EP0223922A1 - Verfahren zur Herstellung von mit Kunstharzen in Form von Lösungen und Dispersionen imprägnierten Papierbahnen - Google Patents
Verfahren zur Herstellung von mit Kunstharzen in Form von Lösungen und Dispersionen imprägnierten Papierbahnen Download PDFInfo
- Publication number
- EP0223922A1 EP0223922A1 EP86110511A EP86110511A EP0223922A1 EP 0223922 A1 EP0223922 A1 EP 0223922A1 EP 86110511 A EP86110511 A EP 86110511A EP 86110511 A EP86110511 A EP 86110511A EP 0223922 A1 EP0223922 A1 EP 0223922A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper
- paper web
- dispersion
- mixture
- impregnation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920003002 synthetic resin Polymers 0.000 title claims abstract description 27
- 239000000057 synthetic resin Substances 0.000 title claims abstract description 27
- 238000000034 method Methods 0.000 title claims description 19
- 230000008569 process Effects 0.000 title claims description 8
- 239000006185 dispersion Substances 0.000 claims abstract description 56
- 238000005470 impregnation Methods 0.000 claims abstract description 27
- 239000002245 particle Substances 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims abstract description 5
- 229920003043 Cellulose fiber Polymers 0.000 claims abstract description 3
- 239000000123 paper Substances 0.000 claims description 58
- 239000000203 mixture Substances 0.000 claims description 25
- 239000003795 chemical substances by application Substances 0.000 claims description 12
- 229920001577 copolymer Polymers 0.000 claims description 12
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 10
- 239000011248 coating agent Substances 0.000 claims description 8
- 238000000576 coating method Methods 0.000 claims description 8
- 239000000126 substance Substances 0.000 claims description 8
- 238000000227 grinding Methods 0.000 claims description 7
- 239000007788 liquid Substances 0.000 claims description 7
- 125000005396 acrylic acid ester group Chemical group 0.000 claims description 6
- 230000035515 penetration Effects 0.000 claims description 6
- 239000004094 surface-active agent Substances 0.000 claims description 6
- 238000009499 grossing Methods 0.000 claims description 5
- 239000004745 nonwoven fabric Substances 0.000 claims description 5
- 125000000129 anionic group Chemical group 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 239000000975 dye Substances 0.000 claims description 4
- 239000002657 fibrous material Substances 0.000 claims description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 3
- 244000166124 Eucalyptus globulus Species 0.000 claims description 3
- 235000008331 Pinus X rigitaeda Nutrition 0.000 claims description 3
- 235000011613 Pinus brutia Nutrition 0.000 claims description 3
- 241000018646 Pinus brutia Species 0.000 claims description 3
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 3
- 239000000945 filler Substances 0.000 claims description 3
- 239000000049 pigment Substances 0.000 claims description 3
- 239000002023 wood Substances 0.000 claims description 3
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 claims description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 2
- 239000013543 active substance Substances 0.000 claims description 2
- 239000000654 additive Substances 0.000 claims description 2
- 239000002131 composite material Substances 0.000 claims description 2
- 239000011976 maleic acid Substances 0.000 claims description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 claims description 2
- 238000004381 surface treatment Methods 0.000 claims description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 claims description 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000005520 cutting process Methods 0.000 claims 1
- 239000000834 fixative Substances 0.000 claims 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 claims 1
- 238000010422 painting Methods 0.000 claims 1
- 239000012209 synthetic fiber Substances 0.000 claims 1
- 229920002994 synthetic fiber Polymers 0.000 claims 1
- 239000000835 fiber Substances 0.000 abstract description 5
- 238000010009 beating Methods 0.000 abstract 1
- 238000002791 soaking Methods 0.000 abstract 1
- 239000000243 solution Substances 0.000 description 28
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 19
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 239000007787 solid Substances 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 8
- 229920001807 Urea-formaldehyde Polymers 0.000 description 7
- 238000007792 addition Methods 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 239000011093 chipboard Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- GZCGUPFRVQAUEE-SLPGGIOYSA-N aldehydo-D-glucose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C=O GZCGUPFRVQAUEE-SLPGGIOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 239000013530 defoamer Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 239000000080 wetting agent Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 241000294754 Macroptilium atropurpureum Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- -1 chalk Chemical compound 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/34—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/34—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D21H17/41—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds containing ionic groups
- D21H17/42—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds containing ionic groups anionic
Definitions
- the invention relates to a method for producing paper webs impregnated with synthetic resins in the form of solutions and dispersions.
- PVC films are e.g. B. glued on chipboard and then are made of this composite material in accordance with furniture engineering principles furniture parts or housings in one operation, d. H. that one cuts into the chipboard V-shaped grooves and then folds or bends the plates in these grooves and so produces housing, furniture part or the like in one operation.
- a disadvantage of this process is that the PVC film must be subjected to a corresponding surface treatment, for example a corona treatment, before it can be used directly and in order to achieve good printability.
- the chipboard must have a very clean and smooth surface so that economically justifiable results can be achieved (application of thin foils).
- the PVC film has a very unfavorable dimensional stability (expansion / shrinkage behavior) when there are temperature changes, has low tear resistance, has low light stability and has high electrostatic chargeability and softening at 75 to 85 ° C .
- HCl separation When heated to more than 120 ° C, HCl separation also takes place.
- the object of the present invention is therefore to produce a sheet-like, synthetic resin-containing, sheet-like material which does not have the disadvantages of the commonly used pure plastic film, moreover has good flexibility, has water resistance and resistance to solvents as well as internal strength and good dimensional stability when exposed to moisture and temperature changes.
- Impregnating resin solutions are resins based on urea, melamine and phenolic resins and contain formaldehyde and lead to brittle products.
- DE-OS 30 24 394 describes a process for producing a plastic tournament in a paper machine, in which the paper web in the dryer section is provided with an impregnation which is carried out in the size press.
- the impregnation of the paper web with the impregnation liquid which is not described in any more detail, in the press is only complete when the paper web is already pre-impregnated, so that additional devices are also required here.
- the problem is now solved in that the paper web is formed from a cellulose fiber mixture of high absorbency and strength, which is ground to a grinding degree of at most 35 ° SR and the impregnation liquid consists of a mixture of aqueous, anionic copolymer dispersions and aqueous, anionic polymeric solutions with a pH between 7.5 and 10 and the application is carried out with a size press in the dryer section of the paper machine.
- the pH is preferably between 8 and 9.
- the pulp of the paper web preferably consists of eucalyptus pulp and pine wood sulfate pulp in a ratio of 50:50 to 10:90, preferably 30:70 to 15:85.
- the degree of grinding is preferably between 15 and 25 ° SR .
- the fillers are to be understood as white pigments e.g. B. TiO2, chalk, kaolin.
- Formaldehyde-free wet strength agent in an amount of 1 to 5% by weight, based on the atro fibrous material, in the form of, for example, polyamideamine-epichlorohydrin resin and addition of a synthetic resin dispersion, for example based on acrylic acid ester, has proven particularly advantageous in the sense of the invention or styrene-butadiene in an amount of 1 to 20%, based on dry fiber and a small addition of surfactants for better wettability of the paper, in an amount of ⁇ 0.5% based on dry fiber.
- the dispersed particles are preferably less than 0.2 ⁇ m and of low to medium film hardness and a low minimum Film formation temperature, preferably below 30 ° C.
- the ratio between the two copolymers of the dispersion and the solution is preferably 500: 1 to 1: 1, preferably 100: 1 to 10: 1, based on the active substance, ie. H. 500 parts of dispersion in 1 part of solution to 10 parts of dispersion in 1 part of solution.
- plastics for.
- the brittle character of the impregnated paper can be reduced by using the mixture according to the invention with a portion of impregnating resin solution.
- auxiliaries such as wetting agents, viscosity regulators, non-stick and penetration aids, pigments, dyes and defoamers can also be added to these impregnation substance mixtures.
- Substances are used as wetting and penetration agents that change the interfacial tension between the liquid phase and solid phase, e.g. B. surfactants and emulsifiers.
- the penetration of the impregnation liquid can be advantageously influenced by a combination of maleic acid copolymers and these substances which change the interfacial tension.
- this impregnation substance is used in the form of a mixture of solution and dispersion with a solids content of 5 to 60%, the viscosity being between 10 and 60 s (according to DIN cup, 4 mm).
- This impregnation and coating mixture is applied to the nonwoven within the paper machine in a roller application device (size press).
- a roller application device size press
- the nonwoven fabric with a dry matter content of 98 to 92% is fed through a size press and the impregnation is carried out on both sides.
- a further one-sided or double-sided surface covering ie. H. Coating
- the nonwoven fabric can be carried out within the paper machine with the same or a similarly structured copolymer mixture, intermediate drying should take place between the two individual process stages.
- a subsequently applied coating on one side of the dried web results in a denser surface which is easier to print or coat or laminate. If only a further one-sided surface coating is carried out, this can be carried out by means of a doctor application device. One-sided rolling of the coated paper web can be avoided by an additional application on the back.
- Such an application can be, for example, a strongly aqueous solution of starch or CMC.
- An additional smoothing of the impregnated and coated on one side z. B. with known smoothing machines or in a separate operation in a calender increases the desired printability and paintability of the coated side.
- This fibrous film of different thicknesses and different bulk densities produced in this way is particularly suitable in a firm bond with a relatively rigid and rigid base, e.g. B. chipboard, as a decorative and protective covering of furniture parts such. B. television and radio housings or hi-fi towers (housing casing).
- a relatively rigid and rigid base e.g. B. chipboard
- the fiber-containing film produced according to the invention of high flexibility, dimensional stability with temperature changes and with good barrier properties against water and solvent is also excellently suitable for other purposes such as, for. B. as the base material of high quality sanding paper for wet sanding, printing and advertising media, decorative wall material (e.g. flame retardant pigmented or unpigmented dimensionally stable wallpaper), adhesive tapes, backing paper z. B. for floor coverings.
- decorative wall material e.g. flame retardant pigmented or unpigmented dimensionally stable wallpaper
- adhesive tapes e.g. flame retardant pigmented or unpigmented dimensionally stable wallpaper
- a base paper of the following composition and quality was produced as two-ply paper on a duplex paper machine: 80% pine wood sulfate pulp 20% eucalyptus pulp Freeness 30 ° SR (Schopper-Riegler) Additives, commercially available (calculated on dry cellulose): 1% talc 3% formaldehyde-free wet strength agent 0.3% wetting and dispersing agent
- This base paper with a mass per unit area of 90 g / m 2 was impregnated on both sides with the synthetic resin mixture of dispersion and solution in a ratio of 20: 1 in a size press.
- the surprisingly strong impregnation effect with this synthetic resin mixture according to the invention is probably due to a synergistic effect of the dispersion and solution used, which, when used alone, are far from the same desired good Allow paper properties to be achieved.
- a pure synthetic resin dispersion reduces the due to its good film-forming properties Most water absorption, but the penetration into the base paper is insufficient. This is demonstrated by the only slightly improved values with regard to layer strength and rigidity.
- wet strength agent does not cause any significant change in the properties of the impregnated paper.
- the medium-hard synthetic resin dispersion (5) was replaced by a hard dispersion with a particle size of approximately 0.15 ⁇ m, minimum film-forming temperature approximately 25 ° C.
- This dispersion was an aqueous copolymer dispersion based on acrylic acid ester and styrene.
- Combinations of synthetic resin dispersions and impregnating resins such as. B. urea-formaldehyde resin, as are common for the impregnation of decorative base paper in separate impregnation plants, lead to the improvement of the properties of the base paper.
- the type of synthetic resin dispersions used essentially determines the liquor absorption, porosity, water absorption and layer strength of the paper (see recipes 8 and 10).
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Paper (AREA)
- Reinforced Plastic Materials (AREA)
- Accommodation For Nursing Or Treatment Tables (AREA)
- Investigating Or Analysing Biological Materials (AREA)
- Plural Heterocyclic Compounds (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von mit Kunstharzen in Form von Lösungen und Dispersionen imprägnierten Papierbahnen.
- Es ist üblich und bekannt, Gehäuse für Fernseh- und Radiogeräte, Hi-Fi-Türme und andere Möbelteile mit Kunststoffolie vollständig zu beschichten bzw. zu umhüllen. Man verwendet dazu vorzugsweise PVC-Folie unterschiedlicher Dicke.
- Diese PVC-Folien werden z. B. auf Holzspanplatten geklebt und anschließend werden aus diesem Verbundmaterial nach möbeltechnischen Grundsätzen Möbelteile oder Gehäuse in einem Arbeitsgang hergestellt, d. h. daß man in die Holzspanplatten V-förmige Nuten einschneidet und dann die Platten in diesen Nuten faltet oder umbiegt und so in einem Arbeitsgang Gehäuse, Möbelteil oder dergleichen herstellt.
- Wichtig ist bei diesem Verfahren, daß an der Faltlinie kein Einreißen der Folie eintritt. Nachteilig an diesem Verfahren ist es wiederum, daß die PVC-Folie vor ihrer Verwendung direkt und zur Erzielung einer guten Bedruckbarkeit einer entsprechenden Oberflächenbehandlung, beispielsweise einer Koronabehandlung unterzogen werden muß.
- Außerdem müssen die Spanplatten eine sehr saubere und glatte Oberfläche aufweisen, damit noch wirtschaftlich vertretbare Ergebnisse erzielt werden können (Auftragung dünner Folien).
- Besonders nachteilig ist es aber, daß die PVC-Folie eine sehr ungünstige Dimensionsstabilität (Dehnungs-/Schrumpfungsverhalten) aufweist, wenn Temperaturänderungen erfolgen, niedrige Weiterreißfestigkeit aufweist, eine geringe Lichtstabilität besitzt sowie hohe elektrostatische Aufladbarkeit und eine Erweichung bei 75 bis 85° C bereits stattfindet. Bei Erwärmung auf mehr als 120° C findet außerdem eine HCl-Abscheidung statt.
- Aufgabe der vorliegenden Erfindung ist es daher, ein folienförmiges, kunstharzhaltiges, bahnförmiges Material herzustellen, das die Nachteile der üblicherweise verwendeten reinen Kunststoffolie nicht aufweist, darüber hinaus eine gute Flexibilität aufweist, Wasserfestigkeit besitzt und Beständigkeit gegen Lösungsmittel sowie auch eine innere Festigkeit und eine gute Dimensionsstabilität bei Feuchteeinwirkung und Temperaturänderungen.
