EP0122217A2 - Procédé et dispositif pour rendre accessible le canal longitudinal d'un cylindre à imprimer en héliographie - Google Patents
Procédé et dispositif pour rendre accessible le canal longitudinal d'un cylindre à imprimer en héliographie Download PDFInfo
- Publication number
- EP0122217A2 EP0122217A2 EP84710010A EP84710010A EP0122217A2 EP 0122217 A2 EP0122217 A2 EP 0122217A2 EP 84710010 A EP84710010 A EP 84710010A EP 84710010 A EP84710010 A EP 84710010A EP 0122217 A2 EP0122217 A2 EP 0122217A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- filling
- slot
- heating
- heating line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 238000007646 gravure printing Methods 0.000 title claims abstract description 5
- 210000000078 claw Anatomy 0.000 claims abstract description 12
- 239000000463 material Substances 0.000 claims abstract description 11
- 238000007789 sealing Methods 0.000 claims abstract description 9
- 229920003023 plastic Polymers 0.000 claims abstract description 6
- 239000004033 plastic Substances 0.000 claims abstract description 6
- 239000000155 melt Substances 0.000 claims abstract description 4
- 238000010438 heat treatment Methods 0.000 claims description 52
- 210000003323 beak Anatomy 0.000 claims description 13
- 238000004804 winding Methods 0.000 claims description 12
- 239000010425 asbestos Substances 0.000 claims description 3
- 238000009413 insulation Methods 0.000 claims description 3
- 229910052895 riebeckite Inorganic materials 0.000 claims description 3
- 239000004925 Acrylic resin Substances 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims description 2
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 229910000497 Amalgam Inorganic materials 0.000 description 1
- 102000001999 Transcription Factor Pit-1 Human genes 0.000 description 1
- 108010040742 Transcription Factor Pit-1 Proteins 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/12—Devices for attaching printing elements or formes to supports for attaching flexible printing formes
- B41F27/1262—Devices for attaching printing elements or formes to supports for attaching flexible printing formes without tensioning means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/12—Devices for attaching printing elements or formes to supports for attaching flexible printing formes
- B41F27/1293—Devices for filling up the cylinder gap; Devices for removing the filler
Definitions
- the invention relates to a method for exposing a clamping slot on the forme cylinder side associated with the hooking claws of gravure winding plates, which is sealed radially inward by means of a sealing strip and provided with a filling made of hard material radially outside of the sealing strip.
- Another inventive idea relates to an advantageous device for performing this method.
- Another object of the present invention is to simultaneously provide a simple and reliable device for performing this method.
- the solution according to the invention relating to the procedural part of the task consists in softening or melting from a plastic which at least softens or melts the action of heat when the tensioning slot is exposed by exposure to the tensioning slot side.
- the slot-side heating of the filling material ensures easy removal of the filling.
- Transferring the plastic forming the filling into a soft, doughy phase can weaken the mutual connection of the beaking edges laterally bounding the clamping slot or the hooking claws extending over the filling, so that the clamping device assigned to the beaking edges can be actuated in the relaxation direction, in many cases the filling is already torn and the connection of the beak edges thus caused is dissolved, or in any case such mobility is achieved that removal of the winding plates is possible.
- the solution according to the invention relating to the device-related part of the task consists in that at least one heating line is provided in the area of the tensioning slot or the walls delimiting it, which heating energy can be applied to from one end of the cylinder.
- a gravure forme cylinder equipped in this way permits simple slot-side heating of the slot material and can therefore greatly facilitate the handling of the filling which softens or melts when exposed to heat. There is generally good accessibility in the area of the cylinder end face, which can make the connection of the heating line to an appropriate energy supply very simple.
- the heating line can have a loop with two branches which are laid in parallel and connected in series and are connected to one another in the area of a cylinder end face and at their end in the area each of the opposite ends of the cylinder end faces has connection elements for corresponding supply and disposal lines. This ensures in an advantageous manner that the heating line can be operated both on the supply side and on the disposal side from a cylinder end face, which can simplify and simplify the connection to a corresponding energy supply and at the same time advantageously results in a large heating line length.
- the heating line can have a heating wire which can be acted upon by electric current.
- a further advantageous measure can consist in that the heating line is received in an assigned channel, preferably closed on the slot side, which enables protected accommodation of the heating line, which can therefore be used again and again.
- the channel receiving the heating line can be thermally insulated radially inwards by means of an asbestos strip or the like. This measure advantageously results in an increase in the heat flow to the tensioning slot and thus to the filling material.
- the gravure printing cylinder on which FIG. 1 is based and which is suitable for accommodating winding plates 1 has at least one pit 2 which interrupts its circumference and is delimited by lateral beak plates 3 and 4, on which the hooking claws 5 of the winding plate or plates 1 can be suspended.
- the hooking claws 5 are pressed against the respectively assigned beak edge 3 or 4 by means of continuous clamping strips 6, which can be actuated by means of an eccentric shaft or the like, not shown.
- One of the beak edges 3 or 4 can be swiveled in and out in the radial direction in order to facilitate the hooking in of the hooking claws 5.
- the beak edges 3 and 4 are moved towards one another.
- one beak edge can be arranged stationary with respect to the cylinder axis and the other beak edge can be arranged rotatably with respect to the cylinder axis.
- the beak edges 3 and 4 do not abut each other even in the tensioning state on which FIG. 1 is based, so that there is a clamping slot 7 which is laterally delimited from the beaking edges 3 and 4 or from the hooking claws 5 which cross over these, which is filled with a filling 8 to achieve a smooth cylinder surface.
- the filling 8 consists of a plastic that becomes soft or dough under the influence of heat, e.g. B. from a heat or light-cured polymer, such as an acrylate resin.
- the cylinder is provided with a heating device in order to bring about a possible heat effect on the filling material.
- the heating device simply consists of a heating line 9 extending over the entire cylinder width, here simply in the form of a heating wire 11 provided with heat-resistant insulation 10, which can be supplied with electrical current to form an electrical resistance heater.
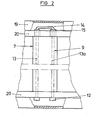
- the heating wire 11 as can be seen in FIG. 2, is provided in the region of its ends with connection elements formed by plug sockets 12 for corresponding supply and disposal cables.
- the heating line 9 has two branches 13 and 13a, which run parallel to one another and are connected in series in terms of the current flow, as FIG. 2 also shows.
- the heating line 9 simply forms a loop with two parallel branches which are connected to one another by an arch 14 in the region of a cylinder end face.
- the heating line 9 can simply be formed by a one-piece, approximately U-shaped shaped piece. If the two branches 13 or
- the branches 13 and 13a of the heating line 9 are fixed on mutually movable cylinder parts, a removable bend 14 can be advantageous, so that with corresponding movements, for example in the case of the tensioning or relaxing process, no constraining forces can occur.
- the branches 13 and 13a can be provided on the arch side with connecting elements formed here by plug sockets 15, onto which the arch 14 provided with corresponding counterparts can be attached.
- a corresponding excess length would have to be provided in the region of the arch 14 in order to avoid constraining forces.
- the heating wire forming the heating line 9 can simply be inserted into the tensioning slot 7 or glued to the radially outer end faces of the tensioning flaps 6. In this case, the heating wire is practically embedded in the material forming the filling 8, so that when the heating wire is activated, the filling 8 is heated quickly.
- the heating line 9 can expediently be designed in the form of a film cable which has a heating conductor embedded in an adhesive film.
- the tensioning flaps 6, as can best be seen from FIG. 1, are provided in the region of their radially outer ends with a channel 16 which extends over the entire length of the flap and into which a heating line 9, here in the form of an insulation jacket 10, is provided Heating wire 11, can be inserted.
- Each channel 16 can be assigned a heating wire loop, which is provided at its ends with plugs 12 for connecting supply and disposal cables.
- the two channels 16 of the two clamping flaps 6, which are arranged opposite one another at the same height, are each a branch 13 or 13a of the heating line forming a single loop 9 assigned, which results in a particularly compact channel cross section.
- an asbestos strip 17 is placed in each of the channels 16, which shields the heating line 9 inwards.
- the channels 16 are covered towards the clamping slot 7 by means of a cover plate 18.
- the branches of the heating line 9 arranged in the closed channels 16 are reliably protected against damage or contamination, which means that a long service life can be expected.
- a heating medium could also be used to form a heating line, e.g. B. with a hot gas, etc., can be acted upon pipeline provided the use of electric current should raise safety concerns.
- cover hoods 19 are provided in the area of the cylinder end faces, which protect the sockets 12 and 15 and possibly exposed parts of the heating line 9, in the present case the bend 14.
- the cover hoods 19 can simply be attached to the support rings 20 provided on the end face.
- the winding plate 1 can only be removed from the cylinder when the hooking claws 5 are exposed.
- the filling 8 of the clamping slot 7 must be removed or in any case weakened in such a way that the movable beak edge 4 can be displaced with respect to the stationary beak edge 3.
- the heating line 9 installed on the cylinder side is activated. The heat given off by this gives way to the filling 8 that the movable beak edge 4 is movable. In the course of this movement, the softened filling 8 is pulled apart and sheared off as a result of the transverse forces which become effective here. If this should not yet be fully achieved by moving the beak edge 4, a corresponding shearing off results in any case when the corresponding suspension claw 5 is removed.
- the filling 8 which can be softened or melted by means of the heating line 9 can have been introduced into the tensioning slot 7 by customary methods.
- the radially inner boundary of the clamping slot 8 can simply form a sealing strip 23 inserted into a corresponding groove of the clamping strips 6 and arranged radially inside the heating line 9, so that there is a mold cavity which is closed radially inwards.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Printing Plates And Materials Therefor (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3312343 | 1983-04-06 | ||
| DE3312343 | 1983-04-06 | ||
| DE3337111 | 1983-10-12 | ||
| DE3337111A DE3337111C2 (de) | 1983-04-06 | 1983-10-12 | Tiefdruckformzylinder |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0122217A2 true EP0122217A2 (fr) | 1984-10-17 |
| EP0122217A3 EP0122217A3 (en) | 1985-10-23 |
| EP0122217B1 EP0122217B1 (fr) | 1988-01-27 |
Family
ID=25809742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84710010A Expired EP0122217B1 (fr) | 1983-04-06 | 1984-03-29 | Procédé et dispositif pour rendre accessible le canal longitudinal d'un cylindre à imprimer en héliographie |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0122217B1 (fr) |
| DE (2) | DE3337111C2 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3644501A1 (de) * | 1986-12-24 | 1988-07-07 | Koenig & Bauer Ag | Stuetzeinrichtung in einer zylindergrube |
| DE3928640A1 (de) * | 1989-08-30 | 1991-03-14 | Roland Man Druckmasch | Gummituchzylinder fuer bogenrotations-offsetdruckmaschinen |
| EP2683064A1 (fr) * | 2012-07-03 | 2014-01-08 | Alstom Technology Ltd. | Procédé pour éliminer des barres ou des bobines entre des fentes d'une machine électrique |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1367860A (fr) * | 1963-08-13 | 1964-07-24 | Crabtree & Sons Ltd R | Perfectionnement aux machines à imprimer rotatives |
| FR2496557A1 (fr) * | 1980-12-24 | 1982-06-25 | Roland Man Druckmasch | Cylindre de plaque pour presses d'impression en rotogravure alimentees en feuilles |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2545618A1 (de) * | 1975-10-11 | 1977-04-21 | Frankenthal Ag Albert | Formzylinder fuer tiefdruck mit einer magnetisch aufgespannten wickelplatte |
| DE3304946A1 (de) * | 1983-02-12 | 1984-10-11 | Albert-Frankenthal Ag, 6710 Frankenthal | Vorrichtung zum erleichtern des abnehmens von wickelplatten vom formzylinder einer tiefdruckmaschine |
-
1983
- 1983-10-12 DE DE3337111A patent/DE3337111C2/de not_active Expired
-
1984
- 1984-03-29 EP EP84710010A patent/EP0122217B1/fr not_active Expired
- 1984-03-29 DE DE8484710010T patent/DE3468995D1/de not_active Expired
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1367860A (fr) * | 1963-08-13 | 1964-07-24 | Crabtree & Sons Ltd R | Perfectionnement aux machines à imprimer rotatives |
| FR2496557A1 (fr) * | 1980-12-24 | 1982-06-25 | Roland Man Druckmasch | Cylindre de plaque pour presses d'impression en rotogravure alimentees en feuilles |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3468995D1 (en) | 1988-03-03 |
| DE3337111C2 (de) | 1985-05-09 |
| EP0122217B1 (fr) | 1988-01-27 |
| EP0122217A3 (en) | 1985-10-23 |
| DE3337111A1 (de) | 1984-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2119804C2 (de) | Verfahren zur Herstellung einer Kabelverbindung | |
| DE69633897T2 (de) | Abisoliervorrichtung für Faserbändchen | |
| DE2607058A1 (de) | Verfahren und form zum herstellen von geformten kabel-spleisstellen | |
| DE69014859T2 (de) | Spleissverschlüsse. | |
| DE2039917A1 (de) | Schweissverfahren fuer Kabelmaentel unter Verwendung einer waermeaufschrumpfbaren Waermeabschirmung | |
| EP0632557B1 (fr) | Manchon pour câble constitué d'un tube de manchon fendu et de corps d'étanchéité terminaux | |
| EP0122217B1 (fr) | Procédé et dispositif pour rendre accessible le canal longitudinal d'un cylindre à imprimer en héliographie | |
| DE2651014C2 (de) | Klemme für einadrige elektrische Leiter | |
| EP1376795A2 (fr) | Dispositif d'installation de conducteurs d'énergie | |
| EP0793851B1 (fr) | Procede et dispositif permettant d'appliquer une gaine de plastique sur des segments d'un ensemble de c blage a plusieurs conducteurs | |
| DE2813181A1 (de) | Gummihuelsenvorrichtung zum umhuellen eines elektrischen leiterelements | |
| DE3708782C2 (fr) | ||
| EP0124695A1 (fr) | Pince et manchon pour telle pince | |
| DE1046133B (de) | Zange zum Abisolieren von elektrischen Leitungen | |
| DE1564416A1 (de) | Verfahren und Vorrichtung zum Herstellen von Halbleitern | |
| DE2705829B2 (de) | Verfahren und Vorrichtung zum Abisolieren eines Endabschnittes eines litzenförmigen Leiters | |
| DE4290735B4 (de) | Verfahren und Vorrichtung zum Stumpfspleißen von Metallbändern | |
| DE2937749C2 (de) | Mehrfache wiederverwendbare Kabelmuffe aus schrumpfbarem Material | |
| EP1712117B1 (fr) | Epandeur agricole | |
| DE102015104537B4 (de) | Elektrische Verbindung in Kabelbäumen für Fahrzeuge sowie Verfahren zur Herstellung einer solchen Verbindung | |
| DE8214042U1 (de) | Elektrischer Lötkolben | |
| EP2897778A1 (fr) | Procédé d'obtention d'un faisceau de câbles et faisceau de câbles | |
| EP0517031B1 (fr) | Dispositif pour appliquer un corps de protection à une extrémité d'un câble électrique | |
| DE4110383C1 (fr) | ||
| DE2628151A1 (de) | Verfahren zum anbringen eines schutzkontaktes an einem kabel und schutzvorrichtung hierfuer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19860205 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BASF AKTIENGESELLSCHAFT |
|
| 17Q | First examination report despatched |
Effective date: 19870622 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3468995 Country of ref document: DE Date of ref document: 19880303 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930217 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930222 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930313 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930315 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940331 Ref country code: CH Effective date: 19940331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19941130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19941201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |