgeschwindigkeiten der Chromwalze 13 einerseits und der Feucht-Farbauftragwalze 7a andererseits. Beide Walzen arbeiten daher zumeist mit stark unterschiedlicher Umfangsgeschwindigkeit Da zudem das Verhältnis beider Umfangsgeschwindigkeiten nicht konstant ist, verfügen die eine Feuchtedosiereinrichtung bildenden Dosier- und Chromwalzen 12 und 13 über einen eigenen Antrieb, der unabhängig vom Antrieb der Druckeinheit 1 und der mit dem Druckzylinder-Einschub 3 synchron laufenden Farbauftragwalzen 7a,7b ist.
- Die Steuerung des Antriebs des Feuchtwerkes ist der Fig. 2 zu entnehmen. Dargestellt ist der Fall einer mit drei Druckeinheiten versehenen Druckmaschine, die demzufolge auch über drei Antriebe 14 für die Walzen der jeweiligen Feuchtwerke verfügt. Zur Regelung der Geschwindigkeiten der Antriebe 14 sind an ein Drehstromnetz angeschlossene Steuerungen 15 vorhanden, die die Antriebe 14 jeweils in Abhängigkeit von einer geräteintern abgespeicherten Kennlinie 16 steuern. Als Eingangsgröße für die Kennliniensteuerung wird das Drehzahl- bzw. Geschwindigkeitssignal eines Tachogenerators 17 herangezogen, der am Antrieb 18 des Druckwerks sitzt. Das von der Drehzahl des Druckwerks abhängende Signal des Tachogenerators 17 wird also den Kennliniensteuerungen der einzelnen Druckeinheiten zugewiesen, in denen über die Kennlinien 16 die entsprechenden Einstellwerte für die Antriebe 14 der jeweiligen Feuchtwerke bestimmt werden. Zur Drehzahlregulierung sind die Antriebe 14 mit Tachogeneratoren 19 verbunden, welche elektrisch an die Steuerungen 15 angeschlossen sind. Die Größe und Lage jeder Kennlinie kann jeweils über zwei Eingabeeinheiten 20,21 verändert werden. Die Eingabeeinheit 21 dient zur Einstellung einer bestimmten Grundfeuchte im Druckwerk, welche zu Beginn des Druckvorgangs von Hand eingegeben wird. Die Eingabeeinheit 20 dient der Vornahme von Korrekturen der Kennlinie 16 im Hinblick auf besondere Betriebsbedingungen, wie zum Beispiel die Eigenschaften der verwendeten Farben und Papiere.
- In der Fig. 3 sind zwei für das Verfahren charakteristische Kennlinien 16a und 16b dargestellt. Auf der Abszisse ist die Papierlaufgeschwindigkeit vP in m/min aufgetragen, auf der Ordinate die Drehzahl nF der Dosier- und Chromwalzen. Der Darstellung ist zu entnehmen, daß für ein ideales Farb-Feuchte-Verhältnis bis zu einer Papierlaufgeschwindigkeit von 200 m/min die Drehzahl nF der Dosier- und Chromwalzen kontinuierlich mit der Papierlaufgeschwindigkeit ansteigt. Auch in dem Bereich der Papierlaufgeschwindigkeit von etwa 250 bis über 550 m/min steigt die Drehzahl nF der Dosier- und Chromwalzen kontinuierlich mit der Papierlaufgeschwindigkeit an, und zwar mit dem gleichen Anstiegswinkel wie im Bereich zwischen 50 und etwa 200 m/min, wie den in der Fig. 3 eingezeichneten Steigungsdreiecken ΔnF/ΔvP zu entnehmen ist. Im Bereich zwischen etwa 200 und 250 m/min Papierlaufgeschwindigkeit jedoch steigt die Kennlinie deutlich stärker an. Das entsprechende Steigungsdreieck ergibt sich zu Δf,l/Δvp, wobei ΔnF,l > Δ nF.
- Während also das Verhältnis der Erhöhung der Drehzahl nF der Dosier- und Chromwalzen zur Erhöhung der Papierlaufgeschwindigkeit vP bis zu einer Papierlaufgeschwindigkeit vP von etwa 200 m/min einen konstanten Wert A = Δ nF/ΔvP aufweist, erhöht sich dieses Verhältnis bei einer Papierlaufgeschwindigkeit vP zwischen etwa 200 und 250 m/min auf einen Wert Al, wobei Al > A ist. Bei einer Papierlaufgeschwindigkeit vP oberhalb etwa 250 m/min weist das Verhältnis wieder den konstanten Wert A auf, jedoch auf höherem, durch eine Parallelverschiebung entlang der nF-Achse gewonnenen Niveau.
- Die besten Druckergebnisse werden erzielt, wenn der Wert A bei etwa 1 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vP um 10 m/min liegt. Der Wert Al sollte bei etwa 1,5 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vP um 10 m/min liegen.
- Während der beschriebene charakteristische Verlauf der Kennlinien 16 für alle Betriebsweisen gleich ist, muß die absolute Höhe des Drehzahlniveaus der Dosier- und Chromwalzen den jeweiligen Betriebsbedingungen angepaßt werden. Bezüglich der Lage der Kennlinie führt dies zu einer Verschiebung der Kennlinie in Richtung der nF-Achse, zum Beispiel der Kennlinie 16b in Fig. 3. Das Charakteristikum, wonach zwischen etwa 200 und 250 m/min Papierlaufgeschwindigkeit die Steigung deutlich höhere Werte annimmt, ist in allen diesen Fällen gültig.
- Die Festlegung der Lage der Kennlinie erfolgt zu Beginn des Druckvorganges. Das Bedienpersonal betreibt die Rollen-Naßoffset-Druckmaschine bei einer geringen Papierlaufgeschwindigkeit von vorzugsweise v′P = 50 m/min, prüft das dabei erzielte Druckergebnis durch optische Beobachtung und stellt das hierfür optimale Farb-Feuchte-Verhältnis durch Wahl einer entsprechenden Grunddrehzahl n′F der Dosier- und Chromwalzen sowie durch Einstellen des Spalts zwischen Dosierwalze und Chromwalze ein. Die Eingabe der Grunddrehzahl n′F erfolgt über die in der Fig. 2 dargestellte Eingabeeinheit 21 der jeweiligen Druckeinheit. Damit steht der Anfangswert (n′F v′P) der Kennlinie fest. Bei der anschließenden Erhöhung der Papierlaufgeschwindigkeit auf die übliche Druckgeschwindigkeit, zumindest aber auf Werte von vP > 300 m/min, stellt die geräteinterne Steuerung die Drehzahl nF der Dosier- und Chromwalzen entsprechend den Kennlinien 16 ein.
- Auch die Grundeinstellung der Kennlinie 16b erfolgt bei einer Papierlaufgeschwindigkeit vP = 50 m/min. Der dafür ermittelte Anfangswert für ein ideales Farb-Feuchte-Verhältnis ist in der Fig. 3 mit n′F,b bezeichnet.
- Verschiedene, von der Anmelderin durchgeführte Versuche zeigten, daß beim Betrieb einer Rollen-Naßoffset-Druckmaschine entsprechend der den charakteristischen Verlauf gemäß Fig. 3 aufweisenden Kennlinien auch über einen weiten Bereich der Papierlaufgeschwindigkeit hervorragende Druckergebnisse erzielt werden. Der charakteristische Anstieg der Kennlinie im Bereich zwischen 200 und 250 m/min Papierlaufgeschwindigkeit konnte mit jedem Versuch bestätigt werden.
