EP0128050B1 - Elément moulé fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé ainsi qu'un procédé pour sa fabrication - Google Patents
Elément moulé fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé ainsi qu'un procédé pour sa fabrication Download PDFInfo
- Publication number
- EP0128050B1 EP0128050B1 EP84400270A EP84400270A EP0128050B1 EP 0128050 B1 EP0128050 B1 EP 0128050B1 EP 84400270 A EP84400270 A EP 84400270A EP 84400270 A EP84400270 A EP 84400270A EP 0128050 B1 EP0128050 B1 EP 0128050B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mineral
- layers
- mandrel
- moulded body
- mineral fibres
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 229910052500 inorganic mineral Inorganic materials 0.000 title claims description 41
- 239000011707 mineral Substances 0.000 title claims description 41
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 239000011230 binding agent Substances 0.000 title claims description 13
- 239000000835 fiber Substances 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 9
- 239000000853 adhesive Substances 0.000 claims 2
- 230000001070 adhesive effect Effects 0.000 claims 2
- 239000010410 layer Substances 0.000 description 79
- 239000002557 mineral fiber Substances 0.000 description 61
- 239000000463 material Substances 0.000 description 27
- 238000000465 moulding Methods 0.000 description 27
- 239000002657 fibrous material Substances 0.000 description 23
- 210000002268 wool Anatomy 0.000 description 15
- 229910000831 Steel Inorganic materials 0.000 description 13
- 239000010959 steel Substances 0.000 description 13
- 238000009826 distribution Methods 0.000 description 7
- 238000000926 separation method Methods 0.000 description 7
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 239000011490 mineral wool Substances 0.000 description 4
- KWGRBVOPPLSCSI-WPRPVWTQSA-N (-)-ephedrine Chemical compound CN[C@@H](C)[C@H](O)C1=CC=CC=C1 KWGRBVOPPLSCSI-WPRPVWTQSA-N 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 3
- 238000000280 densification Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000011265 semifinished product Substances 0.000 description 2
- 208000035126 Facies Diseases 0.000 description 1
- 229920000914 Metallic fiber Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000005354 aluminosilicate glass Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000002687 intercalation Effects 0.000 description 1
- 238000009830 intercalation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N1/00—Silencing apparatus characterised by method of silencing
- F01N1/24—Silencing apparatus characterised by method of silencing by using sound-absorbing materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2310/00—Selection of sound absorbing or insulating material
- F01N2310/02—Mineral wool, e.g. glass wool, rock wool, asbestos or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2310/00—Selection of sound absorbing or insulating material
- F01N2310/04—Metallic wool, e.g. steel wool, copper wool or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2450/00—Methods or apparatus for fitting, inserting or repairing different elements
- F01N2450/28—Methods or apparatus for fitting, inserting or repairing different elements by using adhesive material, e.g. cement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2470/00—Structure or shape of gas passages, pipes or tubes
- F01N2470/02—Tubes being perforated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2470/00—Structure or shape of gas passages, pipes or tubes
- F01N2470/10—Tubes having non-circular cross section
Definitions
- the present invention relates to a molded element made of mineral fibers provided with a binder for soundproof covering of a perforated exhaust pipe, and in particular for lining exhaust pipes of motor vehicles according to the non-characteristic part of claim 1 , as well as a process which is particularly suitable for its manufacture.
- a molded element which is compressed to form a sound-absorbing covering around a perforated exhaust pipe before the hardening of the binder of the mineral fibers, which is thus connected by hooking to a neighboring layer of wool and which is hardened. in this state and glued to the next layer of wool.
- it is advantageous to reduce the manufacturing costs and to avoid falling material.
- technical advantages are also obtained due to the manufacture of a single molded element.
- voids may form as a result of the displacement of the indicated materials, or it is possible that the sheath of special steel wool is entrained, in the case of the indicated displacement of the layer of mineral fibers, as a result of the bonding under the effect of the molding pressure so that the special steel wool is placed on the periphery of the mandrel and, after installation on the periphery of the perforated exhaust pipe , in thicknesses which differ greatly.
- the molded element in any case exhibits large variations in the density of the fibrous material which cannot be determined in advance.
- exhaust pipes are also made containing two parallel exhaust pipes, so that two openings arranged one next to the other must be formed in the molded element.
- two mandrels must be installed and the winding of the sheet of mineral fibers for the molded element of document DE-U-8204025 must be carried out around two mandrels arranged one next to the other with the consequence that the mineral fibrous material has, between the two mandrels, a slot corresponding approximately to the diameter of the mandrels, if necessary increased by the thickness of a special steel sheath on the mandrels, on each side.
- the insulating element is constituted by an external cylindrical mantle, at a distance from the exhaust pipe and a lining surrounding the pot, lining preferably of the glass fiber type.
- glass fiber fabrics are used, not shaped by molding and placed around the exhaust pipe, after an operation which is necessarily quite long.
- the lining consists of two complementary half-shells made of molded glass fibers. These half-shells are fixed to the pipe using clamping rings so that the installation of the insulation is again quite long and inconvenient.
- the subject of the invention is a molded mono-block insulation element which can be put in place on the exhaust pipe just before mounting it by simply sliding the pipe into a cavity in the element provided for this effect.
- the invention also aims to provide such a molded element in which the fibrous material mineral is not, before molding, necessarily present in an essentially round section around the mandrel but such an arrangement in the halves of the mold makes it possible to significantly reduce or exclude an uncontrolled entrainment of the mineral fibrous material during the closing movement of the mold.
- the insulating element according to the invention consists of a body molded in a single part made of mineral fibers provided with a binder to cover in a soundproofing manner a perforated exhaust pipe, and in particular to garnish exhaust pipes with motor vehicles, comprising at least one receiving opening for the exhaust pipe and at least one interface arranged inside the body molded in mineral fibers and made of two surfaces juxtaposed with layers of mineral fiber, said molded body being formed in some sort of several pieces of fibers, the layers of mineral fibers of which are connected to each other by means of the interfaces oriented with respect to the receiving opening in a main direction essentially radial or parallel to this direction, characterized in that the layers mineral fibers are hung and glued at the interfaces.
- the degree of filling of the mold with the mineral fibrous material can be adjusted according to the position of the opening (s) of reception and the contour of the molded element to obtain a density distribution desired in the compression molded member.
- the mineral fibrous material does not surround the mandrel like a round blank, but is arranged in several separate and superimposed layers so that each layer of mineral fibers can terminate in the region of the mold separation plane.
- At least certain layers may extend into a mold cavity adjacent to the same mold, when a multiple mold is used to produce several molded elements next to each other.
- the edges of the molding tool meet, in the region of the plane of separation of the mold cavity, mineral fibrous material disposed in substance perpendicularly to this edge and entrain this material by compressing it without exerting excessive or uncontrolled tensile force on the fibrous mineral material in the molding cavity. It thus becomes possible to achieve a well regulated and controlled compression of the fibrous mineral material in order to reproducibly produce molded elements having a density distribution of the fibrous mineral material that is largely homogeneous.
- An essential advantage of the invention also resides in the fact that, even in the case of an eccentric arrangement of the receiving opening or the presence of several receiving openings, a controlled molding with homogeneous density distribution is just as possible as in the case of an outer contour of the molded element which deviates strongly from the round shape.
- Claims 2 to 4 relate to advantageous developments of the molded element according to the invention.
