EP0254909A1 - Feuerfestes Giessrohr - Google Patents
Feuerfestes Giessrohr Download PDFInfo
- Publication number
- EP0254909A1 EP0254909A1 EP87109646A EP87109646A EP0254909A1 EP 0254909 A1 EP0254909 A1 EP 0254909A1 EP 87109646 A EP87109646 A EP 87109646A EP 87109646 A EP87109646 A EP 87109646A EP 0254909 A1 EP0254909 A1 EP 0254909A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pouring tube
- edge
- tube according
- tear
- guide element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
Definitions
- the invention relates to a fireproof pouring tube for the continuous casting of molten metals, in particular liquid steel into thin slabs in a mold which is preferably funnel-shaped in the middle in the upper region and has outflow openings opposite one another in front of a closed bottom in the tube wall and facing the narrow sides of the mold.
- Such a known pouring tube (Stahleisen-Schriften, Issue 8, "The Continuous Casting of Steel", page 21) is more advantageous compared to a pouring tube that is open at the bottom, because as a result of the division and deflection of the pouring jet, a turbulence harmful to solidification occurs the mold can be avoided. It is disadvantageous, however, that when the mold is filled, metal splashes up and cakes to the upper regions of the mold wall, as a result of which the formation of strand shells is prevented and breakthroughs can be caused. In addition, the distribution of the molten metal is not optimal. Too little molten metal gets into the upper areas, so that there is a temperature gradient towards these areas. This creates an uneven solidification front across the cross section of the strand to be cast.
- molten metal can also be brought into areas of the mold that are further away from the pouring tube, but then there is an area in the immediate vicinity of the pouring tube in which molten metal is not directly from the pouring tube can reach.
- the invention has for its object to provide a pouring tube of the type mentioned, in which there is no splashing and caking of metal splashes on the cooled mold wall at the start of pouring and in normal casting operation the molten metal over the cross section of the mold better than in known pouring tubes is distributed.
- outflow openings each have a roof-shaped guide element starting from the tube wall and a tear-off edge formed by the bottom and / or the tube wall in the lower region.
- the guide element ensures that molten metal also reaches the upper areas on the narrow sides of the mold wall and that no zone of lower temperature is formed here. Because of the tear-off edge in the lower area, molten metal also gets directly into the area below the pouring tube, so that the result is that the molten metal is uniformly above the entire cross section of the mold is distributed.
- each roof-shaped guide element on both sides of each outflow opening extends to the lower tear-off edge.
- an embodiment is particularly advantageous in which the distance of the free edge of the lateral parts of the guide element from the tube wall from the upper region of the guide element to the tear-off edge provided in the lower region of the outflow opening becomes, in particular, continuously smaller.
- each tear-off edge lies in a plane running perpendicular to the pipe axis.
- the outflow openings should be arched in the upper area.
- the guide element itself is preferably adapted to the shape of the associated outflow opening.
- the uniform distribution of the molten metal can be further improved in that the clear width of each outflow opening increases from the upper region to the tear-off edge.
- the tear-off edge should extend over the entire width of the pipe.
- the part of the guide element located above the outflow opening forms an acute angle with the part of the tube wall lying above it.
- An angle that is greater than 70 ° has proven to be expedient.
- the width of the outflow openings is at most equal to the distance between the broad side walls of the mold in its lower region, which determines the strand format.
- the pouring tube in order to be able to introduce enough molten metal into the mold in the case of molds for wide thin slabs, the pouring tube, as is known per se, can have an oval cross section.
- the outflow openings are provided on the wall areas with the smaller radius of curvature.
- a pouring tube 2 held with a conical head piece 2 ⁇ .
- the pouring tube 2 projects with its lower end into a mold 3 for casting thin slabs of the order of magnitude of preferably 20-100 mm.
- the mold 3 is formed by two opposite broad side walls 4 and two opposite narrow side walls 5.
- the wide side walls 4 and the narrow side walls 5 are provided with cooling channels 6.
- the broad side walls 4 form in the middle above a format-determining parallel section 7 an upwardly funnel-shaped pouring area 8 for receiving the lower end of the pouring tube 2.
- the pouring tube 2 has an oval flow cross section and is closed at its lower end by a base plate 13. Immediately above the base plate 13 on the narrow sides of the tube wall, arched outlet openings 1 are provided on opposite sides.
- the lower edge 11 von of the outflow opening 11, formed by the base plate 13, lies in a plane perpendicular to the axis of the pouring tube 2 and acts as a tear-off edge.