-
- 1 Druckeinheit
- 2 Papierbahn
- 3 Druckzylinder-Einschub
- 4 Gummituchzylinder
- 5 Gegendruckzylinder
- 6 Plattenzylinder
- 7a Feucht-Farbauftragwalze
- 7b Farbauftragwalze
- 8 Farbkasten
- 9 Farbduktor
- 10 Feuchtwerk
- 11 Feuchtwasserkasten
- 12 Dosierwalze
- 13 Chromwalze
- 14 Antrieb
- 15 Steuerung
- 16 Kennlinie
- 16a Kennlinie
- 16b Kennlinie
- 17 Tachogenerator
- 18 Antrieb
- 19 Tachogenerator
- 20 Eingabeeinheit
- 21 Eingabeeinheit
Claims (2)
dadurch gekennzeichnet,
daß nach einer manuellen Grundeinstellung der Feuchte aufgrund optischer Beobachtung bei einer Grunddrehzahl n′F der Dosier- und Chromwalzen (12,13) mit geringer Papierlaufgeschwindigkeit, vorzugsweise von 50 m/min, beim anschließenden Hochfahren der Papierlaufgeschwindigkeit auf Werte oberhalb 300 m/min die Erhöhung der Drehzahl nF der Dosier- und Chromwalzen (12,13) selbsttätig in der Weise erfolgt, daß das Verhältnis der Erhöhung der Drehzahl nF der Dosier- und Chromwalzen (12,13) zur Erhöhung der Papierlaufgeschwindigkeit vP
- bis zu einer Papierlaufgeschwindigkeit vP von etwa 200 m/min einen konstanten Wert A aufweist,
- bei einer Papierlaufgeschwindigkeit vP zwischen etwa 200 und 250 m/min einen konstanten Wert Al mit Al > A aufweist
- und bei einer Papierlaufgeschwindigkeit vP oberhalb etwa 250 m/min wiederum einen konstanten Wert A aufweist,
wobei der Wert A bei etwa 1 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vP von jeweils 10 m/min und der Wert Al bei etwa 1,5 % der Grunddrehzahl n′F je Steigerung der Papierlaufgeschwindigkeit vP von jeweils 10 m/min liegt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19883828182 DE3828182A1 (de) | 1988-08-19 | 1988-08-19 | Verfahren zur einstellung der feuchte bei einer rollen-nassoffset-druckmaschine |
| DE3828182 | 1988-08-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0355571A2 true EP0355571A2 (de) | 1990-02-28 |
| EP0355571A3 EP0355571A3 (de) | 1990-08-29 |
Family
ID=6361189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89114629A Withdrawn EP0355571A3 (de) | 1988-08-19 | 1989-08-08 | Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Nassoffset-Druckmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0355571A3 (de) |
| DE (1) | DE3828182A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0911160A1 (de) * | 1997-10-22 | 1999-04-28 | Baldwin-Japan Ltd. | Verfahren und Vorrichtung zur Feuchtwasserversorgung |
| NL1011135C2 (nl) * | 1999-01-26 | 2000-07-27 | Testprint Bv | Werkwijze en inrichting voor het vaststellen van het gedrag van een filmvormige laag drukinkt. |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10232110B4 (de) * | 2001-09-07 | 2015-06-03 | Heidelberger Druckmaschinen Ag | Verfahren zur Einstellung der Feuchtmittelzuführung einer Offset-Druckmaschine |
| DE102008007272A1 (de) | 2008-02-01 | 2009-08-06 | Manroland Ag | Druckmaschine, sowie Verfahren zur Abstimmung der Farb- und Feuchtwerkseinstellungen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3411442A (en) * | 1966-11-07 | 1968-11-19 | Muhlich Erik Fritz | Dampener for printing press |
| US3700984A (en) * | 1971-03-08 | 1972-10-24 | North American Rockwell | Dampener control system for lithographic printing press |
| DD157856A3 (de) * | 1980-07-25 | 1982-12-15 | Beyer Wolfgang | Einstellbares nichtlineares korrekturglied fuer eine steuereinrichtung von antrieben an druckmaschinen |
| DD216199B1 (de) * | 1983-06-23 | 1989-07-26 | Planeta Veb Druckmasch Werke | Verfahren und stelleinrichtung zur feuchtmittelfuehrung |
-
1988
- 1988-08-19 DE DE19883828182 patent/DE3828182A1/de not_active Ceased
-
1989
- 1989-08-08 EP EP89114629A patent/EP0355571A3/de not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0911160A1 (de) * | 1997-10-22 | 1999-04-28 | Baldwin-Japan Ltd. | Verfahren und Vorrichtung zur Feuchtwasserversorgung |
| US6138563A (en) * | 1997-10-22 | 2000-10-31 | Baldwin-Japan, Ltd. | Dampening water feeding method and apparatus |
| NL1011135C2 (nl) * | 1999-01-26 | 2000-07-27 | Testprint Bv | Werkwijze en inrichting voor het vaststellen van het gedrag van een filmvormige laag drukinkt. |
| EP1024361A1 (de) * | 1999-01-26 | 2000-08-02 | Testprint B.V. | Verfahren und Vorrichtung zur Feststellung des Verhaltens einer Drucktintefilmschicht |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0355571A3 (de) | 1990-08-29 |
| DE3828182A1 (de) | 1990-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0141168B1 (de) | Farbwerksvoreinstellung | |
| EP0010237B1 (de) | Kombiniertes Feucht-Farbwerk für Offsetdruckwerke und Verfahren zum Einfärben und Einfeuchten einer Offsettdruckplatte | |
| DE3445012C2 (de) | Rollen-Rotations-Flexodruckmaschine | |
| DE4436953C1 (de) | Verfahren zur Erzeugung einer Farbschichtdickenverteilung auf Farbwerkwalzen eines Farbwerkes einer Druckmaschine | |
| DE19720954C2 (de) | Verfahren zum Einrichten der Farbführung im Fortdruck in einer Rotationsdruckmaschine | |
| EP0403861B1 (de) | Verfahren zum schnellen Erreichen des Fortdruckzustandes | |
| DE29805201U1 (de) | Aniloxfarbwerk für eine Offsetrotationsdruckmaschine | |
| DE3021205C2 (de) | Antriebseinrichtung für die Walzen des Farbwerkes einer Flexodruckmaschine | |
| DE3220701C3 (de) | Vorrichtung zur Feuchtmittelführung bei einem Offsetdruckwerk | |
| EP0095652B1 (de) | Vorrichtung zur farbprofilabhängigen Feuchtmittelregelung | |
| EP2879878B1 (de) | Verfahren zum einstellen der drucklänge eines druckbildes in einer mehrfarbenrotationsdruckmaschine | |
| DE2259085A1 (de) | Farbwerk fuer flachdruckmaschinen | |
| EP0149841A2 (de) | Verfahren und Vorrichtung zur Einfärbung der Platte eines Plattenzylinders von Rotationsdruckmaschinen | |
| DE10232110B4 (de) | Verfahren zur Einstellung der Feuchtmittelzuführung einer Offset-Druckmaschine | |
| DE19921628A1 (de) | Verfahren zum Dosieren von Feuchtmittel beim Drucken mit einer Druckform für Offsetdruck | |
| DE19643354A1 (de) | Verfahren zum Befeuchten einer Druckform für den Offsetdruck | |
| EP0355571A2 (de) | Verfahren zur Einstellung der Feuchtmittelmengenzufuhr bei einer Rollen-Nassoffset-Druckmaschine | |
| EP1216833B1 (de) | Verfahren zur Regelung des Farb-zu-Feuchtmittelgleichgewichts in einer Rotations-Offsetdruckmaschine | |
| DE3611631A1 (de) | Verfahren zur minimierung von faerbungsschwankungen der drucke von offsetmaschinen | |
| CH698993B1 (de) | Verfahren zum Betrieb einer Druckmaschine. | |
| DE3011031C2 (de) | Bogen-Rotations-Andruckoffsetdruckmaschine | |
| DE19506639C2 (de) | Steuerung für ein kombiniertes Farb-Feuchtwerk | |
| DE3638813A1 (de) | Feuchtwerk fuer lithopraphische druckerpresse | |
| DE102023107271A1 (de) | Verfahren zum Betreiben einer Druckmaschine und Druckmaschine | |
| DE3003642A1 (de) | Offsetdruckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19900823 |
|
| 17Q | First examination report despatched |
Effective date: 19920522 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19920729 |