- Außerdem soll das bahnförmige Material aus günstigen Rohstoffen in wirtschaftlicher Weise und mit möglichst keinen zusätzlichen Verfahrensstufen herstellbar sein, mit Ausnahme der Herstellung der geglätteten Papierbahn selbst.
- Aus der Literatur, beispielsweise aus der DE-PS 25 50 980 ist es bekannt, Rohpapierbahnen mit wäßrigen Tränkharzlösungen und/oder Dispersionen durch Einsaugen der Tränkflüssigkeit an einer Saugzone zu imprägnieren, wobei man eine wenigstens zur vollständigen Sättigung ausreichende Menge auf die Oberfläche der Papierbahn aufträgt und die Papierbahn anschließend über eine Saugzone führt, in der die Imprägnierflüssigkeit zur anderen Oberfläche durchgesaugt wird. Tränkharzlösungen sind aber Harze auf der Basis von Harnstoff-, Melamin- und Phenolharzen und formaldehydhaltig und führen zu spröden Produkten.
- Bei diesem Verfahren ist es erforderlich, die Rohpapierbahn nach ihrer Herstellung einer zweiten Vorrichtung zuzuführen und sie erneut abzurollen, zu imprägnieren unter Verwendung zusätzlicher Einrichtungen wie einer Saugzone und Trockenvorrichtung und sie wieder aufzurollen.
- Außerdem ist bei diesem Verfahren die Verteilung der Imprägnierflüssigkeit über den Papierquerschnitt ungleichmäßig, so daß Zonen stärkerer Imprägnierung entstehen neben Zonen geringerer Imprägnierung, was zur Aufspaltung des Papierkerns führen kann.
- In der DE-OS 30 24 394 wird ein Verfahren zur Herstellung eines Kunststoffurniers in einer Papiermaschine beschrieben, bei dem die Papierbahn in der Trockenpartie mit einer Imprägnierung versehen wird, die in der Leimpresse erfolgt. Die Durchtränkung der Papierbahn mit der nicht näher bezeichneten Imprägnierflüssigkeit in der Presse ist jedoch nur dann vollständig, wenn die Papierbahn bereits vorimprägniert ist, so daß also auch hier zusätzliche Einrichtungen erforderlich sind.
- Eine möglichst vollständige Durchtränkung und Imprägnierung des Rohpapieres ist erfindungsgemäß deshalb nur dann gegeben, wenn neben der Auswahl einer geeigneten Auftrags- bzw. Im prägniervorrichtung die Eigenschaften des Papieres wie z. B. Mahlungszustand und Mahlgrad, Absorptionsfähigkeit der Faserstoffe, Porosität und Oberflächenrauheit auf die Eigenschaften der Imprägnierungs- bzw. der Beschichtungsmischung, d. h. deren Oberflächenspannung, Viskosität, Ladungszustand und Feststoffgehalt, abgestimmt sind.
- Erfindungsgemäß wird das Problem nun dadurch gelöst, daß die Papierbahn aus einem Zellstoffasergemisch von hoher Saugfähigkeit und Festigkeit gebildet ist, das auf einen Mahlgrad von maximal 35° SR gemahlen ist und die Imprägnierflüssigkeit aus einem Gemisch wäßriger, anionischer Copolymerdispersionen und wäßriger, anionischer polymeren Lösungen besteht mit einem pH-Wert zwischen 7,5 und 10 und der Auftrag mit einer Leimpresse in der Trockenpartie der Papiermaschine durchgeführt wird. Vorzugsweise liegt der pH-Wert zwischen 8 und 9.
- Der Zellstoff der Papierbahn besteht in Verfolg der Erfindung vorzugsweise aus Eukalyptus-Zellstoff und Kiefernholzsulfat-Zellstoff in einem Verhältnis von 50 : 50 bis 10 : 90, vorzugsweise von 30 : 70 bis 15 : 85. Der Mahlgrad liegt vorzugsweise zwischen 15 und 25° SR.
- Dem Faserstoff der Papierbahn können weitere chemische Hilfsmittel wie Naß- und Trockenfestmittel, Fällungsmittel (Fixiermittel), Kunstharzdispersionen, Tenside, Farbstoffe und Füllstoffe zugesetzt werden, die die Eigenschaften des Rohpapieres variieren.
- Unter den Füllstoffen sollen verstanden werden Weißpigmente z. B. TiO₂, Kreide, Kaolin.
- Besonders günstig im erfindungsgemäßen Sinne hat sich formaldehydfreies Naßfestmittel in einer Menge von 1 bis 5 Gew.-%, bezogen auf den atro Faserstoff erwiesen, in Form von beispielsweise Polyamidamin-Epichlorhydrin-Harz sowie ein Zusatz einer Kunstharzdispersion z B. auf der Basis von Acrylsäureester oder Styren-Butadien in einer Menge von 1 bis 20 %, bezogen auf atro Faserstoff und ein geringer Zusatz von Tensiden zur besseren Benetzbarkeit des Papieres, in einer Menge von < 0,5 % bezogen auf atro Faserstoff.
- Bei der erfindungsgemäßen Verwendung der wäßrigen anionischen Copolymerdispersion, die beispielsweise auf der Basis von Acrylsäure, Acrylsäureestern, Vinylacetat und/oder Styrol aufgebaut sein kann, sind die dispergierten Teilchen vorzugsweise kleiner als 0,2 my und von geringer bis mittlerer Filmhärte und einer niedrigen Mindest-Filmbildungstemperatur, vorzugsweise unter 30° C.
- Das Verhältnis zwischen den beiden Copolymerisaten der Dispersion und der Lösung beträgt vorzugsweise 500 : 1 bis 1 : 1, vorzugsweise 100 : 1 bis 10 : 1 auf die Wirksubstanz bezogen, d. h. 500 Teile Dispersion auf 1 Teil Lösung bis 10 Teile Dispersion auf 1 Teil Lösung.
- Im Rahmen der vorliegenden Erfindung ist es auch möglich, andere Kunststoffe, z. B. Styren-Butadien-Mischpolymerisate, Polyurethan- oder Polyolefindispersionen sowie Tränkharz lösungen auf der Basis von Harnstoff- oder Melamin-Formaldehyd-Harzen in Anteilen der Imprägniersubstanz zuzusetzen.
- Durch die Verwendung der erfindungsgemäßen Mischung mit einem Anteil Tränkharzlösung kann der spröde Charakter des imprägnierten Papieres vermindert werden.
- Diesen Imprägniersubstanzmischungen können auch weitere Hilfsmittel wie Benetzungsmittel, Viskositätsregler, Antihaft- und Penetrationshilfsmittel, Pigmente, Farbstoffe und Entschäumer zugesetzt werden.
- Als Benetzungs- und Penetrationsmittel werden Stoffe eingesetzt,die die Grenzflächenspannung zwischen flüssiger Phase und fester Phase verändern, z. B. Tenside und Emulgatoren.
- Erfindungsgemäß kann durch eine Kombination von Maleinsäure-Copolymerisaten und diesen die Grenzflächenspannung verändernden Substanzen die Penetration der Imprägnierflüssigkeit vorteilhaft beeinflußt werden.
