EP0352399A1 - Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen - Google Patents
Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen Download PDFInfo
- Publication number
- EP0352399A1 EP0352399A1 EP88890198A EP88890198A EP0352399A1 EP 0352399 A1 EP0352399 A1 EP 0352399A1 EP 88890198 A EP88890198 A EP 88890198A EP 88890198 A EP88890198 A EP 88890198A EP 0352399 A1 EP0352399 A1 EP 0352399A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- galvanized
- water
- hydroxycarboxylic acid
- pickling
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/02—Electroplating of selected surface areas
- C25D5/028—Electroplating of selected surface areas one side electroplating, e.g. substrate conveyed in a bath with inhibited background plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
- C23G1/088—Iron or steel solutions containing organic acids
Definitions
- the invention relates to a method for the treatment of steel sheets electrolytically galvanized on one side.
- the coverings in question differ significantly from conventional rust, which forms on iron surfaces in the open air, for example: While conventional rusting can be detached from the iron surface by heating in dilute hydrochloric acid to form soluble iron (III) chloride, this is also possible not the coverings in question. In fact, they are so resistant that they cannot even be dissolved by hot, 10% hydrochloric acid. The reason for this unusual chemical behavior is likely to be iron-manganese spinels in the yellow or brown colors of the non-galvanized surface.
- the invention has for its object to provide a method for removing the coating on the non-galvanized side of one-sided galvanized steel sheets, which further ensures passivation of the metallic surface created with it, so that it cannot result in the formation of an iron hydroxide film, naturally the galvanized side must not be affected.
- This object is achieved in that the non-galvanized side is brought into contact with an aqueous pickling liquid which contains a water-soluble hydroxycarboxylic acid and a water-soluble peroxo compound, preferably hydrogen peroxide.
- Particularly suitable are those hydroxycarboxylic acids which carry the hydroxyl group and the carboxyl group on one and the same carbon atom, e.g. Malic acid or in particular citric acid, which has been found to be particularly suitable.
- the pickling liquid advantageously has a pH of 1.0 to 3.5, preferably 2.0 to 3.5, the hydroxycarboxylic acid in a concentration of 10 to 100 g / l and the peroxo compound in a concentration corresponding to 0, 1 to 7 g of active oxygen / l are present.
- An inorganic acid can also be added to adjust the pH of the pickling solution.
- a Pickling liquid according to the invention can solve such a particularly resistant coating because the acidity of hydroxycarboxylic acids is far below that of hydrochloric acid and the reaction temperature is relatively low, preferably a maximum of 40 ° C.
- DE-A - 29 42 934 relates to a method for detaching superficial oxide layers, which are formed during a thermal treatment of steel sheets, by means of organic acids, being oxidized to Fe3+ by adding H2O2 Fe2+ to Fe3+ and as such can be canceled.
- DE-B - 20 41 871 describes a method for pretreating steel sheets before phosphating them and then painting them with a rust removal agent which contains more than 5% citric acid.
- magnetite can be detached from metal surfaces with a pickling liquid containing an organic acid.
- Neither of these methods is suitable for removing the particularly resistant oxide layer on the non-galvanized side of one-sided galvanized steel sheets.
- the pickling liquid used according to the invention thus has both an acidic and a complexing and oxidizing effect.
- the interaction of these three effects is attributed to the particular solubility and the passivating effect of the pickling liquid according to the invention.
- the process according to the invention can be carried out very simply by continuously spraying the steel sheet through a pickling zone in which the non-galvanized side with pickling liquid and the galvanized side with water are homogeneously sprayed over the entire width of the steel sheet, and then through a washing zone which both sides are rinsed with water, which is then squeezed out, whereupon a further water rinse is carried out if necessary.
- the invention further comprises a one-sided electrolytically galvanized steel sheet, which is characterized in that - That the surface of the non-galvanized side is free of oxides that form during the galvanizing, and - That it is passivated by a hydroxycarboxylic acid, preferably citric acid.