- the maximum width b of the outflow opening 11 at the tear-off edge 11 ⁇ is equal to or smaller than the clear distance d between the wide side walls 4 of the mold 3 in the format-determining parallel section 7.
- the inside of the base plate 13 is arched to a vertex 14 in an arc shape toward the inside of the pouring tube 2. From the apex 14 of this bulge, guide surfaces 14 'fall in an arc towards the tear-off edges 11'.
- a roof-shaped guide element 15 connects to the lateral edges and the upper edge of the outlet opening 11 shaped like an archway.
- the free edges 15 ⁇ of the side parts 15 ⁇ of this roof-shaped guide element 15 are from the top, most distant from the tube wall Part 15 ⁇ beveled to the tear-off edge 11 ⁇ in the lower region of the outflow opening 11.
- the molten metal flowing into the pouring tube 2 is divided by the apex 14 and the guide surface 14 ⁇ of the bulge of the base plate 13 and exits through the outflow openings 11. Since the mold is not yet filled with the flow-damping molten metal in this phase, the guide element 15 prevents metal from splashing upwards and to the sides and caking on the cooled broad side walls 4 and narrow side walls 5.
- the molten metal flowing out into the mold 3 solidifies on the wall of the mold 3 and connects to a start-up head 9 which closes the mold 3 from below. As soon as the rising mold level 10 exceeds the lateral openings 11, it is covered with mold powder.
- each guide element 15 prevent molten metal from flowing directly against the nearby broad side walls 4 and, together with the upper, far-preferred part 15 ⁇ , guide the flow of the molten metal into the upper regions near the narrow side walls 5.
Abstract
Description
- Die Erfindung betrifft ein feuerfestes Gießrohr zum Stranggießen schmelzflüssiger Metalle, insbesondere flüssigen Stahls zu dünnen Brammen in einer vorzugsweise in der Mitte im oberen Bereich trichterförmigen Kokille mit vor einem geschlossenen Boden seitlich in der Rohrwandung sich gegenüberliegenden und den Schmalseiten der Kokille zugewandten Ausflußöffnungen.
- Ein solches bekanntes Gießrohr (Stahleisen-Schriften, Heft 8, "Das Stranggießen von Stahl", Seite 21) ist im Vergleich zu einem nach unten offenen Gießrohr vorteilhafter, weil sich in Folge der Aufteilung und Ablenkung des Gießstrahls eine für die Erstarrung schädliche Turbolenz in der Kokille vermeiden läßt. Nachteilig ist jedoch, daß beim Füllen der Kokille Metall zu den oberen Bereichen der Kokillenwandung hochspritzt und anbackt, wodurch die Strangschalenbildung behindert und Durchbrüche verursacht werden können. Darüber hinaus ist die Verteilung der Metallschmelze nicht optimal. Vor allem in die oberen Bereiche gelangt zu wenig schmelzflüssiges Metall, so daß sich zu diesen Bereichen hin ein Temperaturgefälle ergibt. Dadurch entsteht eine ungleichmäßige Erstarrungsfront über den Querschnitt des zu gießenden Stranges.
- Mit in den Austrittsöffnungen eingesetzten Verteilrohren (DE-PS 22 50 048) läßt sich zwar schmelzflüssiges Metall auch in vom Gießrohr entferntere Bereiche der Kokille bringen, doch ergibt sich dann in unmittelbarer Nähe des Gießrohres ein Bereich, in den schmelzflüssiges Metall nicht unmittelbar aus dem Gießrohr gelangen kann.
- Der Erfindung liegt die Aufgabe zugrunde, ein Gießrohr der eingangs genannten Art zu schaffen, bei dem es bei Gießbeginn nicht zum Hochspritzen und Anbacken von Metallspritzern an der gekühlten Kokillenwandung kommt und beim normalen Gießbetrieb das schmelzflüssige Metall über den Querschnitt der Kokille besser als bei bekannten Gießrohren verteilt wird.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die Ausflußöffnungen im oberen Bereich jeweils ein von der Rohrwandung ausgehendes, dachförmiges Leitelement und im unteren Bereich eine vom Boden und/oder der Rohrwandung gebildete Abreißkante aufweisen.
- Wegen des Leitelementes wird verhindert, daß beim Füllen schmelzflüssiges Metall zu den oberen Bereichen der gekühlten Kokillenwandung hochspritzt und dort anbackt. Bei gefüllter Kokille sorgt das Leitelement dafür, daß auch in die oberen Bereiche an den Schmalseiten der Kokillenwandung schmelzflüssiges Metall gelangt und hier keine Zone geringerer Temperatur entsteht. Wegen der Abreißkante im unteren Bereich gelangt schmelzflüssiges Metall aber auch direkt in den Bereich unterhalb des Gießrohres, so daß im Ergebnis das schmelzflüssige Metall gleichmäßig über den gesamten Querschnitt der Kokille verteilt wird.
- Die gleichmäßige Verteilung des schmelzflüssigen Metalls und damit auch eine gleichmäßige Temperaturverteilung über den Querschnitt der Kokille kann nach einer Ausgestaltung der Erfindung dadurch begünstigt werden, daß jedes dachförmige Leitelement an beiden Seiten jeder Ausflußöffnung sich bis zu der unteren Abreißkante erstreckt. Dabei ist insbesondere eine Ausgestaltung vorteilhaft, bei der der Abstand der freien Kante der seitlichen Teile des Leitelementes von der Rohrwandung vom oberen Bereich des Leitelementes zu der im unteren Bereich der Ausflußöffnung vorgesehenen Abreißkante insbesondere kontinuierlich kleiner wird.
- Bei einer zweckmäßigen Ausführung liegt jede Abreißkante in einer senkrecht zur Rohrachse verlaufenden Ebene. Die Ausflußöffnungen sollten im oberen Bereich torbogenartig ausgebildet sein. Das Leitelement selbst ist vorzugsweise der Form der zugehörigen Ausflußöffnung angepaßt.
- Die gleichmäßige Verteilung des schmelzflüssigen Metalls kann weiter dadurch verbessert werden, daß die lichte Weite jeder Ausflußöffnung vom oberen Bereich zur Abreißkante hin sich vergrößert. Die Abreißkante sollte sich über die gesamte liche Weite des Rohres erstrecken.
- Um die oberen Bereiche an den Schmalseiten der Kokille besser mit schmelzflüssigem Metall erreichen zu können, ist nach einer Ausgestaltung der Erfindung vorgesehen, daß das oberehalb der Ausflußöffnung liegende Teil des Leitelementes mit dem darüberliegenden Teil der Rohrwandung einen spitzen Winkel einschließt. Als zweckmäßig hat sich ein Winkel erwiesen, der größer als 70° ist.
- Strömungstechnisch günstig ist es, wenn der Boden in der Mitte zum Rohrinneren hin unter Bildung von zu den Ausflußöffnungen abfallenden Leitflächen aufgewölbt ist.
- Nach weiteren Ausgestaltungen ist die liche Weite der Ausflußöffnungen höchstens gleich dem Abstand der Breitseitenwandungen der Kokille in ihrem unteren, das Strangformat bestimmenden Bereich.
- Um bei Kokillen für breite dünne Brammen genügend schmelzflüssiges Metall in die Kokille einbringen zu können, kann das Gießrohr, wie an sich bekannt, einen ovalen Querschnitt haben. In diesem Fall sind die Ausflußöffnungen an den Wandbereichen mit dem kleineren Krümmungsradius vorgesehen.
- Im folgenden wird die Erfindung anhand einer ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Im einzelnen zeigen:
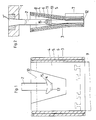
- Fig. 1 eine Kokille zum Strangießen einer dünnen Bramme mit einem Gießrohr im Längsschnitt durch die Schmalseitenwände der Kokille,
- Fig. 2 die Kokille gemäß Fig. 1 im Längsschnitt durch die Breitseitenwände der Kokille,
- Fig. 3 das Gießrohr aus Fig. 1 im Axialschnitt,
- Fig. 4 das Gießrohr gemäß Fig. 3 in Teilansicht in Richtung einer Ausflußöffnung,
- Fig. 5 das Gießrohr gemäß Fig. 3 im Querschnitt nach Linie V - V der Fig. 3.
- Im Boden eines Verteilergefäßes 1 für flüssiges Metall ist ein Gießrohr 2 mit einem konischen Kopfstück 2ʹ gehalten. Das Gießrohr 2 ragt mit seinem unteren Ende in eine Kokille 3 zum Gießen von dünnen Brammen in der Größenordnung von vorzugsweise 20 - 100 mm. Die Kokille 3 wird von zwei gegenüberliegenden Breitseitenwänden 4 und zwei gegenüberliegenden Schmalseitenwänden 5 gebildet. Die Breitseitenwände 4 und die Schmalseitenwände 5 sind mit Kühlkanälen 6 versehen. Die Breitseitenwände 4 bilden in der Mitte oberhalb eines formatbestimmenden Parallelabschnittes 7 einen sich nach oben trichterförmig erweiternden Eingießbereich 8 zur Aufnahme des unteren Endes des Gießrohres 2.
- Das Gießrohr 2 hat einen ovalen Durchflußquerschnitt und ist an seiner unteren Stirnseite durch eine Bodenplatte 13 abgeschlossen. Unmittelbar über der Bodenplatte 13 an den Schmalseiten der Rohrwandung sind auf gegenüberliegenden Seiten torbogenartige Ausflußöffnungen 1 vorgesehen. Die untere, von der Bodenplatte 13 gebildete Kante 11ʹ der Ausflußöffnung 11 liegt in einer Ebene senkrecht zur Achse des Gießrohres 2 und wirkt als Abreißkante. Die maximale Weite b der Ausflußöffnung 11 an der Abreißkante 11ʹ ist gleich oder kleiner als der lichte Abstand d der Breitseitenwände 4 der Kokille 3 im formatbestimmenden Parallelabschnitt 7. Die Innenseite der Bodenplatte 13 ist zu einem Scheitel 14 bogenförmig zum Inneren des Gießrohres 2 aufgewölbt. Vom Scheitel 14 dieser Aufwölbung fallen Leitflächen 14ʹ bogenförmig zu den Abreißkanten 11ʹ ab.
- An den seitlichen Rändern und dem oberen Rand der torbogenartig geformten Ausflußöffnung 11 schließt sich ein dachförmiges Leitelement 15 an. Die freien Kanten 15ʺ der Seitenteile 15ʹ dieses dachförmigen Leitelementes 15 sind vom oberen, am weitesten von der Rohrwand entfernten Teil 15ʺ zur Abreißkante 11ʹ im unteren Bereich der Ausflußöffnung 11 abgeschrägt. Der obere Teil 15ʺ des dachförmigen Leitelementes 15 ist schräg nach oben gerichtet und schließt mit der Achse des Gießrohres einen spitzen Winkel von mehr als 90° -α = 70° ein.
- Bei Gießbeginn wird das in das Gießrohr 2 einströmende schmelzflüssige Metall durch den Scheitel 14 und die Leitfläche 14ʹ der Aufwölbung der Bodenplatte 13 geteilt und tritt durch die Ausflußöffnungen 11 aus. Da in dieser Phase die Kokille noch nicht mit die Strömung dämpfendem schmelzflüssigem Metall gefüllt ist, verhindert das Leitelement 15, daß Metall nach oben und zu den Seiten spritzt und an den gekühlten Breitseitenwänden 4 und Schmalseitenwänden 5 anbackt. Das in die Kokille 3 ausströmende schmelzflüssige Metall erstarrt an der Wand der Kokille 3 und verbindet sich mit einem die Kokille 3 von unten verschließenden Anfahrkopf 9. Sobald der ansteigende Gießspiegel 10 die seitlichen Öffnungen 11 übersteigt, wird er mit Gießpulver abgedeckt. An den gekühlten Breitseitenwänden 4 und Schmalseitenwänden 5 erstarrt der Stahl zu Brammenschalen 12, deren Dicke nach unten kontinuierlich zunimmt. Durch die von der Bodenplatte 13 gebildete Abreißkante 11ʹ kann das aus den Austrittsöffnungen 11 ausströmende schmelzflüssige Metall direkt nach unten strömen. Die Seitenteile jedes Leitelementes 15 verhindern, daß schmelzflüssiges Metall direkt gegen die nahen Breitseitenwände 4 strömt und bewirken zusammen mit dem oberen weit vorgezogenen Teil 15ʺ eine Führung der Strömung des schmelzflüssigen Metalls in die oberen nahe der Schmalseitenwänden 5 liegenden Bereiche. Insgesamt wird auf diese Art und Weise eine optimale Verteilung des schmelzflüssigen Metalls zu den Seitenbereichen während des normalen Gießbetriebes erreicht, während zu Gießbeginn Verspritzungen schmelzflüssigen Metalls und Anbacken an den gekühlten Seitenwandungen verhindert wird. Das bedeutet, daß die Brammenschalen 12 über den gesamten Umfang gleichmäßig erstarren können. Schließlich wird durch die besondere Strömungsleitung des schmelzflüssigen Metalls nach oben eine Ausscheidung von Einschlüssen im Schmelzbad zum Gießspiegel 10 hin ermöglicht.
