EP0333902A1 - Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes - Google Patents
Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes Download PDFInfo
- Publication number
- EP0333902A1 EP0333902A1 EP88104676A EP88104676A EP0333902A1 EP 0333902 A1 EP0333902 A1 EP 0333902A1 EP 88104676 A EP88104676 A EP 88104676A EP 88104676 A EP88104676 A EP 88104676A EP 0333902 A1 EP0333902 A1 EP 0333902A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed channel
- channel
- rotary element
- application head
- outlet opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B9/00—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour
- B05B9/002—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour incorporating means for heating or cooling, e.g. the material to be sprayed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B3/00—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements
- B05B3/02—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B3/00—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements
- B05B3/02—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements
- B05B3/0202—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements being deflecting elements
Definitions
- the invention relates to a device for applying a thermoplastic, high polymer material, in particular an adhesive, to a substrate of the type specified in the preamble of claim 1.
- the basic structure of such a device is apparent, for example, from DE-GM 85 34 594 and has an application head, a feed channel for the liquefied material in the application head, a nozzle-like outlet opening at the end of the feed channel and a valve arrangement for opening and closing the feed channel or the Outlet opening.
- a gas generally air
- the application head is supplied to the application head so that the emerging application mass is atomized by the pressurized gas and applied to the substrate to be coated in the form of a spray curtain or mist .
- the invention is therefore based on the object of creating a device for applying a thermoplastic, high-polymer material, in particular an adhesive, of the type specified, in which the disadvantages mentioned above do not occur.
- a device is to be proposed with which the applied application pattern can be changed and modified in a simple manner.
- a rotatably mounted rotary element is integrated in the application head with a channel aligned with the feed channel and the outlet opening, so that different application patterns can be achieved by appropriate design of the outlet angle of the outlet opening. If the element is rotated, in particular pneumatically, by means of a drive device, circular application patterns can be generated, for example, if the outlet opening runs at an angle to the vertical, about which the element rotates. The rotation results in an extension of the emerging mass and a kind of spray tint.
- the rotary element For the pneumatic rotation of the rotary element, it can be provided with a screw, past which a gas, in particular an air stream, flows and thereby rotates the screw and thus also the rotary element.
- the air pressure or volume can be adjusted accordingly Rotation speed of the element so that the range of the application mass emerging from the outlet opening and finally the diameter of the application pattern generated are set.
- the rotary element itself can also be removed very simply and quickly and exchanged for an element with a differently configured outlet opening, as a result of which further application patterns can be realized.
- thermoplastic high-polymer material namely an adhesive
- a substrate not shown
- a liquefaction device 12 which is known, for example, from DE-OS 2 836 545 Has structure.
- the top of the liquefaction device 12 is provided with a filler cap 14 for the adhesive to be refilled.
- the liquefaction device 12 is connected via a heat-insulated hose 16 to an application head 18, on the underside of which a nozzle 20 is provided for applying the adhesive to a material web (not shown) to be coated with the adhesive.
- the hose 16 has a connection piece 22 at its inlet end and a connection piece 24 at its outlet end, which are fastened to the liquefaction device 12 or the application head 18 by corresponding counterparts.
- the connections are surrounded by a heat-insulating sleeve.
- two lines are led through the outer wall thereof, namely a supply line 26 connected to a heating tape inside the hose 16 and a control line 28.
- the application head 18 has a body 30 which is connected at its lower end to the outlet nozzle 20 and at its upper end to a connection 32 for compressed air, which is used for actuating its valve arrangement in the application head 18, which is yet to be explained.
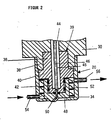
- the part of the application head 18 of interest here, namely the outlet nozzle 20, can be seen in FIG. 2.
- the outlet nozzle 20 has a cap-shaped housing 34 which is screwed via an internal thread onto the external thread of a correspondingly shaped extension 36 of the body 30.
- the extension 36 has a cylindrical bore in which a corresponding extension 38 of an intermediate piece 39 is arranged; a widening 40 adjoins the extension 38 of the intermediate piece 39, the outer diameter of which is somewhat smaller than the outer diameter of the sleeve 36.
- the intermediate piece 39 that is to say the widening 40, merges into a cylindrical end piece 42.
- the intermediate piece 39 with the parts 38, 40, 42 can be screwed into the housing 30, namely with its attachment 38.
- the housing 30 has a feed channel 44 for the liquefied adhesive, which merges into a corresponding feed channel 45 with the same diameter in the intermediate piece 39. At the lower end of the intermediate piece 39, that is to say in the area of the extension 42, the diameter of the channel 45 in the intermediate piece 39 is reduced.
- a reciprocating valve needle 46 is arranged in the channel 44, 45 in the housing 30 and the intermediate piece 39, the lower end of which, as shown in FIG. 2, rests on the channel constriction at the lower end and thereby blocks the channel 45.
- valve needle 46 is connected to a stepped piston 48 (see FIG. 1) which is actuated pneumatically, that is to say pushed back and forth, to bring the needle 46 into or out of contact with the constriction of the feed channel 45 and thereby to open or close the feed channel 45.
- a cap-shaped rotary element 48 with a U-cross section is integrated into the lower end of the outlet nozzle 20, the inner surfaces of which, ie the inner surfaces of the side walls and the bottom, bear against the corresponding counter surfaces of the attachment 42.
- the upper edges of the side walls bear against the widening 40 from below.
- the pivot bearings indicated in black are arranged between these surfaces.
- the narrowed channel 45 in the extension 42 continues through the bottom of the rotary element 48 and then bends slightly towards its outlet 50, so that the outlet 50 is arranged obliquely with respect to the feed channel 44.
- the lateral outer wall of the rotating element 48 is designed with a circumferential screw 52 which serves to guide the flow and whose turns can be seen from FIG. 2.
- the rotating element 48 and the worm 52 can rotate freely in the space between the cap-shaped element 34 and the shoulder.
- the cap 34 is provided with a compressed air inlet 54 and on the opposite side with a compressed air outlet 56; the direction of flow of the compressed air is indicated by the arrows.
- the intermediate piece 39 is screwed into the lower end of the body 30.
- the rotating element 48 is inserted freely rotatable, and finally the cap 34 is screwed onto the intermediate piece 39 and onto the extension 36 of the body 30.
- the rotating element 48 is fixed in a freely rotatable manner about a vertical axis.
- the liquefied adhesive from the liquefaction device 12 is fed to the application head 18 via the hose 16, wherein it is present in the feed channel 44 at a certain pressure.
- the feed channel 44, 45 and thus the outlet 50 are blocked, so that no adhesive can escape.
- the stepped piston 48 of the valve needle 46 is actuated pneumatically and thereby shifted upwards as shown in FIG. 2, so that the feed channel 44, 45 and thus the outlet opening 50 are released.
- Fig. 1 the compressed air flows for the pneumatic actuation of the valve needle 46 are indicated by arrows.
- an electromagnetic valve 58 is shown, which serves to control the compressed air supply to the stepped piston 48.
- the rotating element 48 can also be removed as a whole and exchanged for another rotating element 48 with a different configuration of the outlet 50, in particular with regard to the angle to the feed channel 44, 45.
- the liquefied adhesive in the feed channel 44, 45 can be atomized by means of compressed air be, whereby the application head 18 is converted into a spray head.
- the air required for spraying can be supplied separately via the intermediate piece 39 by means of a further channel which opens into the outlet 50.
- this air via the rotating element 48, either via a separate duct or as "branch air", i.e. part of the air supplied via the inlet 54 is used to spray the adhesive.
- the additional air nozzles known from DE-GM 8 534 594 can also be integrated into the application head 18.
Landscapes
- Nozzles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Coating Apparatus (AREA)
Abstract
Eine Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes, auf ein Substrat mit einem Auftragkopf (20), mit mindestens einem Zuführkanal (44) für den verflüssigten Werkstoff in dem Auftragkopf (20), mit einer düsenartigen Auslaßöffnung (50) am Ende des Zuführkanals (44) und mit einer Ventilanordnung zum Öffnen und Schließen des Zuführkanals (44) bzw. der Auslaßöffnung (50) weist ein in dem Auftragkopf (20) vorgesehenes, drehbares Rotationselement (48) mit einem mit dem Zuführkanal (44) fluchtenden Kanal auf, der in die Auslaßöffnung (50) übergeht.
Description
- Die Erfindung betrifft eine Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes, auf ein Substrat der im Oberbegriff des Anspruchs 1 angegebenen Gattung.
- Der Grundaufbau einer solchen Vorrichtung geht beispielsweise aus dem DE-GM 85 34 594 hervor und weist einen Auftragkopf, einen Zuführkanal für den verflüssigten Werkstoff in dem Auftragkopf, eine düsenartige Auslaßöffnung am Ende des Zuführkanals und eine Ventilanordnung zum Öffnen und Schließen des Zuführkanals bzw. der Auslaßöffnung auf. Dabei wird dem Auftragkopf nicht nur der verflüssigte Werkstoff, sondern gleichzeitig auch ein Gas, im allgemeinen Luft, zugeführt, so daß die austretende Auftragmasse durch das unter Druck stehende Gas zerstäubt und in Form eines Sprühvorhanges bzw. -Nebels auf das zu beschichtende Substrat aufgebracht wird.
- Bei der Vorrichtung nach dem DE-GM 85 34 594 lassen sich durch zusätzliche Gas-, insbesondere Luft-Ströme bestimmte Auftragmuster erzeugen, wie sie für einige Anwendungsfälle erforderlich sind. Dabei müssen jedoch die Auslaßöffnungen für die zusätzlichen Gasströme sehr exakt positioniert und justiert werden, um die gewünschten Muster zu erhalten. Außerdem ist es nicht ohne weiteres möglich, von einem einmal eingestellten Auftrag- bzw. Sprühmuster abzuweichen. Und schließlich ergibt sich ein sehr komplizierter Aufbau mit den externen, zusätzlichen Auslaßdüsen für den weiteren Luftstrom.
- Der Erfindung liegt deshalb die Aufgabe zugrunde, eine Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes, der angegebenen Gattung zu schaffen, bei der die oben erwähnten Nachteile nicht auftreten. Insbesondere soll eine Vorrichtung vorgeschlagen werden, mit der sich das aufgebrachte Auftragmuster auf einfache Weise verändern und modifizieren läßt.
- Dies wird erfindungsgemäß durch die im kennzeichnenden Teil des Anspruchs 1 angegebenen Merkmale erreicht.
- Zweckmäßige Ausführungsformen werden durch die Merkmale der Unteransprüche definiert.
- Die mit der Erfindung erzielten Vorteile beruhen darauf, daß in den Auftragkopf ein drehbar gelagertes Rotationselement mit einem mit dem Zuführkanal fluchtenden Kanal und der Auslaßöffnung integriert ist, so daß sich durch entsprechende Auslegung des Austrittswinkels der Auslaßöffnung unterschiedliche Auftragmuster erzielen lassen. Wird das Element mittels einer Antriebseinrichtung, insbesondere pneumatisch, gedreht, so können beispielsweise kreisförmige Auftragmuster erzeugt werden, wenn die Auslaßöffnung in einem Winkel zur Lotrechten verläuft, um die sich das Element dreht. Durch die Drehung ergibt sich eine Streckung der austretenden Masse und damti eine Art Sprüheffeckt.
- Zur pneumatischen Drehung des Rotationselementes kann es mit einer Schnecke versehen sein, an der ein Gas-, insbesondere ein Luftstrom, vorbeiströmt und dadurch die Schnecke und damit auch das Rotationselement dreht. Durch entsprechende Einstellung des Luft-Drucks bzw. - Volumens kann die Rotationsgeschwindigkeit des Elementes, damit die Reichweite der aus der Auslaßöffnung austretenden Auftragmasse und schließlich der Durchmesser des erzeugten Auftragsmusters eingestellt werden.
- Als Alternative hierzu kann auch das Rotationselement selbst sehr einfach und rasch ausgebaut und gegen ein Element mit anders ausgestalteter Auslaßöffnung ausgetauscht werden, wodurch sich weitere Auftragmuster realisieren lassen.
- Die Erfindung wird im folgenden anhand eines Ausführungsbeispiels unter Bezugnahme auf die beiliegenden, schematischen Zeichnungen näher erläutert. Es zeigen:
- Fig. 1 eine perspektivische Ansicht einer Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes, mittels eines stationären Auftragkopfes auf ein Substrat, und
- Fig. 2 im vergrößerten Maßstab eine Ansicht des Details X von Fig. 1.
- Die aus Fig. 1 ersichtliche, allgemein durch das Bezugszeichen 10 angedeutete Vorrichtung zum Aufbringen eines thermoplastischen hochpolymeren Werkstoffes, nämlich eines Klebstoffes, auf ein Substra (nicht dargestellt) weist ein Verflüssigungsgerät 12 auf, das etwa den aus der DE-OS 2 836 545 bekannten Aufbau hat. Das Verflüssigungsgerät 12 ist an seiner Oberseite mit einem Einfülldeckel 14 für den nachzufüllenden Klebstoff versehen.
- Das Verflüssigungsgerät 12 ist über einen wärmeisolierten Schlauch 16 mit einem Auftragkopf 18 verbunden, an dessen Unterseite eine Düse 20 für das Auftragen des Klebstoffes auf eine mit dem Klebstoff zu beschichtende Materialbahn (nicht dargestellt) vorgesehen ist. Der Schlauch 16 weist an seinem Einlaßende einen Anschlußstutzen 22 und an seinem Auslaßende einen Anschlußstutzen 24 auf, die durch entsprechende Gegenstücke an dem Verflüssigungsgerät 12 bzw. dem Auftragkopf 18 befestigt sind. Die Verbindungen sind durch eine wärmeisolierende Manschette umgeben.
- Am Einlaßende des Schlauches 16 sind durch dessen Außenwand zwei Leitungen nach außen geführt, und zwar eine mit einem Heizband im Innern des Schlauches 16 verbundene Zuleitung 26 und eine Steuerleitung 28.
- Der Auftragkopf 18 weist einen Körper 30 auf, der an seinem unteren Ende mit der Auslaßdüse 20 und an seinem oberen Ende mit einem Anschluß 32 für Druckluft verbunden ist, die zur noch zu erläuternden Betätigung seiner Ventilanordnung in dem Auftragkopf 18 dient.
- Der hier interessierende Teil des Auftragkopfes 18, nämlich die Auslaßdüse 20, ist aus Fig. 2 ersichtlich. Die Auslaßdüse 20 weist ein kappenförmiges Gehäuse 34 auf, das über ein Innengewinde auf das Außengewinde eines entsprechend geformten Ansatzes 36 des Körpers 30 geschraubt ist. Der Ansatz 36 weist eine zylindrische Bohrung auf, in der ein entsprechender Ansatz 38 eines Zwischenstücks 39 angeordnet ist; an den Ansatz 38 des Zwischenstückes 39 schließt sich eine Verbreiterung 40 an, deren Außendurchmesser etwas kleiner als der Außendurchmesser der Hülse 36 ist. An seinem unteren Ende geht das Zwischenstück 39, also die Verbreiterung 40 in ein zylindrisches Endstück 42 über.
- Das Zwischenstück 39 mit den Teilen 38, 40, 42 kann in das Gehäuse 30 eingeschraubt sein, nämlich mit seinem Ansatz 38.
- Das Gehäuse 30 weist einen Zuführkanal 44 für den verflüssigten Klebstoff auf, der in einen entsprechenden Zuführkanal 45 mit gleichen Durchmessern in dem Zwischenstück 39 übergeht. Am unteren Ende des Zwischenstücks 39, also im Bereich des Ansatzes 42, verringert sich der Durchmesser des Kanals 45 in dem Zwischenstück 39.
- In dem Kanal 44, 45 in dem Gehäuse 30 und dem Zwischenstück 39 ist eine hin- und herbewegbare Ventilnadel 46 angeordnet, deren unteres Ende gemäß der Darstellung in Fig. 2 auf der Kanalverengung am unteren Ende aufliegt und dadurch den Kanal 45 versperrt.
- Am oberen Ende ist die Ventilnadel 46 mit einem Stufenkolben 48 (siehe Fig. 1) verbunden, der pneumatisch betätigt, also hin- und hergeschoben wird, um die Nadel 46 in bzw. außer Anlage mit der Verengung des Zuführkanals 45 zu bringen und dadurch den Zuführkanal 45 zu öffnen bzw. zu schließen.
- In das untere Ende der Auslaßdüse 20 ist ein kappenförmiges Rotationselement 48 mit U-Querschnitt integriert, dessen Innenflächen, also die Innenflächen der Seitenwände und des Bodens, an den entsprechenden Gegenflächen des Ansatzes 42 anliegen. Die Oberkanten der Seitenwände liegen von unten an der Verbreiterung 40 an. Um die leichte Drehung des Rotationselementes 48 zu ermöglichen, sind zwischen diesen Flächen die schwarz angedeuteten Drehlager angeordnet.
- Der verengte Kanal 45 in dem Ansatz 42 setzt sich durch den Boden des Rotationselementes 48 hindurch fort und knickt dann zu seinem Auslaß 50 hin etwas ab, so daß der Auslaß 50 in Bezug auf den Zuführkanal 44 schräg angeordnet ist.
- Die seitliche Außenwand des Rotationselementes 48 ist mit einer zur Strömungsführung dienenden, umlaufenden Schnecke 52 ausgestaltet, deren Windungen aus Fig. 2 zu erkennen kann.
- Das Rotationselement 48 und die Schnecke 52 können sich in dem Raum zwischen dem kappenförmigen Element 34 und dem Ansatz frei drehen.
- Die Kappe 34 ist mit einem Drucklufteinlaß 54 und auf der gegenüberliegenden Seite mit einem Druckluftauslaß 56 versehen; die Strömungsrichtung der Druckluft ist jeweils durch die Pfeile angedeutet.
- Zur Montage der Düse 20 wird das Zwischenstück 39 in das untere Ende des Körpers 30 eingeschraubt. Dann wird das Rotationselement 48 frei drehbar eingesetzt, und schließlich wird die Kappe 34 auf das Zwischenstück 39 und auf den Ansatz 36 des Körpers 30 aufgeschraubt. Dadurch wird das Rotationselement 48 um eine lotrechte Achse frei drehbar fixiert.
- Wird nun Druckluft über den Einlaß 54 zugeführt, so strömt sie durch den Spalt zwischen der Kappe 34 und dem Rotationselement 48 an den Windungen der Schnecke 52 entlang, so daß diese Schnecke 52 mitgenommen wird und sich damit das Rotationselement 48 dreht. Auf der gegenüberliegenden Seite strömt die Druckluft durch den Auslaß 56 aus diesem Spalt aus.
- Bei der Drehung des Rotationselementes 48 wird auch sein Auslaß 50 auf einer Kreisbahn um den Zuführkanal 45 gedreht, so daß die aus diesem Auslaß 50 austretende, verflüssigte Auftragsmasse in einer Kreisbahn auf das darunter vorbeigeführte, zu beschichtende Substrat (nicht dargestellt) geschleudert wird und dadurch vorgegebene Auftragsmuster erzeugt, die etwa Sprühmustern entsprechen.
- Der verflüssigte Klebstoff von dem Verflüssigungsgerät 12 wird dem Auftragkopf 18 über den Schlauch 16 zugeführt, wobei er mit einem bestimmten Druck in dem Zuführkanal 44 ansteht. In der aus Fig. 2 ersichtlichen Lage der Ventilnadel 46 ist der Zuführkanal 44, 45 und damit der Auslaß 50 versperrt, so daß kein Klebstoff austreten kann. Nun wird der Stufenkolben 48 der Ventilnadel 46 pneumatisch betätigt und dadurch gemäß der Darstellung in Fig. 2 nach oben verschoben, so daß der Zuführkanal 44, 45 und damit die Auslaßöffnung 50 freigegeben werden.
- In Fig. 1 sind die Druckluftströme für die pneumatische Betätigung der Ventilnadel 46 durch Pfeile angedeutet. Außerdem ist ein Elektromagnetventil 58 dargestellt, das zur Steuerung der Druckluftbeaufschlagung des Stufenkolbens 48 dient.
- Durch Erhöhung des Luft-Druckes bzw. der Druckluft-Menge, die an den Einlaß 54 angelegt werden, läßt sich die Druckluftbeaufschlagung des Rotationselementes 48, seine Rotationsgeschwindigkeit und damit schließlich der von den ballistischen Gegebenenheiten abhängende Durchmesser des kreisförmigen Auftragsmusters bestimmen.
- Falls weitere Modifikationen des Auftragsmusters erforderlich sind, kann auch das Rotationselement 48 insgesamt ausgebaut und gegen ein anderes Rotationselement 48 mit anderer Ausgestaltung des Auslasses 50, insbesondere in Bezug auf den Winkel zum Zuführkanal 44, 45 ausgetauscht werden.
- Obwohl es aus den Figuren nicht hervorgeht, kann schließlich noch der verflüssigte Klebstoff in dem Zuführkanal 44, 45 mittels Druckluft zerstäubt werden, wodurch der Auftragkopf 18 zu einem Sprühkopf umgestaltet wird.
- Hierbei können im Prinzip die gleichen Techniken verwendet werden, wie sie in dem DE-GM 8 534 594 beschrieben werden. Die zum Sprühen erforderliche Luft kann separat über das Zwischenstück 39 mittels eines weiteren Kanals zugeführt werden, der in den Auslaß 50 mündet. Als Alternative hierzu ist es auch möglich, diese Luft über das Rotationselement 48 zuzuführen, und zwar entweder über einen getrennten Kanal oder als "Abzweigluft", d.h., ein Teil der über den Einlaß 54 zugeführten Luft dient zum Sprühen des Klebstoffes.
- Auch die aus dem DE-GM 8 534 594 bekannten, zusätzlichen Luftdüsen lassen sich in den Auftragkopf 18 integrieren.
Claims (10)
1. Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes, auf ein Substrat
a) mit einem Auftragkopf,
b) mit mindestens einem Zuführkanal für den verflüssigten Werkstoff in dem Auftragkopf,
c) mit einer düsenartigen Auslaßöffnung am Ende des Zuführkanals, und
d) mit einer Ventilanordnung zum Öffnen und Schließen des Zuführkanals bzw. der Auslaßöffnung,
dadurch gekennzeichnet, daß
dadurch gekennzeichnet, daß
e) ein in dem Auftragkopf (18) vorgesehenes, drehbares Rotationselement (48) einen mit dem Zuführkanal (44) in Verbindung stehenden Kanal aufweist, der in die Auslaßöffnung (50) übergeht.
2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Auslaßöffnung (50) schräg zum Zuführkanal (44, 45) angeordnet ist.
3. Vorrichtung nach einem der Ansprüche 1 oder 2, gekennzeichnet durch einen Antrieb zur Drehung des Rotationselementes (48).
4. Vorrichtung nach Anspruch 3, gekennzeichnet durch einen pneumatischen Antrieb zur Drehung des Rotationselementes (48).
5. Vorrichtung nach Anspruch 4, dadruch gekennzeichnet, daß das kappenförmige Rotationselement (48) an seiner Außenfläche mit einer durch Druckluft beaufschlagbaren Schnecke (52) versehen ist.
6. Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß zwischen dem Rotationselement (48) und den Gegenflächen Drehlager angeordnet sind.
7. Vorrichtung nach einem der Ansprüche 1 bis 6, gekennzeichnet durch einen weiteren Kanal für die Zuführung eines Sprühgases, insbesondere von Sprühluft, bei der Ausgestaltung des Auftragkopfes (18) als Sprühkopf.
8. Vorrichtung nach Anspruch 7, gekennzeichnet durch einen Kanal für die Zuführung des Sprühgases in einem Zwischenstück (39) des Auftragkopfes (18).
9. Vorrichtung nach Anspruch 7, gekennzeichnet durch einen Kanal für die Zuführung des Sprühgases in dem Rotationselement (48).
10. Vorrichtung nach Anspruch 9, gekennzeichnet durch einen gemeinsamen Gasanschluß für den pneumatischen Antrieb des Rotationselementes (48) einerseits und das Sprühgas andererseits.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP88104676A EP0333902A1 (de) | 1988-03-23 | 1988-03-23 | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes |
| DE8803938U DE8803938U1 (de) | 1988-03-23 | 1988-03-23 | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes |
| US07/311,309 US4995558A (en) | 1988-03-23 | 1989-02-16 | Apparatus for applying a thermoplastic high-polymer material, in particular an adhesive, to a substrate |
| JP1073676A JP2680112B2 (ja) | 1988-03-23 | 1989-03-23 | 基板に熱可塑性高重合材料を塗布する装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP88104676A EP0333902A1 (de) | 1988-03-23 | 1988-03-23 | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0333902A1 true EP0333902A1 (de) | 1989-09-27 |
Family
ID=8198836
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88104676A Withdrawn EP0333902A1 (de) | 1988-03-23 | 1988-03-23 | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4995558A (de) |
| EP (1) | EP0333902A1 (de) |
| JP (1) | JP2680112B2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0367985A3 (en) * | 1988-11-07 | 1990-08-08 | Nordson Corporation | Nozzle attachment for an adhesive spray gun |
| US5065943A (en) * | 1990-09-06 | 1991-11-19 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
| US5169071A (en) * | 1990-09-06 | 1992-12-08 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2348384A (en) * | 1999-04-01 | 2000-10-04 | Prodef Engineering Limited | Adhesive applicator and machine for applying adhesive |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE544969A (de) * | ||||
| DE898413C (de) * | 1950-10-17 | 1953-11-30 | Chiron Werke G M B H | Farbverteiler mit Turbinenantrieb fuer Farb-Spritzpistolen |
| DE1208663B (de) * | 1956-04-27 | 1966-01-05 | Grace W R & Co | Spritzeinrichtung zum Auftragen von Dichtungsmasse in Kreisform |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1876607A (en) * | 1932-09-13 | Cleaning machine | ||
| US2964246A (en) * | 1956-04-27 | 1960-12-13 | Grace W R & Co | Gasket applying machine |
| DE2836545C2 (de) * | 1978-08-21 | 1984-11-08 | Fa. Henning J. Claassen, 2120 Lüneburg | Gerät zum Verflüssigen von Schmelzmassen, insbesondere Schmelzklebestoffen |
| DE3419964C2 (de) * | 1984-05-29 | 1986-04-17 | Alfred Kärcher GmbH & Co, 7057 Winnenden | Spritzkopf eines Hochdruckreinigungsgerätes |
| JPS6238257A (ja) * | 1985-08-09 | 1987-02-19 | R D Kosan Kk | 超高圧水噴射装置 |
| DE8534594U1 (de) * | 1985-12-09 | 1986-02-06 | Claassen, Henning J., 2120 Lüneburg | Sprühkopf zum Versprühen eines thermoplastischen Kunststoffes, insbesondere eines Schmelzklebstoffes |
| DE3623368C2 (de) * | 1986-07-11 | 1993-12-02 | Kaercher Gmbh & Co Alfred | Rotordüse für ein Hochdruckreinigungsgerät |
-
1988
- 1988-03-23 EP EP88104676A patent/EP0333902A1/de not_active Withdrawn
-
1989
- 1989-02-16 US US07/311,309 patent/US4995558A/en not_active Expired - Fee Related
- 1989-03-23 JP JP1073676A patent/JP2680112B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE544969A (de) * | ||||
| DE898413C (de) * | 1950-10-17 | 1953-11-30 | Chiron Werke G M B H | Farbverteiler mit Turbinenantrieb fuer Farb-Spritzpistolen |
| DE1208663B (de) * | 1956-04-27 | 1966-01-05 | Grace W R & Co | Spritzeinrichtung zum Auftragen von Dichtungsmasse in Kreisform |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0367985A3 (en) * | 1988-11-07 | 1990-08-08 | Nordson Corporation | Nozzle attachment for an adhesive spray gun |
| AU620920B2 (en) * | 1988-11-07 | 1992-02-27 | Nordson Corporation | Nozzle attachment for an adhesive spray gun |
| US5065943A (en) * | 1990-09-06 | 1991-11-19 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
| US5169071A (en) * | 1990-09-06 | 1992-12-08 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2680112B2 (ja) | 1997-11-19 |
| US4995558A (en) | 1991-02-26 |
| JPH01284352A (ja) | 1989-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69530275T2 (de) | Spritzpistole mit einstellbarem Abgabeventil | |
| EP2451586B1 (de) | Farbspritzpistole | |
| EP1880771B1 (de) | Spritzpistole | |
| DE69420186T3 (de) | Vernebler | |
| DE3906219C2 (de) | Regulierventil | |
| DE2737680C3 (de) | Spritzpistole | |
| EP0710506B1 (de) | Düsenanordnung für eine Farbspritzpistole | |
| DE9416015U1 (de) | Düsenanordnung für eine Farbspritzpistole | |
| DE3024386A1 (de) | Farbspritzkanone | |
| EP0225624B1 (de) | Sprühkopf zum Versprühen eines thermoplastischen Kunststoffes, insbesondere eines Schmelzklebstoffes | |
| DE8534594U1 (de) | Sprühkopf zum Versprühen eines thermoplastischen Kunststoffes, insbesondere eines Schmelzklebstoffes | |
| DE3819762C2 (de) | ||
| DE102021124141A1 (de) | Lackierpistole und Verfahren zum Betreiben einer Lackierpistole | |
| DE3238201A1 (de) | Spruehkopf, insbesondere zum auftragen und verteilen von trennmittel auf druck- und spritzgussformen | |
| DE3714926A1 (de) | Fluessigkeitszerstaeubungsduese fuer eine spruehvorrichtung | |
| DE3102848C2 (de) | ||
| DE19748821A1 (de) | Pulver-Sprühbeschichtungsvorrichtung | |
| EP0333902A1 (de) | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes | |
| DE2757522C2 (de) | Rund- oder Ringstrahldüse zum Erzeugen und Abstrahlen eines Nebels oder Aerosols zur Beschichtung von Gegenständen | |
| DE8803938U1 (de) | Vorrichtung zum Aufbringen eines thermoplastischen, hochpolymeren Werkstoffes, insbesondere eines Klebstoffes | |
| DE19507365A1 (de) | Vorrichtung zum Versprühen eines Zweistoffgemisches | |
| CH453240A (de) | Auf eine Sprühdose aufsteckbare Betätigungsvorrichtung | |
| EP0363799A1 (de) | Sprühkopf zum Versprühen eines thermoplastischen, hochpolymeren Werkstoffes | |
| DE19821552C1 (de) | Aerosolgenerator | |
| DE869700C (de) | Duese mit selbsttaetiger Regelung der Durchflussmenge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NORDSON CORPORATION |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: CLAASSEN, HENNING J. |
|
| 17P | Request for examination filed |
Effective date: 19900316 |
|
| 17Q | First examination report despatched |
Effective date: 19910125 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19911230 |