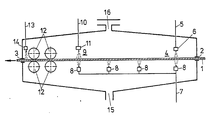
- the cross section of a chamber is shown schematically, in which the pickling and rinsing of the galvanized steel sheets is carried out.
- the steel sheets are guided with the non-galvanized side upwards into a front pickling zone 4, in which they are sprayed with pickling liquid from above and with water from below.
- the pickling liquid is fed in a line 5 to a spray bar 6 which sprays the pickling liquid across the entire width of the steel sheet.
- the sheet is sprayed from below with water, which is supplied in the line 7 to a plurality of spray bars 8, which likewise cover the entire width of the steel sheets.
- the steel sheets After passing through the pickling zone 4, the steel sheets enter the washing zone 9, in which the pickling liquid is rinsed off with water, which is supplied to the spray bar 11 by means of a line 10.
- the reaction path which results from the distance between the two spray bars 6 and 11, is approximately 1 m. This short reaction path is sufficient to dissolve the oxide layer, with the steel sheets passing through the chamber at a speed of up to 90 m / min be performed.
- the sprayed water is removed by means of squeeze rollers 12 and, if desired, the pickled surface is sprayed again with water, which is fed to a spray bar 14 by means of a line 13. With 15 and 16 openings in the chamber are designated, at which washing liquid can be drained or drizzle can be suctioned off.
- the non-galvanized side was found to be free of mixed oxides that lead to discoloration and passivated with citric acid.
- the galvanized side was not affected by the pickling.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Electroplating Methods And Accessories (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Behandlung von einseitig elektrolytisch verzinkten Stahlblechen.
- Werden Stahlbleche auf elektrolytischem Weg einseitig verzinkt, so entstehen auf der unverzinkten Stahloberfläche streifenförmige, Gelb- bzw. Braunfärbungen unterschiedlicher Intensität. Die die Verfärbungen verursachenden Beläge mit einer Dicke von etwa 10 bis 100 nm entstehen infolge einer Anrostung in der Galvanisier- und Sprühsektion der Verzinkungsanlage. Diese Anrostung ist eine Nachreaktion, die bedingt ist durch die notwendige Entfettung und Beizung der Stahloberfläche im Zuge der Vorbehandlung unmittelbar vor der Verzinkung. Diese Verfärbungen werden weiters beeinflußt bzw. verstärkt durch Einflüsse aus dem Feinblech selbst, durch die thermischen Behandlungen im Rahmen der Feinblechproduktion bzw. durch die Betriebsparameter der elektrolytischen Verzinkung.
- Die gegenständlichen Beläge unterscheiden sich von herkömmlichem Rost, der sich beispielsweise auf Eisenoberflächen an freier Luft bildet, ganz wesentlich: Während herkömmliche Anrostungen durch Erwärmen in verdünnter Salzsäure unter Bildung von löslichem Eisen(III)-chlorid von der Eisenoberfläche abgelöst werden können, gelingt dies mit den gegenständlichen Belägen nicht. Sie sind sogar so widerstandfähig, daß sie nicht einmal durch heiße, 10 %ige Salzsäure gelöst werden können. Die Ursache für dieses ungewöhnliche chemische Verhalten dürften Eisen-Mangan-Spinelle in den Gelb- bzw. Braunfärbungen der unverzinkten Oberfläche sein.
- Die Entfernung dieser Beläge ist wünschenswert, weil sie eine Qualitätsminderung des einseitig verzinkten Bleches bedeuten. Das, obwohl sie nur das Aussehen, nicht aber die Weiterverarbeitung der Bleche beeinträchtigen.
- Die Erfindung stellt sich die Aufgabe, ein Verfahren zur Entfernung des Belages auf der unverzinkten Seite einseitig verzinkter Stahlbleche zu schaffen, das weiters eine Passivierung der damit geschaffenen metallischen Oberfläche gewährleistet, so daß es in der Folge nicht zur Ausbildung eines Eisenhydroxidfilmes kommen kann, wobei naturgemäß die verzinkte Seite nicht in Mitleidenschaft gezogen werden darf.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die unverzinkte Seite mit einer wässerigen Beizflüssigkeit in Kontakt gebracht wird, die eine wasserlösliche Hydroxycarbonsäure und eine wasserlösliche Peroxoverbindung, vorzugsweise Wasserstoffperoxid, enthält.
- Besonders geeignet sind solche Hydroxycarbonsäuren, die die Hydroxylgruppe und die Carboxylgruppe an ein und demselben Kohlenstoffatom tragen, wie z.B. Äpfelsäure oder insbesondere Zitronensäure, die sich als besonders geeignet herausgestellt hat.
- Vorteilhaft weist die Beizflüssigkeit einen pH-Wert von 1,0 bis 3,5, vorzugsweise 2,0 bis 3,5, auf, wobei die Hydroxycarbonsäure in einer Konzentration von 10 bis 100 g/l und die Peroxoverbindung in einer Konzentration entsprechend 0,1 bis 7 g Aktivsauerstoff/l vorliegen.
- Zur Einstellung des pH-Wertes der Beizlösung kann zusätzlich noch eine anorganische Säure beigefügt werden.
- Es ist für den Fachmann überraschend, daß eine Beizflüssigkeit gemäß der Erfindung einen solchen besonders widerstandsfähigen Belag lösen kann, weil die Azidität von Hydroxycarbonsäuren weit unter jener der Salzsäure liegt und die Reaktionstemperatur verhältnismäßig niedrig ist, vorzugsweise maximal 40°C beträgt.
- Diese überraschende Wirkung beruht auf dem Zusammenwirken der Hydroxycarbonsäure mit der Peroxoverbindung, wobei auch die azide, komplexierende und oxidierende Wirkung dieser Kombination eine Rolle spielt. Es wird angenommen, daß das Oxidationsmittel zuerst die schwer löslichen Metalloxide zu höherwertigen Oxiden aufoxidiert, die leichter löslich sind und daher von Hydroxycarbonsäure angegriffen werden können. Dem Zusammenspiel der aziden, oxidierenden und komplexierenden Wirkung wird das besondere Lösungsvermögen der erfindungsgemäß verwendeten Beizflüssigkeit zugeschrieben. Es konnte beobachtet werden, daß die Reaktivität der Beizflüssigkeit umso größer ist, je kleiner ihr Gehalt an Fe³⁺ ist. Eine besonders große Reaktivität ist dann gegeben, wenn der Gehalt an Fe³⁺ unter 50 mg/l liegt.
- In der Literatur sind zwar Verfahren zur Entrostung und Entzunderung von Metalloberflächen bekannt; kein Verfahren befaßt sich jedoch mit der Ablösung der ganz anders gearteten und besonders widerstandsfähigen Oxidschicht, die sich bei der elektrolytischen Verzinkung bildet.
- Die DE-A - 29 42 934 bezieht sich auf ein Verfahren zur Ablösung von oberflächlichen Oxidschichten, die während einer thermischen Behandlung von Stahlblechen entstehen, mittels organischer Säuren, wobei zur Regeneration der Beizflüssigkeit durch Zugabe von H₂O₂ Fe²⁺ zu Fe³⁺ oxidiert und als solches ausgefällt werden kann.
- Die DE-B - 20 41 871 beschreibt ein Verfahren zur Vorbehandlung von Stahlblechen vor ihrer Phosphatierung und anschließenden Lackierung mit einem Entrostungsmittel, das zu mehr als 5 % Zitronensäure enthält.
- Gemäß der DE-A - 25 04 990 kann Magnetit mit einer eine organische Säure enthaltenden Beizflüssigkeit von Metalloberflächen abgelöst werden.
- Keines dieser Verfahren eignet sich zur Entfernung der besonders widerstandsfähigen Oxidschicht auf der unverzinkten Seite einseitig verzinkter Stahlbleche.