Claims (13)
dadurch gekennzeichnet, daß die Ausflußöffnungen (11) im oberen Bereich ein von der Rohrwandung ausgehendes, dachförmiges Leitelement (15) und im unteren Bereich eine vom Boden (13) und/oder der Rohrwandung gebildete Abreißkante (11ʹ) aufweisen.
dadurch gekennzeichnet, daß jedes dachförmige Leitelement (15) an den Seiten jeder Ausflußöffnung bis zu deren Abreißkante (11ʹ) seitliche Teile (15ʹ) aufweist.
dadurch gekennzeichnet, daß der Abstand der freien Kanten (11ʺ) der seitlichen Teile (15ʹ) des Leitelementes (15) von der Rohrwandung vom oberen Bereich des Leitelementes (15) zur im unteren Bereich vorgesehenen Abreißkante (11ʹ) kleiner wird.
dadurch gekennzeichnet, daß jede Abreißkante (11ʹ) in einer senkrecht zur Rohrachse verlaufenden Ebene liegt.
dadurch gekennzeichnet, daß die Ausflußöffnungen (11) im oberen Bereich torbogenartig ausgebildet sind.
dadurch gekennzeichnet, daß das Leitelement (15) der Form der zugehörigen Ausflußöffnung (11) angepaßt ist.
dadurch gekennzeichnet, daß die lichte Weite jeder Ausflußöffnung (11) sich vom oberen Bereich zur Abreißkante (11ʹ) hin vergößert.
dadurch gekennzeichnet, daß die Abreißkante (11ʹ) sich über die gesamte lichte Weite des Rohres erstreckt.
dadurch gekennzeichnet, daß das oberhalb der Ausflußöffnung (11) liegende Teil des Leitelementes (15) mit dem darüberliegenden Teil der Rohrwandung einen spitzen Winkel einschließt.
dadurch gekennzeichnet, daß der Winkel (90° -α) größer als 70° ist.
dadurch gekennzeichnet, daß der Boden (13) in der Mitte unter Bildung von zu den Ausflußöffnungen (11) abfallenden Leitflächen (14ʹ) zum Rohrinneren hin aufgewölbt ist.
dadurch gekennzeichnet, daß die lichte Weite (b) der Ausflußöffnung (11) höchstens gleich dem Abstand (d) der Breitseitenwände (4) der Kokille in ihrem unteren, das Strangformat bestimmenden Teil (7) ist.
dadurch gekennzeichnet, daß das Gießrohr 2 einen ovalen Querschnitt hat, an dessen Wandbereichen mit dem kleineren Krümmungsradius die Ausflußöffnungen (11) vorgesehen sind.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87109646T ATE41339T1 (de) | 1986-07-12 | 1987-07-04 | Feuerfestes giessrohr. |
| IN523/CAL/87A IN165890B (de) | 1986-07-12 | 1987-07-08 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3623660 | 1986-07-12 | ||
| DE19863623660 DE3623660A1 (de) | 1986-07-12 | 1986-07-12 | Feuerfestes giessrohr |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0254909A1 true EP0254909A1 (de) | 1988-02-03 |
| EP0254909B1 EP0254909B1 (de) | 1989-03-15 |
Family
ID=6305111
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87109646A Expired EP0254909B1 (de) | 1986-07-12 | 1987-07-04 | Feuerfestes Giessrohr |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US4819840A (de) |
| EP (1) | EP0254909B1 (de) |
| JP (1) | JPS6372454A (de) |
| KR (1) | KR880001352A (de) |
| CN (1) | CN87104752A (de) |
| BR (1) | BR8703549A (de) |
| DE (2) | DE3623660A1 (de) |
| ES (1) | ES2007301B3 (de) |
| GR (1) | GR3000021T3 (de) |
| ZA (1) | ZA875017B (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0352346A1 (de) | 1987-06-05 | 1990-01-31 | Toshiba Ceramics Co., Ltd. | Tauchrohr zum Stahlgiessen |
| EP0403808A1 (de) * | 1989-06-03 | 1990-12-27 | Sms Schloemann-Siemag Aktiengesellschaft | Tauchgiessrohr zum Einleiten von Stahlschmelze in eine Stranggiesskokille |
| EP0482423A1 (de) * | 1990-10-15 | 1992-04-29 | Sms Schloemann-Siemag Aktiengesellschaft | Tauchgiessrohr zum Einleiten von Stahlschmelze in eine Stranggiesskokille |
| WO1995029025A1 (en) * | 1994-04-25 | 1995-11-02 | Vesuvius Usa | Submergent entry nozzle |
| EP0685282A1 (de) * | 1994-05-30 | 1995-12-06 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Tauchgiessrohr zum Stranggiessen |
| US5944261A (en) * | 1994-04-25 | 1999-08-31 | Vesuvius Crucible Company | Casting nozzle with multi-stage flow division |
| US6027051A (en) * | 1994-03-31 | 2000-02-22 | Vesuvius Crucible Company | Casting nozzle with diamond-back internal geometry and multi-part casting nozzle with varying effective discharge angles |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3811751A1 (de) * | 1988-04-08 | 1989-10-19 | Schloemann Siemag Ag | Tauchgiessrohr zum einleiten von metallschmelze in eine metallbandgiesskokille |
| US5205343A (en) * | 1989-06-03 | 1993-04-27 | Sms Schloemann-Siemag Aktiengesellschaft | Pouring tube for feeding molten steel into a continuous casting mold |
| US5879721A (en) * | 1996-08-28 | 1999-03-09 | Ebaa Iron, Inc. | Movable pouring basin |
| DE19802809A1 (de) * | 1998-01-27 | 1999-07-29 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille |
| KR100488988B1 (ko) * | 2000-06-21 | 2005-05-11 | 주식회사 포스코 | 침지노즐 |
| SK5142003A3 (en) * | 2000-10-27 | 2003-09-11 | Univ Ohio State | Method and apparatus for controlling standing surface wave and turbulence in continuous casting vessel |
| US6543656B1 (en) | 2000-10-27 | 2003-04-08 | The Ohio State University | Method and apparatus for controlling standing surface wave and turbulence in continuous casting vessel |
| US7090918B2 (en) * | 2001-01-11 | 2006-08-15 | Vesuvius Crucible Company | Externally glazed article |
| US6932250B2 (en) * | 2003-02-14 | 2005-08-23 | Isg Technologies Inc. | Submerged entry nozzle and method for maintaining a quiet casting mold |
| ES2250796T3 (es) * | 2003-08-01 | 2006-04-16 | Hof Te Fiennes N.V. | Sistema y procedimiento de colada de metales no ferricos. |
| US20070158884A1 (en) * | 2004-01-23 | 2007-07-12 | Yuichi Tsukaguchi | Immersion nozzle for continuous casting and continuous casting method using the immersion nozzle |
| US8225845B2 (en) * | 2009-12-04 | 2012-07-24 | Nucor Corporation | Casting delivery nozzle |
| EP2444177A1 (de) * | 2010-10-20 | 2012-04-25 | Vesuvius Group S.A | Gießrohr für flüssige Metal |
| JP5578112B2 (ja) * | 2011-03-02 | 2014-08-27 | 新日鐵住金株式会社 | 誘導加熱装置の冷却方法 |
| CN104325126A (zh) * | 2014-10-13 | 2015-02-04 | 上海大学 | 板坯连铸过程控制金属流体流动的浸入式水口 |
| CN214161385U (zh) | 2019-05-23 | 2021-09-10 | 维苏威集团有限公司 | 浇铸水口 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1509266A (fr) * | 1966-03-15 | 1968-01-12 | Ural Zd Tyazhelogo Mash Im S O | Busette d'amenée du métal fondu à la lingotière d'une installation de coulée continue |
| DE2250048A1 (de) * | 1971-10-21 | 1973-05-03 | Edgar Dr Hagenburger | Feuerfestes giessrohr zum stranggiessen schmelzfluessiger metalle |
| DE2342820B1 (de) * | 1973-08-24 | 1974-08-15 | Kloeckner Werke Ag | Tauchausguss fuer eine Stranggiesskokille |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH445034A (de) * | 1966-10-18 | 1967-10-15 | Metacon Ag | Ausgussvorrichtung |
| DE1817067B1 (de) * | 1968-12-21 | 1971-04-29 | Mannesmann Ag | Einrichtung zum abscheiden von verunreinigungen aus fluessi gem stahl waehrend des stranggiessens und ein verfahren dazu |
| DE1939170B2 (de) * | 1969-07-29 | 1971-04-22 | Mannesmann Ag | Einrichtung zum verteilen einer schmelze in einer anlage zum stranggiessen von stahl |
| DE1959097C2 (de) * | 1969-11-20 | 1973-10-04 | Mannesmann Ag, 4000 Duesseldorf | Vorrichtung beim Stranggießen zum Ver teilen eiern Stahlschmelze |
| CH557707A (de) * | 1973-05-07 | 1975-01-15 | Concast Ag | Vorrichtung zum einbringen einer stahlschmelze in den giesskopf einer stranggiesskokille. |
| US4487251A (en) * | 1982-03-08 | 1984-12-11 | Vesuvius Crucible Company | Continuous casting apparatus and a method of using the same |
| JPS6123558A (ja) * | 1984-06-28 | 1986-02-01 | Nippon Kokan Kk <Nkk> | 連続鋳造用浸漬ノズル |
| IT1177924B (it) * | 1984-07-24 | 1987-08-26 | Centro Speriment Metallurg | Perfezionamento negli scaricatori di colata continua |
| US4662546A (en) * | 1985-07-30 | 1987-05-05 | Allegheny Ludlum Corporation | Submerged nozzle for use in the continuous casting of slabs |
-
1986
- 1986-07-12 DE DE19863623660 patent/DE3623660A1/de not_active Withdrawn
-
1987