- Erfindungsgemäß wird diese Imprägniersubstanz in Form eines Gemisches aus Lösung und Dispersion mit einem Feststoffgehalt von 5 bis 60 % eingesetzt, wobei die Viskosität zwischen 10 und 60 s (nach DIN-Becher, 4 mm) liegt.
- Der Auftrag dieser Imprägnierungs- und Beschichtungsmischung auf das Faservlies erfolgt innerhalb der Papiermaschine in einer Walzenauftragsvorrichtung (Leimpresse). Dabei wird erfindungsgemäß das Faservlies mit einem Trockengehalt von 98 bis 92 % durch eine Leimpresse zugeführt und so die beiderseitige Tränkung vorgenommen.
- Erfindungsgemäß kann nach dieser ersten Prozeßstufe der Imprägnierung eine weitere einseitige oder beidseitige Oberflächenabdeckung, d. h. Beschichtung, des Faservlieses innerhalb der Papiermaschine mit der gleichen oder einer ähnlich aufgebauten Copolymermischung vorgenommen werden, wobei zwischen den beiden einzelnen Prozeßstufen eine Zwischentrocknung stattfinden sollte.
- Durch eine nachträglich aufgebrachte Beschichtung auf einer Seite der getrockneten Bahn wird eine dichtere Oberfläche erreicht, die eine bessere Bedruck- oder Lackierbarkeit oder Kaschierbarkeit erreicht. Wenn nur eine weitere einseitige Oberflächenbeschichtung erfolgt, kann diese vermittels einer Rakelauftragsvorrichtung vorgenommen werden. Ein einseitiges Rollen der beschichteten Papierbahn kann durch einen zusätzlichen Auftrag auf der Rückseite vermieden werden.
- Ein solcher Auftrag kann beispielsweise eine stark wäßrige Lösung von Stärke oder CMC sein. Eine zusätzliche Glättung der imprägnierten und einseitig beschichteten Bahn z. B. mit bekannten Maschinenglättwerkseinrichtungen oder in einem separaten Arbeitsgang in einem Kalander erhöht noch die gewünschte Bedruck- und Lackierbarkeit der beschichteten Seite.
- Diese auf solche Art und Weise hergestellte faserhaltige Folie unterschiedlicher Dicke und unterschiedlicher Rohdichte, je nach angewandtem Druck bei der Vliesherstellung und Glättung der getränkten und beschichteten Bahn, eignet sich vorzüglich im festen Verbund mit einer relativ starren und steifen Unterlage, z. B. Holzspanplatte, als dekorative und schützende Umhüllung von Möbelteilen wie z. B. Fernseh- und Radiogehäuse oder Hi-Fi-Türme (Gehäuseummantelung). Durch Anwendung dieser wirtschaftlich günstig herstellbaren faserhaltigen Folie werden die eingangs erwähnten Nachteile bei Verwendung von PVC- oder anderer Kunststofffolie vermieden.
- Die erfindungsgemäß hergestellte faserhaltige Folie von hoher Flexibilität, Dimensionsstabilität bei Temperaturveränderung und mit guten Sperreigenschaften gegen Wasser und Lösungsmittel ist ebenfalls für andere Zwecke vorzüglich geeignet wie z. B. als Basismaterial von hochwertigen Schleifpapieren für den Naßschliff, Druck- und Werbeträger, dekoratives Wandmaterial (z. B. schwer entflammbare pigmentierte oder unpigmentierte dimensionsstabile Tapete), Klebebänder, Trägerpapier z. B. für Fußbodenbeläge.
- Die Erfindung wird nun anhand von Beispielen näher erläutert.
- Erfindungsgemäß wurde ein Rohpapier folgender Zusammensetzung und Beschaffenheit als zweilagiges Papier auf einer Duplex-Papiermaschine hergestellt:
80 % Kiefernholzsulfat-Zellstoff
20 % Eukalyptus-Zellstoff
Mahlgrad 30° SR (Schopper-Riegler)
Zusätze, handelsüblich (auf atro Zellstoff berechnet):
1 % Talkum
3 % formaldehydfreies Naßfestmittel
0,3 % Netz- und Dispergiermittel - Dieses Rohpapier mit einer Flächenmasse von 90 g/m² wurde mit der erfindungsgemäßen Kunstharz-Mischung von Dispersion und Lösung im Verhältnis 20 : 1 in einer Leimpresse beidseitig imprägniert. Der mit dieser erfindungsgemäßen Kunstharz-Mischung überraschend starke Imprägniereffekt, sonders charakterisiert anhand der Schichtfestigkeit und Steifigkeit unter Berücksichtigung der sich dabei einstellenden Wasserabsorption, beruht wohl auf einem synergistischen Effekt der verwendeten Dispersion und Lösung, die, allein eingesetzt, bei weitem nicht die gleichen angestrebten guten Papiereigenschaften erreichen lassen.
- Nachfolgende Beispiele belegen das. Die Leimflotten mußten z. T. mit Wasser auf die optimale Viskosität ( < 60 s nach DIN-Becher, 4 mm) eingestellt werden.
-
- 1 - Kunstharz-Dispersion allein (wäßrige anionische Copolymerdispersion auf Basis von Acrylsäureester, Acrylnitril und Styrol), Feststoffgehalt 50 %, mittlere Teilchengröße ca. 0,1 µm, mittlere Filmhärte, Mindest-Filmbildungstemperatur < 1° C.
- 2 - Kunststoff-Dispersion, mit Wasser verdünnt, Feststoffgehalt 25 %
- 3 - Kunststoff-Lösung allein, mit Wasser verdünnt (anionische wäßrige Lösung eines carboxylgruppenhaltigen Copolymers auf Basis von Maleinsäureanhydrid), Feststoffgehalt ca. 12 %
- 4 - Kunststoff-Lösung mit formaldehydfreiem Naßfestmittel, mit Wasser verdünnt, Feststoffgehalt ca. 10 %
- 5 - erfindungsgemäße Kunststoffmischung, bestehend aus Dispersion (gemäß Beispiel 1) und Lösung (gemäß Beispiel 3) im Verhältnis 20 : 1, mit Zusätzen von
- formaldehydfreiem Naßfestmittel und
- Entschäumer,
verdünnt mit Wasser auf einen Feststoffgehalt von ca. 25%. - Eine reine Kunstharz-Dispersion (Rezeptur 1) reduziert zwar aufgrund ihrer guten filmbildenden Eigenschaften die Wasserabsorption am stärksten, die Penetration in das Rohpapier ist jedoch unzureichend. Das belegen die nur geringfügig verbesserten Werte bezüglich Schichtfestigkeit und Steifigkeit.
- Durch eine Verdünnung dieser Dispersion mit Wasser (Rezeptur 2) erfolgt eine stärkere Penetration in das Rohpapier bei gleichzeitig erhöhter Wasserabsorption und noch ungenügender Elastizität des imprägnierten Papiers.
- Die ungenügende Imprägnierung machte sich außerdem in einer unzureichenden Ribbelfestigkeit der Papieroberfläche bemerkbar. Die Imprägnierung des Rohpapiers mit der wasserverdünnten Kunstharz-Lösung (Rezeptur 3) führt zwar zu einer verbesserten Elastizität, jedoch auf Kosten einer stark verschlechterten Schichtfestigkeit.
- Auch der Zusatz von Naßfestmittel (Rezeptur 4) bewirkt keine wesentliche Eingenschaftsveränderung des imprägnierten Papiers.
- Erst durch die erfindungsgemäße Kunstharz-Mischung von Dispersion und Lösung (Rezeptur 5) wird der gewünschte hohe Imprägniereffekt der Leimflotte und damit alle angestrebten guten Papiereigenschaften erreicht, charakterisiert durch eine um ca. 10 % höhere Schichtfestigkeit als bei Rezeptur 2, relativ niedrige Wasserabsorption und höchste Elastizität (ca. 10 % niedrigere Steifigkeit als bei Rezeptur 3).
- Dieser anhand der Wirkung der Einzelkomponenten (Dispersion, Lösung, Naßfestmittel) nicht zu erwartende überproportional hohe Imprägniereffekt ist auf den Synergismus von Dispersion und Lösung zurückzuführen.
- In einer weiteren Versuchsreihe wurde die mittelharte Kunstharzdispersion (5) durch eine harte Dispersion mit einer Teilchengröße von ca. 0,15 µm, Mindest-Filmbildungstemperatur ca. 25° C, ausgetauscht. Bei dieser Dispersion handelte es sich um eine wäßrige Copolymerdispersion auf Basis von Acrylsäureester und Styrol.
- Folgende Eigenschaften des damit imprägnierten Rohpapiers wurden erhalten (die mit der Rezeptur 5 aus der vorhergehenden 1. Versuchsreihe erreichten Ergebnisse wurden zum besseren Verständnis nochmals aufgeführt):
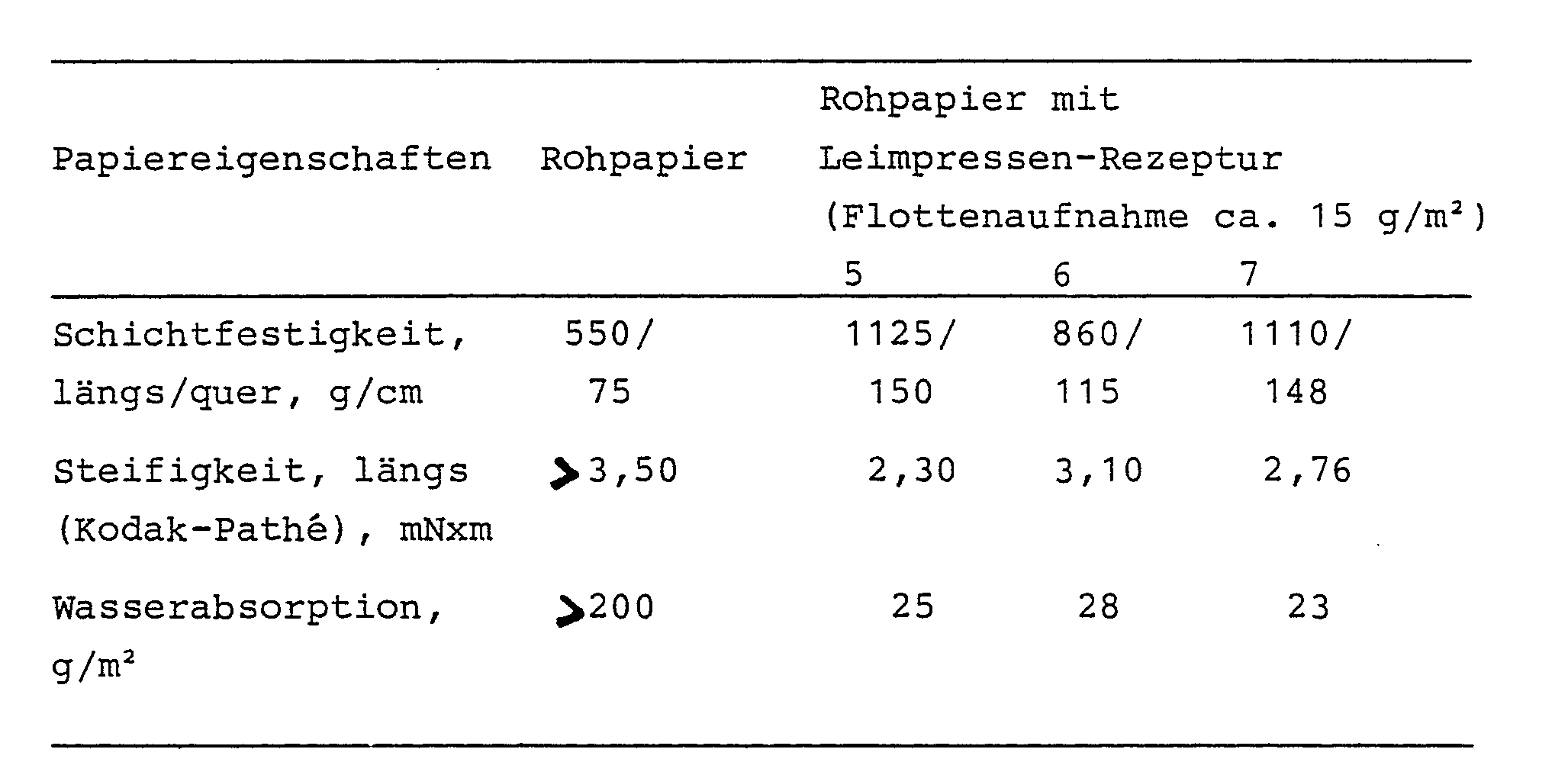
- 6 - Kunstharz-Dispersion, mit Wasser verdünnt, mit Zusatz von formaldehydfreiem Naßfestmittel, Feststoffgehalt ca. 25 %
- 7 - erfindungsgemäße Kunstharzmischung, bestehend aus Dispersion und der Lösung gemäß Beispiel 3 im Verhältnis 20 : 1, mit Zusätzen von
- formaldehydfreiem Naßfestmittel und
- Entschäumer,
verdünnt mit Wasser auf einen Feststoffgehalt von ca. 25%. - Mit einer reinen Kunstharz-Dispersion gemäß Rezeptur 6 ist, wie auch bereits bei den Rezepturen 1 und 2 belegt, nicht der angestrebte hohe Imprägniereffekt zu erreichen. Erst die erfindungsgemäße Kombination von Dispersion und Lösung führt wiederum zu den gewünschten Papiereigenschaften, wobei aufgrund der hohen Filmhärte der gewählten Dispersion die Elastizität des imprägnierten Papieres schlechter als bei Verwendung der Rezeptur 5 ausfällt.
- Durch eine nachfolgende Satinage dieser erfindungsgemäß imprägnierten Papiere wird die Steifigkeit um ca. 10 bis 20 %, die Wasserabsorption um ca. 15 bis 20 % erniedrigt, während die Schichtfestigkeit nahezu konstant bleibt.
- In der nächsten Versuchsreihe wurde die erfindungsgemäße Kunstharz-Mischung von Dispersion und Lösung in Kombi nation mit einem Harnstoff-Formaldehyd-Harz im Verhältnis 2 : 1 zur Imprägnierung des Rohpapiers nach Beispiel 1 verwendet.