- Die erfindungsgemäß verwendete Beizflüssigkeit weist somit zum Unterschied von vorbekannten Beizflüssigkeiten sowohl eine azide als auch eine komplexierende und oxidierende Wirkung auf. Dem Zusammenspiel dieser drei Wirkungen wird das besondere Lösungsvermögen und die passivierende Wirkung der erfindungsgemäßen Beizflüssigkeit zugeschrieben.
- Das erfindungsgemäße Verfahren kann sehr einfach durchgeführt werden, indem das Stahlblech kontinuierlich durch eine Beizzone, in der die unverzinkte Seite mit Beizflüssigkeit und die verzinkte Seite mit Wasser jeweils homogen über die gesamte Breite des Stahlbleches besprüht wird, und danach durch eine Waschzone geführt wird, in der beide Seiten mit Wasser gespült werden, das anschließend abgepreßt wird, worauf gegebenenfalls eine weitere Wasserspülung vorgenommen wird.
- Damit ist gewährleistet, daß das erfindungsgemäße Verfahren problemlos und mit geringem Aufwand in jede beliebige elektrolytische Verzinkungsanlage integriert werden kann.
- Die Erfindung umfaßt weiters ein einseitig elektrolytisch verzinktes Stahlblech, welches dadurch gekennzeichnet ist,
- daß die Oberfläche der unverzinkten Seite frei ist von Oxiden, die sich während der Verzinkung bilden, und
- daß sie durch eine Hydroxycarbonsäure, vorzugsweise Zitronensäure, passiviert ist. - Die Durchführung des erfindungsgemäßen Verfahrens wird anhand der Zeichnung näher beschrieben.
- Es ist schematisch der Querschnitt einer Kammer gezeigt, in der die Beizung und Spülung der einseitig verzinkten Stahlbleche durchgeführt wird. Mit 2 und 3 ist der Eintritt und der Austritt für die durchlaufenden Stahlbleche 1 bezeichnet, deren Laufrichtung mittels eines Pfeiles angedeutet ist. Die Stahlbleche werden mit der unverzinkten Seite nach oben in eine vordere Beizzone 4 geführt, in der sie von oben mit Beizflüssigkeit und von unten mit Wasser besprüht werden. Die Beizflüssigkeit wird in einer Leitung 5 einem Sprühbalken 6 zugeführt, der die Beizflüssigkeit quer über die gesamte Breite des Stahlbleches aufsprüht. Um zu verhindern, daß die Beizflüssigkeit auf die verzinkte Seite des Stahlbleches übergreift, wird das Blech von unten mit Wasser besprüht, das in der Leitung 7 mehreren Sprühbalken 8 zugeführt wird, die ebenfalls die gesamte Breite der Stahlbleche erfassen.
- Nach Durchlaufen der Beizzone 4 gelangen die Stahlbleche in die Waschzone 9, in der die Beizflüssigkeit mit Wasser abgespült wird, das mittels einer Leitung 10 dem Sprühbalken 11 zugeführt wird. Der Reaktionsweg, der sich aus dem Abstand der beiden Sprühbalken 6 und 11 ergibt, beträgt etwa 1 m. Dieser kurze Reaktionsweg reicht aus, um die Oxidschicht aufzulösen, wobei die Stahlbleche mit einer Geschwindigkeit bis 90 m/min durch die Kammer geführt werden. Um einen allfälligen letzten Rest von Beizflüssigkeit von den Stahlblechen noch zu beseitigen, wird das aufgesprühte Wasser mittels Abpreßrollen 12 entfernt und gewünschtenfalls die gebeizte Oberfläche noch einmal mit Wasser besprüht, das mittels einer Leitung 13 einem Sprühbalken 14 zugeführt wird. Mit 15 und 16 sind Öffnungen der Kammer bezeichnet, an denen Waschflüssigkeit abgelassen bzw. Sprühregen abgesaugt werden kann.
- In dem folgenden Beispiel wird die Erfindung noch näher erläutert.
- Einseitig verzinkte Stahlbleche mit einer Dicke von 0,8 mm und einer Breite von 1500 mm wurden mit einer Geschwindigkeit von 40 m/min durch die Beizzone 4 geführt. Die unverzinkte Seite wurde homogen über ihre gesamte Breite mit 10 l Beizflüssigkeit pro min besprüht. Die Beizflüssigkeit wies eine Temperatur von 40°C auf und enthielt 25 g/l Zitronensäure und 0,60 Vol.% Wasserstoffperoxid.
- Die unverzinkte Seite erwies sich nach dem Waschvorgang als frei von zu Verfärbungen führenden Mischoxiden und passiviert mit Zitronensäure. Die verzinkte Seite wurde durch die Beizung nicht in Mitleidenschaft gezogen.
- Ähnlich gute Resultate wurden erhalten, wenn anstelle der Zitronensäure Apfelsäure oder Weinsäure (ebenfalls in einer Konzentration von 25 g/l) als Hydroxycarbonsäuren oder anstelle des Wasserstoffperoxides Ammoniumperoxodisulfat (in einer Konzentration von 24 g/l) verwendet wurden.
Claims (7)
- daß die Oberfläche der unverzinkten Seite frei ist von Oxiden, die sich während der Verzinkung bilden, und
- daß sie durch eine Hydroxycarbonsäure, vorzugsweise Zitronensäure, passiviert ist.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES198888890198T ES2033017T3 (es) | 1988-07-28 | 1988-07-28 | Procedimiento para el tratamiento de chapas de acero cincadas electroliticamente en un lado. |
| EP88890198A EP0352399B1 (de) | 1988-07-28 | 1988-07-28 | Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen |
| DE8888890198T DE3871143D1 (de) | 1988-07-28 | 1988-07-28 | Verfahren zur chemischen nachbehandlung von stahlblechoberflaechen. |
| AT88890198T ATE76115T1 (de) | 1988-07-28 | 1988-07-28 | Verfahren zur chemischen nachbehandlung von stahlblechoberflaechen. |
| US07/387,080 US5043022A (en) | 1988-07-28 | 1989-07-28 | Method of treating a one-side electrogalvanized steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP88890198A EP0352399B1 (de) | 1988-07-28 | 1988-07-28 | Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0352399A1 true EP0352399A1 (de) | 1990-01-31 |
| EP0352399B1 EP0352399B1 (de) | 1992-05-13 |
Family
ID=8200714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88890198A Expired - Lifetime EP0352399B1 (de) | 1988-07-28 | 1988-07-28 | Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5043022A (de) |
| EP (1) | EP0352399B1 (de) |
| AT (1) | ATE76115T1 (de) |
| DE (1) | DE3871143D1 (de) |
| ES (1) | ES2033017T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0595686A1 (de) * | 1992-10-19 | 1994-05-04 | Sollac | Beizverfahren für Stahlwerkstoffe |
| ES2055660A1 (es) * | 1992-12-03 | 1994-08-16 | Taiwan Galvanizing Co Ltd | Metodo para la adherencia de una capa electrolitica coloreada sobre articulos de acero zincados electroliticamente. |
| DE10156624A1 (de) * | 2001-11-17 | 2003-05-28 | Bosch Gmbh Robert | Verfahren und Beizlösung zum Abreinigen von Belägen eines Stahl-Werkstückes |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6372706B1 (en) * | 1996-10-04 | 2002-04-16 | Henkel Corporation | Alkaline hard surface cleaner and process therewith |
| CH691479A5 (de) | 1996-12-06 | 2001-07-31 | Siemens Ag | Oberflächenbehandlung von Stahl. |
| US6126997A (en) * | 1999-02-03 | 2000-10-03 | Bulk Chemicals, Inc. | Method for treating magnesium die castings |
| US6270620B1 (en) * | 1999-09-14 | 2001-08-07 | World Wiser Electronics Inc. | Etching device |
| ES2391870T3 (es) * | 2007-02-12 | 2012-11-30 | Henkel Ag & Co. Kgaa | Procedimiento para tratar superficies metálicas |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU60299A1 (de) * | 1969-02-07 | 1970-04-06 | ||
| US4452643A (en) * | 1983-01-12 | 1984-06-05 | Halliburton Company | Method of removing copper and copper oxide from a ferrous metal surface |
| EP0183894A2 (de) * | 1984-11-30 | 1986-06-11 | Feldmann-Chemie GmbH | Verwendung von Mischung aus organischen und/oder anorganischen Säuren und/oder sauren Salzen zur Entfernung von eisen- und manganhaltigen Ablagerungen und Verockerungen |
| US4632733A (en) * | 1985-12-30 | 1986-12-30 | Nippon Kokan Kabushiki Kaisha | Method for manufacturing one-side electrogalvanized steel strip |
| US4708779A (en) * | 1986-10-20 | 1987-11-24 | Bethlehem Steel Corporation | Chemical post-treatment of selectively galvanized steel strip and sheet |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3537926A (en) * | 1967-06-19 | 1970-11-03 | Lancy Lab | Chemical brightening of iron-containing surfaces of workpieces |
| FR2539140A1 (fr) * | 1983-01-07 | 1984-07-13 | Ugine Kuhlmann | Stabilisation de solutions aqueuses contenant du peroxyde d'hydrogene, de l'acide fluorhydrique et des ions metalliques |
| US4659605A (en) * | 1984-05-16 | 1987-04-21 | Richardson Chemical Company | Electroless deposition magnetic recording media process and products produced thereby |
| JPS63172799A (ja) * | 1987-01-12 | 1988-07-16 | 日本パ−カライジング株式会社 | アルミニウムの表面洗浄剤 |
-
1988
- 1988-07-28 AT AT88890198T patent/ATE76115T1/de not_active IP Right Cessation
- 1988-07-28 ES ES198888890198T patent/ES2033017T3/es not_active Expired - Lifetime
- 1988-07-28 EP EP88890198A patent/EP0352399B1/de not_active Expired - Lifetime
- 1988-07-28 DE DE8888890198T patent/DE3871143D1/de not_active Expired - Fee Related
-
1989
- 1989-07-28 US US07/387,080 patent/US5043022A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU60299A1 (de) * | 1969-02-07 | 1970-04-06 | ||
| US4452643A (en) * | 1983-01-12 | 1984-06-05 | Halliburton Company | Method of removing copper and copper oxide from a ferrous metal surface |
| EP0183894A2 (de) * | 1984-11-30 | 1986-06-11 | Feldmann-Chemie GmbH | Verwendung von Mischung aus organischen und/oder anorganischen Säuren und/oder sauren Salzen zur Entfernung von eisen- und manganhaltigen Ablagerungen und Verockerungen |
| US4632733A (en) * | 1985-12-30 | 1986-12-30 | Nippon Kokan Kabushiki Kaisha | Method for manufacturing one-side electrogalvanized steel strip |
| US4708779A (en) * | 1986-10-20 | 1987-11-24 | Bethlehem Steel Corporation | Chemical post-treatment of selectively galvanized steel strip and sheet |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0595686A1 (de) * | 1992-10-19 | 1994-05-04 | Sollac | Beizverfahren für Stahlwerkstoffe |
| ES2055660A1 (es) * | 1992-12-03 | 1994-08-16 | Taiwan Galvanizing Co Ltd | Metodo para la adherencia de una capa electrolitica coloreada sobre articulos de acero zincados electroliticamente. |
| DE10156624A1 (de) * | 2001-11-17 | 2003-05-28 | Bosch Gmbh Robert | Verfahren und Beizlösung zum Abreinigen von Belägen eines Stahl-Werkstückes |
| DE10156624B4 (de) * | 2001-11-17 | 2005-10-27 | Robert Bosch Gmbh | Verfahren und Beizlösung zum Abreinigen von Belägen eines Stahl-Werkstückes |
Also Published As
| Publication number | Publication date |
|---|---|
| US5043022A (en) | 1991-08-27 |
| ES2033017T3 (es) | 1993-03-01 |
| EP0352399B1 (de) | 1992-05-13 |
| DE3871143D1 (de) | 1992-06-17 |
| ATE76115T1 (de) | 1992-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2359021A1 (de) | Beizloesung und verfahren zum beizen von metallen | |
| DE2428067A1 (de) | Rostschutzverfahren fuer kaltgewalztes stahlband | |
| DE60015229T2 (de) | Verfahren zum Beizen von rostfreien Stählen ohne Salpetersäure und in Anwesenheit von Chloridionen | |
| DE2541896A1 (de) | Verfahren zum behandeln eines substrates aus plastikmaterial und material zur durchfuehrung desselben | |
| DE2711429A1 (de) | Verfahren zur reinigung von zinn- oberflaechen | |
| DD147116A5 (de) | Verfahren zur kontinuierlichen behandlung von stahlblechen | |
| EP0352399B1 (de) | Verfahren zur chemischen Nachbehandlung von Stahlblechoberflächen | |
| DE1121902B (de) | Verfahren zum kontinuierlichen Kaltwalzen von Bandeisen | |
| EP0031103B1 (de) | Verfahren zur Vorbehandlung von Metalloberflächen vor dem Phosphatieren | |
| DE2540068A1 (de) | Verfahren zum ueberziehen von metallen | |
| DE2206180A1 (de) | Permanganathaltiges Endspulmittel fur Metallüberzüge | |
| DE2819912A1 (de) | Verfahren zur phosphatierung von eisen | |
| CH524692A (de) | Verfahren und Reinigungslösung zum Entfernen der Kupfer (I)- und -(II)-oxide von einem mit Kupfer, einer Kupferlegierung oder einer Kupfer enthaltenden Aluminiumlegierung bedeckten Werkstück | |
| DE69932035T2 (de) | Verfahren zur behandlung eines metallproduktes | |
| DE1483247A1 (de) | Hochfeste Stahlbleche oder -streifen | |
| DE3630246A1 (de) | Verfahren zur erzeugung von phosphatueberzuegen sowie dessen anwendung | |
| DE2041871C3 (de) | Verfahren zur Vorbehandlung von Rost aufweisenden, eisenhaltigen Oberflächen für die elektrophoretische Lackierung | |
| DE19926102B4 (de) | Verfahren und Anlage zur Herstellung eines elektrolytisch beschichteten Warmbandes | |
| EP0154384B1 (de) | Verfahren zur Vorbereitung von Zinkoberflächen für die Lackierung | |
| DE974503C (de) | Verfahren zur Herstellung von UEberzuegen auf Metallen | |
| DE19844391C2 (de) | Verfahren zur Vorbereitung von Werkstücken für die Kaltumformung | |
| EP1100982B1 (de) | Beizmittel für edelstähle | |
| DE1082095B (de) | Verfahren und Loesung zum Reinigen von metallischen Oberflaechen unter gleichzeitiger Bildung eines Phosphatueberzuges im Spritzverfahren | |
| DE2154938C3 (de) | Verfahren zur Oberflächenvorbehandlung von Stahl vor der Direktweißemaillierung | |
| DE1287891B (de) | Verfahren zum Aufbringen eines PhosphatÜberzuges auf Oberflächen aus Eisen oder Zink |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900326 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOEST-ALPINE STAHL LINZ GESELLSCHAFT M.B.H. |
|
| 17Q | First examination report despatched |
Effective date: 19910613 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOEST-ALPINE STAHL LINZ GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 76115 Country of ref document: AT Date of ref document: 19920515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3871143 Country of ref document: DE Date of ref document: 19920617 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: SOCIETA' ITALIANA BREVETTI S.P.A. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2033017 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88890198.0 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980612 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980624 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980629 Year of fee payment: 11 Ref country code: FR Payment date: 19980629 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980630 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980709 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980716 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990731 |
|
| BERE | Be: lapsed |
Owner name: VOEST-ALPINE STAHL LINZ G.M.B.H. Effective date: 19990731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990728 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 88890198.0 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20010718 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020728 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20000810 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050728 |