- Claim 5 describes a process suitable for manufacturing a molded element according to the invention in which, starting from at least two layers of mineral fibers in the form of separate bodies, a molded element can be obtained in one part and however in several pieces when the layers of distinct mineral fibers combine by hooking and gluing and thus give a molded element in several pieces but nevertheless in a single part.
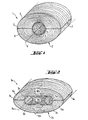
- FIG. 1 illustrates a molded complete shell element 1 which comprises a molded body of a single part 2 made of mineral fibers and a receiving opening 3 intended to receive a perforated exhaust pipe which, in this example, is coated with a layer 4 having the form of a flexible sheath of metallic wool, in particular of special steel wool.
- the molded body 2 made of mineral fibers is formed by two layers of mineral fibers 5 and 6 which touch at a contact surface or interface 7 on both sides of the receiving opening 3.
- the main orientation of the interface 7 is in this case radial with respect to the central axis 8 of the receiving opening 3.
- the flexible sheath intended to form the layer 4 of special steel wool and then compress the mandrel thus wrapped with the two layers 5 and 6 of mineral fibers in the mold.
- the layers of still raw mineral fibers 5 and 6 can then be arranged, in approximately the manner illustrated in FIG. 1, in the arched state, in corresponding halves of the mold so that, when the mold is closed, only the desired thickness reduction ⁇ in order to increase the density is in substance produced, the contact surfaces of the layers of mineral fibers 5 and 6 then being pressed against each other at the interface 7, catching on to each other with a densification effect and sticking to one another when the binder hardens.
- the molded body 2 of the molded element 1 is in one piece or surrounded by a complete shell but with because of its structure made of two separate layers of mineral fibers 5 and 6, it is a body in several pieces.
- a corresponding junction by hanging and gluing takes place in the known manner to layer 4 of special steel wool.
- FIG. 2 illustrates a molded element 1a which comprises two receiving openings 3a arranged one next to the other and at a certain distance from each other.
- the receiving openings 3a are not lined with a layer 4 of special steel wool or another material.
- the molded element 1a also comprises a single-piece molded body 2a which is formed, in several pieces, of layers of mineral fibers 5a and 6a on both sides of the receiving openings 3a as well as of an intermediate layer 9a of mineral fibers , in the area between the two receiving openings 3a.
- the interface 7a between the layers of mineral fibers 5a and 6a extends as in the embodiment shown in FIG.
- the manufacture of the molded element 1a can be carried out in a similar manner to that of the molded element 1, but two naked mandrels are arranged in the mold at the locations of the receptive openings 3a to be formed and between the mandrels is inserted intermediate layer 9a also still raw.
- the intermediate layer 9a is also densified correspondingly and then fills the space between the receiving openings 3a according to the desired density so that the material of the layers of mineral fibers 5a and 6a must simply fill the area surrounding the two receiving openings 3a.
- the intercalation of the intermediate layer 9a therefore makes it possible to prevent the material of the layers of mineral fibers 5a and 6a from having to be forced back into the zone situated between the receptor openings 3a and that consequently, if a sufficient density had to be obtained homogeneous, an increased initial thickness must be provided at this point.
- FIGS. 3 and 4 illustrate for example a molding operation intended to produce a molded element 1 which again comprises a molded body of a single part 2b formed, in several pieces, of the two layers of mineral fibers 5b and 6b.
- the mold comprises halves 12 and 13 which together form a molding cavity 14 corresponding to the external contour of the molded element 1b to be manufactured.
- a multiple mold is used, the halves 13 and 14 of which form several molding cavities 14 arranged one next to the other, may also have a considerable length which is a multiple of the length of the molded elements to be manufactured.
- long semi-finished products are molded in the molding cavities 14 which are placed one beside the other and which, by cutting, give the molded elements 1b.
- a single molding operation makes it possible to manufacture a large number of molded elements 1b.
- the layer of mineral fibers 5b is first placed on the lower half of the mold 12 in the present case and is then pushed back into the area of the molding cavity 14, which is indicated by the surface undulations 15 of the sheet of mineral fibers 5b. Then on the layer of mineral fibers 5b which is raw and not yet densified, a mandrel 17 is then placed, intended to form a receiving opening 3b at the desired location. It suffices in this case that the mandrel 17 is disposed without clamping at the approximate location of the receiving opening 3b to be produced.
- a second layer of mineral material 6b is placed on the mandrel 17 and on the layer of mineral fibers 5b and this layer 6b is also pushed back in a direction transverse to the axis of the mandrel 17, as indicated by surface undulations 16.
- a such permanent displacement of the layers of loose mineral fibers 5b and 6b, impregnated but not yet hardened can be carried out without problem and without the layers of mineral fibers 5b and 6b exerting a significant elastic recovery effect.
- a covering layer 18 made of glass fibers is disposed on the upper side of the mandrel 17 and extends approximately over half of the periphery of the mandrel.
- the mat-shaped covering layer 18 could in this example be made of fibers cut into borosilicate glass, aluminosilicate glass, quartz glass or rock wool which have a primary wire diameter of more than 10 ⁇ .Lm and of which a multiplicity or a large number of primary wires are connected by means of an organic sizing product or inorganic.
- the secondary wires thus formed divide completely or partially into their primary wires, the long elastic wires protecting the mineral fibers behind them by their extended surface; for this purpose, the molded element 1b is incorporated into the exhaust pipe in the inverted position relative to that illustrated in FIG. 4.
- the halves 12 and 13 of the mold are then brought from the position illustrated in FIG. 3 into that illustrated in FIG. 4, the mandrel 17 being attacked by suitable positioning means at the axial ends of the mold during closing and being suitably positioned.
- suitable positioning means are illustrated in dashed lines in FIGS. 3 and 4 and have the form of positioning stirrups 19 and 20 in V associated respectively with the lower half 12 and the upper half 13 of the mold, these stirrups attacking by their entry ramps the ends of the mandrel 17 and keeping them suitably in the final position shown in FIG. 4.
- Adequate discharge of the layers of mineral fibers 5b and 6b makes it possible without difficulty to ensure that, on both sides of the mandrel 17, there is an increased quantity of mineral fibrous material corresponding to the cross section of the molded element 1b to manufacture and also obtain here an essentially homogeneous density. Insofar as this can no longer be achieved sufficiently by, if need be, local pushing back of the fibrous mineral material, it is possible to work with additional layers of fibrous mineral material as clearly indicated in FIGS. 5 and 6.
- the molded element 1c illustrated in Figure 6 must be manufactured, this element. comprising a receiving opening 3c of relatively large diameter and having a relatively elongated outline which deviates greatly from a circular shape. Therefore, on both sides of the receiving opening 3c of the molded body 2c, a considerable amount of fibrous mineral material must be provided while on the upper and lower sides of the receiving opening 3c, as shown in the drawing, only a small thickness of the fibrous mineral material of the molded body 2c remains; in this reduced thickness, the fibrous mineral material must however be present in substance with the same density as on both sides of the receiving opening 3c.
- the molded body 2c is used to form layers of mineral fibers 5c and 6c which form the outer sides in the longitudinal direction of the molded body 2c and whose initial thickness is such that it ensures the desired densification of the mineral fibrous material on the upper face and on the lower face of the receiving opening 3c or of the mandrel 27 housed in this opening when the two mold halves indicated at 22 and 23 are brought into the closed position illustrated in FIG. 6.
- the quantity of mineral fibrous material present on both sides of the mandrel 27 coming from the layers of mineral fibers 5c and 6c is however much too small to produce in these places the desired densification.
- intermediate layers are placed in the form of strips 9c which provide in these places additional material.
- the width of the intermediate layers 9c which, for technical manufacturing reasons, are of rectangular section, may be such that the intermediate layers 9c, when they are applied to the mandrel 27, no longer quite reach the plane of lateral or junction separation 31 of the molding cavity 24, so that, thanks to the intermediate layers 9c, mineral fibrous material is supplied in the lateral zones immediately adjacent to the mandrel 27.
- the mandrel 27 can in this case be placed in a very simple manner on the layer of mineral fibers infé lower 5c. It is thus possible to guarantee a sufficiently uniform coating of the mandrel 27 by the material of the intermediate layers 9c by the fact that the mandrel 27 is raised by a suitable positioning device, for example a positioning stirrup as shown in the form of execution of FIGS. 3 and 4, during the movement of approximation of the halves 22 and 23 of the mold, so that the underside of the mandrel 27 is also easily accessible for the mineral fibrous material of the intermediate layers 9c.
- a suitable positioning device for example a positioning stirrup as shown in the form of execution of FIGS. 3 and 4
- the layers of mineral fibers 5c and 6c only touch at the level of the contact surfaces or interfaces 7c in the vicinity of the separation plane 31 while in the embodiment shown in FIGS. 3 and 4, the corresponding interface 7b of corrugated shape due to the discharge from the receiving opening 3b to the separation plane 21 is sufficient.
- the interface 7c is divided into interfaces 10c and 11c between the layer of mineral fibers 6c or the layer of mineral fibers 5c on the one hand and the intermediate layers 9c on the other hand .
- the receiving opening 3c of the molded element 1c could also be arranged if necessary in an eccentric position, in FIG. 6 slightly shifted to the right, without this causing any difficulty. so because the two intermediate layers 9c can simply be provided in different and corresponding widths.
- the mandrel 27 can of course be provided with a covering layer 18 or also with a layer 4 of special steel wool, when this proves desirable.
- the layers of individual mineral fibers such as layers 5c, 6c and 9c may have different initial densities or, in another way, different properties, for example different fiber lengths.
- the layers of mineral fibers of the examples chosen can be multiple, for example to obtain different properties in different areas of the molded element. It would thus be advantageous, for example to produce the layers of mineral fibers 5 and 6 of FIG. 1 in two parts, the internal layer containing long fibers and the external layer of short fibers, to take advantage, in the vicinity of the receiving opening.
- the conformation of a molded element in accordance with the respective requirements of the use case is only barely limited since the configuration can be prepared according to an initial distribution of the fibers. minerals to form the respective molded body which, after molding, gives a largely homogeneous density without defects.
- the receiving openings must also not be absolutely continuous in the longitudinal direction of each molded element, but they can also have the form of blind housings, in particular when considering incorporation in exhaust pipes which do not have of continuous exhaust pipe.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Exhaust Silencers (AREA)
Description
- La présente invention concerne un élément moulé fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé, et en particulier pour garnir des pots d'échappement de véhicules automobiles selon la partie non caractéristique de la revendication 1, ainsi qu'un procédé convenant en particulier pour sa fabrication.
- Comme décrit dans le document DE-U 77 32170, pour former un tel élément moulé en vue de garnir des pots d'échappement sur des tuyaux d'échappement au moyen d'une couche extérieure faite de fibres minérales pourvues d'un liant et d'une couche intérieure reliée à la première et faite de fibres métalliques comme de la laine d'acier spécial, il est connu de combiner les fibres minérales pourvues d'un liant, avant le durcissement du liant, avec les fibres métalliques. Lors du moulage ultérieur et du durcissement de l'élément moulé, les fibres métalliques peuvent s'enfoncer convenablement dans la surface encore molle des fibres minérales encore « crues et parvenir au contact du liant qui n'est pas encore durci, de sorte que l'on obtient une jonction intime entre les fibres minérales et les fibres métalliques par accrochage et par collage.
- On obtient de cette façon un élément moulé qui est comprimé pour former un recouvrement insonorisant autour d'un tuyau d'échappement perforé avant le durcissement du liant des fibres minérales, qui est ainsi relié par accrochage à une couche de laine voisine et qui est durci dans cet état et collé à la couche de laine voisine. Par rapport à la fabrication de moitiés ou coquilles par fraisage d'une plaque de fibres minérales durcie préfabriquée, on parvient avantageusement à réduire les frais de fabrication et à éviter les chutes de matière. Par rapport à la fabrication de moitiés ou de coquilles pour le recouvrement sous la forme d'éléments moulés et durcis, on obtient aussi des avantages techniques dus à la fabrication d'un seul élément moulé. De plus, on obtient en particulier des avantages techniques de montage car, au lieu de recouvrir le tuyau d'échappement perforé qui est le cas échéant déjà entouré d'une gaine en laine d'acier spécial, au moyen de demi-coquilles à appliquer, il suffit simplement de faire glisser l'élément moulé sur le tuyau d'échappement perforé nu.
- Dans le cadre de la fabrication d'un tel élément moulé, il est connu dans le document DE-U 82 04 025 duquel découle l'invention, de procurer un recouvrement d'une seule pièce en laine minérale par le fait qu'une couche mince correspondante de laine minérale pas encore durcie mais déjà imprégnée est enroulée autour d'un mandrin qui porte le cas échéant une gaine flexible en laine d'acier spécial à disposer dans l'alésage, et est ensuite comprimée dans le moule et durcie. De cette façon, on obtient également la jonction intime mentionnée plus haut entre la gaine flexible en laine d'acier spécial et les fibres minérales par accrochage et collage à la suite de la compression commune et du durcissement dans le moule. De plus, on obtient un recouvrement insonorisant ayant la forme d'une seule coquille d'une pièce qui présente les avantages techniques de fabrication et de montage mentionnés plus haut.
- Lors de la fabrication d'un tel élément moulé selon le document DE-U 82 04 025, on procède en détail de la manière suivante :
- on glisse tout d'abord une gaine flexible en laine d'acier spécial sur le mandrin puis on enroule la nappe de laine minérale imprégnée non durcie. On obtient ainsi forcément un boudin essentiellement rond symétrique par rapport à l'axe central du mandrin, ce boudin étant maintenu par le mandrin. On ferme ensuite le moule d'une manière telle que les moitiés supérieure et inférieure du moule se rapprochent l'une de l'autre et enferment et compriment le boudin en général en le déformant pour lui donner la forme ovale habituelle. A cet effet, l'ébauche enroulée doit en tout cas présenter un excès de dimension ou un surcalibrage par rapport aux parois de l'outil de moulage.
- Lors de la fabrication au moins d'un élément moulé présentant une périphérie externe essentiellement ronde, la configuration de l'ébauche à périphérie externe aussi essentiellement ronde semble de prime abord fondamentalement avantageuse. Suivant les examens effectués dans le cadre de l'invention, on se heurte cependant effectivement aux difficultés suivantes :
- la densité de la couche de fibres minérales enroulée mais pas encore durcie, accuse des variations considérables qui sont fonction de divers facteurs, comme par exemple d'une compression différente pendant le transport ainsi que de la position de chaque partie de nappe de fibres minérales dans un rouleau et du fait que la partie de nappe se trouve dans le rouleau radialement davantage vers l'intérieur ou vers l'extérieur de sorte que des couches de fibres minérales fortement prédensifiées différant considérablement quant à leur étendue doivent constamment être traitées.
- Le surcalibrage de l'ébauche enroulée par rapport aux parois internes du moule varie également. Par conséquent, les bords latéraux des moitiés du moule se rencontrent, lors du mouvement de fermeture du moule, en des endroits différents impossibles à déterminer d'avance sur la surface externe de l'ébauche enroulée saillante, donc parfois à une distance relativement courte du joint de séparation du moule fermé et parfois à une plus grande distance de ce joint, donc en un endroit où la surface de l'ébauche enroulée a tendance à être moins épaisse. Selon l'endroit de rencontre du bord des moitiés du moule qui, lorsque le moule est fermé, forme le bord intérieur du joint de séparation entre ces moitiés, des forces d'entraînement de puissance différente sont exercées sur la matière fibreuse minérale qui n'est pas encore durcie. Si un tel entraînement de matière par le bord des moitiés du moule se produit, sur une étendue considérable d'un côté seulement de l'ébauche, la matière à longues fibres utilisée en règle générale pour de tels pots d'échappement, et par conséquent relativement résistante à la traction, court le risque que la matière soit tirée à partir du côté opposé et qu'un creux où l'épaisseur et la densité de la matière sont diminuées soit formé à cet endroit. Si les deux côtés de l'ébauche sont attaqués et entraînés de cette façon, la matière située dans le sommet de l'ébauche peut être séparée, de sorte que dans cette zone apparaît un endroit défectueux.
- On risque ainsi de produire des éléments défectueux ce qui, lorsque les défauts ne se manifestent pas à la surface, ne peut pas toujours être constaté par un examen optique. Ainsi, à l'intérieur de la nappe de fibres minérales, des vides peuvent se former par suite des déplacements de matières indiqués, ou bien il est possible que la gaine de laine d'acier spécial soit entraînée, dans le cas des déplacements indiqués de la couche de fibres minérales, par suite de l'accrochage sous l'effet de la pression de moulage de sorte que la laine d'acier spécial est disposée sur la périphérie du mandrin et, après installation sur la périphérie du tuyau d'échappement perforé, en des épaisseurs qui diffèrent fortement. En règle générale, l'élément moulé présente de toute manière de fortes variations de la densité de la matière fibreuse qui ne peuvent pas être déterminées d'avance. De telles variations de densité incontrôlées sont désavantageuses dans la mesure où un tel amortissement du bruit dans des pots d'échappement n'atteint son efficacité optimale que dans un intervalle relativement restreint de poids spécifiques de matière fibreuse minérale compris entre environ 90 et 120 kg/m3. Pour un poids spécifique moindre, c'est-à-dire inférieur à 90 kg/m3, la résistance à l'écoulement de la matière fibreuse minérale et ainsi le pouvoir d'absorption acoustique diminue. Dans le cas de poids spécifique nettement plus élevés, par exemple d'environ 120 à 130 kg/m3, la matière redevient plus rigide du point de vue acoustique et réfléchit dans ce cas les ondes sonores dans une mesure plus importante au lieu de les absorber.
- C'est pourquoi il faut rechercher une répartition de densité ou de poids spécifique suffisamment homogène de la matière fibreuse minérale en vue d'obtenir un pouvoir d'insonorisation optimum. Une telle configuration homogène de la matière fibreuse minérale ne peut guère être obtenue pour les raisons indiquées dans le cas de l'élément moulé selon le document DE-U-82 04 025. A la suite des déplacements de matière décrits plus haut au cours de l'opération de moulage, la répartition de densité finale dans l'élément moulé devient tout à fait vague et aléatoire alors qu'apparaissent des défauts le cas échéant dissimulés à l'intérieur qui diminuent brusquement l'efficacité et la résistance en service de l'élément moulé.
- Une autre difficulté est due au fait que la forme ronde de l'ébauche enroulée est toujours symétrique par rapport à l'axe du mandrin d'enroulement. Une tentative de comprimer l'ébauche en un élément moulé asymétrique par rapport à l'axe du mandrin d'enroulement aurait pour effet d'aggraver manifestement les difficultés précitées et est donc à exclure dans la pratique. C'est pourquoi l'élément moulé connu du document DE-U-82 24 025 ne convient pas pour la fabrication d'éléments moulés qui doivent présenter une configuration asymétrique par rapport à l'axe du tuyau d'échappement.
- Finalement, on fabrique également des pots d'échappement contenant deux tuyaux d'échappement parallèles, de sorte que deux ouvertures disposées l'une à côté de l'autre doivent être formées dans l'élément moulé. Dans un tel cas. deux mandrins doivent être installés et l'enroulement de la nappe de fibres minérales pour l'élément moulé du document DE-U-8204025 doit s'effectuer autour de deux mandrins disposés l'un à côté de l'autre avec pour conséquence que la matière fibreuse minérale présente, entre les deux mandrins, une fente correspondant environ au diamètre des mandrins, le cas échéant augmenté de l'épaisseur d'une gaine en acier spécial sur les mandrins, de chaque côté. Lors du moulage, il n'est pas possible, en particulier dans le cas d'une matière fibreuse minérale relativement résistante à la traction, de comprimer cette matière en fibres minérales d'une manière satisfaisante dans l'espace prévu entre les deux mandrins pour obtenir en cet endroit un enveloppement net des deux ouvertures disposées côte à côte au moyen de la matière en fibres. Dans le cas le plus favorable apparaissent dans la matière des zones densifiées fortement différentes qui influencent défavorablement le pouvoir insonorisant.
- Il est aussi connu de la demande de brevet DE-A-2 827 237 un pot d'échappement pour véhicules automobiles pourvu d'un élément insonorisant. L'élément isolant est constitué par un manteau cylindrique externe, à distance du tuyau d'échappement et une garniture entourant le pot, garniture de préférence du type fibres de verre. Selon un premier exemple de réalisation, on utilise des tissus en fibres de verre, non mis en forme par moulage et placés autour du tuyau d'échappement, après une opération forcément assez longue. Selon un autre mode de réalisation, la garniture est constituée par deux demi-coquilles complémentaires en fibres de verre moulées. Ces demi-coquilles sont fixées sur le tuyau à l'aide d'anneaux de serrage de sorte que la mise en place de l'isolant est à nouveau assez longue et malcommode.
- L'invention a pour objet un élément d'isolation mono-bloc moulé qui puisse être mis en place sur le tuyau d'échappement juste avant le montage de celui-ci simplement en faisant glisser le tuyau dans une cavité de l'élément prévue à cet effet. L'invention a également pour but de procurer un tel élément moulé dans lequel la matière fibreuse minérale ne soit pas, avant le moulage, présente forcément en une section essentiellement ronde autour du mandrin mais un tel agencement dans les moitiés du moule permet de réduire notablement ou d'exclure un entraînement incontrôlé de la matière fibreuse minérale lors du mouvement de fermeture du moule.
- L'élément isolant selon l'invention est constitué par un corps moulé en une seule partie fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé, et en particulier pour garnir des pots d'échappement de véhicules automobiles, comportant au moins une ouverture réceptrice pour le tuyau d'échappement et au moins une interface disposée à l'intérieur du corps moulé en fibres minérales et faite de deux surfaces juxtaposées de couches de fibre minérales, ledit corps moulé étant formé en quelque sorte de plusieurs pièces de fibres dont les couches de fibres minérales sont reliées les unes aux autres par l'intermédiaire des interfaces orientées par rapport à l'ouverture réceptrice dans une direction principale essentiellement radiale ou parallèlement à cette direction, caractérisé en ce que les couches de fibres minérales sont accrochées et collées au niveau des interfaces.
- Du fait qu'une nappe de fibres minérales unique n'est pas disposée en plusieurs couches enroulées autour de l'ouverture de réception pour former un corps moulé d'une seule pièce en fibres minérales, mais que des couches de fibres minérales séparées sont mises en place dans le moule, le degré de remplissage du moule au moyen de la matière fibreuse minérale peut être réglé en fonction de la position de l'ouverture ou des ouvertures de réception et du contour de l'élément moulé pour obtenir une répartition de densité souhaitée dans l'élément moulé par compression. Avant le moulage par compression, la matière fibreuse minérale n'entoure pas le mandrin comme une ébauche ronde mais est disposée en plusieurs couches séparées et superposées de sorte que chaque couche de fibres minérales peut se terminer dans la zone du plan de séparation du moule.
- En variante, certaines couches au moins peuvent s'étendre dans une cavité de moulage voisine du même moule, lorsqu'on utilise un moule multiple pour produire plusieurs éléments moulés les uns à côté des autres. Dans chaque cas, les bords de l'outil de moulage rencontrent, dans la zone du plan de séparation de la cavité du moule, de la matière fibreuse minérale disposée en substance perpendiculairement à ce bord et entraînent cette matière en la comprimant sans exercer d'effort de traction excessif ni incontrôlé sur la matière minérale fibreuse se trouvant dans la cavité de moulage. Il devient ainsi possible de réaliser une compression bien réglée et contrôlée de la matière minérale fibreuse afin de fabriquer de manière reproductible des éléments moulés présentant une répartition de densité de la matière minérale fibreuse largement homogène.
- Un avantage essentiel de l'invention réside aussi dans le fait que, même dans le cas d'une disposition excentrique de l'ouverture réceptrice ou de la présence de plusieurs ouvertures réceptrices, un moulage commandé avec répartition de densité homogène est tout aussi possible que dans le cas d'un contour extérieur de l'élément moulé qui s'écarte fortement de la forme ronde.
- Les revendications 2 à 4 concernent des développements avantageux de l'élément moulé conforme à l'invention.
- La revendication 5 décrit un procédé convenant pour fabriquer un élément moulé conforme à l'invention dans lequel, au départ d'au moins deux couches de fibres minérales sous la forme de corps séparés, on peut obtenir un élément moulé d'une seule partie et cependant en plusieurs pièces lorsque les couches de fibres minérales distinctes se combinent par accrochage et collage et donnent ainsi un élément moulé en plusieurs pièces mais cependant d'une seule partie.
- Les revendications 6 à 9 décrivent des développements avantageux du procédé.
- L'invention sera expliquée ci-après plus en détail avec référence aux dessins annexés dans lesquels :
- la figure 1 est une vue fragmentaire en perspective d'un élément moulé conforme à l'invention ;
- la figure 2 illustre une autre réalisation d'un élément moulé conforme à l'invention dans une vue correspondant à celle de la figure 1 ;
- la figure 3 est une vue fragmentaire en perspective d'un moule destiné à produire un élément moulé conforme à l'invention dans la position précédant de peu le début de l'opération de moulage ;
- la figure 4 illustre le moule de la figure 3 dans la position finale de l'opération de moulage ;
- la figure 5 illustre un moule destiné à fabriquer un élément moulé selon une autre forme d'exécution de l'invention et, selon une vue correspondant à celle de la figure 3, et
- la figure 6 illustre le moule de la figure 5 à la fin de l'opération de moulage.
- La figure 1 illustre un élément moulé à coquille complète 1 qui comporte un corps moulé d'une seule partie 2 en fibres minérales et une ouverture réceptrice 3 destinée à recevoir un tuyau d'échappement perforé qui, dans cet exemple, est revêtu d'une couche 4 ayant la forme d'une gaine souple en laine métallique, en particulier en laine d'acier spécial. Le corps moulé 2 en fibres minérales est formé de deux couches de fibres minérales 5 et 6 qui se touchent au niveau d'une surface de contact ou interface 7 des deux côtés de l'ouverture réceptrice 3. L'orientation principale de l'interface 7 est dans le cas présent radiale par rapport à l'axe central 8 de l'ouverture réceptrice 3.
- Pour fabriquer l'élément moulé tel que représenté sur la figure 1, on commence par appliquer autour d'un mandrin la gaine souple destinée à former la couche 4 de laine d'acier spécial puis on comprime le mandrin ainsi enveloppé avec les deux couches 5 et 6 de fibres minérales dans le moule. Les couches de fibres minérales encore crues 5 et 6 peuvent alors être disposées, à peu près de la manière illustrée sur la figure 1, à l'état arqué, dans des moitiés correspondantes du moule de sorte que, lors de la fermeture du moule, seule la diminution d'épaisseur souhaitée · pour augmenter la densité soit en substance produite, les surfaces de contact des couches de fibres minérales 5 et 6 étant alors pressées l'une contre l'autre au niveau de l'interface 7, s'accrochant l'une à l'autre avec un effet de densification et collant l'une à l'autre lors du durcissement du liant. De cette façon, au terme de l'opération de moulage, grâce à la jonction au niveau de l'interface 7, le corps moulé 2 de l'élément moulé 1 est d'une seule partie ou entouré d'une coque complète mais à cause de sa structure faite de deux couches de fibres minérales séparées 5 et 6, il s'agit d'un corps en plusieurs pièces. Une jonction correspondante par accrochage et collage s'opère de la manière connue à la couche 4 en laine d'acier spécial. Après l'opération de moulage et le durcissement du liant, on ouvre les moitiés du moule et on retire le mandrin de l'ouverture de réception 3 après quoi l'élément moulé est prêt à être monté par glissement sur un tuyau d'échappement.
- La figure 2 illustre un élément moulé 1a qui comprend deux ouvertures réceptrices 3a disposées l'une à côté de l'autre et à une certaine distance l'une de l'autre. Dans cet exemple, les ouvertures réceptrices 3a ne sont pas garnies d'une couche 4 de laine d'acier spécial ou d'une autre matière. L'élément moulé 1a comprend également un corps moulé d'une seule partie 2a qui est formé, en plusieurs pièces, de couches de fibres minérales 5a et 6a des deux côtés des ouvertures réceptrices 3a ainsi que d'une couche intermédiaire 9a de fibres minérales, dans la zone située entre les deux ouvertures réceptrices 3a. L'interface 7a entre les couches de fibres minérales 5a et 6a s'étend comme dans la forme d'exécution représentée sur la figure 1 dans le sens radial par rapport aux axes centraux 8a des ouvertures réceptrices 3a tandis que les interfaces 10a et 11a entre la couche intermédiaire 9a et la couche de fibres minérales 6a d'une part ainsi que la couche de fibres minérales 5a d'autre part s'étendent en substance parallèlement à la direction radiale des ouvertures réceptrices 3a.
- La fabrication de l'élément moulé 1a peut s'effectuer d'une manière analogue à celle de l'élément moulé 1, mais deux mandrins nus sont disposés dans le moule aux endroits des ouvertures réceptrices 3a à former et entre les mandrins est intercalée la couche intermédiaire 9a également encore crue. Au cours de l'opération de moulage, la couche intermédiaire 9a est aussi densifiée de manière correspondante et remplit alors l'espace entre les ouvertures réceptrices 3a selon la densité souhaitée de sorte que la matière des couches de fibres minérales 5a et 6a doit simplement remplir la zone entourant les deux ouvertures réceptrices 3a. L'intercalation de la couche intermédiaire 9a permet dès lors d'éviter que la matière des couches de fibres minérales 5a et 6a doive être refoulée dans la zone située entre les ouvertures réceptrices 3a et que par conséquent, s'il fallait obtenir une densité suffisamment homogène, une épaisseur initiale accrue doive être prévue en cet endroit.
- Les figures 3 et 4 illustrent par exemple une opération de moulage destinée à produire un élément moulé 1 qui comporte à nouveau un corps moulé d'une seule partie 2b formé, en plusieurs pièces, des deux couches de fibres minérales 5b et 6b. Le moule comprend des moitiés 12 et 13 qui forment ensemble une cavité de moulage 14 correspondant au contour extérieur de l'élément moulé 1 b à fabriquer. Dans cet exemple, on utilise un moule multiple dont les moitiés 13 et 14 formant plusieurs cavités de moulage 14 disposées les unes à côté des autres, peuvent en outre présenter une longueur considérable qui est un multiple de la longueur des éléments moulés à fabriquer. De cette façon, on moule dans les cavités de moulage 14 de longs demi-produits qui sont disposés les uns à côté des autres et qui, par tronçonnage, donnent les éléments moulés 1b. De cette façon, une seule opération de moulage permet de fabriquer un grand nombre d'éléments moulés 1b.
- Lors de la fabrication, la couche de fibres minérales 5b est tout d'abord posée sur la moitié du moule 12 inférieure dans le cas présent et est alors refoulée dans la zone de la cavité de moulage 14, ce qui est indiqué par les ondulations superficielles 15 de la nappe de fibres minérales 5b. Sur la couche de fibres minérales 5b crue et pas encore densifiée, est ensuite posé un mandrin 17 destiné à former une ouverture réceptrice 3b à l'endroit voulu. Il suffit dans ce cas que le mandrin 17 soit disposé sans serrage à l'endroit approximatif de l'ouverture réceptrice 3b à produire. Une deuxième couche de matière minérale 6b est posée sur le mandrin 17 et sur la couche de fibres minérales 5b et cette couche 6b est refoulée également dans un sens transversal à l'axe du mandrin 17, comme l'indiquent des ondulations superficielles 16. Un tel refoulement permanent des couches de fibres minérales 5b et 6b lâches, imprégnées mais pas encore durcies peut être effectué sans problème et sans que les couches de fibres minérales 5b et 6b exercent un effet de reprise élastique sensible. Dans la mesure où, dans le cas d'un refoulement important qui au terme des efforts de refoulement, provoque un effet de reprise élastique marqué, il est possible en cas de nécessité de munir les moitiés de moule 12 et 13 de moyens de retenue non représentés en détail, ayant à peu près la forme de broches ou d'éléments analogues afin de conserver le refoulement imposé.
- Dans cet exemple, une couche de recouvrement 18 en fibres de verre est disposée sur le côté supérieur du mandrin 17 et s'étend à peu près sur la moitié de la périphérie du mandrin. La couche de recouvrement en forme de mat 18 pourrait dans cet exemple être faite de fibres coupées en verre borosilicaté, verre aluminosilicaté, verre au quartz ou laine de roche qui ont un diamètre de fil primaire de plus de 10 ¡.Lm et dont une multiplicité ou un grand nombre de fils primaires sont reliés au moyen d'un produit d'ensimage organique ou inorganique. Lors de l'échauffement du pot d'échappement, les fils secondaires ainsi formés se divisent complètement ou partiellement en leurs fils primaires, les longs fils élastiques protégeant par leur surface étendue les fibres minérales qui se trouvent derrière ; à cet effet, l'élément moulé 1b est incorporé au pot d'échappement dans la position inversée par rapport à celle illustrée sur la figure 4.
- Les moitiés 12 et 13 du moule sont alors amenées de la position illustrée sur la figure 3 dans celle illustrée sur la figure 4, le mandrin 17 étant attaqué par des moyens de positionnement adéquats aux extrémités axiales du moule pendant la fermeture et étant convenablement positionné. Dans cet exemple, de tels moyens de positionnement sont illustrés en traits interrompus sur les figures 3 et 4 et ont la forme d'étriers de positionnements 19 et 20 en V associés respectivement à la moitié inférieure 12 et à la moitié supérieure 13 du moule, ces étriers attaquant par leurs rampes d'entrée les extrémités du mandrin 17 et les maintenant convenablement dans la position finale représentée sur la figure 4. Ceci permet simultanément de définir la position de fermeture des moitiés de moule 12 et 13 dans laquelle ces moitiés 12 et 13, dans l'exemple illustré sur la figure 4, ne se touchent pas encore complètement mais permettent, dans la zone d'une jonction ouverte 21, le passage d'une matière fibreuse minérale fortement densifiée d'une cavité de moule 14 à la cavité de moule 14 voisine. La « bavure ainsi densifiée en matière fibreuse minérale entre des demi-produits voisins pour l'élément moulé 1 est ensuite sectionnée de sorte qu'il faut certes tenir compte d'une perte de matière faible mais que, par contre, les frais d'équipement pour l'opération de moulage sont considérablement réduits grâce à l'utilisation de couches de fibres minérales 5b et 6b continues.
- Après la fermeture du moule, de l'air chaud est insufflé à partir des extrémités du mandrin 17 et cet air chaud peut s'échapper par les perforations du mandrin 17 et des moitiés de moule 12 et 13 illustrées sur les dessins et ainsi traverser la matière fibreuse minérale des couches 5b et 6b ce qui accélère l'opération de durcissement.
- Un refoulement adéquat des couches de fibres minérales 5b et 6b permet sans difficulté de faire en sorte que, des deux côtés du mandrin 17, on dispose d'une quantité accrue de matière fibreuse minérale correspondant à la section transversale de l'élément moulé 1b à fabriquer et d'obtenir ici aussi une densité essentiellement homogène. Dans la mesure où ceci ne peut plus être réalisé suffisamment par, le cas échéant, des refoulements locaux de la matière minérale fibreuse, on peut travailler avec des couches supplémentaires de matière minérale fibreuse comme l'indiquent clairement les figures 5 et 6.
- Comme le dessin le montre avec plus de détails, l'élément moulé 1c illustré sur la figure 6 doit être fabriqué, cet élément. comportant une ouverture réceptrice 3c de diamètre relativement grand et présentant un contour relativement allongé qui s'écarte fortement d'une forme circulaire. De ce fait, des deux côtés de l'ouverture réceptrice 3c du corps moulé 2c, une quantité de matière minérale fibreuse considérable doit être prévue tandis que du côté supérieur et du côté inférieur de l'ouverture réceptrice 3c, comme le montre le dessin, seule une faible épaisseur de la matière minérale fibreuse du corps moulé 2c subsiste ; dans cette épaisseur réduite, la matière minérale fibreuse doit cependant être présente en substance avec la même densité que des deux côtés de l'ouverture réceptrice 3c.
- Pour atteindre ce résultat, on utilise pourformer le corps moulé 2c des couches de fibres minérales 5c et 6c qui forment les côtés extérieurs dans le sens longitudinal du corps moulé 2c et dont l'épaisseur initiale est telle qu'elle assure la densification souhaitée de la matière fibreuse minérale à la face supérieure et à la face inférieure de l'ouverture réceptrice 3c ou du mandrin 27 logé dans cette ouverture lorsque les deux moitiés de moule indiquées en 22 et 23 sont amenées dans la position de fermeture illustrée sur la figure 6. De cette façon, dans la cavité de moulage 24, la quantité de matière fibreuse minérale présente des deux côtés du mandrin 27 en provenance des couches de fibres minérales 5c et 6c est cependant beaucoup trop faible pour produire en ces endroits la densification souhaitée. C'est pourquoi, des deux côtés du mandrin 27, on place des couches intermédiaires en forme de bandes 9c qui fournissent en ces endroits un supplément de matière. La largeur des couches intermédiaires 9c qui, pour des raisons techniques de fabrication, sont de section rectangulaire, peut être telle que les couches intermédiaires 9c, lorsqu'elles s'appliquent sur le mandrin 27, n'atteignent plus tout à fait le plan de séparation latéral ou de jonction 31 de la cavité de moulage 24, de sorte que, grâce aux couches intermédiaires 9c, de la matière fibreuse minérale est fournie dans les zones latérales immédiatement adjacentes au mandrin 27. Lors de la fermeture des moitiés de moule 22 et 23 à partir de la position représentée sur la figure 6, les couches intermédiaires 9c sont comprimées à la fois autour du mandrin 27 et dans la direction du plan de séparation 31 et remplissent ainsi complètement l'espace entre les couches de fibres minérales 5c et 6c dans la cavité de moulage 24. Comme cela ressort sans plus d'une comparaison des figures 5 et 6, il est possible de déterminer sans problème, par un simple essai d'orientation, quelles sont les dimensions des couches intermédiaires 9c qui, pour une densité initiale donnée de la matière fibreuse minérale, permettent d'obtenir la répartition de densité homogène souhaitée.
- Comme le montre la figure 5, le mandrin 27 peut dans ce cas ci être posé d'une manière très simple sur la couche de fibres minérales inférieure 5c. Il est ainsi possible de garantir un enrobage suffisamment uniforme du mandrin 27 par la matière des couches intermédiaires 9c par le fait que le mandrin 27 est soulevé par un dispositif de positionnement adéquat, par exemple un étrier de positionnement tel que représenté dans la forme d'exécution des figures 3 et 4, au cours du mouvement de rapprochement des moitiés 22 et 23 du moule, de sorte que le dessous du mandrin 27 est aussi bien accessible pour la matière fibreuse minérale des couches intermédiaires 9c.
- Comme le montre la figure 6, les couches de fibres minérales 5c et 6c ne se touchent qu'au niveau des surfaces de contact ou des interfaces 7c au voisinage du plan de séparation 31 tandis que dans la forme d'exécution représentée sur les figures 3 et 4, l'interface correspondante 7b de forme ondulée à cause du refoulement à partir de l'ouverture réceptrice 3b jusqu'au plan de séparation 21 suffit. Dans la forme d'exécution représentée sur la figure 6, l'interface 7c se divise en interfaces 10c et 11c entre la couche de fibres minérales 6c ou la couche de fibres minérales 5c d'une part et les couches intermédiaires 9c d'autre part.
- Comme cela ressort clairement sans plus, l'ouverture réceptrice 3c de l'élément moulé 1c pourrait aussi être disposée en cas de nécessité dans une position excentrée, sur la figure 6 légèrement décalée vers la droite, sans que cela suscite de difficulté d'aucune sorte car les deux couches intermédiaires 9c peuvent être prévues tout simplement en des largeurs différentes et correspondantes.
- De plus, le mandrin 27 peut bien entendu être pourvu d'une couche de recouvrement 18 ou aussi d'une couche 4 de laine d'acier spécial, lorsque cela s'avère souhaitable. Par ailleurs, les couches de fibres minérales individuelles comme les couches 5c, 6c et 9c peuvent présenter des densités initiales différentes ou, d'une autre manière, des propriétés différentes par exemple des longueurs de fibres différentes. De plus, les couches de fibres minérales des exemples choisis peuvent être multiples, par exemple pour obtenir des propriétés différentes dans diverses zones de l'élément moulé. Il serait ainsi avantageux, par exemple de réaliser les couches de fibres minérales 5 et 6 de la figure 1 en deux parties, la couche interne contenant des fibres longues et la couche externe des fibres courtes, pour profiter, au voisinage de l'ouverture réceptrice 3, du meilleur comportement au soufflage de fibres plus grossières et plus longues et, derrière une couche de protection faite de ces longues fibres, d'utiliser des fibres plus minces et plus courtes qui possèdent un meilleur pouvoir d'absorption du bruit. Comme cela ressort sans plus de la description qui précède, la conformation d'un élément moulé conformément aux exigences respectives du cas d'utilisation n'est qu'à peine limitée car on peut préparer la configuration en fonction d'une répartition initiale des fibres minérales pour former le corps moulé respectif qui, après moulage, donne une densité amplement homogène sans défaut. Les ouvertures réceptrices ne doivent pas non plus être absolument continues dans le sens longitudinal de chaque élément moulé, mais elles peuvent aussi avoir la forme de logements borgnes, en particulier lorsqu'on envisage l'incorporation dans des pots d'échappement qui ne comportent pas de tuyau d'échappement continu.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19833304809 DE3304809A1 (de) | 1983-02-11 | 1983-02-11 | Formteil aus mit bindemittel versehenen mineralfasern zur schalldaempfenden umkleidung eines perforierten abgasrohres, sowie verfahren zu seiner herstellung |
| DE3304809 | 1983-02-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0128050A2 EP0128050A2 (fr) | 1984-12-12 |
| EP0128050A3 EP0128050A3 (en) | 1986-04-02 |
| EP0128050B1 true EP0128050B1 (fr) | 1988-08-17 |
Family
ID=6190649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84400270A Expired EP0128050B1 (fr) | 1983-02-11 | 1984-02-09 | Elément moulé fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé ainsi qu'un procédé pour sa fabrication |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0128050B1 (fr) |
| DE (2) | DE3304809A1 (fr) |
| ES (1) | ES8500382A1 (fr) |
| FI (1) | FI78970C (fr) |
| PT (1) | PT78093B (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11746682B2 (en) | 2021-03-08 | 2023-09-05 | Nakagawa Sangyo Co., Ltd. | Method for manufacturing a vehicle muffler |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3826707A1 (de) * | 1988-08-05 | 1990-02-08 | Gruenzweig & Hartmann | Verfahren zum herstellen eines abgas-schalldaempfers |
| GB9817973D0 (en) * | 1998-08-19 | 1998-10-14 | Lancaster Glass Fibre | Silencer Cartridge |
| US6196351B1 (en) | 1999-06-04 | 2001-03-06 | Lancaster Glass Fibre Limited | Silencer cartridge |
| JP2003041923A (ja) * | 2001-07-30 | 2003-02-13 | Honda Motor Co Ltd | 排気消音装置 |
| FR2883921B1 (fr) * | 2005-04-05 | 2010-06-11 | Faurecia Sys Echappement | Sourdine pour silencieux de ligne d'echappement |
| DE102007010814A1 (de) * | 2007-03-06 | 2008-09-11 | Arvinmeritor Emissions Technologies Gmbh | Schalldämpfer-Dämmelement, Schalldämpfer sowie Verfahren zur Herstellung eines Schalldämpfers |
| DE102014012866A1 (de) | 2014-04-09 | 2015-10-15 | Klaus Sommer | Schallabsorbierendes / - dämmendes System aus nicht brennbaren Naturstoffen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7223051U (de) * | 1973-04-12 | Deutsches Metallfaserwerk Bullmer Und Schwabbauer | Vliesstoffbahn aus hitze- und korrosionsbeständigem Werkstoff als schallschluckende Füllung für Schalldämpfer bei Verbrennungskraftmaschinen | |
| DE7628169U1 (de) * | 1976-09-09 | 1976-12-30 | Gruenzweig + Hartmann Und Glasfaser Ag, 6700 Ludwigshafen | Mineralfaser-konfektionsteil |
| JPS5428952A (en) * | 1977-08-09 | 1979-03-03 | Toyota Motor Corp | Silencer for internal combustion engine |
| DE7732170U1 (de) * | 1977-10-18 | 1982-09-30 | Grünzweig + Hartmann und Glasfaser AG, 6700 Ludwigshafen | Formteil zur auskleidung von schalldaempfern an auspuffrohren |
| DE2760151C2 (de) * | 1977-10-18 | 1987-05-14 | Grünzweig + Hartmann und Glasfaser AG, 6700 Ludwigshafen | Formteil zur Auskleidung von Schalldämpfern an Abgasrohren |
| DE3205186A1 (de) * | 1982-02-13 | 1983-08-25 | Wilfried 6238 Hofheim Seitz | Verfahren zum herstellen einer schalldaempf-fuellung fuer einen auspufftopf |
| DE3205185C2 (de) * | 1982-02-13 | 1985-12-12 | Wilfried 6238 Hofheim Seitz | Verfahren zum Herstellen einer Schalldämpf-Füllung für einen Auspufftopf sowie nach diesem Verfahren hergestellte Schalldämpf-Füllung |
| DE8204025U1 (de) * | 1982-02-13 | 1982-07-22 | Seitz, Wilfried, 6238 Hofheim | Schalldaempf-fuellung fuer einen auspufftopf |
| GB2120318B (en) * | 1982-05-13 | 1985-07-17 | Ti Cheswick Silencers Limited | Exhaust gas discharge system |
-
1983
- 1983-02-11 DE DE19833304809 patent/DE3304809A1/de not_active Withdrawn
-
1984
- 1984-02-09 DE DE8484400270T patent/DE3473491D1/de not_active Expired
- 1984-02-09 ES ES529587A patent/ES8500382A1/es not_active Expired
- 1984-02-09 EP EP84400270A patent/EP0128050B1/fr not_active Expired
- 1984-02-10 FI FI840549A patent/FI78970C/fi not_active IP Right Cessation
- 1984-02-10 PT PT78093A patent/PT78093B/pt not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11746682B2 (en) | 2021-03-08 | 2023-09-05 | Nakagawa Sangyo Co., Ltd. | Method for manufacturing a vehicle muffler |
Also Published As
| Publication number | Publication date |
|---|---|
| FI840549A0 (fi) | 1984-02-10 |
| FI840549A (fi) | 1984-08-12 |
| DE3473491D1 (en) | 1988-09-22 |
| FI78970B (fi) | 1989-06-30 |
| FI78970C (fi) | 1989-10-10 |
| DE3304809A1 (de) | 1984-08-16 |
| EP0128050A2 (fr) | 1984-12-12 |
| PT78093B (de) | 1986-03-27 |
| ES529587A0 (es) | 1984-11-01 |
| EP0128050A3 (en) | 1986-04-02 |
| PT78093A (de) | 1984-03-01 |
| ES8500382A1 (es) | 1984-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1239454B1 (fr) | Procédé de fabrication d'un panneau à couche résistive acoustique adaptée et panneau acoustique ainsi obtenu | |
| EP1213703B1 (fr) | Panneau acoustique sandwich | |
| EP2245205B1 (fr) | Procede de fabrication d'une piece metallique renforcee de fibres ceramiques | |
| EP0128050B1 (fr) | Elément moulé fait de fibres minérales pourvues d'un liant pour recouvrir de manière insonorisante un tuyau d'échappement perforé ainsi qu'un procédé pour sa fabrication | |
| EP1157372B1 (fr) | Procede de fabrication d'un panneau d'attenuation acoustique a couche resistive a propriete structurale et panneau ainsi obtenu | |
| EP0038746B1 (fr) | Couche poreuse pour structure composite destinée à l'absorption d'énergie sonore et son procédé de fabrication | |
| EP2191029B1 (fr) | Piece mecanique comportant un insert en materiau composite | |
| FR2569237A1 (fr) | Dispositif de protection thermique resistant a l'ablation et aux vibrations, et un procede de fabrication | |
| CA2692294A1 (fr) | Bielle structurale en materiau composite et procede de realisation d 'une telle bielle | |
| FR2929168A1 (fr) | Panneau composite a ame perforee, dispositif et procede pour fabriquer un tel panneau | |
| CA2729377A1 (fr) | Procede de fabrication d'une piece metallique renforcee de fibres ceramiques | |
| EP0098825A1 (fr) | Fibres de renforcement de matériaux moulables à liant hydraulique ou non et leur fabrication | |
| EP3916717B1 (fr) | Structure alvéolaire d'insonorisation incluant un diaphragme muni d'un tube configuré pour traiter différentes fréquences acoustiques, procédé de fabrication d'une telle structure alvéolaire d'insonorisation, et outil associé | |
| WO2013017796A1 (fr) | Dispositif pour l'aide a la découpe d'une couche de texture fibreuse enroulée sur un mandrin d'imprégnation d'une machine d'enroulement | |
| WO2015082843A1 (fr) | Panneau sandwich comprenant une structure en nid d'abeille disposant de renforts sur les bords de cette structure | |
| EP0081834B1 (fr) | Ski du type à noyau à structure allégée et son procédé de fabrication | |
| CA2783421A1 (fr) | Procede de fabrication d'un insert de forme droite en materiau composite a matrice metallique | |
| EP1322807B1 (fr) | Procede et ensemble de fabrication de feutres en fibres minerales | |
| EP4031417B1 (fr) | Ecran de protection acoustique pour moteur de véhicule automobile | |
| EP3043347B1 (fr) | Panneau d'habillage insonorisant, et aéronef | |
| EP2552629B1 (fr) | Methode de fabrication d'un insert de forme allongee en materiau composite a matrice metallique | |
| FR2820712A1 (fr) | Noyau surf a tubes | |
| FR2820713A1 (fr) | Noyau surf a evidements debouchants | |
| WO2020260839A1 (fr) | Outil de confinement pour fabriquer un corps composite | |
| FR3113170A1 (fr) | Matériau acoustique en bande à bride intégrée, et paroi interne d’une entrée d’air d’aéronef réalisée avec ce matériau |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860806 |
|
| 17Q | First examination report despatched |
Effective date: 19870715 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 3473491 Country of ref document: DE Date of ref document: 19880922 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930902 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940118 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940121 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940127 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19940228 Year of fee payment: 11 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 84400270.9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19950228 |
|
| BERE | Be: lapsed |
Owner name: ISOVER SAINT-GOBAIN Effective date: 19950228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19951031 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19950901 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84400270.9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980307 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991201 |