EP0295207A1 - Agencement de four à cloche et de bac à tremper - Google Patents
Agencement de four à cloche et de bac à tremper Download PDFInfo
- Publication number
- EP0295207A1 EP0295207A1 EP88810354A EP88810354A EP0295207A1 EP 0295207 A1 EP0295207 A1 EP 0295207A1 EP 88810354 A EP88810354 A EP 88810354A EP 88810354 A EP88810354 A EP 88810354A EP 0295207 A1 EP0295207 A1 EP 0295207A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bell
- oven
- load
- tank
- arrangement according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/663—Bell-type furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0006—Details, accessories not peculiar to any of the following furnaces
- C21D9/0018—Details, accessories not peculiar to any of the following furnaces for charging, discharging or manipulation of charge
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/663—Bell-type furnaces
- C21D9/667—Multi-station furnaces
- C21D9/67—Multi-station furnaces adapted for treating the charge in vacuum or special atmosphere
Definitions
- the subject of the present invention is an arrangement of bell oven and soaking tank, said oven and said tank being placed at different levels, one of these elements or each of them being horizontally movable one with respect to the other, an arrangement comprising members for supporting a load made up of parts contained in a basket, these members being integral with the bell and projecting from the side wall and inside it ci, the arrangement further comprising an elevator capable of entering the bell.
- the problems encountered during quenching operations in thermal treatment installations comprising the devices of the type mentioned are essentially four in number: first, that of the oxidation of the parts when they come into contact with the oxygen of the air after being brought to high temperature in the oven, and, if necessary, the oxidation of the fluid used as quench bath; secondly, in cases where the tank, located below the oven, contains a protective gas from the quenching bath, that of the rapid dispersion of this gas during handling consisting in transferring the charge from the oven to the bath; thirdly, that linked, moreover, to the two problems mentioned above, of air pollution; finally that of flexibility and correlatively of autonomy, as well as the overall dimensions of the installation and the speed of execution of the manipulations linked to the different processing operations.
- patent DE 19 42 801 if it provides a first solution to the problem of flexibility, by providing means allowing the chamber furnace to be brought above the tank, leaves the question of the oxidation of the parts intact. . Similarly, if the bell has load support members, the elevator lifting it in the oven must operate a 45 ° rotation to place or vice versa to release the load from these bodies. In addition, the use of a hoist for certain manipulations remains necessary.
- Patent GB 899,793 proposes a solution to the problem of oxidation, the oven and the tank forming an almost monolithic structure.
- the arrangement has two major drawbacks, which are, on the one hand, the totally static and non-versatile nature of the installation and, on the other hand, the bulk thereof, the total height of the installation exceeding three times the height of a load, this being routed laterally, in a clearance located between the oven and the tray. Finally, the duration of the manipulations is still too long in the two prior art cited.
- FR-1,521,505 and DE-3,525,635 teach the possibility of a vertical movement of the linked furnace / bell assembly in order to obtain a seal either during the heating operation (French patent) or during of the quenching operation (German patent).
- the devices described present a series major drawbacks; as such, with regard to FR-1 521 505, the absence of leaktightness, the immersion of the plug, the considerable losses of energy, the pollution of the charge and the atmosphere; as regards DE 3 525 635, the absence of a mooring system, the permanent support of the load by the elevator of the tank, the total absence of autonomy of the oven.
- the present invention aims to achieve an arrangement of the kind mentioned at the beginning which provides, in particular with the invention which is the subject of a parallel request from the same applicant, a joint solution to the problems listed, and to avoid the drawbacks exposed.
- the arrangement corresponding to the general concept of the preamble of claim 1 is characterized in that means are provided for subjecting only the bell to a vertical movement relative to the oven, the oven remaining fixed, while the tank is located under the oven, so that the only lower edge of the bell is brought against the upper peripheral part of the tank, the bell and the tank then forming a sealed enclosure.
- the arrangement further comprises an elevator capable of entering the bell, the oven being equipped with means for releasing the load, capable of moving said support members between an active position where they extend under the perimeter of the load and a withdrawal position where they release the perimeter of the load and allow its vertical displacement by means of the elevator.
- the oven 1 under the opening of which is the load 4 consisting of parts contained in a basket and intended to be subjected to a heat treatment.
- the load 4 is on a lifting platform 7 forming part of a handling carriage 6 movable horizontally on a transport track 5 formed of two rails.
- the closing device 9 is open, the load can be transported inside the oven.
- the load 4 is located inside the bell 2 of the oven 1, with a view to being brought to the desired temperature.
- the oven during the heating operation, is now closed by means of the closing device 9.
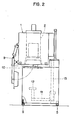
- the transport trolley has given way to a soaking tank 3, also movable horizontally relative to the oven and movable on the transport track 5, after the closing device 9 has been opened.
- the tank contains a liquid quenching bath, for example oil, or gaseous, and, as the case may be, a protective gas, for example nitrogen protecting the oil against oxidation This protective gas is conveyed in the tank by means of conduits not shown.
- the tank is closed on top by a cover 10, in order to prevent any escape of treatment or protection gas.
- It further comprises an elevator 11 provided with a plate 12 and capable of entering the bell, by sliding along a guide column 13, in order to transport the load 4 in the tank for the quenching operation .
- Fig. 3 is a partial sectional view of the oven, the bell being shown in the high position to the right of the longitudinal axis of the oven and in the low position to the left of this axis.
- the load rests on support members 14 fixed on reinforcing uprights 15, the support / reinforcement assembly being integral with the bell 2 and extending projecting from the side wall.
- the lower edge 16 of the bell 2 is brought against the upper peripheral part 17 of the tank 3, the bell and the tank then forming a sealed enclosure. The process of obtaining the seal and the mode of release of the charge will be explained later.
- the bell is brought from the high position to the low position and vice versa thanks to two connecting rod / crank devices 18, 18 ′ fixed diametrically opposite one another on the upper part of the oven.
- This device gives the bell a vertical movement, and, at the same time, a rotational movement.
- FIGS. 4a, 4b, 5 and 6 The principle of the mechanism will be described using FIGS. 4a, 4b, 5 and 6.
- a bent lever 19 forming two parts 19.1 and 19.2 and one of whose ends is articulated on the end of a piston 20 actuated by a jack 21.
- the lever is articulated in the bent place, around a shaft 22 mounted on a bearing 23 fixed on the furnace.
- the other end of lever 19, i.e. the part 19.2 is articulated around a shaft 24 mounted on a bearing 25 fixed on the bell 2, this bearing 25 / bell 2 assembly constituting a mobile "hanging" unit.
- the bell is placed in the high position, and the load support frame 8, of square shape in the example, rests on the support members 14 (FIG. 6).
- the movement of the bell is shown schematically in fig. 4b.
- the arm pivots around the shaft 22 under the action of the jack, and gives the bell a vertical movement of amplitude H, which, in the example, is of the order of 100 mm, and a rotation of amplitude R1.
- the bell at point A1, is in position lower and its lower edge 16 is already in contact with the upper peripheral part 17 of the container 3.
- the load has accompanied this movement and remains, at this stage, on the support members 14, as shown in FIG. 6.
- the complementary action of the jack on the lever gives the bell a complementary rotation R2, the bell then arriving at point A2.
- the vertical movement in this race is almost zero.
- the section of the basket therefore of the basket support frame 8 is square and four support members 14 are provided. It is clear that it is just as possible to use a basket support frame of round section, the support frame being provided with at least three legs 26, which can come to rest on at least three support members 17 integral bell 2.
- the common characteristic of these two embodiments consists in the fact that the bell is subjected only to a vertical movement of amplitude H. This movement is printed on the bell by means of two jacks 28.
- the support members consist of at least three tabs having a horizontal flat 30 and are free to rotate about a vertical axis, this freedom of rotation being limited to an angle ⁇ , so that the members of load support arranged in the bell 2 consist of at least three tabs 29, each cleat being free to rotate about a vertical axis, this freedom of rotation being limited to an angle ⁇ so that the said cleats can, simultaneously, be brought from an active position to a withdrawal position and vice versa, the axis of each flat being, in the active position, oriented towards the center of the oven and perpendicular to the vertical axis of the latter.
- the simultaneous rotation of the angle cleats each time in the same positive or negative direction is carried out each time by a rod 31 whose lower end pivots in a bore 32 arranged in a support plate 33 fixed to the bell 2 of the furnace and whose upper end emerges from the upper plate of the furnace 1 and is provided with a chain wheel 34, the cleat 29, placed directly above the support plate 33 being integral with the rod 31, and in that the chain wheels are connected together by a chain 35 itself taken in a nut 36 fixed to the end of a jack 37 itself mounted on the upper part of the oven and with an axis parallel to a chain strand 38 connecting two neighboring chain wheels, the actuation of the jack subjecting the chain to a rectilinear movement of amplitude L in one direction or the other, this reciprocating rectilinear movement being transformed, by means of chain wheels, in reciprocating rotary movement of the angle cleats ⁇ .
- the angle ⁇ is equal to 90 °.
- the support members consist of at least three pawls 39 each provided with a horizontal flat 40, the pawls being able to tilt simultaneously around axes which are horizontal and oriented tangentially with respect to the bell, of a active position towards a withdrawal position and vice versa.
- the bell has, at the location of each pawl, a release cage 44, so as to allow the pawl to switch from the active position to the withdrawal position.
- bell furnace and quenching tank which is the subject of the present invention perfectly meets the objectives sought: it allows a tight junction between the bell and the tank and a supply of protective gas.
- the quality of the hardened parts is thus considerably improved, the gas is not dispersed, which saves it.
- any emission of particles or solid or / and liquid and / or gaseous elements into the surrounding atmosphere is avoided. Likewise, any loss of energy is excluded.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Un agencement de four à cloche (2) et de bac à tremper (3) comprend des organes de support (14, resp. 29, 32, 33) d'une charge (4) liés à la cloche et s'étendant vers le centre de la cloche. Il comporte des moyens (18, 18′, resp. 28) pour imprimer uniquement à la cloche soit un mouvement vertical et de rotation, soit seulement uniquemnt un mouvement vertical, alors que le bac (3) se trouve sous le four (1), de telle sorte que la cloche puisse être amenée contre le plan supérieur du bac, l'ensemble cloche/bac formant une enceinte étanche au moment de la trempe. Un élévateur peut l'introduire dans la coche et les moyens (18, 18;, resp. 31, 34, 37) coopèrent en meme temps au dégagement de la charge et à la pose de celle-ci sur les organes de support (14).
Description
- La présente invention a pour objet un agencement de four à cloche et de bac à tremper, le dit four et le dit bac étant placés à des niveaux différents, l'un de ces éléments ou chacun d'entre eux étant mobile horizontalement l'un par rapport à l'autre, agencement comprenant des organes de support d'une charge constituée de pièces contenues dans un panier, ces organes étant solidaires de la cloche et s'étendant en saillie de la paroi latérale et à l'intérieur de celle-ci, l'agencement comportant en outre un élévateur capable de s'introduire dans la cloche.
- Les problèmes rencontrés lors des opérations de trempe dans les installations de traitement thermique comprenant les appareils du type invoqué sont essentiellement au nombre de quatre: d'abord celui de l'oxydation des pièces lorsqu'elles entrent en contact avec l'oxygène de l'air après avoir été portées à haute température dans le four, et, le cas échéant, de l'oxydation du fluide utilisé comme bain de trempe; en second lieu, dans les cas où le bac, situé en-dessous du four, contient un gaz protecteur du bain de trempe, celui de la rapide dispersion de ce gaz lors de la manipulation consistant à transférer la charge du four dans le bain; en troisième lieu, celui, lié d'ailleurs aux deux problèmes précédemment invoqués, de la pollution atmosphérique; enfin celui de la flexibilité et corrélativement de l'autonomie, ainsi que de l'encombrement de l'installation en général et de la rapidité d'execution des manipulations liées aux différentes opérations de traitement. Le fait que l'ensemble des problèmes doit être résolu conjointement, sans que la solution apportée à l'un d'eux ne nuise à celle des autres, augmente encore la difficulté.
- Les agencements four à cloche/bac à tremper mis en oeuvre dans les installations de traitement thermique connues illustrent cette difficulté. Ainsi, le brevet DE 19 42 801, s'il apporte une première solution au problème de flexibilité, en prévoyant des moyens permettant au four à cloche d'être amené au-dessus du bac, laisse entière la question de l'oxydation des pièces. De meme, si la cloche présente des organes de support de la charge, l'élévateur soulevant celle-ci dans le four doit opérer une rotation de 45° pour poser ou inversement pour dégager la charge de ces organes. De plus, l'emploi d'un palan pour certaines manipulations reste nécessaire. Le brevet GB 899 793 propose par contre une solution au problème de l'oxydation, le four et le bac formant une structure quasi monolithique. Mais l'agencement présente deux inconvénients majeurs, qui sont d'une part, le caractère totalement statique et non polyvalent de l'installation et, d'autre part, l'encombrement de celle-ci, la hauteur totale de l'installation excédant trois fois la hauteur d'une charge, celle-ci étant acheminée latéralement, dans un dégagement situé entre le four et le bac. La durée des manipulations enfin, demeure encore, dans les deux antériorités citées, trop importante.
- Les brevets FR-1 521 505 et DE-3 525 635 enseignent la possibilité d'un mouvement vertical de l'ensemble lié four/cloche en vue d'obtenir une étanchéité soit lors de l'opération de chauffe (brevet français) soit lors de l'opération de trempe (brevet allemand). Les dispositifs décrits présentent une série d'inconvénients majeurs; on retiendra à ce titre, en ce qui concerne FR-1 521 505, l'absence d'étanchéité, l'immersion du bouchon, les pertes considérables d'énergie, la pollution de la charge et de l'atmosphère; en ce qui concerne DE 3 525 635, l'absence de système d'amarrage, le support permanent de la charge par l'élévateur du bac, l'absence totale d'autonomie du four.
- La présente invention a pour but de réaliser un agencement du genre mentionné au début qui apporte, notamment avec l'invention qui fait l'objet d'une demande parallèle du meme déposant, une solution conjointe aux problèmes énumérés, et d'éviter les inconvénients exposés.
- A cet effet, l'agencement répondant au concept général du préambule de la revendication 1 est caractérisé en ce que des moyens sont prévus pour soumettre uniquement la cloche à un mouvement vertical relatif par rapport au four, le four restant fixe, alors que le bac se trouve sous le four, de telle sorte que le seul bord inférieur de la cloche est amené contre la partie périphérique supérieure du bac, la cloche et le bac formant alors une enceinte étanche.
- L'agencement comporte en outre un élévateur capable de s'introduire dans la cloche, le four étant équipé de moyens de dégagement de la charge, capables de déplacer lesdits organes de support entre une position active où ils s'étendent sous le périmètre de la charge et une position de retrait où ils dégagent le périmètre de la charge et permettent son déplacement vertical au moyen de l'élévateur.
- On va décrire ci-après, à titre d'exemple, des formes de réalisation de l'agencement selon l'invention, en se référant au dessin annexée, dans lequel :
- les fig. 1 et 2 représentent des vues schématiques du profil de l'installation,
- la fig. 3 est une vue de profil en coupe partielle du four montrant la cloche en position haute et en position basse,
- la fig 4a représente le dispositif d'actionnement du mouvement vertical et de rotation de la cloche,
- la fig. 4b est un schéma mettant en évidence les courses verticale et de rotation de la cloche,
- Les fig. 6 et 7 sont des vues de dessus montrant une forme d'exécution des organes de support de charge en position active respectivement en position de retrait,
- les fig. 8 et 9 sont des vues de profil et de dessus de la cloche présentant une deuxième forme d'exécution de l'agencement, et
- les fig. 10 et 11 sont des vues de profil et de dessus de la cloche présentant une troisième forme d'exécution de l'agencement.
- Une présentation générale de l'installation va d'abord être faite à l'aide des fig. 1 et 2, avant de décrire en détail l'agencement à proprement dit.
- Dans la fig. 1 on aperçoit le four 1 sous l'ouverture duquel se trouve la charge 4 constituée de piéces contenues dans un panier et destinées à etre soumises à un traitement thermique. La charge 4 se trouve sur un plateau élévateur 7 faisant partie d'un chariot de manutention 6 mobile horizontalement sur une voie de transport 5 formée de deux rails. Le dispositif de fermeture 9 est ouvert, la charge peut être transportée à l'intérieur du four.
- Dans la fig. 2, la charge 4 se trouve à l'intérieur de la cloche 2 du four 1, en vue d'y être portée à la température voulue. Le four, lors de l'opération de chauffe, est maintenant fermé au moyen du dispositif de fermeture 9. Le chariot transporteur a laissé la place à un bac à tremper 3, également mobile horizontalement par rapport au four et déplaçable sur la voie de transport 5, après que le dispositif de fermeture 9 ait été ouvert. Le bac contient un bain de trempe liquide, par exemple de l'huile, ou gazeux, et, selon les cas, un gaz protecteur, par exemple de l'azote protégeant l'huile contre l'oxydation Ce gaz protecteur est véhiculé dans le bac au moyen de conduits non représentés. Le bac est fermé sur le dessus par un couvercle 10, afin d'empêcher tout échappement de gaz de traitement ou de protection. Il comporte en outre un élévateur 11 muni d'un plateau 12 et capable de s'introduire dans la cloche, en coulissant le long d'une colonne de guidage 13, afin de transporter la charge 4 dans le bac pour l'opération de trempe.
- La fig. 3 est une vue en coupe partielle du four, la cloche étant représentée en position haute à droite de l'axe longitudinal du four et en position basse à gauche de cet axe. La charge repose sur des organes de support 14 fixés sur des montants de renfort 15, l'ensemble support/renfort étant solidaire de la cloche 2 et s'étendant en saillie de la paroi latérale. En position basse, à gauche de l'axe longitudinal, le bord inférieur 16 de la cloche 2 est amené contre la partie périphérique supérieure 17 du bac 3, la cloche et le bac formant alors une enceinte étanche. Le processus d'obtention de l'étanchéité et le mode de libération de la charge sera explicité plus loin.
- La cloche est amenée de la position haute à la position basse et inversement grâce à deux dispositifs de bielle/manivelle 18, 18′ fixés diamétralement opposés l'un à l'autre sur la partie supérieure du four. Ce dispositif imprime à la cloche un mouvement vertical, et, en même temps, un mouvement de rotation.
- Le principe du mécanisme va être décrit à l'aide des figures 4a, 4b, 5 et 6. On voit sur la fig. 4a un levier coudé 19 formant deux parties 19.1 et 19.2 et dont l'une des extrémités s'articule sur l'extrémité d'un piston 20 actionné par un vérin 21. Le levier est articulé à l'endroit coudé, autour d'un arbre 22 monté sur un palier 23 fixé sur le four. L'autre extrémité du levier 19, c.à.d. la partie 19.2, est articulée autour d'un arbre 24 monté sur un palier 25 fixé sur la cloche 2, cet ensemble palier 25/cloche 2 constituant une unité "suspendue" mobile. Dans la figure 4a, la cloche est placée en position haute, et le cadre-support de charge 8, de forme carrée dans l'exemple, repose sur les organes de support 14 (fig. 6). Le mouvement de la cloche est représenté schématiquement dans la fig. 4b. En partant de la position haute, le bras pivote autour de l'arbre 22 sous l'action du vérin, et imprime à la cloche un mouvement vertical d'amplitude H, qui, dans l'exemple, est de l'ordre de 100 mm, et une rotation d'amplitude R₁. La cloche, au point A₁, est en position basse et son bord inférieur 16 est déjà en contact avec la partie périphérique supérieure 17 du bac 3. La charge a accompagné ce mouvement et demeure, à ce stade, sur les organes de support 14, comme représenté à la fig. 6. A partir du point A₁, l'action complémentaire du vérin sur le levier imprime à la cloche une rotation complémentaire R₂, la cloche arrivant alors au point A2. Le mouvement vertical, dans cette course, est quasiment égal à zéro. C'est dans l'intervalle A₁ A₂ que, d'une part s'opére la libération de la charge (fig. 6) et que, d'autre part, on atteindra une étanchéité idéale par pression du bord 16 de la cloche sur le bord 17 du bac, la pression maximum s'exer ant au point M.
- Cela exposé, il est possible d'énumérer les différentes séquences, afin de bien faire comprendre le mode de fonctionnement de l'agencement, les points 1 à 5 concernant le chargement de la charge dans le four à cloche, les points 6 à 10 concernant le déchargement:
- 1. Le four est vide, le dispositif de fermeture est ouvert, et la cloche 2 est en position haute ou position initiale, tandis que la charge 4 est acheminée par le chariot de manutention 6 sous le four, de telle sorte que l'axe longitudinal de la charge et l'axe longitudinal de la cloche coïncident.
- 2. Le dispositif bielle/manivelle est actionné, la cloche subissant un mouvement de descente H et de rotation R₁ + R₂ pour occuper la position basse. Dans cette position, les organes de support 14 se trouvent dans une position de retrait, de telle sorte qu'ils dégagement le périmètre de la charge (fig. 5). Le cadre 8 du panier peut ainsi être déplacé verticalement dans le four au moyen de l'élévateur 11 jusqu'à une hauteur telle que la base du panier arrive juste au-dessus du plan horizontal formé par les organes de support 14.
- 3. La charge est accrochée par le mouvement de rotation R₂ inverse (position active des organes de support 14, fig. 6).
- 4. L'élévateur est redescendu et la cloche est avancée dans la position haute, selon les mouvements R₁ et H.
- 5. Le dispositif de fermeture 9 est fermée et l'opération de chauffe peut débuter.
- 6. Lorsque l'opération de chauffe est terminée, le four est ouvert et le bac à tremper 3, fermé par le couvercle 10, contenant par exemple un bain d'huile et un gaz protecteur, par exemple de l'azote, est amené au-dessous du four.
- 7. Le dispositif bielle/manivelle 18, 18′est actionné pour placer la cloche en position basse au point A₁ (mouvement H + R₁), de telle sorte que le bord inférieur 16 de la cloche est amené contre la partie périphérique supérieure 17 du bac. Le couvercle de fermeture 10 du bac est alors retiré.
- 8. Le plateau 12 de l'élévateur 11 est porté contre le cadre 8 du panier qui repose encore sur les organes de support 14. La rotation R₂ libère la charge, les organes de support 14 se déplaçant en position de retrait (fig. 5), et parfait l'étanchéité par frottement métal/métal.
- 9. L'élévateur 11 portant la charge peut descendre librement pour plonger la dite charge dans l'huile du bac à tremper, après quoi le couvercle 10 est refermé.
- 10. Le bac à tremper est évacué et un nouveau cycle de traitement peut être enclenché.
- Il est clair que les séquences des opérations décrites plus haut peuvent être entièrement programmées et commandées à partir d'un pupitre de commande central.
- Dans l'exemple décrit, la section du panier, donc du cadre de support de panier 8 est carrée et quatre organes de support 14 sont prévus. Il est clair que l'on peut tout aussi bien mettre en oeuvre un cadre-support de panier de section ronde, le cadre-support étant pourvu au moins de trois pattes 26, pouvant venir se poser sur au moins trois organes de support 17 solidaires de la cloche 2.
- On va encore décrire deux autres formes d'exécution intéressantes de l'agencement, en se référant aux fig. 8 et 9, d'une part, et aux fig. 10 et 11, d'autre part.
- La particularité commune de ces deux formes d'exécution consiste dans le fait que la cloche est soumise uniquement à un mouvement vertical d'amplitude H. Ce mouvement est imprimé à la cloche au moyen de deux vérins 28.
- Dans la forme d'exécution représentée dans les fig. 8 et 9, les organes de support sont constitués d'au moins trois taquets présentant un méplat horizontal 30 et sont libres en rotation autour d'un axe vertical, cette liberté de rotation étant limitée a un angle α, de telle manière que les organes de support de la charge aménagés dans la cloche 2 sont constitués d'au moins trois taquets 29, chaque taquet étant libre en rotation autour d'un axe vertical, cette liberté de rotation étant limitée à un angle α de telle manière que les dits taquets peuvent, simultanément, être amenés d'une position active vers une position de retrait et inversement, l'axe de chaque méplat étant, en position active, orienté vers le centre du four et perpendiculaire à l'axe vertical de ce dernier.
- La rotation simultanée des taquets d'angle chaque fois dans le même sens positif ou négatif, est réalisée chaque fois par une tige 31 dont l'extrémité inférieure pivote dans un alésage 32 aménagé dans une plaque-support 33 fixée à la cloche 2 du four et dont l'extrémité supérieure émerge de la plaque supérieure du four 1 et est pourvue d'une roue à chaîne 34, le taquet 29, placé directement audessus de la plaque-support 33 étant solidaire de la tige 31, et en ce que les roues à chaîne sont reliées entre elles par une chaîne 35 elle-même prise dans une noix 36 fixée à l'extrémité d'un vérin 37 lui-meme monté sur la partie supérieure du four et d'axe parallèle à un brin de chaîne 38 reliant deux roues à chaîne voisines, l'actionnement du vérin soumettant la chaîne à un mouvement rectiligne d'amplitude L dans un sens ou dans l'autre, ce mouvement rectiligne alternatif étant transformé, par l'intermédiaire des roues à chaîne, en mouvement rotatif alternatif des taquets d'angle α.
- Dans l'exemple décrit, l'angle α est égal à 90°.
- Dans la forme d'exécution représentée par les fig. 10 et 11, les organes de support sont constitués d'au moins trois cliquets 39 pourvus chacun d'un méplat horizontal 40, les cliquets pouvant basculer simultanément autour d'axes qui sont horizontaux et orientés tangentiellement par rapport a la cloche, d'une position active vers une position de retrait et inversement.
- Le basculement simultané des cliquets d'une position vers une autre est réalisé au moyen de vérins 41 dont les tiges sont reliées chacune au cliquet correspondant, par des articulations coulissantes 42, 43.
- La cloche présente, à l'endroit de chaque cliquet, une cage de dégagement 44, de manière à permettre au cliquet de basculer de la position active à la position de retrait.
- L'agencement de four à cloche et de bac à trempe qui fait l'objet de la présente invention répond parfaitement aux objectifs visés: il permet une jonction étanche entre la cloche et le bac et une alimentation en gaz de protection. La qualité des pièces trempées est ainsi considérablement améliorée, le gaz n'est pas dispersé, d'où une économie de celui-ci. De plus, lors de la trempe, toute émission de particules ou d'éléments solides ou/et liquides ou/et gazeux dans l'atmosphère environnante est évitée. De même est écartée toute perte d'énergie.
- Enfin, l'agencement répond aux impératifs de flexibilité et de rapidité, pour un encombrement minimum, ce qui a pour résultat une baisse sensible du coût de revient des opérations de traitement thermique.
Claims (12)
1. Agencement de four à cloche et de bac à tremper, le dit four et le dit bac étant placés à des niveaux différents, l'un de ces éléments ou chacun d'entre eux étant mobile horizontalement l'un par rapport à l'autre, agencement comprenant des organes de support d'une charge constituée de pièces contenues dans un panier, ces organes étant solidaires de la cloche et s'étendant en saillie de la paroi latérale et à l'intérieur de celle-ci, l'agencement comportant en outre un élévateur capable de s'introduire dans la cloche, caractérisé en ce que des moyens sont prévus pour soumettre uniquement la cloche (2) à un mouvement vertical relatif par rapport au four (1), le four restant fixe, alors que le bac (3) se trouve sous le four (1) de telle sorte que le seul bord inférieur (16) de la cloche est amené contre la partie périphérique supérieure (17) du bac, la cloche (2) et le bac (3) formant alors une enceinte étanche.
2. Agencement selon la revendication 1, caractérisé en ce que les moyens de manoeuvre (18, 18′) de manoeuvre du four permettent dans le même temps le dégagement de la charge en déplaçant les dits organes de support (14) entre une position active où ils s'étendent sous le périmètre de la charge et une position de retrait où ils dégagent le périmètre de la charge et permettent le déplacement vertical de la dite charge au moyen de l'élévateur (11).
3. Agencement selon la revendication 2, caractérisé en ce que la cloche (2) uniquement peut être soumise, en plus du mouvement vertical, à un dégagement de la charge.
4. Agencement selon la revendication 3, caractérisé en ce que chaque moyen (18, 18′) est constitué d'un dispositif bielle/manivelle, fixé diamétralement opposé l'un à l'autre sur la partie supérieure du four (1).
5. Agencement selon la revendication 4, caractérisé en ce que la cloche présente quatre organes de support (14), en ce que la section du support des paniers est de forme générale carrée.
6. Agencement selon la revendication 4, caractérisé en ce que la cloche présente au moins trois organes de support (27) et en ce que la section du support des paniers est ronde, ce dernier support étant pourvu de pattes (26) au même nombre que celui des organes de support, lesquelles pattes reposent sur lesdits organes de support lorsque ces derniers occupent une position active.
7. Agencement selon la revendication 1, caractérisé en ce que, d'une part, le déplacement vertical de la cloche (2) est assuré par des moyens (28), en ce que, d'autre part, les organes de support de la charge aménagés dans la cloche sont constitués d'au moins trois taquets (29) actionnés par des moyens (31, 34, 37) permettant le dégagement de la charge.
8. Agencement selon la revendication 7, caractérisé en ce que chaque taquet (29) est libre en rotation autour d'un axe vertical, cette liberté de rotation étant limitée à un angle α de telle manière que les dits taquets peuvent, simultanément, être amenés d'une position active vers une position de retrait et inversement, l'axe de chaque méplat étant, en position active, orienté vers le centre du four et perpendiculaire à l'axe vertical de ce dernier.
9. Agencement selon la revendication 8, caractérisé en ce que les moyens d'actionnement des taquets sont constitués d'une tige (31) dont l'extrémité inférieure pivote dans un alésage (32) aménagé dans une plaque-support (33) fixée à la cloche (2) du four et dont l'extrémité supérieure émerge de la plaque supérieure du four (1) et est pourvue d'une roue à chaîne (34), le taquet (29), placé directement au-dessus de la plaque-support (33) étant solidaire de la tige (31), et en ce que les roues a chaîne sont reliées entre elles par une chaîne (35) elle-même prise dans une noix (36) fixée à l'extrémité d'un vérin (37), lui-même monté sur la partie supérieure du four et d'axe parallêle à un brin de chaîne (38) reliant deux roues à chaîne voisines, l'actionnement du vérin soumettant la chaîne à un mouvement rectiligne d'amplitude L dans un sens ou dans l'autre, ce mouvement rectiligne alternatif étant transformé, par l'intermédiaire des roues à chaîne, en mouvement rotatif alternatif des taquets d'angle α.
10. Agencement selon la revendication 1, caractérisé en ce que les organes de support sont constitués d'au moins trois cliquets (39) pourvus chacun d'un méplat horizontal (40), les cliquets pouvant basculer simultanément autour d'axes qui sont horizontaux et orientés tangentiellement par rapport à la cloche, d'une position active vers une position de retrait et inversement.
11. Agencement selon la revendication 10, caractérisé en ce que le basculement simultané des cliquets d'une position vers une autre est réalisé au moyen de vérins (41) dont les tiges sont reliées chacune au cliquet correspondant, par des articulations coulissantes (42, 43).
12. Agencement selon l'une des revendications précédentes 1 à 11, caractérisé en ce que le bac de trempe (3) est pourvu d'un couvercle (10) et d'une alimentation de gaz protecteur circulant entre la solution contenue dans le bac et le couvercle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH214587 | 1987-06-05 | ||
| CH2145/87 | 1987-06-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0295207A1 true EP0295207A1 (fr) | 1988-12-14 |
Family
ID=4226921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88810354A Withdrawn EP0295207A1 (fr) | 1987-06-05 | 1988-06-01 | Agencement de four à cloche et de bac à tremper |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US4858893A (fr) |
| EP (1) | EP0295207A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2779217A1 (fr) * | 1998-06-02 | 1999-12-03 | Francois Studer Sa | Installation de traitement thermique |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007073707A1 (fr) * | 2005-12-29 | 2007-07-05 | Lac S.R.O. | Four, en particulier pour traitement thermique et thermochimique de produits en metal |
| DE102017121830A1 (de) | 2017-09-20 | 2019-03-21 | Ebner Industrieofenbau Gmbh | Portable Trägervorrichtung für eine Ofencharge und Handhabungssystem für die Trägervorrichtung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR676428A (fr) * | 1929-06-10 | 1930-02-22 | Metallgesellschaft Ag | Procédé et dispositif pour le recuit désoxydant des métaux |
| FR1521505A (fr) * | 1967-03-07 | 1968-04-19 | Fours Ripoche | Four à cloche |
| CH478918A (fr) * | 1968-08-26 | 1969-09-30 | Kaesermann & Sperisen S A | Installation automatique pour traiter thermiquement des objets |
| EP0070347A1 (fr) * | 1981-07-17 | 1983-01-26 | Michel Spérisen, Equipements industriels | Installation de traitement thermique |
| US4415145A (en) * | 1980-06-16 | 1983-11-15 | Firma Dr. Werner Herdieckerhoff | Metal charge treatment apparatus |
| DE3525635A1 (de) * | 1985-07-18 | 1987-01-22 | Kohnle Wolfgang | Anlage fuer die waermebehandlung von metallteilen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1481338A (en) * | 1922-04-20 | 1924-01-22 | Standard Underground Cable Co Canada | Annealing furnace |
| US1838015A (en) * | 1925-12-01 | 1931-12-22 | Bbc Brown Boveri & Cie | Annealing apparatus |
| US1876960A (en) * | 1929-01-14 | 1932-09-13 | Charles F Kenworthy Inc | Annealing furnace |
| AT167102B (de) * | 1949-06-20 | 1950-11-10 | Elektrowaermebau Ing Josef Ebn | Vorrichtung zum Glühen und Vergüten von Stangen, Profilen und Rohren aus Eisen und Nichteisenmetallen |
| GB899793A (en) * | 1960-03-04 | 1962-06-27 | Ass Elect Ind | Improvements in and relating to furnaces |
| US3381947A (en) * | 1965-09-20 | 1968-05-07 | Midland Ross Corp | Furnace vestibule having a movable ceiling |
| FR95877E (fr) * | 1968-09-30 | 1971-11-12 | Ugine Kuhlmann | Procédé et appareil de traitement de produits métallurgiques en particulier en acier. |
| DE2924270C2 (de) * | 1979-06-15 | 1986-10-16 | Dr. Werner Herdieckerhoff, Nachf. Industrieöfen-Apparatebau, 4750 Unna | Arbeitsverfahren zur Gefüge- und/oder Oberflächenveredelung von Metallen und Vorrichtung dafür |
-
1988
- 1988-05-31 US US07/200,727 patent/US4858893A/en not_active Expired - Fee Related
- 1988-06-01 EP EP88810354A patent/EP0295207A1/fr not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR676428A (fr) * | 1929-06-10 | 1930-02-22 | Metallgesellschaft Ag | Procédé et dispositif pour le recuit désoxydant des métaux |
| FR1521505A (fr) * | 1967-03-07 | 1968-04-19 | Fours Ripoche | Four à cloche |
| CH478918A (fr) * | 1968-08-26 | 1969-09-30 | Kaesermann & Sperisen S A | Installation automatique pour traiter thermiquement des objets |
| US4415145A (en) * | 1980-06-16 | 1983-11-15 | Firma Dr. Werner Herdieckerhoff | Metal charge treatment apparatus |
| EP0070347A1 (fr) * | 1981-07-17 | 1983-01-26 | Michel Spérisen, Equipements industriels | Installation de traitement thermique |
| DE3525635A1 (de) * | 1985-07-18 | 1987-01-22 | Kohnle Wolfgang | Anlage fuer die waermebehandlung von metallteilen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2779217A1 (fr) * | 1998-06-02 | 1999-12-03 | Francois Studer Sa | Installation de traitement thermique |
| WO1999063289A1 (fr) * | 1998-06-02 | 1999-12-09 | Studer François S.A. | Installation de traitement thermique |
Also Published As
| Publication number | Publication date |
|---|---|
| US4858893A (en) | 1989-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0388333B1 (fr) | Dispositif pour l'exécution de traitements thermiques enchainés en continu sous vide | |
| EP0533615B1 (fr) | Installation pour le traitement thermique de charges successives | |
| FR2470744A1 (fr) | Dispositif pour le chargement de marchandises en colis sur des palettes | |
| EP0296102B2 (fr) | Installation à plusieurs éléments pour des traitements thermiques | |
| EP0295207A1 (fr) | Agencement de four à cloche et de bac à tremper | |
| EP0148802B1 (fr) | Dispositif pour la manutention d'assemblages de combustible nucleaire et assemblage adapté à un tel dispositif | |
| EP0785402B1 (fr) | Installation pour le traitement thermique d'une charge de pièces métalliques | |
| EP0747493A2 (fr) | Installation de traitement thermique | |
| EP0248251A1 (fr) | Installation automatisée pour briqueter la paroi intérieure d'une enceinte | |
| EP0477117B1 (fr) | Dispositif modulaire flexible de traitements thermiques | |
| CH638298A5 (fr) | Installation de traitement thermique a four cloche mobile. | |
| EP1193317B1 (fr) | Installation pour le traitement thermique de charges de pièces métalliques | |
| FR2580610A1 (fr) | Installation de transfert de plateaux, notamment pour lyophilisateur | |
| EP0806485A1 (fr) | Installation de traitement thermique | |
| EP0463913A1 (fr) | Dispositif de manutention automatique de plusieurs éléments de positionnement et/ou de liaison | |
| EP0973001B1 (fr) | Procédé d'accrochage et de décrochage d'une charge dans une installation de traitement thermique comportant un four ayant une ouverture orientée vers le bas | |
| FR2617145A1 (fr) | Magasin de stockage et de distribution d'objets | |
| FR2658654A1 (fr) | Grappin de levage et de deplacement d'un objet entre une position immergee dans un liquide chaud tel qu'un metal et une position emergee dans un gaz. | |
| EP1092121B1 (fr) | Installation de traitement thermique | |
| EP0150148B1 (fr) | Réacteur nucléaire à neutrons rapides muni d'une cellule centrale de manutention et d'une dalle caissonnée | |
| JP3691320B2 (ja) | キャニスタの転倒防止装置 | |
| FR2533541A1 (fr) | Procede et appareil pour decharger un conteneur rempli de piles | |
| FR2713322A1 (fr) | Four vertical de traitement thermique sous vide. | |
| CH616452A5 (en) | Quenching process and plant for its use | |
| EP0017211A1 (fr) | Four électrique de fusion à chauffage par rayonnement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890520 |
|
| 17Q | First examination report despatched |
Effective date: 19901218 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19930113 |