- 1987-07-04 ES ES87109646T patent/ES2007301B3/es not_active Expired - Lifetime
- 1987-07-04 DE DE8787109646T patent/DE3760064D1/de not_active Expired
- 1987-07-04 EP EP87109646A patent/EP0254909B1/de not_active Expired
- 1987-07-09 ZA ZA875017A patent/ZA875017B/xx unknown
- 1987-07-10 US US07/072,088 patent/US4819840A/en not_active Expired - Fee Related
- 1987-07-10 BR BR8703549A patent/BR8703549A/pt unknown
- 1987-07-10 JP JP62171302A patent/JPS6372454A/ja active Pending
- 1987-07-11 CN CN198787104752A patent/CN87104752A/zh active Pending
- 1987-07-11 KR KR1019870007474A patent/KR880001352A/ko not_active Application Discontinuation
-
1989
- 1989-03-20 GR GR89400019T patent/GR3000021T3/el unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1509266A (fr) * | 1966-03-15 | 1968-01-12 | Ural Zd Tyazhelogo Mash Im S O | Busette d'amenée du métal fondu à la lingotière d'une installation de coulée continue |
| DE2250048A1 (de) * | 1971-10-21 | 1973-05-03 | Edgar Dr Hagenburger | Feuerfestes giessrohr zum stranggiessen schmelzfluessiger metalle |
| DE2342820B1 (de) * | 1973-08-24 | 1974-08-15 | Kloeckner Werke Ag | Tauchausguss fuer eine Stranggiesskokille |
Non-Patent Citations (1)
| Title |
|---|
| SOVIET INVENTIONS ILLUSTRATED, Sektion Ch., Woche 8625, Zusammenfassung Nr. 86-161506/25, 4. Juli 1986; & SU-A-1 194 571 (DON FERR METAL) 30-11-1985 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0352346A1 (de) | 1987-06-05 | 1990-01-31 | Toshiba Ceramics Co., Ltd. | Tauchrohr zum Stahlgiessen |
| EP0403808A1 (de) * | 1989-06-03 | 1990-12-27 | Sms Schloemann-Siemag Aktiengesellschaft | Tauchgiessrohr zum Einleiten von Stahlschmelze in eine Stranggiesskokille |
| TR24409A (tr) * | 1989-06-03 | 1991-11-01 | Schloemann Siemag Ag | Bir sonsuz doekuem kokilinin icine celik eriginin sevk edilmesine mahsus daldirmal |
| EP0482423A1 (de) * | 1990-10-15 | 1992-04-29 | Sms Schloemann-Siemag Aktiengesellschaft | Tauchgiessrohr zum Einleiten von Stahlschmelze in eine Stranggiesskokille |
| US5785880A (en) * | 1994-03-31 | 1998-07-28 | Vesuvius Usa | Submerged entry nozzle |
| US6027051A (en) * | 1994-03-31 | 2000-02-22 | Vesuvius Crucible Company | Casting nozzle with diamond-back internal geometry and multi-part casting nozzle with varying effective discharge angles |
| WO1995029025A1 (en) * | 1994-04-25 | 1995-11-02 | Vesuvius Usa | Submergent entry nozzle |
| US5944261A (en) * | 1994-04-25 | 1999-08-31 | Vesuvius Crucible Company | Casting nozzle with multi-stage flow division |
| US6464154B1 (en) | 1994-04-25 | 2002-10-15 | Versuvius Crucible Company | Casting nozzle with diamond-back internal geometry and multi-part casting nozzle with varying effective discharge angles and method for flowing liquid metal through same |
| EP0685282A1 (de) * | 1994-05-30 | 1995-12-06 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Tauchgiessrohr zum Stranggiessen |
| CN1042504C (zh) * | 1994-05-30 | 1999-03-17 | 丹尼利机械厂联合股票公司 | 用于连续铸造的注口 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8703549A (pt) | 1988-03-22 |
| US4819840A (en) | 1989-04-11 |
| JPS6372454A (ja) | 1988-04-02 |
| KR880001352A (ko) | 1988-04-22 |
| EP0254909B1 (de) | 1989-03-15 |
| DE3760064D1 (en) | 1989-04-20 |
| CN87104752A (zh) | 1988-03-02 |
| DE3623660A1 (de) | 1988-01-14 |
| GR3000021T3 (en) | 1989-10-31 |
| ES2007301B3 (es) | 1990-08-16 |
| ZA875017B (en) | 1988-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0254909B1 (de) | Feuerfestes Giessrohr | |
| DE4142447C3 (de) | Tauchgießrohr - Dünnbramme | |
| DE3514539C2 (de) | ||
| DE2527585A1 (de) | Giessrohr mit einer bodenoeffnung zum kontinuierlichen stahlstranggiessen | |
| DE2919880A1 (de) | Giessrohr | |
| DE2417512A1 (de) | Verfahren zum einbringen von stahl in eine stranggiesskokille und vorrichtung dazu | |
| DE2442915A1 (de) | Giessrohr mit geschlossenem boden und einander gegenueberliegenden seitlichen oeffnungen | |
| DE6927561U (de) | Behaelter mit schieberverschluss fuer fluessige schmelze. | |
| DE3918228C2 (de) | Tauchgießrohr zum Einleiten von Stahlschmelze in eine Stranggießkokille | |
| DE2132294A1 (de) | Verfahren und Vorrichtung zum Giessen von Metallschmelze | |
| EP0630711B1 (de) | Eintauchausguss | |
| EP0814929B1 (de) | Tauchausguss zum giessen von metall | |
| DE2913024A1 (de) | Verfahren zum kuehlen einer oszillierenden stahl-stranggiesskokille | |
| CH685332A5 (de) | Stranggiesskokille. | |
| DE2250048A1 (de) | Feuerfestes giessrohr zum stranggiessen schmelzfluessiger metalle | |
| DE2318639A1 (de) | Verfahren zum eingiessen von stahl in eine stranggiesskokille und ein giessrohr dazu | |
| EP1002600B1 (de) | Tauchgiessrohr zum Einleiten von Schmelze in eine Kokille zum Stranggiessen insbesondere von Flachprodukten | |
| DE4319194A1 (de) | Mundstück eines Eintauchausgusses | |
| EP0151802B1 (de) | Vorrichtung für die Einleitung von Metallschmelze, insbesondere von Stahlschmelze in eine Stranggiesskokille | |
| DE19811957C2 (de) | Anordnung eines Tauchausgusses in einer Kokille zum Stranggießen von Brammen | |
| DE2304943A1 (de) | Feuerfestes giessrohr zum giessen schmelzfluessiger metalle | |
| DE19738385A1 (de) | Tauchgießrohr zum Einleiten von Schmelze aus einem Gieß- oder Zwischenbehälter in eine Kokille | |
| AT254416B (de) | Verfahren und Maschinen zum Stranggießen von Metallen | |
| DE1758960A1 (de) | Strangguss-Vorrichtung | |
| LU82416A1 (de) | Vorrichtung und verfahren zum chargenweisen giessen in einer stahlstranggiesserei |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880226 |
|
| 17Q | First examination report despatched |
Effective date: 19880725 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 41339 Country of ref document: AT Date of ref document: 19890415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3760064 Country of ref document: DE Date of ref document: 19890420 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3000021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890731 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DIDIER-WERKE AG Effective date: 19891212 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: DIDIER-WERKE AG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19900622 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19900625 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19900628 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19900629 Year of fee payment: 4 Ref country code: GR Payment date: 19900629 Year of fee payment: 4 Ref country code: AT Payment date: 19900629 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19900702 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19900703 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19900731 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19900827 Year of fee payment: 4 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19910107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19910704 Ref country code: AT Effective date: 19910704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19910705 Ref country code: ES Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 19910705 |
|
| NLR2 | Nl: decision of opposition | ||
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19910731 Ref country code: CH Effective date: 19910731 Ref country code: BE Effective date: 19910731 |
|
| BERE | Be: lapsed |
Owner name: THYSSEN STAHL A.G. Effective date: 19910731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19920131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19920331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19920401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3000021 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87109646.7 Effective date: 19920210 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19991007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050704 |