- 8 - Kunstharz-Dispersion allein gemäß Rezeptur 6 in Kombination mit Harnstoff-Fomaldehyd-Harz im Verhältnis 2 : 1
- 9 - erfindungsgemäße Kunstharzmischung, bestehend aus Dispersion und Lösung gemäß Rezeptur 7 (im Verhältnis 20 : 1) in Kombination mit Harnstoffharz im Verhältnis 2 : 1
- 10 - Kunstharz-Dispersion allein (wäßrige anionische Copolymerdispersion auf Basis von Acrylaten) Feststoffgehalt 50 %, mittlere Teilchengröße ca. 0,15 µm, mittlere Filmhärte, Mindest-Filmbildungstemperatur 12° C in Kombination mit Harnstoff-Formaldehyd-Harz im Verhältnis 2 : 1
- 11 - erfindungsgemäße Kunstharzmischung, bestehend aus Dispersion (gemäß Rezeptur 10) und Lösung (gemäß Rezeptur 3) im Verhältnis 20 : 1 in Kombination mit Harnstoffharz im Verhältnis 2 : 1
- Die erhaltenen Eigenschaften des imprägnierten Papiers sind in der folgenden Tabelle zusammengefaßt:

- Auch Kombinationen von Kunstharz-Dispersionen und Tränkharzen, wie z. B. Harnstoff-Formaldehyd-Harz, wie sie zur Imprägnierung von Dekorrohpapieren in separaten Imprägnieranlagen üblich sind, führen zur Verbesserung der Eigenschaften des Rohpapiers. Der Typ der verwendeten Kunstharz-Dispersionen bestimmt dabei wesentlich Flottenaufnahme, Porosität, Wasserabsorption und Schichtfestigkeit des Papiers (s. Rezepturen 8 und 10).
- Aber erst durch die erfindungsgemäße Kunstharz-Mischung von Dispersion und Lösung werden auch bei diesen speziellen Tränkharz-Kunstharz-Kombinationen der gewünschte hohe Imprägniereffekt und damit die angestrebten Eigenschaften des imprägnierten Papiers erreicht (s. Rezepturen 9 und 11). Dazu zählt die z. B. beträchtliche Reduzierung von Porosität und Wasserabsorption sowie die Erhöhung der Schichtfestigkeit. Aufgrund des relativ hohen Tränkharz-Anteils liegt jedoch das Niveau der Schichtfestigkeit etwas niedriger als bei den Rezepturen 1 und 2.

Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86110511T ATE59416T1 (de) | 1985-11-21 | 1986-07-30 | Verfahren zur herstellung von mit kunstharzen in form von loesungen und dispersionen impraegnierten papierbahnen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3541187 | 1985-11-21 | ||
| DE3541187A DE3541187C2 (de) | 1985-11-21 | 1985-11-21 | Verfahren zur Herstellung einer mit Kunstharzen imprägnierten Papierbahn sowie deren Verwendung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0223922A1 true EP0223922A1 (de) | 1987-06-03 |
| EP0223922B1 EP0223922B1 (de) | 1990-12-27 |
| EP0223922B2 EP0223922B2 (de) | 1997-10-29 |
Family
ID=6286484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86110511A Expired - Lifetime EP0223922B2 (de) | 1985-11-21 | 1986-07-30 | Verfahren zur Herstellung von mit Kunstharzen in Form von Lösungen und Dispersionen imprägnierten Papierbahnen |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP0223922B2 (de) |
| JP (1) | JPH0726355B2 (de) |
| AT (1) | ATE59416T1 (de) |
| CA (1) | CA1329072C (de) |
| DD (1) | DD259885A5 (de) |
| DE (2) | DE3541187C2 (de) |
| ES (1) | ES2000141A6 (de) |
| FI (1) | FI86902C (de) |
| NO (1) | NO174725C (de) |
| PT (1) | PT83153B (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0261316A1 (de) * | 1986-09-19 | 1988-03-30 | Kämmerer Gmbh | Verfahren zur Herstellung vergilbungsresistenter Papiere, insbesondere gegenüber Hitzeeinwirkung |
| DE19728250A1 (de) * | 1997-07-02 | 1999-01-07 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats und dessen Verwendung zur Herstellung von Dekorverbundgebilden |
| EP0889168A3 (de) * | 1997-07-02 | 2000-03-01 | Koehler decor GmbH & Co. KG | Verfahren zur Herstellung eines Vorimprägnats und dessen Verwendung zur Herstellung von Dekorverbundgebilden |
| DE19946151A1 (de) * | 1999-09-27 | 2001-04-05 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats, das danach hergestellte Vorimprägnat sowie dessen Verwendung |
| WO2001077438A1 (de) * | 2000-04-05 | 2001-10-18 | Basf Aktiengesellschaft | Polymerdispersion zum imprägnieren von papier |
| WO2002079571A1 (de) * | 2001-03-30 | 2002-10-10 | Kronospan Technical Company Ltd. | Papier für die herstellung von paneelen sowie verfahren für die papierherstellung |
| DE102008041296A1 (de) | 2007-08-22 | 2009-03-19 | Basf Se | Wässriges Imprägniermittel für Rohpapier |
| DE102013114420A1 (de) | 2012-12-23 | 2014-06-26 | Michael Jokiel | Imprägnierflotte zur Imprägnierung eines Rohpapieres |
| CN109489104A (zh) * | 2017-09-11 | 2019-03-19 | 南京新莱尔材料科技有限公司 | 一种可供室内供暖的发热墙纸及其制造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4413619C2 (de) * | 1993-12-02 | 1996-09-26 | Wkp Wuerttembergische Kunststo | Verfahren zum Herstellen von Papier und von Laminaten |
| DE10104820C1 (de) * | 2001-02-01 | 2002-08-08 | Erfurt & Sohn Kg | Wandbekleidung |
| RU2318943C1 (ru) * | 2006-07-12 | 2008-03-10 | Федеральное Государственное Унитарное Предприятие "Гознак" (Фгуп "Гознак") | Способ изготовления бумаги, устойчивой к загрязнению |
| NL1036705C2 (nl) | 2009-03-13 | 2010-09-14 | Trespa Int Bv | Werkwijze ter vervaardiging van een met hars geïmpregneerd decorpapier alsmede een decorpaneel. |
| DE102009043958A1 (de) * | 2009-09-07 | 2011-03-17 | Michael Wiederschein | Imprägnierter Werkstoff sowie Verfahren zur Herstellung eines imprägnierten Werkstoffs |
| DE102010016864B4 (de) † | 2010-05-10 | 2018-09-27 | Papierfabrik Julius Schulte Söhne GmbH & Co. KG | Faserstoffhaltiges Kernpapier, Verfahren zu dessen Herstellung und dessen Verwendung |
| NL2007494C2 (nl) | 2011-09-28 | 2013-04-02 | Trespa Int Bv | Werkwijze ter vervaardiging van een decoratieve film alsmede een decorpaneel. |
| DE102011122012B4 (de) * | 2011-12-22 | 2017-04-06 | Neenah Gessner Gmbh | Imprägniertes Schleifrohpapier, Verfahren zur Herstellung von imprägniertem Schleifrohpapier und dessen Verwendung |
| NL2011719C2 (en) | 2013-11-01 | 2015-05-04 | Trespa Int Bv | A decorative panel. |
| NL2014060B1 (en) | 2014-12-24 | 2016-09-30 | Trespa Int Bv | A method for producing a printed decorative paper. |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3026217A (en) * | 1958-04-11 | 1962-03-20 | Kimberly Clark Co | Fiber products and methods of manufacturing comprising base sheet of cellulose fibers saturated with a mixture comprising elastomeric polymer and polar adjunct polymer having carboxylic acid functional group |
| DE2551479A1 (de) * | 1974-11-20 | 1976-05-26 | Billingsfors Bruks Ab | Verfahren zur herstellung einer impraegnierten folie mit oberflaechennachbehandlung |
| DE2034263B2 (de) * | 1970-07-10 | 1977-04-07 | Bayer Ag, 5090 Leverkusen | Modifizierte, anionische papierleimungsmittel |
| DE2949306A1 (de) * | 1979-12-07 | 1981-06-11 | Letron GmbH, 8750 Aschaffenburg | Kunststoff-furnier sowie verfahren zur herstellung eines kunststoff-furnieres |
| DE3024394A1 (de) * | 1980-06-28 | 1982-01-21 | Letron GmbH, 8750 Aschaffenburg | Verfahren zur herstellung eines kunststoff-furnieres in einer papiermaschine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2254781C2 (de) * | 1972-11-09 | 1980-10-16 | Roehm Gmbh, 6100 Darmstadt | Verwendung kationischer Kunststoffdispersionen zur Stoffleimung von Papier |
| JPS5324106B2 (de) * | 1974-05-25 | 1978-07-19 | ||
| DE2550980C3 (de) * | 1975-11-13 | 1979-12-13 | Roehm Gmbh, 6100 Darmstadt | Verfahren und Vorrichtung zum Imprägnieren von saugfähigen Rohpapieren |
| JPS5942303B2 (ja) * | 1976-05-25 | 1984-10-13 | 株式会社巴川製紙所 | 第二原図用紙 |
| JPS54120713A (en) * | 1978-03-06 | 1979-09-19 | Hoechst Gosei Kk | Treating agent and method for rendering paper transparent |
| DE3015733C2 (de) * | 1980-04-24 | 1982-07-01 | Beiersdorf Ag, 2000 Hamburg | Verfahren zur Herstellung imprägnierter glatter oder gekreppter Papiere in einem Arbeitsgang auf der Papiermaschine und deren Verwendung als Trägermaterial für druckempfindliche Klebstoffschichten |
| DE3202122A1 (de) * | 1982-01-23 | 1983-07-28 | Röhm GmbH, 6100 Darmstadt | Verfahen zum verfestigen von fasergebilden mittels waessriger kunststoffdispersionen |
-
1985
- 1985-11-21 DE DE3541187A patent/DE3541187C2/de not_active Expired - Fee Related
-
1986
- 1986-07-30 EP EP86110511A patent/EP0223922B2/de not_active Expired - Lifetime
- 1986-07-30 NO NO863075A patent/NO174725C/no unknown
- 1986-07-30 DE DE8686110511T patent/DE3676648D1/de not_active Expired - Lifetime
- 1986-07-30 AT AT86110511T patent/ATE59416T1/de not_active IP Right Cessation
- 1986-08-04 FI FI863177A patent/FI86902C/fi not_active IP Right Cessation
- 1986-08-06 PT PT83153A patent/PT83153B/pt not_active IP Right Cessation
- 1986-08-08 DD DD86293532A patent/DD259885A5/de not_active IP Right Cessation
- 1986-08-12 ES ES8601027A patent/ES2000141A6/es not_active Expired
- 1986-11-17 CA CA000523131A patent/CA1329072C/en not_active Expired - Fee Related
- 1986-11-19 JP JP61274248A patent/JPH0726355B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3026217A (en) * | 1958-04-11 | 1962-03-20 | Kimberly Clark Co | Fiber products and methods of manufacturing comprising base sheet of cellulose fibers saturated with a mixture comprising elastomeric polymer and polar adjunct polymer having carboxylic acid functional group |
| DE2034263B2 (de) * | 1970-07-10 | 1977-04-07 | Bayer Ag, 5090 Leverkusen | Modifizierte, anionische papierleimungsmittel |
| DE2551479A1 (de) * | 1974-11-20 | 1976-05-26 | Billingsfors Bruks Ab | Verfahren zur herstellung einer impraegnierten folie mit oberflaechennachbehandlung |
| DE2949306A1 (de) * | 1979-12-07 | 1981-06-11 | Letron GmbH, 8750 Aschaffenburg | Kunststoff-furnier sowie verfahren zur herstellung eines kunststoff-furnieres |
| DE3024394A1 (de) * | 1980-06-28 | 1982-01-21 | Letron GmbH, 8750 Aschaffenburg | Verfahren zur herstellung eines kunststoff-furnieres in einer papiermaschine |
Non-Patent Citations (3)
| Title |
|---|
| ABSTRACT BULLETIN OF THE INSTITUTE OF PAPER CHEMISTRY, Band 53, Nr. 9, M{rz 1983, Seite 1070, Zusammenfassung Nr. 9942, Appleton, Wisconsin, US; & JP-A-82 597/82 (KOHJIN CO. LTD) 24-05-1982 * |
| ABSTRACT BULLETIN OF THE INSTITUTE OF PAPER CHEMISTRY, Band 55, Nr. 9, M{rz 1985, Seite 1046, Zusammenfassung Nr. 9868, Appleton, Wisconsin, US; R. VALLS ENRICH: "Use of polyacrylamides in paper ÄasÜ additives for increasing dry strength", & PROD. QUIM. AUXIL. IND. PAPELERA (CURSO) 1982, 139-152 (publ. 1984) * |
| CHEMICAL ABSTRACTS, Band 98, Nr. 18, 2. Mai 1983, Seite 108, Zusammenfassung Nr. 145318t, Columbus, Ohio, US; & JP-A-57 173 163 (KOHJIN CO., LTD) 25-10-1982 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0261316A1 (de) * | 1986-09-19 | 1988-03-30 | Kämmerer Gmbh | Verfahren zur Herstellung vergilbungsresistenter Papiere, insbesondere gegenüber Hitzeeinwirkung |
| DE19728250C2 (de) * | 1997-07-02 | 2002-01-17 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats, das damit erhaltene Vorimprägnat und dessen Verwendung zur Herstellung von Dekorverbundgebilden |
| DE19728250A1 (de) * | 1997-07-02 | 1999-01-07 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats und dessen Verwendung zur Herstellung von Dekorverbundgebilden |
| EP0889168A3 (de) * | 1997-07-02 | 2000-03-01 | Koehler decor GmbH & Co. KG | Verfahren zur Herstellung eines Vorimprägnats und dessen Verwendung zur Herstellung von Dekorverbundgebilden |
| DE19758479C2 (de) * | 1997-07-02 | 2002-07-11 | Koehler Decor Gmbh & Co Kg | Imprägnierflotte |
| DE19946151A1 (de) * | 1999-09-27 | 2001-04-05 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats, das danach hergestellte Vorimprägnat sowie dessen Verwendung |
| DE19946151B4 (de) * | 1999-09-27 | 2005-09-08 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats, das danach hergestellte Vorimprägnat sowie dessen Verwendung |
| DE19946151C5 (de) * | 1999-09-27 | 2010-02-04 | Koehler Decor Gmbh & Co Kg | Verfahren zur Herstellung eines Vorimprägnats, das danach hergestellte Vorimprägnat sowie dessen Verwendung |
| WO2001077438A1 (de) * | 2000-04-05 | 2001-10-18 | Basf Aktiengesellschaft | Polymerdispersion zum imprägnieren von papier |
| US6767646B2 (en) | 2000-04-05 | 2004-07-27 | Basf Aktiengesellschaft | Polymer dispersion for impregnating paper |
| WO2002079571A1 (de) * | 2001-03-30 | 2002-10-10 | Kronospan Technical Company Ltd. | Papier für die herstellung von paneelen sowie verfahren für die papierherstellung |
| DE102008041296A1 (de) | 2007-08-22 | 2009-03-19 | Basf Se | Wässriges Imprägniermittel für Rohpapier |
| DE102013114420A1 (de) | 2012-12-23 | 2014-06-26 | Michael Jokiel | Imprägnierflotte zur Imprägnierung eines Rohpapieres |
| CN109489104A (zh) * | 2017-09-11 | 2019-03-19 | 南京新莱尔材料科技有限公司 | 一种可供室内供暖的发热墙纸及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FI863177L (fi) | 1987-05-22 |
| JPH0726355B2 (ja) | 1995-03-22 |
| PT83153B (pt) | 1988-07-29 |
| NO174725C (no) | 1994-06-22 |
| NO174725B (no) | 1994-03-14 |
| CA1329072C (en) | 1994-05-03 |
| FI86902B (fi) | 1992-07-15 |
| DE3541187C1 (de) | 1987-06-11 |
| EP0223922B2 (de) | 1997-10-29 |
| DE3541187C2 (de) | 1994-10-06 |
| ES2000141A6 (es) | 1987-12-16 |
| PT83153A (en) | 1986-09-01 |
| FI86902C (fi) | 1992-10-26 |
| JPS62125097A (ja) | 1987-06-06 |
| NO863075D0 (no) | 1986-07-30 |
| NO863075L (no) | 1987-05-22 |
| DD259885A5 (de) | 1988-09-07 |
| FI863177A0 (fi) | 1986-08-04 |
| EP0223922B1 (de) | 1990-12-27 |
| DE3676648D1 (de) | 1991-02-07 |
| ATE59416T1 (de) | 1991-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0223922B1 (de) | Verfahren zur Herstellung von mit Kunstharzen in Form von Lösungen und Dispersionen imprägnierten Papierbahnen | |
| EP1407079B1 (de) | Vorimprägnat | |
| DE102007030102B4 (de) | Vorimprägnat | |
| DE2714206A1 (de) | Verstaerkte tapete | |
| DE10307966C5 (de) | Vorimprägnat und Verfahren zu seiner Herstellung | |
| DE19912149A1 (de) | Dekorrohpapier mit verbesserter Trockenfestigkeit | |
| DE3015733A1 (de) | Verfahren zur herstellung impraegnierter glatter odergekreppter papiere auf der papiermaschine | |
| EP0889168A2 (de) | Verfahren zur Herstellung eines Vorimprägnats und dessen Verwendung zur Herstellung von Dekorverbundgebilden | |
| CH623095A5 (en) | Process for producing a multi-ply composite paper | |
| EP3754109B1 (de) | Vorimprägnat mit verbesserter planlage | |
| WO1994004753A1 (de) | Imprägniermittel zur herstellung von papieren mit hohem durchdringungswiderstand gegen fette, öle und wässrige medien | |
| DE2658784C3 (de) | Verwendung eines thermoplastischen Faservlieses | |
| DE2344367C2 (de) | Verfahren zur Herstellung eines fotografischen Papierschichtträgers, der mit einem Polyolefin beschichtet ist | |
| DE2424471A1 (de) | Verfahren zur herstellung einer folie mit oberflaechenbehandlung und deren verwendung | |
| DE2949306A1 (de) | Kunststoff-furnier sowie verfahren zur herstellung eines kunststoff-furnieres | |
| EP3167118B1 (de) | Basismaterial für tapeten | |
| DE2358506A1 (de) | Verfahren zum herstellen von ueberzogenem papier mit grosser oberflaechenfestigkeit | |
| DE19946151C5 (de) | Verfahren zur Herstellung eines Vorimprägnats, das danach hergestellte Vorimprägnat sowie dessen Verwendung | |
| EP1239077A1 (de) | Rohpapier mit verbesserter Bedruckbarkeit | |
| EP0717145A1 (de) | Basispapier für dekorative Beschichtungswerkstoffe | |
| DE1217775C2 (de) | Verfahren zur herstellung papierartiger vliesstoffe | |
| EP2949812A1 (de) | Gemisch zur Herstellung einer Imprägnierflotte zur Imprägnierung von Papieren und Vlieshybriden | |
| DE2500164B2 (de) | Schichtstoff fuer die oberflaechenverguetung von holzwerkstoffplatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: FIAMMENGHI FIAMMENGHI RACHELI |
|
| TCNL | Nl: translation of patent claims filed | ||
| 17P | Request for examination filed |
Effective date: 19870619 |
|
| EL | Fr: translation of claims filed | ||
| 17Q | First examination report despatched |
Effective date: 19890224 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19901227 |
|
| REF | Corresponds to: |
Ref document number: 59416 Country of ref document: AT Date of ref document: 19910115 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3676648 Country of ref document: DE Date of ref document: 19910207 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: E. HOLTZMANN & CIE AG Effective date: 19910826 Opponent name: GEBR. BUHLPAPIERFABRIKEN Effective date: 19910826 |
|
| 26 | Opposition filed |
Opponent name: FELDMUEHLE AKTIENGESELLSCHAFT, DUESSELDORF Effective date: 19910925 Opponent name: E. HOLTZMANN & CIE AG Effective date: 19910826 Opponent name: GEBR. BUHLPAPIERFABRIKEN Effective date: 19910826 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: E. HOLTZMANN & CIE. AG. Opponent name: GEBR. BUHLPAPIERFABRIKEN |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: FELDMUEHLE AKTIENGESELLSCHAFT. |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: GEBR. BUHLPAPIERFABRIKEN * 910826 E. HOLTZMANN & C Effective date: 19910826 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: GEBR. BUHLPAPIERFABRIKEN * 910826 E. HOLTZMANN & C Effective date: 19910826 |
|
| NLXE | Nl: other communications concerning ep-patents (part 3 heading xe) |
Free format text: PAT.BUL.02/92 CORR.:STORA FELDMUEHLE AG |
|
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86110511.2 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: GEBR. BUHLPAPIERFABRIKEN * 910826 E. HOLTZMANN & C Effective date: 19910826 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: STORA FELDMUEHLE AG PATENTABTEILUNG Opponent name: E. HOLTZMANN & CIE AG Opponent name: GEBR. BUHLPAPIERFABRIKEN |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970709 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970711 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19970717 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970731 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970804 Year of fee payment: 12 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19971029 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| NLR2 | Nl: decision of opposition | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980730 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 |
|
| BERE | Be: lapsed |
Owner name: KAMMERER G.M.B.H. Effective date: 19980731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010625 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20010627 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020731 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050712 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050714 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050730 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |