EP0106806A1 - Procédé de fabrication d'un composant de l'habillement d'un garde-temps et composant obtenu selon ce procédé - Google Patents
Procédé de fabrication d'un composant de l'habillement d'un garde-temps et composant obtenu selon ce procédé Download PDFInfo
- Publication number
- EP0106806A1 EP0106806A1 EP19830810467 EP83810467A EP0106806A1 EP 0106806 A1 EP0106806 A1 EP 0106806A1 EP 19830810467 EP19830810467 EP 19830810467 EP 83810467 A EP83810467 A EP 83810467A EP 0106806 A1 EP0106806 A1 EP 0106806A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- matrix
- growth
- metal
- parts
- metallic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/22—Materials or processes of manufacturing pocket watch or wrist watch cases
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B19/00—Indicating the time by visual means
- G04B19/06—Dials
- G04B19/12—Selection of materials for dials or graduations markings
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B39/00—Watch crystals; Fastening or sealing of crystals; Clock glasses
- G04B39/02—Sealing crystals or glasses
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0069—Watchmakers' or watch-repairers' machines or tools for working materials for working with non-mechanical means, e.g. chemical, electrochemical, metallising, vapourising; with electron beams, laser beams
Definitions
- the present invention relates mainly to a method for manufacturing timepiece clothing components under improved productivity conditions.
- These components can be composite, i.e. formed of a first part made of a non-metallic material which is difficult to machine and of one or more second parts which are metallic and which are permanently linked to the first part.
- Electroforming is a method of forming metal parts which is already known and which has been used for pieces of jewelry and timepieces. It is a process that derives directly from plating, as indicated, for example, in Swiss patent no. 530 472. It has been found that it is possible to deposit metallic layers of a precious or other metal, having a relatively large thickness on a metallic or non-metallic substrate but previously coated with a metallization layer. Even in the case where the substrate itself has a generally concave shape, the coating can form in a galvanic bath by electrolytic means.
- this part has, in its external surface which was previously in contact with the substrate, a shape which reproduces in an extremely true to the appearance of the initial surface of the substrate.
- Swiss patent CH 507 542 it was known to use this method with non-precious metals with the aim of constituting forms for the molding of clock faces and, according to the Swiss patent CE 601 500, electroforming could be used for make small decorative pieces such as reported time signs for example.
- the patents CH 387 787 and CH 332 904 describe the manufacture of composite components of the clothing of wristwatches.
- the object of the present invention is to eliminate this defect entirely and, consequently, to allow obtaining, by growth in a galvanic or chemical bath, massive metal parts having practically any thickness, in particular thicknesses exceeding very largely 1 mm, without the surface irregularities generally observed with the electroforming process disturbing the appearance of the clothing.
- the various operations which are applied successively to achieve the desired result include in particular an operation for forming a metal layer by depositing particles in the gaseous phase, an operation including several forms of implementation are well known.
- the form of implementation of the method which will be described in relation to FIGS. 1 to 5, therefore relates to the manufacture of a watch crystal provided on its reverse with a metal ring allowing the watertight mounting of this crystal on the middle-bezel of a wristwatch of the classic piece type.
- the glass 1 is visible in particular in FIG. 1. It is a mineral glass or sapphire crystal and for the implementation of the process, we will begin by making this crystal by giving it its final shape and appearance according to current and known methods.
- a metal coating 3 is formed on the periphery of the rear face 2 of the glass 1.
- the formation of this metallized peripheral strip comprises the 'deposit by evaporation under vacuum of a thin metallic layer over the entire surface 2 of the glass.
- This metal layer having to serve as a bonding layer between the support ring of the glass and the glass itself, it should have sufficient adhesion and for this it is given a thickness which ensures that the desired result is obtained. Tests have shown, for example, that this layer could have a thickness of 0.2 to 0.5 microns.
- the metal deposited on the glass will for example be gold or silver or, if appropriate, nickel, etc.
- the periphery of this layer is spared by depositing on it a non-metallic coating such as for example a suitable lacquer and the coating is removed on the entire surface. central area which is not protected by the lague. Then, in a dissolution bath, the lacquer is removed in order to obtain the glass 1, coated in its peripheral zone with the metallized layer.
- a non-metallic coating such as for example a suitable lacquer
- the second operation of the method consists in incorporating the glass 1 into a matrix which has an imprint 4, giving exactly the shape and the dimensions which the second part of the component must have, that is to say the ring intended to serve as its support.
- this matrix consists of a plastic sidewall 5 which is glued to the surface 2, so as to slightly cover the inner limit of the metallized layer 3 and of a lining 6, also made of plastic material which can itself be formed from several pieces and which covers the upper surface of the glass with the same edge and the outer zone of the surface 2.
- the imprint delimited by the matrix 5-6 has the shape of an annular groove, the bottom of which is formed by a part of the metal covering 3, while the two parallel and opposite sides consist of the edge of the blank 5 and the edge of the matrix element 6.
- FIG. 2 illustrates the third operation of the method, operation during which all of the surfaces of the imprint 4 are coated with a metallic layer.
- the deposition of this metallic layer can also be carried out by vacuum evaporation.
- the metal which will be deposited will then preferably be copper, because what is essential is to make the surface of the imprint conductive in order to favor the growth by electrolytic deposition of the body which will fill the imprint 4.
- the copper coating 7 extends not only on the internal faces of the imprint, but also, as seen in 7a, has at least one conductive strip going towards the outside so that it can be connected to one of the poles of the current source.
- this second metallization operation could, if necessary, be eliminated.
- it could also alternatively and according to the shape that should be given to the imprint 4, do without the first metallization operation. In this case, it should be ensured that the metallized layer intended to conduct the current also has sufficient adhesion to the non-metallic part so that the connection between the metallic body formed by growth and the non-metallic part is sufficient in order to the intended application.
- FIG. 3 illustrates the following operation for forming the support piece permanently attached to the back of the glass 1.
- the matrix consisting of the pieces 1, 5 and 6 is suspended in a galvanic bath, the tab 7a being connected to one of the poles of the current source so that the coating 7 forms one of the electrodes.
- the metal of the electrolyte is then deposited in the cavity 4 and a metal coating 8 gradually increases on all the parts which are coated with the metallic layer 7. As can be seen in FIG. 3, this coating fills little about the footprint 4.
- the growth rate of the deposit is not the same in all the points of the footprint. It tends to be weaker at the location of interior angles and, on the contrary, to be stronger at the location of exterior angles.
- this imprint is an annular groove like that which is represented in FIGS. 1 to 3, the width of this groove should be at least equal to its height.
- the body which forms in the matrix presents on the faces of the imprint a surface state which reproduces in an extremely faithful way. surface condition of the imprint, so that these surfaces then do not require any termination operation provided that the surfaces of the imprint are themselves finished surfaces.
- the duration of the growth operation depends on many factors. It can reach several hours when it comes to making, for example, a metal ring whose profile measures between 1 x 1 and 2 x 2 millimeters.
- FIG. 4 illustrates the following operation which consists in machining the reverse of the matrix and of the metallic body formed in the impression, in order to give it its final dimensions.
- the elements 5 and 6 of the matrix as well as the deposit metal 8 were machined on a lathe so as to form the flat rear surface 9, which extends parallel to the rear surface 2 and the crystal 1.
- the ring 8, whose profile is approximately square, is linked to the reverse of the glass 1 by adhesion to its surface 2. so that it constitutes a support element allowing then the mounting of the glass on a watch case.
- FIG. 5 also shows the bottom 14 of the case which is fixed inside the middle part of the bezel by conventional means and known per se, with the interposition of a seal 15.
- component 1-8 the manufacture of which has just been described, can also be obtained in all kinds of different embodiments and variants.
- the ring 8 could, if necessary, extend to the periphery of the glass.
- the plan shape of the ring 8 and of the crystal 1 it is understood that many shapes can be produced.
- the glass 1 can be a circular or oval glass, or of any other shape and likewise the ring 8 can either follow the outside contour of the glass, or on the contrary extend along a different contour.
- auxiliary parts which are fixed to the reverse of the glass on the metallized layer 3 and which, during the assembly of the matrix, as illustrated in FIG. 1, come to protrude inside the cavity 4.
- These auxiliary parts can be fixed, for example by gluing on the metal covering 3 or, if necessary, be engaged in openings made beforehand through the glass 1. During the growth of the body 8, the latter gradually drowns the auxiliary part or parts to which we have just alluded.
- This variant of the method described in relation to FIGS. 1 to 5 aims to improve the adhesion of the body 8.
- the metal part which must be permanently linked to the non-metallic part to form a clothing component
- Fig. 6 illustrates an embodiment of the process in which the clothing component that is obtained consists of a crystal 16 made of mineral glass, or of sapphire, or of any other transparent non-metallic material and of a metallic bezel 17.
- the glass 16 does not have a cylindrical edge but, in this case, its edge is cut in a bevel along the surface 18 for a reason which will be explained later. It should also be noted that it is on this bevelled surface 18 that the metal layer 19 intended to ensure the connection between the two parts 16 and 17 of the component is deposited.
- the matrix intended to allow the formation of the body 17 by growth, is here also composed of two plastic elements in the form of rings.
- the ring 20 is bonded to the lower surface 21 of the glass 16 and its outer periphery extends up to the edge which separates the frustoconical surface 18 from the lower planar face 21.
- This ring 20 will for example be glued to the surface 21 and the same will apply to the part 22 which forms the other part of the matrix and which covers the external peripheral zone of the upper surface of the glass 16 while delimiting, with the edge of the ring 20, the annular impression 23 which is limited by the surfaces 24 of the piece of plastic material 22 by the bevel 18 of the glass 16 and by the edge 25 of the ring 20.
- the matrix consisting of parts 20, 16 and 22, is suspended, as in the first embodiment, in a galvanic bath, the metallized layers 24, 18 and 25 being connected to one of the poles of the source of current.
- the metal coating 17 whose thickness, although irregular increases with the duration of the treatment.
- the plastic parts of the matrix that is to say the parts 20 and 22 are removed by dissolution in a suitable solvent and the result of this operation is a monolithic component consisting of the glass 16 and the body 17 which, as can be seen, plays the role of a lens support lens.
- This bezel is tightly, permanently and rigidly bonded to the glass.
- the visible external surfaces of this bezel immediately present a smooth and polished surface state if the surfaces of the components of the matrix already present this state. so they can be used without further termination processing.
- This bezel 17 can be fixed for example to notch or by engagement in a middle part. It is understood that the lower surface which has irregularities due to the galvanic growth operation is masked in the complete box since this surface is turned towards the side of the box body.
- the glass 16 may also have a usual appearance, that is to say with a cylindrical edge.
- the outer periphery of the reverse 21 of the crystal as well as the edge would be the surfaces which should be metallized in order to achieve their adhesion with the body 17 and the latter would exhibit a notch like a notch ice. It would adhere to the glass on its edge and on the periphery of its underside.
- the body 17 can, after elimination of the matrix, undergo a metallization operation in order to receive a layer of a noble metal intended to improve the aesthetic appearance of the surfaces which remain visible in the box. finished.
- the method of forming a metal body by electro-forming, on a surface of a non-metallic part can be applied to the production of mounting means permanently fixed to a watch crystal in conditions other than those that have been described so far.
- a metal body by electro-forming can be applied to the production of mounting means permanently fixed to a watch crystal in conditions other than those that have been described so far.
- lan outlets which extend laterally on the periphery of the glass and which make it possible to fix the latter on a box body, for example using screws engaged in holes formed in these tongues.
- These tongues could be entirely formed by electro-forming or one could provide for the incorporation into the matrix of flat metal parts which are then embedded in the body resulting from the electro-forming. They are thus made integral with the ice.
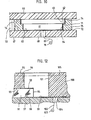
- Figs. 7 and 8 relate to another form of implementation of the method, in which the component formed by two parts, one of which is non-metallic and the other metallic, is a watch face.
- the component formed by two parts one of which is non-metallic and the other metallic, is a watch face.
- a matrix, designated by 29, is constituted by a first disc-shaped piece 30 of plastic material, which has in its lower face a flat bottom housing 31, a central core 32, provided with a head 32a and which is engaged in a central hole 33 of the plastic part 30 and of a stone glass plate 34, which is intended to constitute one of the. components of the manufactured component.
- This thin plate has been machined beforehand, with a central hole and two parallel main faces which are polished so as to present their final surface condition.
- this plate 34 is glued in a recess formed in the bottom of the housing 31, so that it is integral with the matrix 29.
- a coating 35 is formed on all surfaces of the housing 31 formed of a metal which is a good conductor of electricity. It goes without saying, however, that, depending on the case, in particular if the plate 34 is transparent, it will be advisable to form beforehand, on the lower surface of the plate head and on its edge; a metallic coating which gives the dial an aesthetic appearance as good as possible. On the other hand, the coating 35 must be sufficiently adherent and thick to ensure the connection between the plate 34 and the support body which is formed during the following operation.
- the electro-forming operation is then carried out by placing the matrix shown in fig. 7 in a galvanic bath capable of causing the deposit on the conductive coating 35 of a metal such as nickel or, if necessary, a noble metal such as gold, platinum or silver or even the formation of an alloy having the properties and characteristics that one wishes to have.
- the metal body 36 which is formed during the galvanic operation has a lower surface irregular but adheres perfectly to metallized surfaces 35. The thickness of this deposit gradually increases and the operation is continued until the desired mass has been obtained.
- the following operation consists in machining the body 36 according to the surfaces designated by the dashed lines 37 and 38, then in eliminating the rest of the matrix, for example by dissolution.
- a composite dial plate is thus obtained, the central part of which is constituted by the plate 34 which can be extremely thin and the metal support which extends under this plate 34 and around its periphery consists of what remains of the body 38 and ensures the mechanical holding of the plate 34. It has in fact been found that the electro-forming operation makes it possible to produce composite bodies the different parts of which are linked to each other without internal tension, so that the fragility of the glass or of the stone used for the part 34 is entirely attenuated by the presence of the body 38 which forms its support and its lining.
- the described application of the method according to the present invention makes it possible to produce composite dials in which the plate glass or semi-precious stone 34 will have a thickness of the order of 20/100 mm while the body 38 will have a thickness of the order of 15/100 mm or even less.
- the total thickness of the dial plate is therefore less than 4/10 mm of conventional dials.
- Fig. 8 shows the final termination of the dial.
- This figure shows the plate 34 which is entirely disengaged from the matrix 29 and the packing body 38 which adheres to the plate. 34 per tou te the bottom surface of this plate.
- the metal part 38 of the dial plate could undergo, after the elimination of the matrix, a metallization operation intended to provide it with a coating of a noble metal and thus to improve its appearance.
- a foot 39 is shown in FIG. 8. As can be seen, it is welded to the lower surface of the body 38.
- the elements for fixing the dial can be produced in the form feet fixed by welding, that is to say in fact by brazing according to an operation quite usual in this field of technology.
- the thickness of the body 38 is sufficient at the location of the foot 39 so that the brazing operation can be carried out without the metal coating 35 changing characteristics.
- the plate 34 is a transparent plate, without this coating changing color.
- tests have shown that with a thickness of 15/100 mm, this result was already obtained. However, it can still be considered that it is possible to obtain this result with a thickness of the body 38 still less than 15/100 mm.
- Fig. 9 illustrates an application of the method to the manufacture of a watch dial in which the hour signs of the hour turn can have a particularly remarkable appearance.
- the time signs consist, for example, of metallic indexes in gold and formed on the back of the plate 34, the latter being of a material transparent.
- Gold indexes are then covered with a second metallized layer forming the adhesion coating 35 of the body 38 and this second layer is for example in silver or in another white or gray metal, so as to bring out the metallized indexes in gold, on the other hand, in the embodiment illustrated in FIG. 9, another technique is applied to reveal the time signs.
- This figure in fact recognizes a dial plate made of transparent non-metallic material, designated by 40, a plastic matrix 41 in the housing of which the plate 40 is glued by its upper surface 42.
- the lower surface 43 of the plate dial 40 and the peripheral parts 44 and 45 of the housing in the matrix 41 are coated, by vacuum evaporation or ion spraying, or any other process allowing the deposition of particles in the gas phase, with a layer of metallic coating which is however interrupted at locations 46 where there must be hour markers.
- These indexes are formed themselves by depositing a dye, designated by 47, and covering this dye by metal trim pieces 48 having for example the same structure as Paris nails. These elements are placed on the surface 43 of the glass 40 in order to surround and limit the shapes which the colored areas 47 draw.
- the assembly thus prepared is subjected to the electro-forming operation, as in the previous examples, and a metal body 49 is deposited in the housing of the matrix.
- the elements 48 are themselves metallic, it is clear that they themselves receive, on their external surface, the deposit of metal formed by electro-forming. They are therefore completely embedded in the body 49 as it grows.
- the edge of the plate 40 is beveled here in order to reduce the irregularities tees of the deposition of the body 49.
- the electro-forming operation is interrupted, then the body 49 is machined in the same manner as in the previous embodiment, so that the surfaces 50 and 51 are turned and limit the dimensions of the dial plate.
- the rest of the matrix 41 can then be eliminated, for example, by dissolution or any other suitable means and it only remains to weld the feet of the dial as we have seen in relation to fig. 8.
- a metal part such as the parts 48 which are either decorative parts or, where appropriate, parts exercising a function of fixing or rigidity of the component described, these parts being made integral with the component by the metallic mass which increases during the electro-forming operation.
- these auxiliary parts could also be fixed to the non-metallic part by engagement in openings or recesses in this part.
- the essential advantage of the process described is that, from a thin metallic coating formed in the gaseous phase on the previously prepared surface of a non-metallic part, a metallic mass can be grown whose thickness reaches macroscopic values without internal tension.
- This growth-formed body has sufficient rigidity and adhesion to the non-metallic part so that it can serve as a support element, if necessary, after having been machined to the desired shape.
- the thickness of this body formed by growth can reach values such that it constitutes a mounting element acting by its legitimateness and its shape. The thickness can also become such that it is possible to carry out a welding operation on this body, so that a complete component is thus obtained having complete material continuity between the non-metallic part and the metallic part and in which the adhesion between the different parts is perfectly achieved.
- the auxiliary elements which are embedded in the body formed by growth will also serve to reinforce the homogeneity of the component.
- the method of the invention can also be applied to the formation of other clothing components, for example to composite plates capable of being fixed on the bracelet elements. We can also foresee the formation of decor on other parts of the box like the middle or the bottom.
- materials for the part made of non-metallic material it is possible to provide not only mineral glass, sapphire or different stones, as mentioned in the description of the different embodiments, but also, for example, plates made of ceramic materials or elements made of metal oxides or other non-metallic chemical compounds.
- a matrix intended to allow the manufacture of a middle part by growth in a galvanic bath consists of three separate main parts.
- the central part 61 is a plastic disc which can be circular or shaped, depending on the internal contour of the middle part. This disc is provided with a projecting collar 62 with a rectangular profile, which is intended to give its shape to the notch of ice of the middle part, as will be seen below.
- the cylindrical surfaces 63 and 64 of the part 61 will be metallized in order to subsequently allow the growth of the middle part.
- the front face 65 of the disc 61 will also be metallized and care will be taken that the metal covering which covers the surface 65 is in electrical contact with the cylindrical covering 64 which covers the lower part of the edge of the disc 61.
- the disc 61 is pinched between two non-metallized plastic discs 66 and 67, the diameters of which are greater than the outside diameter that the middle to be produced must include. These two discs are intended to be fixed each on one of the front faces of the disc 61. This fixing will be carried out preferably by gluing so that there is a seal as perfect as possible between the parts, in particular at the periphery of these this.
- the disc 67 which covers the metallized face 65 of the disc 61 will be pierced in its center with a hole making it possible to connect, for example by welding, a connection wire69 to the metal coating 65.
- the matrix can be immersed in a galvanic bath, the connection 69 being connected to one of the poles 70 of a current source while the electrolyte of the bath will be connected by electrodes at the other pole of the current source.
- this operation is interrupted and the matrix is eliminated, for example by dissolving in a bath containing a solvent for the plastic material constituting the matrix.
- the matrix being thus entirely eliminated, only the part 75 remains, the internal faces of which have a surface appearance which is determined faithfully by the shape of the initial metallic coatings 63 and 64 formed on the disc 61.
- the annular part 75 can also undergo termination operations, such as for example turning to a determined profile, along the dashed lines 76 which show not only the shape of the outer surface of the middle part thus obtained, but also the detachment at train for the introduction of connecting means to a bracelet.
- the recess formed by the collar 62 of the initial disc 61 which can serve as a notch of ice, makes it possible to engage in the middle a glass of organic or inorganic material, possibly held in place by a sealing ring.
- the growth face i.e. the surface of the matrix which is metallized, which is connected to a pole of the current source and which is in contact with the bath, namely the internal face of the disc 66 instead of being the lateral face of the disc 61.
- the lateral faces 63 and 64 being kept non-metallized, it would be the surface of the shoulder 11 which would also be metallized, the growth then leaving from the disc 66 between the wall of the disc 61 and from another external auxiliary part, not shown on the drawing, which gives the external shape of the part obtained.
- the method described also makes it possible to produce components of the clothing of a timepiece in which one or more non-metallic or metallic pieces are permanently linked to one or more metallic pieces, the latter being formed by growth.
- Figs. 11: and 12 show two variants of application of such methods.
- a sapphire crystal 77 is pre-machined according to the usual manufacturing methods for these parts, then it is provided on its reverse with a metallic coating 78 which covers the periphery of its lower face, that is to say of the one that will be used to mount it in the box.
- a metallic coating 78 which covers the periphery of its lower face, that is to say of the one that will be used to mount it in the box.
- Glass 77 thus prepared is incorporated into a composite matrix.
- the elements of the matrix are in very precise positions relative to the glass 77 .
- These elements first of all comprise a central disc 79 of plastic material, which will be fixed, for example by gluing, to the center of the upper face 80 of the glass and whose lateral surface outside 81 will extend so as to partially cover the covering 78.
- a second component 82. of the matrix is a plastic disc which has a central opening, the internal lateral face 8 3 of which is opposite the edge 81 of the part 79.
- the matrix is supplemented by a basic part 86 of plastic material. , having a central boss which is capped by a pressed metal cap 8 7.
- the internal periphery of the matrix part 82 that is to say the annular surface which is opposite the cap 87 and which is designated by 88 , will also be metallized, as well as the side of the housing which is limited by the lateral rim 89 of the part 32.
- metallized surface 78 is also connected to the metal cap 87, so that a pressure spring 90, housed in a central hole in the part 86, can be brought into contact with one of the poles of the current source and establishes an electrical connection out of contact with the metal of the bath, between the coating 78 and the current source.
- a pressure spring 90 housed in a central hole in the part 86, can be brought into contact with one of the poles of the current source and establishes an electrical connection out of contact with the metal of the bath, between the coating 78 and the current source.
- the adhesion of the metallic annular part formed on the back of the glass, with the latter, is determined by the adhesion of the metallic coating 78 and the coating formation techniques, for example by ionic deposition or by vacuum metallization, or projection of particles, allow for perfectly adherent deposits.
- the parts of the matrix which are made of plastic will be dissolved in a suitable solvent leaving the glass 77 intact.
- the metal parts 90 and 87 will be eliminated and finally the massive metal part, formed in the imprint 85, and constituting on the back of the glass a fixing flange, may be finished either by turning or by milling or other operations.
- the metal part linked to the sapphire, in this case a flange which allows the fixing in the box can also be the middle of the box itself.
- fig. 12 further illustrates one form of implementation of the method in which a sapphire crystal 91, consisting of a transparent planar plate is incorporated into a component of the watch case which comprises a massive metal middle directly connected to this glass.
- a coating 92 is formed by metallization on the outer periphery of the flat face 93 of the glass 91 intended to be turned towards the inside of the watch case.
- the central part of the internal surface 93 of the glass, as well as the edge 94 of this part are left free of coating.
- the glass 91 thus prepared is incorporated into a matrix which comprises, first of all, a central part 95 consisting of a plastic disc, fixed by gluing to the center of the surface 93 and whose dimensions are such that it partially covers the covering 92.
- This disc 95 is limited by a lateral face 96 which extends perpendicularly to the surface 93 and, consequently, to the covering 92. Care will be taken that the part 95 is fixed to the surface 93 so not to leave any play or any crack between the surface 96 and the coating 92.
- the glass 91 is glued to a support piece 97, also made of plastic, the upper surface of which is planar and shaped so as to receive the external planar surface 98 of the glass 91, that is to say a surface which is also flat and parallel to the surface 93.
- a metallic coating 99 of annular shape On this upper surface of the part 97 is deposited a metallic coating 99 of annular shape, dimensioned to extend outside the limit surface 94 of the glass 91.
- a peripheral part 100 also made of plastic, of annular shape, having an internal surface 101 whose generatrices are perpendicular to the planar surface 99.
- This external part 100 will be glued to the support 97 so that the surface 101 delimits, with the surface of the part 95 and the faces 92 and 94 of the glass 91, an imprint of rectangular profile having a recess, as seen in FIG. 12, this imprint representing the shape of the middle part which it is desired to obtain.
- the metal covering 99 extends laterally, at least in the form of a tongue, outside the limit surface 101 so as to be able to be connected by a line 102 to a pole 103 of the current source , this line passing through a hole 104 in part 97.
- the metal dissolved in the bath begins by depositing on the coating 99 and grows in the form of a homogeneous mass which is guided by the guide faces 94 and 101 until that the filling reaches the level of the surface 92 .
- the metallized surface 92 is also connected to the current source via the filling formed in the bottom of the imprint and the growth continues, the faces 96 and 101 then constituting the insulating guide faces which determine the shape of the homogeneous mass intended to constitute the desired build.
- the upper part of the matrix is removed by turning so that the square obtained has a flat and regular underside 105
- these decorations could be formed by a particular structure of the metallization layer 99 comprising for example zones made of metals having structures in particular of different colors. These decorations could be obtained using the mask technique.
- the decoration of the upper surface of the middle part could be obtained in the form of relief, the mold used to form the part 97 comprising the required decoration. It is known in fact that, provided that the relief of such a decoration is not too pronounced, it does not disturb the deposit of metal during the growth operation, so that the lower surface of the middle part presents, so quite faithful, the allure of the decoration which the matrix included.
- the method described in relation to FIG. 12 applies not only to the production of components of watch cases formed from glass permanently bonded to the middle or to a bezel, but also to the fabricadtion of glasses or composite middle of annular shape, comprising for example an external element in a metallic or non-metallic material difficult to machine and inside this external element a solid internal coating in an easily machinable metal.
- This will present, either by electro-forming or by subsequent machining operations, surfaces adjusted to receive the movement or to secure the bottom.
- the method described also makes it possible to fill, with an easily machinable metal, housings of coarse dimensions formed inside a horn made of metallic or non-metallic material which is difficult to machine.
- connection between the different parts of the matrix can be done other than by gluing, for example by ultrasonic welding of the assembly of auxiliary parts with the base part. All that is required is a bonding operation which takes place at the periphery of the matrix.
- the imprint could be covered by certain non-metallic parts without this interfering with growth.
- the auxiliary parts of the impression for example the parts 84 and 82, can be injected in a single part comprising radial arms connecting them above the slot which separates them. This considerably simplifies the manufacture of the dies, and plays an important role in the profitability of the process, since all the dies must be destroyed by dissolution in order to release the part obtained by the process.
- the constitution of the baths and the conduct of the growth operation must be provided according to the rules known in this technique.
- the parameters must be adapted as a function of growth in a thick layer. It is indeed advisable to choose the metals and the operating conditions so as to obtain masses as free as possible from internal tensions. Nickel, gold, copper, meet these conditions particularly well.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Adornments (AREA)
Abstract
Un cadran de montre comportant une plaque de verre ou une pierre semi-précieuse (34) et un garnissage métallique (36), est fabriqué comme suit : La plaque (34) est revêtue d'une couche (35) métallique mince opaque par évaporation sous-vide. On peut former tout d'abord des signes horaires en or puis revêtir le tout d'une seconde couche d'argent. La plaque (34) est ensuite incorporée à la matrice (29) pour collage. Les faces de l'empreinte sont revêtues d'une couche de cuivre (38) et la matrice est placée dans un bain galvanique, dont un métal comme le nickel ou le cuivre se dépose dans l'empreinte, et forme le corps (36). Ceiui-ci est usiné selon les surfaces (37) et (38). La matrice est éliminée par dissolution et on peut souder des pieds usuels au revers du corps (36).
Description
- La présente invention se rapporte principalement à un procédé permettant de fabriquer dans des conditions de productivité améliorées des composants d'habillement de garde-temps. Ces composants peuvent être composites, c.â.d. formés d'une première pièce en un matériau non métallique difficilement usinable et d'une ou de plusieurs secondes pièces qui sont métalliques et qui sont liées à demeure à la première pièce.
- L'électroformage est une méthode de formation de pièces métalliques qui est déjà connue et qui a été utilisée pour des pièces de bijouterie et d'horlogerie. C'est un procédé qui dérive directement du placage, comme l'indique, par exemple, le brevet suisse no. 530 472. On s'est aperçu qu'il était possible de réaliser des dépôts de couches métalliques d'un métal précieux ou autre, ayant une épaisseur relativement grande sur un substrat métallique ou non métallique mais préalablement revêtu d'une couche de métallisation. Même dans le cas où le substrat lui-même présente une forme générale concave, le revêtement peut se former dans un bain galvanique par voie électrolytique. Si après coup, on élimine le substrat, après avoir donné au revêtement une épaisseur suffisante pour qu'il constitue une pièce rigide, cette pièce présente, dans sa surface extérieure qui était préalablement en contact avec le substrat, une allure qui reproduit de façon extrêmement fidèle l'allure de la surface initiale du substrat. Selon le brevet suisse CH 507 542, on savait utiliser cette méthode avec des métaux non précieux dans le but de constituer des formes pour le moulage de cadrans d'horlogerie et, selon le brevet suisse CE 601 500, l'électroformage pouvait être utilisé pour réaliser de petites pièces décoratives telles que des signes horaires rapportés par exemple. Les brevets CH 387 787 et CH 332 904 décrivent la fabrication de composants composites de l'habillement de montres-bracelets.
- L'introduction de pièces composites dans la constitution des gardes-temps et notamment des montres- bracelet a permis de renouveller d'une manière parfois extrêmement importante 'l'apparence de ces montres ce qui est un élément important de leur utilisation. Toutefois, l'établissement d'une liaison permanente et sûre entre une pièce en matière non métallique qui présente souvent une très grande duretée et une ou plusieurs pièces destinées à la supporter et qui sont faites d'un métal usuel, présente des difficultés qui n'on pas encore pu être surmontées de façon satisfaisante. Il n'existe donc pas de solutation générale applicable dans tous les cas, au problème posé. Ainsi, par exemple, le montage permanent et étanche d'une glace de montre en verre minéral ou en saphir sur une lunette, n'a pas encore reçu de solution fiable utilisable dans tous les cas et tous les nombreux agencements qui ont déjà été proposés pour assurer cette fixation, présentent certains inconvénients ou sont inutilisables dans des cas spéciaux, par exemple lorsque l'on désire que la glace recouvre le corps de boîte et s'étende sans être masquée par aucune autre pièce jusqu'à la périphérie de la montre. La demande de brevet européen 0041481, déposée par Montres Rado S.A., décrit par exemple une solution qui a été proposée mais dont la fiabilité n'est pas suffisante.
- Pour relever l'aspect d'un cadran de montre, on a aussi proposé d'utiliser les plaques de cadran en pierres semi-précieuses, translucides ou présentant diverses couleurs de même que l'utilisation de plaques minces en verre saphir. Egalement dans ce cas, le montage de ces pièces en matière non métallique, qui la plupart du temps doivent présenter une épaisseur extrêmement réduite pour ne pas augmenter outre mesure la hauteur totale de la montre, implique qu'elles soient liées à demeure, de façon sûre à d'autres pièces qui, elles, sont métalliques et peuvent être montées par des moyens usuels sur le mouvement ou fixées à la boiter Toutefois, dans ce cas également, on ne connait jusqu'à maintenant aucun procédé permettant de réaliser cette liaison de façon suffisamment fiable et susceptible d'être appliquée en grandes séries dans des conditions de rationalisation intéressantes et les tentatives qui ont été faites pour appliquer le procédé d'électroformage à la réalisation de pièces massives, comme par exemple des lunettes ou des carrures, se sont toujours heurtées à une difficulté par le fait que, si le substrat métallisé sur lequel a lieu la croissance présente une forme concave ayant des angles rentrants relativement prononcés, on observe des défauts de remplissage, tout spécialement dans les angles rentrants.
- Le but de la présente invention est d'éliminer entièrement ce défaut et, par conséquent, de permettre l'obtention, par croissance dans un bain galvanique ou chimique, de pièces métalliques massives ayant pratiquement n'importe quelle épaisseur, notamment des épaisseurs dépassant très largement 1 mm, sans que les irrégularités de surface que l'on observe généralement avec le procédé d'électroformage ne perturbent l'aspect de l'habillement.
- Les différents aspects de l'invention sont définis dans les revendications annexées.
- Selon une forme de mise en oeuvre du procédé, les différentes opérations qui sont appliquées successivement pour atteindre le résultat visé, comportent notamment une opération de formation d'une couche métallique par dépôt de particules en phase gazeuse, opération dont plusieurs formes de mise en oeuvre sont bien connues. On connaît ainsi le procédé de métallisation par évaporation sous-vide, de même que les divers procédés de métallisation par projection d'ions. Tous ces procédés se mettent en oeuvre dans des enceintes à pression réduite, dans lesquelles les particules tels que ions ou atomes issues d'une pièce constituant la source sont dirigées sous l'action d'une différence de potentiel vers la pièce qui constitue la cible et qui se revêt ainsi progressivement de la couche métallique désirée. On sait que l'épaisseur de cette couche croit progressivement de sorte qu'elle peut être déterminée en réglant la durée de l'opération. On peut obtenir ainsi des couches métalliques qui sont fortement adhérentes sur des surfaces de matériaux non métalliques et dont l'épaisseur peut varier de quelques R jusqu'à des valeurs de plusieurs microns.
- Quant à l'opération de croissance d'un corps métallique dans un bain galvanique ou chimique, elle est également connue en soi. Ainsi, l'électroformage est décrit par exemple dans le brevet suisse 507 542 dans une application à la fabrication de masques utilisés pour la terminaison de cadrans d'horlogerie à signes en relief. Le brevet CH 60l 500 décrit également l'application d'un procédé d'électroformage pour la fabrication de petites pièces décoratives en métal.
- On va décrire ci-après, à titre d'exemple, divers modes de mise en oeuvre du procédé selon l'invention en se référant au dessin annexé dans lequel
- les fig. 1 à 4 sont des vues en coupe schématiques et partielles illustrant l'application du procédé à la fabrication d'un composant formé d'une glace de montre en saphir et d'une bague métallique liée au revers de cette glace,
- la fig. 5 est une vue en coupe partielle d'une boite de montre utilisant le composant obtenir par le pro- cédé des fig. 1 à 4,
- la fig. 6 est une vue en coupe partielle schématique illustrant un autre exemple d'application du procédé, permettant de réaliser une glace de montre liée à demeure à une lunette métallique qui l'entoure,
- la fig. 7 est une vue également en coupe partielle schématique illustrant une troisième forme de mise en oeuvre du procédé, selon laquelle une plaque de cadran en matière non métallique est liée à demeure A un garnissage métallique qui la supporte,
- la fig. 8 est une vue en coupe partielle du cadran composite, résultant du procédé illustré à la la fig. 7,
- la fig. 9 est également une vue en coupe partielle et schématique illustrant un autre mode de mise en oeuvre du procédé, le composant obtenu étant également un cadran de montre,
- la fig. 10 est une vue en coupe schématique montrant la préparation d'une matrice en vue de la formation par électroformage d'une carrure dans une autre forme de mise en oeuvre du procédé,
- la fig. 11 est une vue en coupe analogue à celle de la fig. 10 montrant l'agencement d'une matrice en vue de la préparation d'un composant de boite de montre, formé d'un verre-et d'une bague de fixation métallique liée à ce verre, et
- la fig. 12 est une vue en coupe schématique et partielle, à plus grande échelle, montrant l'agencement d'une partie de la matrice dans une forme de mise en oeuvre du procédé qui permet de réaliser une carrure de boite de montre liée à demeure au verre qu'elle porte.
- La forme de mise en oeuvre du procédé qui sera décrite en relation avec les fig. 1 à 5, concerne donc la fabrication d'une glace de montre munie à son revers d'une bague métallique permettant le montage étanche de cette glace sur la carrure-lunette d'une montre-bracelet de type de pièce classique. La glace 1 est visible notamment à la fig. 1. Il s'agit d'une glace en verre minéral ou en verre saphir et pour la mise en oeuvre du procédé, on commencera par réaliser cette glace en lui donnant sa forme et son aspect définitifs selon les méthodes courantes et connuae.
- Au cours d'une première opération qui n'est pas illustrée spécialement au dessin, on forme sur la périphérie de la face arrière 2 du verre 1, un revêtement métallique 3. En pratique, la formation de cette bande périphérique métallisée comporte le 'dépôt par évaporation sous vide d'une couche métallique mince sur 1'ensemble de la surface 2 du verre. Cette couche métallique devant servir de couche de liaison entre la bague de support du verre et le verre lui-même, il convient que son adhérence soit suffisante et pour cela on lui donne une épaisseur qui assure l'obtention du résultat visé. Des essais ont montré par exemple que cette couche pourrait avoir une épaisseur de 0,2 à 0,5 microns. Le métal déposé sur le verre sera par exemple de l'or ou de l'argent ou, le cas échéant, du nickel, etc. Une fois que l'ensemble de la surface 2 est revêtu de la couche 3, on épargne la périphérie de cette couche en déposant sur elle un enduit non métallique comme par exemple un laque convenable et on procède à l'élimination du revêtement sur toute la zone centrale qui n'est pas protégée par le lague. Ensuite, dans un bain de dissolution, on élimine le laque afin d'obtenir le verre 1, revêtu dans sa zone périphérique de la couche métallisée.
- La seconde opération du procédé consiste à incorporer la glace 1 dans une matrice qui présente une empreinte 4, donnant exactement la forme et les dimensions que doit avoir la seconde pièce du composant, c'est-à-dire la bague destinée à lui servir de support. Comme on le voit, cette matrice est constituée d'un flanc en matière plastique 5 qui est collé sur la surface 2, de façon à recouvrir légèrement la limite intérieure de la couche métallisée 3 et d'un garnissage 6, également en matière plastique qui peut lui-même étre formé de plusieurs pièces et qui couvre la surface supérieure du verre de même sa tranche et la zone extérieure de la surface 2. Comme on le voit à la figure 1, l'empreinte délimitée par la matrice 5-6, a la forme d'une gorge annulaire, dont le fond est formé par une partie du revêtement métallique 3, tandis que les deux flancs parallèles et opposés sont constitués par la tranche du flan 5 et la tranche de l'élément de matrice 6.
- La figure 2 illustre la troisième opération du procédé, opération au cours de laquelle toutes les surfaces de l'empreinte 4 sont revêtues d'nne couche métallique. Le dépôt de cette couche métallique peut également être effectué par évaporation sous-vide. Le métal qui sera déposé sera alors de préférence du cuivre, car ce qui est essentiel est de rendre la surface de l'empreinte conductrice afin de favoriser la croissance par dépôt électrolytique du corps qui remplira l'empreinte 4. Pour permettre l'opération d'électro-formage qui va succéder, il faut donc que le revêtement de cuivre 7 s'étende non seulement sur les faces internes de l'empreinte, mais également, comme en le voit en 7a, présente au moins une lamelle conductrice allant vers l'extérieur afin de pouvoir être raccordée à un des pôles de la source de courant. Bien entendu, dans le cas où la matrice (5-6) est constituée par des pièces métalliques, ce qui peut également être prévu, cette seconde opération de métallisation pourrait, le cas échéant, être supprimée. De même, on pourrait également en variante et suivant la forme qu'il convient de donner à l'empreinte 4, se passer de la première opération de métallisation. Dans ce cas, il conviendrait de veiller à ce que la couche métallisée destinée à conduire le courant présente également une adhérence suffisante à la pièce non métallique pour que la liaison entre le corps métallique formé par croissance et la pièce non métallique soit suffisante en vue de l'application envisagée.
- La figure 3 illustre l'opération suivante de formation de la pièce de support liée à demeure au revers de la glace 1. La matrice constituée des pièces 1, 5 et 6 est suspendue dans un bain galvanique, la languette 7a étant connectée à un des pôles de la source de courant de façon que le revêtement 7 forme une des électrodes. Le métal de l'électrolyte se dépose alors dans l'empreinte 4 et un revétement de métal 8 croit progressivement sur toutes les parties qui sont revêtues de la couche métallique 7. Comme on le voit à la figure 3, ce revète- ment remplit peu à peu l'empreinte 4. Il faut toutefois prendre garde que la vitesse de croissance du dépôt n'est pas la même dans tous les points de l'empreinte. Elle a tendance a être plus faible à l'emplacement d'angles intérieurs et, au contraire, d'être plus forte à l'emplacement d'angles extérieurs. Pour compenser ces difficultés, il y a lieu de prévoir que le profil de l'empreinte ait des dimensions aussi larges que possibles. Ainsi, au cas où cette empreinte est une gorge annulaire comme celle qui est représentée aux figures 1 à 3, il convient que la largeur de cette gorge soit au moins égale à sa hauteur. De toute manière, on sait que si la surface par où se fait la croissance présente certaines irrégularités, en revanche, le corps qui se forme dans la matrice présente sur les faces de l'empreinte un état de surface qui reproduit de façon extrêmement fidèle l'état de surface de l'empreinte, de sorte que ces surfaces ne nécessitent ensuite aucune opération de terminaison pour peu que les surfaces de l'empreinte soient elles-mêmes des surfaces terminées. La durée de l'opération de croissance dépend de nombreux facteurs. Elle peut atteindre plusieurs heures lorsqu'il s'agit de réaliser par exemple une bague métallique dont le profil mesure entre 1 x 1 et 2 x 2 millimètres.
- La figure 4 illustre l'opération suivante qui consiste à usiner le revers de la matrice et du corps métallique formé dans l'empreinte, afin de lui donner ses dimensions définitives. Comme on le voit à cette figure -4, les éléments 5 et 6 de la matrice de même que le dépôt métallique 8 ont été usinés sur un tour de façon a former la surface arrière plane 9, qui s'étend parallèlement à la surface arrière 2 et la glace 1. La bague 8, dont le profil est approximativement carré, est liée au revers de la glace 1 par adhérence à sa surface 2. de sorte qu'elle constitue un élément de support permettant ensuite le montage de la glace sur une boite de montre.
- C'est ce que montre la figure 5, où l'on voit la glace 1, pourvue de sa bague de support 8, fixée à la carrure-lunette 10 d'une boite de montre par engagement dans un décrochement 11 de la carrure-lunette avec interposition d'une bague d'étanchéité 12. Le revêtement métallique 3 joue, comme on le voit, pleinement son ròle décoratif. Il doit être suffisamment épais pour être opaque et masquer aussi bien la surface supérieure de la carrure-lunette 10 que la bague d'étanchéité 12 et la bague de montage 8 liée à demeure à la surface inférieure 2 de la glace 1. On voit que la bague 8 joue également le rôle de réhaut. Selon le métal qui a été utilisé pour constituer la bague 8, on peut également, après avoir éliminé la matrice, par exemple par dissolution, effectuer une nouvelle opération de métallisation sous-vide, destinée à revêtir les flanc et la face inférieure de la bague 8 d'une couche d'un métal noble assurant la protection contre la corrosion -et améliorant l'aspect esthétique de cette pièce. A la figure 5, les fentes et les vides, représentés à l'intérieur de la section de la bague, sont destinés à rappeler que de façon générale, on ne peut pas considérer que le profil de cette bague soit rempli de façon homogène. En revanche, il convient de remarquer que les faces latérales extêrieures et intérieures 8a et 8b présenteront un état de surface correspondant fidèlement à l'état de surface des flans de l'empreinte tandis que seule la surface arrière 8c risque de présenter des imperfections. Toutefois, cette surface est entièrement masquée à la vue lorsque la glace 1 est fixée sur la carrure-lunette 10, comme on le voit au dessin. On voit d'autre part que la présence de ces fissures ne gêne pas les différentes foactions de la bague B qui consistent à constituer un réhaut gràce au flanc Bb et a retenir en place le cadran 13 de la montre qui sera logée dans la boite décrite. On voit également à la figure 5 le fond 14 de la boite qui est fixé à l'intérieur de la carrure-lunette par un moyen classique et connu en soi, avec interposition d'une garniture d'étanchéité 15.
- On conçoit que le composant 1-8, dont la fabrication vient d'être décrite, peut également être obtenu dans toutes sortes de formes d'exécution et de variantes différentes. Ainsi, tout d'abord la bague 8 pourrait, le cas échéant, s'étendre jusqu'à la périphérie de la glace. En ce qui concerne la forme en plan de la bague 8 et de la glace 1, il est bien entendu que de nombreuses formes peuvent être réalisées. Ainsi, la glace 1 peut être une glace circulaire ou ovale, ou de toute autre forme et de même la bague 8 peut, soit suivre le contour extérieur de la glace, soit au contraire s'étendre selon un contour différent. Au lieu d'utiliser une bague 8, on peut également, pour assurer le montage d'un verre tel que 1 sur une boite de montre, prévoir au revers de la glace plusieurs plots, espacés les uns des autres, par exemple à l'instar des pieds d'un cadran et dimensionnés de façon à pouvoir être introduits dans des ouvertures ou des décrochements de la carrure.
- On peut également utiliser des pièces auxiliaires métalliques qui sont fixées au revers de la glace sur la couche métallisée 3 et qui, lors de l'assemblage de la matrice, tel qu'il est illustré à la figure 1, viennent s'étendre en saillie a l'intérieur de l'empreinte 4. Ces pièces auxilaires peuvent être fixées, par exemple par collage sur le revêtement métallique 3 ou, le cas échéant, être engagées dans des ouvertures ménagées au préalable à travers la glace 1. Lors de la croissance du corps 8, ce dernier noye progressivement la ou les pièces auxiliaires auxquelles on vient de faire allusion. Cette variante du procédé décrit en relation avec les fig. 1 à 5 a pour but d'améliorer l'adhérence du corps 8. Cependant, on retrouvera l'utilisation de pièces auxiliaires plus loin, en relation avec une autre forme de mise en oeuvre du procédé.
- Auparavant, il convient encore de mentionner que dans le cas où la pièce métallique, qui doit être liée à demeure à la pièce non métallique pour former un composant d'habillement est une bague comme la bague 8. Elle ne sera pas nécessairement liée à la face intérieure plane de la glace. Elle pourrait également être formée sur une surface périphérique biseautée du verre. Ainsi, le verre pourrait comporter à sa périphérie des facettes planes et la bague de support métallique pourrait être liée à ces différentes facettes.
- La fig. 6 illustre une forme d'exécution du procédé dans laquelle le composant d'habillement que l'on obtient est constitué d'une glace 16 en verre minéral, ou en saphir, ou en toute autre matière non métallique transparente et d'une lunette métallique 17. Comme on le voit, la glace 16 ne présente pas une tranche cylindrique mais, dans ce cas, sa tranche est taillée en biseau selon la surface 18 pour une raison qui sera expliquée plus loin. Il convient également de noter que c'est sur cette surface biseautée 18 qu'est déposée la couche métallique 19 destinée à assurer la liaison entre les deux parties 16 et 17 du composant.
- La matrice, destinée à permettre la formation du corps 17 par croissance, est composée ici également de deux éléments en matière plastique en forme de bagues. La bague 20 est collée sur la surface inférieure 21 de la glace 16 et sa périphérie extérieure s'étend jusqu'à l'arête qui sépare la surface tronconique 18 de la face plane inférieure 21. Cette bague 20 sera par exemple collée sur la surface 21 et il en æra de même de la pièce 22 qui forme l'autre partie de la matrice et qui recouvre la zone périphérique externe de la surface supérieure du verre 16 tout en délimitant, avec la tranche de la bague 20, l'empreinte annulaire 23 qui est limitée par les surfaces 24 de la pièce de matière plastique 22 par le biseau 18 du verre 16 et par la tranche 25 de la bague 20. Seule la surface 18 étant métallisée lors de la formation de la matrice, il convient de lui faire subir ensuite une nouvelle opération de métallisation afin de revêtir les surfaces 24 et 25 de couches métalliques conductrices, de préférence de cuivre, désignées par 26 et 27.
- La matrice, constituée par les pièces 20, 16 et 22, est suspendue, comme dans le premier exemple d'exécution, dans un bain galvanique, les couches métallisées 24, 18 et 25 étant reliées à l'un des pôles de la source de courant. Ainsi se forme le revêtement métallique 17 dont l'épaisseur, quoique irrégulière croît avec la durée du traitement.
- Une fois que l'opération de croissance dans le bain galvanique sera terminée, les parties superflues seront tout d'abord éliminées par une opération de tournage faite selon le plan désigné à la fig. 6 par le chiffre de référence 28, de sorte qu'il ne subsiste du corps 17, formé dans l'opération de bain galvanique, que la partie représentée en hachures croisées.
- Ensuite, les parties en matière plastique de la matrice, c'est-à-dire les pièces 20 et 22, sont éliminées par dissolution dans un solvant convenable et le résultat de cette opération est un composant monolithique constitué de la glace 16 et du corps 17 qui, comme on le voit, joue le rôle d'une lunette de support de la glace. Cette lunette est liée de façon étanche, permanente et rigide au verre. Les surfaces extérieures visibles de cette lunette présentent d'emblée un état de surface lisse et poli si les surfaces des constituants de la matrice présentaient déjà cet état. de sorte qu'elles sont utilisables sans autre traitement de terminaison. Cette lunette 17 peut être fixée par exemple à cran ou par engagement dans une carrure. On conçoit que la surface inférieure qui présente des irrégularités dues à l'opération de croissance galvanique est masquée dans la boîte complète puisque cette surface est tournée du coté du corps de boîte.
- Au lieu que le verre 16 soit limité à sa périphérie par une surface biseautée 18, il pourra également avoir une allure usuelle, c'est-à-dire avec une tranche cylindrique. Dans ce cas, la périphérie extérieure du revers 21 de la glace ainsi que la tranche seraient les surfaces qu'il conviendrait de métalliser afin de réaliser leur adhérence avec le corps 17 et ce dernier présenterait un décrochement à l'instar d'un cran de glace. Il adhérerait au verre sur sa tranche et sur la périphérie de sa face inférieure.
- Dans ce mode de mise en oeuvre également, le corps 17 peut, après élimination de la matrice, subir une opération de métallisation afin de recevoir une couche d'un métal noble destiné à améliorer l'apparence esthétique des surfaces qui restent visibles dans la boite terminée.
- Le procédé de formation d'un corps métallique par électro-formage, sur une surface d'une pièce non métallique, peut s'appliquer â la réalisation de moyens de montage fixés à demeure à une glace de montre dans d'autres conditions encore que celles qui ont été décrites jusqu'à maintenant. Ainsi, on pourrait envisager de former, sur la face arrière de la glace, des languettes qui s'étendent en saillie latéralement sur le pourtour de la glace et qui permettent de fixer celle-ci sur un corps de boite, par exemple à l'aide de vis engagés dans des trous formés dans ces languettes. Ces languettes pourraient être entièrement constituées par électro-formage ou on pourrait prévoir l' incorporation à la matrice de pièces métalliques plates qui sont ensuite noyées dans le corps résultant de l' électro-formage. Elles sont ainsi rendue solidaires de la glace.
- On peut imaginer encore d'autres formes de corps de support solidaires d'une glace de montre et conçus de façon que les surfaces qui restent irrégulières à la suite de l'opération d'électro-formage soient utilisées, lors du montage de la boite, dans des emplacements où elles restent invisibles et où leur irrégularité ne perturbe pas les fonctions à remplir.
- Les fig. 7 et 8 se rapportent à une autre forme de mise en oeuvre du procédé, dans laquelle le composant formé de deux parties dont une est non métallique et l'autre métallique, est un cadran de montre. On sait que, dans le but de constituer des cadrans ayant une apparence esthétique relevée, on cherche depuis longtemps à utiliser, dans la constitution de ces cadrans, des pièces en matériaux non métalliques, apparaissant comme pièces massives. Ainsi, on a déjà tenté de réaliser des cadrans en onyx, par exemple ou en lapis-lazuli. Ceci implique toutefois que l'on usine des plaques extrêmement minces de ces matières qui sont extrêmement fragiles et dont les tensions internes conduisent fré- quemment à des ruptures. Or, le procédé dont certaines formes d'exécution ont été décrites précédemment, permet de réaliser des composants jouant le rôle de cadran et dont la fragilité est beaucoup plus faible que celle des cadrans en pierres semi-précieuses ou en verre, extrêmement minces que l'on a utilisés jusqu'à maintenant.
- La fig. schématique 7 illustre plusieurs étapes de ce procédé. Une matrice, désignée par 29, est constituée par une première pièce en forme de disque 30 en matière plastique, qui présente dans sa face inférieure un logement à fond plat 31, d'un noyau central 32, pourvu d'une tête 32a et qui est engagé dans un trou central 33 de la pièce en matière plastique 30 et d'une plaque de verre au de pierre 34, qui est destinée à constituer un des. éléments du composant fabriqué. Cette plaque mince a été usinée au préalable, avec un trou central et deux faces principales parallèles qui sont polies de façon à présenter leur état de surface définitif. Comme on le voit, cette plaque 34 est collée dans une noyure ménagée dans le fond du logement 31, de sorte qu'elle est solidaire de la matrice 29.
- Dans une opération de métallisation par évaporation sous vide ou par projection d'ions, on forme, sur toutes les surfaces du logement 31, un revêtement 35 formé d'un métal bon conducteur de l'électricité. Il va sans dire toutefois que, suivant les cas, notamment si la plaque 34 est transparente, il conviendra de former au préalable, sur la surface inférieure de œtte plaque et sur sa tranche; un revêtement métallique qui confère au cadran une apparence esthétique aussi bonne que possible. D'autre part, le revêtement 35 devra être suffisamment adhérent et épais pour assurer la liaison entre la plaque 34 et le corps de support qui se forme au cours de l'opération suivante.
- L'opération d'électro-formage s'effectue ensuite en plaçant la matrice représentée à la fig. 7 dans un bain galvanique apte à provoquer le dépot sur le revêtement conducteur 35 d'un métal tel que du nickel ou, le cas échéante un métal noble tel que l'or, platine ou argent ou même la formation d'un alliage présentant les propriétés et les caractéristiques que l'on désire avoir. Le corps métallique 36 qui se forme au cours de l'opération galvanique présente une surface inférieure irrégulière mais adhère parfaitement aux surfaces métallisées 35. L'épaisseur de ce dépôt croit progressivement et l'opération est poursuivie jusqu'à ce que la masse voulue ait été obtenue.
- L'opération suivante consiste à usiner le corps 36 selon les surfaces désignées par les lignes en traits mixtes 37 et 38, puis à éliminer le reste de la matrice, par exemple par dissolution.
- On obtient ainsi une plaque de cadran composite dont la partie centrale est constituée par la plaque 34 qui peut être exrêmement mince et dont le support métallique qui s'étend sous cette plaque 34 et autour de sa périphérie est constitué par ce qui reste du corps 38 et assure le maintien mécanique de la plaque 34. On a constaté en effet que l'opération d'électro-formage permet de réaliser des corps composites dont les différentes parties sont liées l'une à l'autre sans tension interne, de sorte que la fragilité du verre ou de la pierre utilisée pour la pièce 34 est entièrement atténuée par la présence du corps 38 qui forme son support et son garnissage. Ainsi, alors que jusqu'à présent, les cadrans en pierres semi-précieuses comportaient des plaques ayant une épaisseur nettement supérieure aux cadrans métalliques classiques, l'application décrite du procédé selon la présente invention permet de réaliser des cadrans composites dans lesquels la plaque de verre ou de pierre semi-précieuse 34 aura une épaisseur de l'ordre de 20/100 mm tandis que le corps 38 aura une épaisseur de l'ordre de 15/100 mm ou même moins. L'épaisseur totale de la plaqué de cadran est donc inférieure aux 4/10 mm des cadrans classiques.
- La fig. 8 montre la terminaison définitive du cadran. On voit à cette figure la plaque 34 qui est entièrement dégagée de la matrice 29 et le corps de garnissage 38 qui adhère à la plaque. 34 par toute la surface inférieure de cette plaque. Bien entendu, le cas échéant, la partie métallique 38 de la plaque de cadran pourrait subir, après l'élimination de la matrice une opération de métallisation destinée à la pourvoir d'un revêtement d'un métal noble et à améliorer ainsi son apparence.
- Pour obtenir le cadran terminé, il convient encore de le pourvoir .des pieds usuels permettant sa fixation sur le mouvement de montre. Un pied 39 est représenté à la fig. 8. Comme on le voit, il est soudé sur la surface inférieure du corps 38. Ainsi, un des avantages essentiels de l'application du procédé décrit à la constitution de cadrans composites est que les organes de fixation du cadran peuvent être réalisés sous forme de pieds fixés par soudage, c'est-à-dire en fait par brasage selon une opération tout à fait usuelle dans ce domaine de la technique. Pour que cette opération soit possible, il suffit que l'épaisseur du corps 38 soit suffisante à l'emplacement du pied 39 pour que l'opération de brasage puisse s'effectuer sans que le revêtement métallique 35 change de caractéristique. En particulier, lorsque la plaque 34 est une plaque transparente, sans que ce revêtement ne change de couleur. Comme on l'a dit précédemment, des essais ont montré qu'avec une épaisseur de 15/100 mm, ce résultat était déjà obtenu. Toutefois, on peut encore considérer qu'il est possible d'obtenir ce résultat avec une épaisseur du corps 38 encore inférieure à 15/100 mm.
- La fig. 9 illustre une application du procédé à la fabrication d'un cadran de montre dans lequel les signes horaires du tour d'heures peuvent avoir une apparence particulièrement remarquable..
- Dans la forme d'exécution décrite en relation avec la fig. 7, les signes horaires sont constitués par exemple par des index métallisés en or et formés au revers de la plaque 34, celle-ci étant d'une matière transparente. Des index en or sont recouverts ensuite d'une seconde couche métallisée formant le revêtement 35 d'adhérence du corps 38 et cette seconde couche est par exemple en argent ou en un .autre métal blanc ou gris, de façon à faire ressortir les index métallisés en or, En revanche, dans le mode de mise en oeuvre illustra à la fig. 9, on applique une autre technique pour faire apparaître les signes horaires. On reconnaît en effet à cette figure une plaque de cadran en matière non métallique transparente, désignée par 40, une matrice en matière plastique 41 dans le logement de laquelle la plaque 40 est collée par sa surface supérieure 42. La surface inférieure 43 de la plaque de cadran 40 ainsi que les parties périphériques 44 et 45 du logement ménagé dans la matrice 41 sont revêtus, par évaporation sous vide ou projection ionique, ou tout autre procédé permettant le dépôt de particules en phase gazeuse, d'une couche de revêtement métallique qui est toutefois interrompue aux emplacements 46 où doivent se trouver des index du tour d'heure. Ces index sont formés eux-mêmes par dépôt d'un colorant, désigné par 47, et recouvrement de ce colorant par des pièces de garniture métalliques 48 ayant par exemple la même structure que des clous de Paris. Ces éléments sont mis en place sur la surface 43 du verre 40 afin d'entourer et de limiter les formes que dessinent les zones colorées 47.
- L'assemblage ainsi préparé est soumis à l'opération d'électro-formage, comme dans les exemples précédents, et un corps métallique 49 se dépose dans le logement de la matrice. Comme les éléments 48 sont eux-mêmes métalliques, il est clair qu'ils reçoivent eux-mêmes, sur leur surface extérieure, le dépôt de métal formé par électro-formage. Ils sont donc entièrement noyés dans le corps 49 au fur et à mesure de sa croissance. Comme on le voit au dessin, la tranche de la plaque 40 est ici biseauté afin de diminuer les irrégularités du dépôt du corps 49. Lorsque ce corps a crû jusqu'à l'épaisseur désirée, l'opération d'êlectro-formage est interrompue, puis le corps 49 est usiné de la même manière que dans la forme d'exécution précédente, de sorte que les surfaces 50 et 51 sont tournées et limitent les dimensions de la plaque de cadran. Le reste de la matrice 41 peut ensuite être éliminé, par exemple, par dissolution ou tout autre moyen convenable et il ne reste qu'à souder les pieds du cadran comme on l'a vu en relation avec la fige 8. Ce mode de mise en oeuvre montre comment l'on peut noyer une pièce métallique, telle que les pièces 48 qui sont soit des pièces décoratives soit, le cas échéant, des pièces exerçant une fonction de fixation ou de rigidité du composant décrit, ces pièces étant rendues solidaires du composant par la masse métallique qui croît au cours de l'opération d'électro-formage. Comme on l'a dit précédemment, le cas échéant, ces pièces auxiliaires pourraient aussi être fixées à la pièce non métallique par engagement dans des ouvertures ou des noyures de cette pièce.
- Alors que l'on a parlé d'électro-formage pour la constitution du corps métallique qui revêt la pièce non métallique, il est clair que l'opération de formation de ce corps pourrait également être effectuée par d'autres méthodes que l'électro-formage, notamment une méthode de croissance résultant d'un dépôt par suite de réaction chimique dans le bain sars utilisation de courant électrique. Il existe différentes méthodes permettant la formation d'un corps métallique rigide par croissance progressive à partir d'un bain sur une surface métallique et de mème que la formation d'une couche mince métallique par dépôt de particules en phase gazeuse à faible pression peut se réaliser selon différentes méthodes, de même les différentes méthodes de formation d'un corps par croissance à partir d'un bain peuvent également être appliquées dans le procédé décrit.
- L'avantage essentiel du procédé décrit est que, à partir d'un revêtement métallique mince formé en phase gazeuse sur la surface préalablement élaborée d'une pièce non métallique, on-peut faire croître une masse métallique dont l'épaisseur atteint des valeurs macroscopiques sans qu'il y ait de tension interne.
- Ce corps formé par croissance présente une rigidité et une adhérence à la pièce non métallique suffisantes pour qu'il puisse servir d'élément de support, le cas échéant, après avoir été usiné à la forme voulue. L'épaisseur de ce corps formé par croissance peut atteindre des valeurs telles qu'il constitue un élément de montage agissant par sa ridigité et sa forme. L'épaisseur peut également devenir telle que l'on peut sur ce corps procéder à une opération de soudage, de sorte que l'on obtient ainsi un composant complet présentant une continuité matérielle complète entre la partie non métallique et la partie métallique et dans lequel l'adhérence entre les différentes parties est parfaitement réalisée. Le cas échéant, les éléments auxiliaires qui sont noyés dans le corps formé par croissance serviront également à renforcer l'homogénéité du composant. Outre les applications possibles à la glace et au cadran décrites ci- dessus, le procédé de l'invention peut également s'appliquer à la formation d'autres composants d'habillement, par exemple à des plaquettes composites susceptibles d'étre fixées sur les éléments du bracelet. On peut également prévoir la formation de décor sur d'autres parties de la boite comme la carrure ou le fond. Comme matériaux pour la pièce en matière non métallique, on peut prévoir non seulement le verre minéral, le saphir ou différentes pierres, comme mentionné dans la description des différentes formes d'exécution, mais également, par exemple, des plaques en matières céramiques ou des éléments en oxydes de métaux ou en d'autres composés chimiques non métalliques.
- En se référant à la fig. 10, une matrice prévue pour permettre la fabrication d'une carrure par croissance dans un bain galvanique se compose de trois pièces principales distinctes. La pièce centrale 61 est un disque en matière plastique qui peut être circulaire ou de forme, selon le contour interne de la carrure. Ce disque est muni d'une collerette saillante 62 au profil rectangulaire, qui est destinée à donner sa forme au cran de glace de la carrure, comme on le verra plus loin. Les surfaces cylindriques 63 et 64 de la pièce 61 seront métallisées afin de permettre ultérieurement la croissance de la carrure. En outre, la face frontale 65 du disque 61 sera également métallisée et on prendra soin que le revêtement métallique qui recouvre la surface 65 soit en contact électrique avec le revêtement cylindrique 64 qui couvre la partie inférieure de la tranche du disque 61. En revanche, entre les revêtements 63 et 64, il n'y aura au départ aucune connexion électrique. Comme on le voit à la fig. 10, le disque 61 est pincé entre deux disques en matière plastique non métallisés 66 et 67 dont les diamètres sont supérieurs au diamètre extérieur que doit comporter la carrure à fabriquer. Ces deux disques sont destinés à être fixés chacun sur une des faces frontales du disque 61. On réalisera cette fixation de préférence par collage afin qu'il y ait un joint aussi parfait que possible entre les pièces, en particulier à la périphérie de celles-ci. Le disque 67 qui revêt la face métallisée 65 du disque 61 sera percé en son centre d'un trou permettant de relier, par exemple par soudage, un fil de connexion69 au revêtement métallique 65. Ainsi préparée, la matrice pourra être plongée dans un bain galvanique, la connexion 69 étant reliée à un des pôles 70 d'une source de courant tandis que l'électrolyte du bain sera connecté par des électrodes à l'autre pôle de la source de courant. On a constaté que, dans ces conditions, une couche du métal en dissolution dans le bain, se dépose progressivement sur la surface métallique 64et croit entre les faces planes 71 et 72 qui forment, d'une part, l'épaulement de la collerette 62et, d'autre part, la face interne du disque 67 bien que ces deux surfaces ne soient pas métallisées et par conséquent présentent une structure isolante. Le métal du bain se dépose régulièrement et de façon homogène pour autant que les surfaces de guidage 71 et 72 soient parallèles et perpendiculaires à la face de croissance 64 La croissance a également lieu si les faces de guidage sont légèrement inclinées par rapport à la face de croissance et on a même constaté que la présence d'éléments de matrice susceptibles de former des ombres, par exemple des entretoises qui relieraient les disques 66 et 67 comme indiqué en traits mixtes à la fig.10, avec la référence 3, ne gênent pratiquement pas le dépôt du métal sur la surface 64. D'autre part, on a constaté que, lorsque la couche de croissance atteint une épaisseur qui correspond à la largeur de l'épaulement 71, un contact électrique s'établit avec le revêtement métallique 63de sorte que l'on a maintenant une face de croissance qui s'étend entre les faces internes des disques 66et 67. Autrement dit, la surface interne 74 du disque.66 devient à ce moment une face de guidage et la croissance du corps métallique se poursuit sur toute la largeur délimitée par les surfaces annulaires 72 et 74. On peut ainsi faire croître une pièce métallique homogène telle que la pièce annulaire désignée par 75 à la fig.10. Lorsque cette croissance a atteint une hauteur radiale suffisante, on interrompt cette opération et procède à l'élimination de la matrice, par exemple par dissolution dans un bain contenant un solvant de la matière plastique constituant la matrice. La matrice étant ainsi entièrement éliminée, il ne reste que la pièce 75 dont les faces internes présentent un aspect de surface qui est déterminée fidèlement par la forme des revêtements métalliques initiaux63 et 64 formés sur le disque 61.
- La pièce annulaire 75 peut encore subir des opérations de termination, comme par exemple tournage à un profil déterminé, selon les lignes en traits mixtes 76 qui montrent, non seulement la forme de la surface extérieure de la carrure ainsi obtenue, mais également le décrochement à former pour l'introduction de moyens de liaison à un bracelet. Le décrochement formé par la collerette 62du disque initial 61, qui peut servir de cran de glace, permet d'engager dans la carrure un verre en matière organique ou inorganique, éventuellement tenu en place par une bague d'étanchéité.
- Bien entendu, on pourrait également dans une autre forme de mise en oeuvre du procédé, prévoir que la face de croissance, c.à.d. la surface de la matrice qui est métallisée, qui est connecté à un pôle de la source de courant et qui est en contact avec le bain, soit la face interne du disque 66 au lieu d'étre la face latérale du disque 61. Dans ce cas, les faces latérales 63 et 64étant maintenues non métallisées, ce serait la surface de l'épaulement 11 qui serait également métallisée, la croissance partant alors du disque 66 entre la paroi du disque61 et d'une autre pièce auxiliaire extérieure, non représentée sur le dessin, qui donne la forme extérieure de la pièce obtenue.
- . Comme on le voit, la possibilité de guider la croissance entre des faces non métalliques de la matrice ouverte dans le bain offre des possibilités d'exploitation du procédé d'électroformage beaucoup plus largesque tout ce que l'on connaissait jusqu'à maintenant, en particulier dans le domaine de la fabrication des pièces pour boites de montre. Elle permet de réaliser à la surface des boites de montre des décors qui ne pouvaient pas être obtenus par les méthodes de fabrication actuellement connues, que ce soient des décors en relief ou des décors de couleurs obtenus grâce à la structure des revêtements métalliques prévus sur les faces de croissance de la matrice.
- Le procédé décrit permet également de réaliser des composants de l'habillement d'un garde-temps dans lesquels une ou plusieurs pièces non métalliques ou métalliques sont liées à demeure à une ou plusieurs pièces métalliques, ces dernières étant formées par croissance.
- Les fig. 11: et 12 montrent deux variantes d'application de tels procédés.
- Dans l'exemple de la fig. 11, un verre saphir 77 est usiné ai préalable selon les méthodes de fabrication usuelles de ces pièces, puis il est muni à son revers d'un revêtement métallique 78 qui recouvre la périphérie de sa face inférieure, c'est-à-dire de celle qui servira à son montage dans la boite. Les méthodes à appliquer pour obtenir, par exemple par sérigraphie, un revêtement qui ne couvre qu'une zone annulaire à la périphérie de la surface du verre n'ont pas besoin d'être décrites ici.
- Le verre 77 ainsi préparé est incorporé à une matrice composite. Pour assurer la précision de la partie qui sera formée par croissance, il est essentiel que les éléments de la matrice se trouvent dans des positions très précises par rapport au verre77 . Ces éléments comprennent tout d'abord un disque central 79 en matière plastique, qui sera fixé, par exemple par collage, au centre de la face supérieure 80 du verre et dont la surface latérale extérieure 81 s'étendra de façon à recouvrir partiellement le revêtement 78 . Un second constituant 82. de la matrice est un disque en matière plastique qui présente une ouverture centrale dont la face latérale interne 83 se trouve en regard de la tranche 81 de la pièce 79. Comme on l'a dit plus haut, pour obtenir la précision dans le positionnement des différentes parties 79 et 82, il convient de réaliser tout d'abord une partie de matrice massive comme celle qui est représentée en traits mixtes à la fig.11 et de découper dans cette partie massive la partie centrale, dans laquelle on usinera ensuite un-décrochement laissant subsister une collerette périphérique 84 . Les deux pièces 79 et 82 seront ensuite réassemblées, comme le montre la fig.11, puis liées au verre par collage, le verre 77 étant ainsi pris dans un logement central de faible profondeur de la matrice, après quoi la partie supérieure de la matrice sera éliminée par tournage afin de ne laisser subsister que la partie hachurée représentée à la fig.11. De cette façon, l'empreinte 85, délimitée par la matrice, se trouvera ouverte vers le haut et, par conséquent, cet espace de forme annulaire à profil rectangulaire sera rempli par l'électrolyte du bain de galvanisation.
- Pour éviter le dépôt de matières métalliques à d'autres endroits que ceux qui sont désirés et permettre de connecter la surface métallisée 78 qui constituera la face de croissance à une source de courant, la matrice est complétée par une pièce de base 86 en matière plastique, présentant un bossage central qui est coiffé par une calotte emboutie 87 métallique. D'autre part, la périphérie interne de la pièce de matrice 82, c'est-à-dire la surface annulaire qui se trouve en regard de la calotte 87 et qui est désignée par 88, sera également métallisée, ainsi que le flanc du logement qui est limité par le rebord latéral 89 de la pièce 32. Ainsi, lors de l'assemblage de la matrice par soudage périphérique des pièces 82 et 86, le revêtement 88 qui est connecté à la. surface métallisée 78, se trouve également connecté à la calotte métallique 87, de sorte qu'un ressort de pression 90, logé dans un trou central de la pièce 86, peut être mis en contact avec un des pôles de la source de courant et établit une connexion électrique hors de contact avec le métal du bain, entre le revêtement 78 et la source de courant. En plongeant l'assemblage ainsi réalisé dans le bain électrolytique prévu, on obtient la croissance d'une masse métallique homogène à l'intérieur de l'empreinte 85. Les flancs de ce garnissage sont parfaitement guidés par les surfaces 81 et 83 et présentent ensuite des surfaces latérales tout à fait régulières. L'adhérence de la pièce annulaire métallique formée au revers du verre, avec ce dernier, est déterminée par l'adhérence du revêtement métallique 78 et les techniques de formation de revêtement, par exemple par dépôt ionique ou par métallisation sous vide, ou projection de particules, permettent de réaliser des dépôts parfaitement adhérents.
- Après l'opération d'électroformage, les parties de la matrice qui sont en matière plastique seront dissoutes dans un solvant convenable laissant intact le verre 77. Bien entendu, les pièces métalliques 90 et 87 seront éliminées et pour finir la pièce métallique massive, formée dans l'empreinte 85, et constituant au revers du verre un réhaut de fixation, pourra être terminée soit par tournage soit par fraisage ou autres opérations. Il est évident que la partie métallique liée au saphir, en l'occurence un réhaut qui permet la fixation dans la boite peut également être la carrure de la böîte elle-même.
- Finalement, la fig.12 illustre encore une forme de mise en oeuvre du procédé dans laquelle un verre saphir 91, constitué d'une plaque plane transparente est incorporé à un constituant de boite de montre qui comporte une carrure métallique massive directement liée à ce verre. Pour cela, au cours d'une première opération, un revêtement 92 est formé par métallisation sur la périphérie externe de la face plane 93 du verre 91 destinée à être tournée vers l'intérieur de la boite de montre. Au cours de cette opération, la partie centrale de la surface interne 93 du verre, de même que la tranche 94 de cette pièce sont laissées libres de revêtement.
- Ensuite, le verre 91 ainsi préparé est incorporé à une matrice qui comporte, tout d'abord, une partie centrale 95 constituée d'un disque en matière plastique, fixé par collage au centre de la surface 93 et dont les dimensions sont telles qu'il recouvre partiellement le revêtement 92. Ce disque 95 est limité par une face latérale 96 qui s'étend perpendiculairement à la surface 93 et, par conséquent, au revêtement 92. On prendra garde que la pièce 95 soit fixée sur la surface 93 de façon à ne laisser subsister aucun jeu ni aucune fissure entre la surface 96 et le revêtement 92.
- D'autre part, le verre 91 est collé sur une pièce de support 97, également en matiêre plastique, dont la surface supérieure est plane et conformée de façon à recevoir la surface plane externe 98 du verre 91, c'est-à-dire une surface qui est également plane et parallèle à la surface 93. Sur cette surface supérieure de la pièce 97 est déposé un revêtement métallique 99 de forme annulaire, dimensionnée à s'étendre à l'extérieur de la surface limite 94 du verre 91. D'autre part, sur la pièce de base 97 est fixée une pièce périphérique 100, également en matière plastique, de forme annulaire, présentant une surface interne 101 dont les génératrices sont perpendiculaires à la surface plane 99. Cette pièce extérieure 100 sera collée sur le support 97 de façon que la surface 101 délimite avec la surface de la pièce 95 et les faces 92 et 94 du verre 91 une empreinte de profil rectangulaire présentant un décrochement, comme on le voit à la fig. 12, cette empreinte représentant la forme de la carrure que l'on désire obtenir. On notera encore que le revêtement métallique 99 s'étend latéralement, au moins sous forme d'une languette, à l'extérieur de la surface limite 101 de façon à pouvoir être connecté par une ligne 102 à un pôle 103 de la source de courant, cette ligne passant à travers un trou 104de la pièce 97.
- Lorsque la matrice ainsi décrite est plongée dans le bain électrolytique, le métal dissout dans le bain commence par se déposer sur le revêtement 99 et croît sous forme d'une masse homogène qui est guidée par les faces de guidage 94 et 101 jusqu'à ce que le remplissage atteigne le niveau de la surface 92 . Dès ce moment, la surface métallisée 92 est également connectée à la source de courant par l'intermédiaire du remplissage formé dans le fond de l'empreinte et la croissance continue,les faces 96 et 101 constituant alors les faces de guidage isolantes qui déterminent la forme de la masse homogène destinée à constituer la carrure voulue. On peut ainsi faire croître une masse dont les rapports entre la largeur et la hauteur ne sont soumis à aucune limitation et dont les dimensions peuvent aussi être quelconques.
- Avant de procéder à la dissolution des parties en matière plastique de la matrice, on élimine par tournage la partie supérieure de la matrice afin que la carrrure obtenue présente une face inférieure plane et régulière 105
- Il ne reste plus ensuite qu'à dissoudre les parties en matière plastique de la matrice dans un bain convenable laissant intacts aussi bien le remplissage métallique qui forme la carrure que le verre saphir ou minéral 91.
- En choisissant convenablement non seulement la teneur des bains mais l'ensemble des conditions opératoires, on a constaté qu'on pouvait ainsi réaliser le phénomène de croissance métallique entre des parois de guidage en matière isolante qans qu'il subsiste aucun défaut dans la structure de la matière métallique qui se forme jusqu'au contact des surfaces de guidage.
- Dans une exécution de ce genre, il serait même possible de former sur la surface supérieure de la carrure, c'est-à-dire sur la surface qui s'étend dans le prolongement de la face 98, des décors variés. D'une part, ces décors pourraient être formés par une structure particulière de la couche de métallisation 99 comportant par exemple des zones faites de métaux ayant des structures notamment des couleurs différentes. Ces décors pourraient être obtenus en utilisant la technique des masques. D'autre part, le décor de la surface supérieure de la carrure pourrait être obtenu sous forme de relief, le moule utilisé pour former la pièce 97 comportant le décor requis. On sait en effet que, pourvu que le relief d'un tel décor ne soit pas trop prononcé, il ne perturbe pas le dépôt de métal lors de l'opération de croissance, de sorte que la surface sjpérieure de la carrure présente, de façon tout à fait fidèle, l'allure du décor que comportait la matrice.
- Il convient encore de noter que la méthode décrite en relation avec la fig.12 s'applique non seulement à la réalistion de composants de boîtes de montres formés d'un verre lié à demeure à la carrure ou à une lunette, mais également à la fabricadtion delunettes ou de carrures composites de forme annulaire, comprenant par exemple un élément externe en une matière métallique ou non métallique difficilement usinable et à l'intérieur de cet élément externe un revêtement interne massif en un métal facilement usinable. Celui-ci présentera soit par l'électro- formage soit par des opérations d'usinage ultérieures, des surfaces ajustées pour recevoir le mouvement ou pour assurer la fixation du fond. La méthode décrite permet aussi de remplir, d'un métal facilement usinable, des logements de dimensions grossières ménagés à l'intérieur d'un cors en matière métallique ou non métallique difficilement usinable.
- Comme on l'a dit plus haut, la liaison entre les différentes pièces de la matrice peut se faire autrement que par collage, par exemple par soudage aux ultrasons de l'assemblage de pièces auxiliaires avec la pièce de base. Il suffit donc d'une opération de liaison qui s'effectue à la périphérie de la matrice.
- De même on a reconnu que l'empreinte pouvait être recouverte par certaines parties non métalliques sans que cela ne gêne la croissance. Ainsi, les pièces auxiliaires de l'empreinte, par exemple les pièces 84 et 82, peuvent être injectées en une seule pièce comportant des bras radiaux les reliant au-dessus de la fente qui les sépare. Ceci simplifie considérablement la fabrication des matrices, et joue un rôle important dans la rentabilité du procédé, puisque toutes les matrices doivent être détruites par dissolution afin de libérer la pièce obtenue par le procédé.
- On notera enfin que la constitution des bains et la conduite de l'opération de croissance doivent être prévues selon les règles connues dans cette technique. En particulier, le paramètres doivent être adaptés en fonction d'une croissance en couche épaisse. Il convient en effet de choisir les métaux et les conditions opératoires de façon à obtenir des masses aussi exemptes que possible de tensions internes. Le nickel, l'or, le cuivre, satisfont particulièrement bien à ces conditions.
Claims (33)
1. Procédé de fabrication d'un composant de l'habillement d'un garde-temps comprenant une première pièce en un matériau non métallique difficilement usinable liée à demeure à au moins une seconde pièce métallique, caractérisé en ce que ladite seconde pièce est formée par croissance dans un bain galvanique ou chimique, directement sur une portion de la surface de la première pièce, au moins une couche d'un revêtement mince métallique, ayant été formé au préalable sur ladite portion de surface par dépôt de particules en phase gazeuse.
2. Procédé selon la revendication 1, caractérisé en ce que la formation de la ou desdites couches métalliques estréalisée par évaporation sous vide ou par projection d'ions.
3. Procédé selon la revendication 1, caractérisé en ce que la première pièce est incorporée à une matrice qui présente une empreinte donnant la forme extérieure de la seconde pièce, cette empreinte étant conformée de telle manière qu'au moins une de ses faces internes soit constituée au moins en partie par ladite portion de surface métallisée de la première pièce.
4. Procédé selon la revendication 3, caractérisé en ce que ladite matrice est formée par assemblage sur la première pièce d'éléments rigides en matière plastique.
5. Procédé de fabrication selon la revendication 3, caractérisé en ce que la matrice est formée par surmoulage de matière plastique directement sur la première pièce dans un moule.
6. Procédé de fabrication selon la revendication 1, caractérisé en ce qu'au moins une pièce auxiliaire terminée est placée de façon à être liée à ladite seconde pièce lors de sa formation par croissance.
7. Procédé de fabrication selon la revendication 3, caractérisé en ce que dans le cas où les surfaces de l'empreinte sont une matière qui ne conduit pas ou qui conduit mal l'électricité, une couche mince d'un métal bon conducteur de l'électricité est formée sur l'ensemble des surfaces de l'empreinte après assemblage de la matrice.
8. Procédé de fabrication selon la revendication 1, caractérisé en ce que l'opération de formation d'un revêtement mince métallique sur la ou les portions de surface de la première pièce sur lesquelles la ou les secondes pièces seront formées, est réalisée de façon à donner à ce revêtement une épaisseur suffisante pour assurer l'adhérence de la seconde pièce à la première.
9. Procédé de fabrication selon la revendication 3, caractérisé à ce qu'après avoir formé la ou les secondes pièces par croissance de métal, celles-ci subissent une opération d'usinage destinée à leur donner leur forme définitive, puis la matrice est éliminée.
10. Procédé de fabrication selon la revendication 9, caractérisé en ce que après élimination de la matrice, la ou les secondes pièces sont revêtues d'une couche mince, d'un métal différent de celui dont elles sont constituées.
Il.Composant de l'habillement d'un garde-temps obtenu par le procédé selon l'une quelconque des revendications 1 à 10.
12. Composant selon la revendication 11, caractérisé en ce que sa première pièce est une partie d'habillement qui est visible de l'extérieur, tandis que la ou les secondes pièces comportent au moins une surface non visible de l'extérieur.
13. Composant selon la revendication 11 ou la revendication 12, caractérisé en ce que la première pièce est une glace de montre en verre minéral ou en saphir et en ce que la ou les secondes pièces constituent un support de montage de la glace.
14. Composant selon la revendication 11, caractérisé en ce que la première pièce est une plaque de cadran en verre minéral ou en une pierre semi-préciense et en ce que la ou les secondes pièces constituent une garniture métallique couvrant ladite plaque à son revers.
15. Composant selon la revendication 11, caractérisé en ce qu'il comporte au moins un élément auxil- liaire lié au composant par adhérence à une seconde pièce.
16. Composant selon la revendication 15, caractérisé en ce que le ou lesdits éléments auxiliaires sont entièrement noyés dans la seconde pièce.
17. Composant selon la revendication 11, caractérisé en ce qu'il comporte au moins un élément auxiliaire qui est fixé par soudage à ladite seconde pièce.
18. Procédé de fabrication d'un composant de l'habillement d'un garde-temps, par électroformage, caractérisé en ce qu'afin d'obtenir une pièce métallique massive par croissance dans un bain galvanique ou chimique, on réalise une matrice dans laquelle l'empreinte, ouverte vers le bain, comporte une face de croissance métallique et des faces de guidage isolantes, on place la matrice dans le bain, on connecte la face de croissance à un pôle de la source de courant et on fait croître la pièce métallique massive jusqu'à l'épaisseur requise.
19. Procédé selon la revendication 18, caractérisé en ce qu'on effectue au moins une opération de terminaison sur la pièce massive après élimination de la matrice.
20. Procédé selon la revendication 18, caractérisé en ce que pour former la matrice, on assemble une pièce de base en matière isolante soluble, qui présente une surface métallisée et une ou plusieurs pièces auxiliaires également en matière isolante soluble, les dites pièces de base et auxiliaires étant liées de manière que leur surface en contact ne présente aucun jeu entre elles.
21. Procédé selon la revendication 20, caractérisé en ce que l'assemblage des dites pièces constituant la matrice est réalisé par collage.
22. Procédé selon la revendication 18, caractérisé en ce qu'on utilise pour former la matrice une ou plusieurs pièces constitutives en matière isolante soluble et en ce que, après l'opération d'électro-formage, on élimine les dites pièces constitutives par traitement dans un solvant.
23. Procédé selon la revendication 18, caractérisé en ce que pour former la matrice, on utilise une ou plusieurs pièces-constitutives destinées à devenir des parties du dit composant, ces pièces présentant au moins une surface métallique qui se lie à la pièce métallique massive au moment de la croissance.
24. Procédé selon l'une des revendications 22 ou 23, caractérisé en ce qu'on forme la matrice en fixant à la pièce de base au moins une pièce constitutive auxiliaire de manière qu'une surface métallique de cette pièce auxiliaire s'étende dans l'empreinte parallèlement à la face de croissance. '
25. Composant de l'habillement d'un garde-temps réalisé selon le procédé de l'une quelconque des revendications 18 à 24.
26. Composant selon la revendication 25, constitué d'une pièce métallique massive.
27. Composant selon la revendication 25, caractérisé en ce qu'il est formé d'un assemblage de pièces comportant un corps métallique massif obtenu par croissance et une pièce supplémentaire métallique ou non métallique liée au corps par croissance de ce dernier sur une surface métallique de la pièce auxiliaire.
28. Composant selon la revendication 25, caractérisé en ce que la pièce métallique massive obtenue par croissance est une lunette, une carrure, un fond ou un cadran.
29. Procédé selon la revendication 20, caractérisé en ce que la matrice comporte deux pièces auxiliaires dont une est une pièce centrale et l'autre une pièce annulaire qui entoure la pièce centrale et en ce qu'on relie les pièces auxiliaires par des bras solidaires à ces deux pièces qui s'étendent au-dessus de l'ouverture de l'empreinte dans le bain.
30. Procédé selon la revendication 29, caractérisé en ce que l'assemblage des pièces auxiliaires est lié à la pièce de base par sondage aux ultra-sons à la périphérie de la pièce annulaire et de la pièce de base.
31. Procédé selon la revendication 20, caractérisé en ce que pour donner à la face de croissance ses dimensions exactes, on métallise l'ensemble de la surface de support de la pièce de base puis on dépose sur cette surface métallisé un masque isolant qui reste en place durant la croissance, ce masque étant mis en place par exemple par décalque.
32. Procédé selon la revendication 18, caractérisé en ce qu'on choisit pour le métal déposé par croissance un métal susceptible de croître en couche épaisse, tel que Ni, Au ou Cu.
33. Composant de l'habillement d'une montre et plus particulièrement d'une montre-bracelet, comprenant un corps métallique massif en forme de disque ou d'anneau qui assure la liaison du composant à un autre élément de la montre, caractérisé en ce que le dit corps métallique présente une structure de croissance galvanique ou chimique.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH594982A CH649670GA3 (en) | 1982-10-11 | 1982-10-11 | Process for the manufacture of a component of the cladding of a timepiece and component obtained by this process |
| CH5949/82 | 1982-10-11 | ||
| CH2284/83 | 1983-04-28 | ||
| CH228483A CH649891GA3 (en) | 1983-04-28 | 1983-04-28 | Method of manufacturing a component for housing a timekeeper and component obtained according to this method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0106806A1 true EP0106806A1 (fr) | 1984-04-25 |
Family
ID=25690012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19830810467 Withdrawn EP0106806A1 (fr) | 1982-10-11 | 1983-10-10 | Procédé de fabrication d'un composant de l'habillement d'un garde-temps et composant obtenu selon ce procédé |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0106806A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0716360A1 (fr) | 1995-08-30 | 1996-06-12 | Fabrique D'ebauches De Sonceboz S.A | Boîte de montre comportant un boîtier évidé et des moyens d'emboîtage ainsi que montre muni d'une telle boîte de montre |
| EP2380864A1 (fr) * | 2010-04-23 | 2011-10-26 | Omega SA | Elément céramique incrusté d'au moins un décor métallique |
| CN106462111A (zh) * | 2014-06-03 | 2017-02-22 | 斯沃奇集团研究和开发有限公司 | 由焊接材料制成的用于钟表的由外部零件组成的构件 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH332904A (fr) * | 1955-09-27 | 1958-09-30 | Flueckiger & Cie | Procédé de fabrication de cadrans à signes en creux ou en relief |
| US3228861A (en) * | 1960-11-30 | 1966-01-11 | Vogt | Electroplating method for producing watch dial indicia |
| DE1621034A1 (de) * | 1967-02-08 | 1971-04-08 | Balco Filtertechnik Gmbh | Verfahren zur Herstellung einer Matrize fuer die galvanoplastische Herstellung von Metallfolien |
-
1983
- 1983-10-10 EP EP19830810467 patent/EP0106806A1/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH332904A (fr) * | 1955-09-27 | 1958-09-30 | Flueckiger & Cie | Procédé de fabrication de cadrans à signes en creux ou en relief |
| US3228861A (en) * | 1960-11-30 | 1966-01-11 | Vogt | Electroplating method for producing watch dial indicia |
| DE1621034A1 (de) * | 1967-02-08 | 1971-04-08 | Balco Filtertechnik Gmbh | Verfahren zur Herstellung einer Matrize fuer die galvanoplastische Herstellung von Metallfolien |
Non-Patent Citations (1)
| Title |
|---|
| DIE UHR, vol. 19, no. 17, 5 septembre 1965, pages 131-136 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0716360A1 (fr) | 1995-08-30 | 1996-06-12 | Fabrique D'ebauches De Sonceboz S.A | Boîte de montre comportant un boîtier évidé et des moyens d'emboîtage ainsi que montre muni d'une telle boîte de montre |
| EP2380864A1 (fr) * | 2010-04-23 | 2011-10-26 | Omega SA | Elément céramique incrusté d'au moins un décor métallique |
| EP2383244A1 (fr) * | 2010-04-23 | 2011-11-02 | Omega SA | Elément céramique incrusté d'au moins un décor métallique |
| CN102233702A (zh) * | 2010-04-23 | 2011-11-09 | 奥米加股份有限公司 | 镶嵌有至少一个金属装饰物的陶瓷元件 |
| CN105272379A (zh) * | 2010-04-23 | 2016-01-27 | 奥米加股份有限公司 | 镶嵌有至少一个金属装饰物的陶瓷元件 |
| US9453287B2 (en) | 2010-04-23 | 2016-09-27 | Omega Sa | Ceramic element inlaid with at least one metallic decoration |
| CN106462111A (zh) * | 2014-06-03 | 2017-02-22 | 斯沃奇集团研究和开发有限公司 | 由焊接材料制成的用于钟表的由外部零件组成的构件 |
| CN106462111B (zh) * | 2014-06-03 | 2019-08-09 | 斯沃奇集团研究和开发有限公司 | 由焊接材料制成的用于钟表的由外部零件组成的构件 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2315673B1 (fr) | Pièce décorative réalisées par incrustation | |
| KR20130038895A (ko) | 적어도 하나의 금속 장식으로 인레이된 세라믹 부재 | |
| EP2628607A1 (fr) | Dispositif d'ancrage d'une incrustation métallique | |
| EP0930835B1 (fr) | Procede d'enchassement de pierres dans la surface d'un bijou realise par electroformage et bijou ainsi obtenu | |
| CN103771907A (zh) | 覆盖有金属材料的选择性导电的陶瓷 | |
| EP3202708B1 (fr) | Procédé de fabrication d'un composant horloger hybride | |
| EP3564758B1 (fr) | Procédé de fabrication de composants horlogers comprenant un revêtement décoratif en aventurine | |
| EP3708384A1 (fr) | Element d'habillage ou cadran d'horlogerie ou de bijouterie en materiau conducteur | |
| EP0041481B1 (fr) | Boîte de montre | |
| EP0106806A1 (fr) | Procédé de fabrication d'un composant de l'habillement d'un garde-temps et composant obtenu selon ce procédé | |
| EP3246767B1 (fr) | Procédé de fabrication d'une piece d'horlogerie dotée d'un élément d'habillage creux ou en relief | |
| KR20210027052A (ko) | 기계 부품을 장식하기 위한 방법 | |
| EP1672436A1 (fr) | Cadran pour pièce d'horlogerie et procédés de fabrication de ce cadran | |
| CH715336A2 (fr) | Procédé d'assemblage d'au moins deux éléments et composant d'habillage ainsi formé. | |
| EP3622846A1 (fr) | Procede d'assemblage d'au moins deux elements | |
| EP3479721B1 (fr) | Procede de sertissage d'une pierre | |
| EP3246766B1 (fr) | Procédé de fabrication d'une piece d'horlogerie dotée d'un élément d'habillage en relief | |
| CH531737A (fr) | Procédé de fabrication d'un cadran d'horlogerie muni d'au moins un cadran de compteur ou de petite seconde et cadran d'horlogerie obtenu par ce procédé | |
| EP3814553B1 (fr) | Procédé de fabrication de pièces décoratives | |
| EP3923088A1 (fr) | Procédé de fabrication d'une pièce d'ornement en matériau dur munie d'un revêtement en polymère | |
| EP3839659B1 (fr) | Procédé de décoration d'une pièce mécanique | |
| WO2019158499A1 (fr) | Composant horloger intégrant au moins un élément d'ornement | |
| CH716645B1 (fr) | Procédé de fabrication d'un composant d'habillement pour pièce d'horlogerie ou de joaillerie et composant d'habillement en matériau d'origine naturelle revêtu. | |
| CH715925A2 (fr) | Élément d'habillage ou cadran d'horlogerie ou de bijouterie en matériau conducteur. | |
| CH715954B1 (fr) | Procédé de décoration d'une pièce mécanique. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19840608 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19871201 |