EP0140511B1 - Verfahren und Vorrichtung zum Entfernen von überflüssigem Material von Sandkernen - Google Patents
Verfahren und Vorrichtung zum Entfernen von überflüssigem Material von Sandkernen Download PDFInfo
- Publication number
- EP0140511B1 EP0140511B1 EP19840305627 EP84305627A EP0140511B1 EP 0140511 B1 EP0140511 B1 EP 0140511B1 EP 19840305627 EP19840305627 EP 19840305627 EP 84305627 A EP84305627 A EP 84305627A EP 0140511 B1 EP0140511 B1 EP 0140511B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- particles
- cores
- conduit
- stream
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/18—Finishing
Definitions
- This invention relates generally to apparatus for finishing and cleaning molded articles by directing particulate material against the rough moulded article. Impeller systems for directing metal shot against cast metal articles for cleaning the articles are well known.
- the present invention relates more specifically to the finish cleaning of molded sand cores which are made by molding a mixture of sand and a binder, to form a core that may be of complex shape having holes, projections, notches, and other irregularly shaped areas.
- Such articles are far more delicate than the articles which have heretofore been finished by blasting with an impact media, often metal particles moving at high velocities. Accordingly, prior art blasting apparatus and methods have not been adaptable to the problem of automated cleaning of molded sand cores, and the present rubbing by hand methods for cleaning cores are unacceptable because they are time consuming and expensive.
- US-A-2929120 discloses apparatus for removing flash and other excess material from sand cores in accordance with the prior art portion of claim 1.
- This prior apparatus uses particles of sand carried in a stream of air to engage the sand cores to be cleaned and finished.
- the present invention as characterised in the characterising portion of claim 1, uses a stream containing a large volume of relatively soft cleaning particles which have a gentle but effective cleaning action on the lightweight sand cores.
- the particular entraining means of the present invention enables a relatively high volume of the soft cleaning particles to be entrained in the relatively low pressure stream of conveying air so as to provide the necessary gentle cleaning action on the lightweight sand cores.
- the preferred apparatus consists of a conveyor on which the relatively light-weight sand cores are supported so that the opposite sides of the cores can be reached by streams of impact particles.
- a plurality of nozzles are positioned both above and below the conveyor and relatively low pressure air is directed through the nozzles in the direction of the sand cores on the conveyors.
- Large volumes of relatively soft impact particles without any sharp points or edges, such as small pieces of plastic, are entrained in the air so that they will be directed against the sand cores.
- the flash and other excess material is relatively loosely adhered or attached to the main body of the core and as a result, when these loosely adhered pieces are impacted by the moving particles, they are dislodged from the main body of the core. However, when these relatively soft slow moving particles engage the sand core, the particles do not damage or disrupt the surface of the main body of the core.
- the apparatus can be operated continuously to automatically clean and finish a large number of sand cores in a short time.
- the use of the apparatus of this invention is advantageous in that it provides for the rapid and thorough cleaning of complex parts by subjecting these parts to showers of particles moving against the parts from different directions so as to finish both internal and external surfaces in the part.
- the apparatus of this invention is shown in Figs. 1 and 2 as including a main frame 12 on which is mounted a housing 14 and a conveyor assembly 16 which is operable to move sand cores to be cleaned through the housing 14.
- a piuratity of nozzles 18 are mounted in the housing 14 at positions above the conveyor assembly 16 and a plurality of the same nozzles 18 mounted below the conveyor 16.
- the nozzles 18 are supplied with air by a blower or turbine 20 and a particalized media 22 is fed to the nozzles 18 from a supply hopper 24 located above the nozzles 18.
- An elevator assembly 26, of conventional type, operates to transfer used particles 22 from the bottom of the apparatus and deliver these particles to the hopper 24 for re-use.
- the conveyor assembly 16 is illustrated as including a plurality of endless strands 28 (Fig. 1), similar to ropes or cables, trained about pulley or sheave assemblies 30, 31 and 32 mounted on the main frame 12.
- the pulley assembly 30 includes a shaft 34 which is driven by a motor drive assembly 36 so as to move the strands 28 that extend horizontally between the pulley assemblies 30 and 31 from left to right in Fig. 1.
- a plurality of sand cores to be finished indicated diagrammatically at 38 in Fig. 2, are laid on the horizontal strands 28 and are moved by the strands into the housing 14 to positions between the upwardly and downwardly directed nozzles assemblies 18.
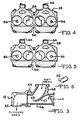
- each of the nozzles 18 consists of a nozzle head 42 rotatably mounted on an injector body 44 which is connected to a conduit 46 through which air is supplied from the blower 20 and a conduit 48 through which the particles 22 are supplied.
- An inclined septum 47 directs the particles in conduit 48 toward the air stream emanating from conduit 46 at the lower edge 49 of the septum 47. Since the air stream in conduit 46 is created by the blower 20, in contrast to a compressor, it is at a low superatmospheric pressure, namely, below 2 psi. (0.14 bore). As a result, the stream entrains large volumes of the particles 22 falling off the edge 49 in the form of a curtain. This forms a low pressure stream issuing from nozzle head 42 that contains a dense accumulation of particles 22 directed toward sand cores to be cleaned. It is to be understood that the nozzle head 42 can be remote from the injector--body 44 and be connected thereto by a suitable passage.
- the result is a relatively soft flow of particles 22 from each nozzle head 42 that provides for a shower of the particles 22 on both the top and bottom sides of the cores 38 supported on the strands 28 in the housing 14.
- a variety of different relatively soft particles 22 that do not have sharp edges or corners, such as walnut shells, corn cobs and similar non-ferrous media, can be used in apparatus 10. Particles that are as hard as conventional steel shot used for blast cleaning are too hard and cause erosion of a sand core. However, particles 22 formed of plastic and generally cylindrical in shape and processed so as to have rounded edges, as illustrated in Fig. 6, are preferred from the standpoints of effectiveness, cost, cleanliness and lack of surface erosion on the core.
- the particles 22 are preferably formed of an easily obtained plastic, such as polyethylene or polypropylene, and are relatively small .in size, having a diameter of about 0.07 inches (1.8 mm) and a length of about 0.10 inches (2.54 mm) or less.
- a rough molded sand core 38 is shown in Fig. 4.
- the core is of a relatively complex shape having notches 50, openings 52, projections 54, and other irregularly shaped surfaces on which excess material, a mixture of sand and the binder, adhere as indicated at 56.
- These excess adhering portions 56 are sometimes referred to as "flash" and must be removed from the main body 58 of the sand core 38 in order to make the core 38 useable for its intended purpose in a molding process.
- the cores 38 are placed on the conveyor 16 as shown in Fig. 2 so that they travel on the conveyor 16 through the enclosure 14 and are subjected to the fluidized media 22 that is directed from both above and below onto the surfaces of the sand core 38.
- the open construction of the conveyor 16 enables thorough showering of the core 38 from both above and below. After the sand cores 38 emerge from the housing 14, they are readily useable in molding operations.
- the method and apparatus of this invention provides for the relatively gentle application of soft impact particles against the somewhat vulnerable body 58 of the sand core 38 so as to provide for the complete removal of all of the excess materials 56 on the body 58 without danger of damage to the body 58.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cleaning In General (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Casting Devices For Molds (AREA)
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US52926083A | 1983-09-06 | 1983-09-06 | |
| US529260 | 1983-09-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0140511A1 EP0140511A1 (de) | 1985-05-08 |
| EP0140511B1 true EP0140511B1 (de) | 1987-11-04 |
Family
ID=24109161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19840305627 Expired EP0140511B1 (de) | 1983-09-06 | 1984-08-17 | Verfahren und Vorrichtung zum Entfernen von überflüssigem Material von Sandkernen |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0140511B1 (de) |
| JP (1) | JPS6072638A (de) |
| AU (1) | AU574382B2 (de) |
| CA (1) | CA1214916A (de) |
| DE (1) | DE3467105D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10225666B4 (de) * | 2001-06-11 | 2004-10-28 | General Motors Corp., Detroit | Gießen von Motorblöcken |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016114826A1 (de) * | 2016-08-10 | 2018-02-15 | Knorr-Bremse Systeme für Nutzfahrzeuge GmbH | Bremsträger |
| WO2019051521A1 (de) * | 2017-09-18 | 2019-03-21 | Fill Gesellschaft M.B.H. | VERFAHREN ZUM ENTGRATEN VON GIEßKERNEN UND GIEßFORMEN |
| AT522989B1 (de) * | 2019-10-03 | 2021-12-15 | Fill Gmbh | Oberflächenbehandlungsverfahren |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2929120A (en) * | 1957-12-04 | 1960-03-22 | Gen Motors Corp | Method of definning sand cores |
| JPS49108692A (de) * | 1973-02-19 | 1974-10-16 | ||
| JPS5630057A (en) * | 1979-08-15 | 1981-03-26 | Mazda Motor Corp | Deburring method for core |
| DE3201284A1 (de) * | 1982-01-18 | 1983-08-04 | Carl Kurt Walther Gmbh & Co Kg, 5600 Wuppertal | Verfahren zum entgraten und schlichteueberziehen von geschossenen giesskernen |
| JPS58205646A (ja) * | 1982-05-24 | 1983-11-30 | Sintokogio Ltd | 中子のバリ取り方法 |
-
1984
- 1984-08-17 DE DE8484305627T patent/DE3467105D1/de not_active Expired
- 1984-08-17 EP EP19840305627 patent/EP0140511B1/de not_active Expired
- 1984-08-17 CA CA000461283A patent/CA1214916A/en not_active Expired
- 1984-08-31 AU AU32632/84A patent/AU574382B2/en not_active Ceased
- 1984-09-04 JP JP18526884A patent/JPS6072638A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10225666B4 (de) * | 2001-06-11 | 2004-10-28 | General Motors Corp., Detroit | Gießen von Motorblöcken |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0140511A1 (de) | 1985-05-08 |
| CA1214916A (en) | 1986-12-09 |
| JPS6072638A (ja) | 1985-04-24 |
| AU3263284A (en) | 1985-03-14 |
| AU574382B2 (en) | 1988-07-07 |
| DE3467105D1 (en) | 1987-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2996846A (en) | Method and means for deflashing or trimming molded rubber parts | |
| CN210678349U (zh) | 一种钢结构通过式抛丸机 | |
| KR930003042B1 (ko) | 샌드 블라스트를 이용한 피가공물의 가공방법 및 장치 | |
| EP0140511B1 (de) | Verfahren und Vorrichtung zum Entfernen von überflüssigem Material von Sandkernen | |
| US4659391A (en) | Method and apparatus for removing excess material from sand cores | |
| KR101928700B1 (ko) | 연속 벨트 컨베이어 방식의 쇼트 블라스트 시스템 | |
| US5000985A (en) | Method of powder coating | |
| US4001976A (en) | Apparatus for cleaning casting | |
| JP3758919B2 (ja) | 選別コンベヤ | |
| US10518385B2 (en) | Apparatus and process for surface treating interior of a workpiece | |
| JPH07116570A (ja) | 粉体塗装ブース清掃装置 | |
| US3794705A (en) | Method for removal of fluidized bed particles from extruded polymeric products processed therein | |
| CN112192452B (zh) | 可同时上下抛丸的振动输送槽通过式连续落砂抛丸清理机 | |
| JP3179338B2 (ja) | ブラスト加工装置 | |
| KR102209978B1 (ko) | 판재용 쇼트 블라스트 장치 | |
| JP3013053B2 (ja) | ブラスト装置 | |
| JPH01289666A (ja) | ブラスト装置 | |
| US4780993A (en) | Method and apparatus for surface treating a workpiece | |
| JP2620666B2 (ja) | Icモールドのクリーニング装置 | |
| JPH0677898B2 (ja) | 被研掃物に連続的に研掃および空気吹付けを行なう装置 | |
| USRE25554E (en) | Method and means for deflashinc or trimming molder rubber parts | |
| JP2003291067A (ja) | エアーブラスト加工装置及びエアーブラスト方法 | |
| JP2004181580A (ja) | 成形品のバリ取り装置 | |
| JPH03196973A (ja) | 乾式ブラスト加工装置 | |
| KR100544878B1 (ko) | 디스케일러설비의 숏볼 회수 처리장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19851107 |
|
| 17Q | First examination report despatched |
Effective date: 19860530 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: B & U CORPORATION |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 3467105 Country of ref document: DE Date of ref document: 19871210 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960715 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960716 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960724 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970817 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980501 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |