EP0035675B2 - Procédé et dispositif pour la coulée continue horizontale des métaux liquides, notamment l'acier - Google Patents
Procédé et dispositif pour la coulée continue horizontale des métaux liquides, notamment l'acier Download PDFInfo
- Publication number
- EP0035675B2 EP0035675B2 EP81101230A EP81101230A EP0035675B2 EP 0035675 B2 EP0035675 B2 EP 0035675B2 EP 81101230 A EP81101230 A EP 81101230A EP 81101230 A EP81101230 A EP 81101230A EP 0035675 B2 EP0035675 B2 EP 0035675B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- continuous casting
- mould
- horizontal continuous
- casting
- storage vessel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000009749 continuous casting Methods 0.000 title claims abstract description 73
- 229910001338 liquidmetal Inorganic materials 0.000 title claims abstract description 30
- 238000000034 method Methods 0.000 title claims abstract description 17
- 229910000831 Steel Inorganic materials 0.000 title claims description 5
- 239000010959 steel Substances 0.000 title claims description 5
- 238000003860 storage Methods 0.000 claims abstract description 38
- 238000005266 casting Methods 0.000 claims description 45
- 239000002184 metal Substances 0.000 claims description 20
- 229910052751 metal Inorganic materials 0.000 claims description 20
- 230000008569 process Effects 0.000 claims description 7
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 230000005484 gravity Effects 0.000 claims description 2
- 238000001816 cooling Methods 0.000 description 6
- 230000006698 induction Effects 0.000 description 5
- 238000007711 solidification Methods 0.000 description 5
- 230000008023 solidification Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000010405 reoxidation reaction Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 230000003716 rejuvenation Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 230000003319 supportive effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/045—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for horizontal casting
- B22D11/047—Means for joining tundish to mould
Definitions
- the invention relates to a method and a device which is particularly advantageous for the exercise thereof for the horizontal continuous casting of liquid metals, in particular steel, in which the casting metal in the cooled horizontal continuous casting metal in the cooled horizontal continuous casting mold is under the influence of gravity in the storage container and also additional, electromagnetically generated forces act on the casting metal in the casting direction, the liquid metal level in the reservoir being held above the horizontal continuous casting mold (DE-B-12 96 747).
- Horizontal continuous casting saves bending of the cooling cast strand into the horizontal, as does complex, high-rise scaffolding. In the case of horizontal casting, bending forces are not required in the case of vertical casting with subsequent deflection, compared to oval or circular arch casting.
- the devices for horizontal continuous casting show several shortcomings. Insofar as these devices work on the principle of pulling out the strand, with casting metal flowing from the storage container into the horizontal continuous casting mold, the connection of the storage vessel and horizontal continuous casting mold is always a critical point on the device. Depending on the properties of the liquid casting metal, the casting temperature of which can be over 1,500 ° C, highly stressed equipment parts, such as. B. the reservoir, the outflow pipe, the horizontal continuous casting mold for a repair after several castings are easily accessible. On the other hand, metallurgical requirements prohibit simplifying the equipment parts to such an extent that, for example, the casting metal is only passed from the storage container into the continuous casting mold in channels which are open at the top.
- the known method works largely with the exclusion of air, so that reoxidations of the liquid cast metal are not to be feared.
- the connection of the horizontal continuous casting mold to the storage container using a horizontal channel made of heat-resistant material not only leads to relatively high heat losses and to an unfavorably long transport distance for the liquid metal, but also to an unfavorable device which is difficult to control during operation handle and is also prone to failure.
- the present invention is based on the procedural task of the casting metal in the shortest possible way, i. H. Shed horizontally without loss of temperature, avoiding narrow and long supply channels, i.e. Pour off large quantities of casting metal per unit of time and in particular to further increase the degree of filling in the horizontal continuous casting mold for larger mold cross-sections, as well as the device-technical task of creating an independence between the storage container and the horizontal continuous casting mold and thereby achieving easy accessibility and expandability of the horizontal continuous casting mold and other equipment parts.
- the procedural part of the object of the invention is achieved in that the liquid metal level in the storage container is kept continuously at least at the height of the highest point on the circumference of the mold cross section of the horizontal continuous casting mold which is oscillating at the pouring opening during casting around an outflow pipe and that the resulting electromagnetic axial force is kept within the length of the horizontal continuous casting mold is continuously regulated to a size at which the liquid metal in the open cross section of the horizontal continuous casting mold is at least kept between the outflow pipe and the equilibrium, while the casting strand is continuously drawn off.
- the particular advantage of these measures is based on the knowledge that the liquid metal column is counteracted in any length section within the horizontal continuous casting mold with adjustable pressure and at the same time the counteracting force is partly as the pressure of the liquid metal column in the supply container, partly as an electromagnetically generated axial force.
- the horizontal continuous casting mold is not closed at the pouring opening, the proposed method enables the casting metal to be supplied in large quantities and in a very simple manner.
- the feed path is very short, so that a very precise temperature control can be maintained during casting.
- the casting metal is also not exposed to reoxidation by atmospheric oxygen even in such a process. The process allows the liquid metal to be fed into the horizontal continuous casting mold without any problems.
- the method according to the invention is ultimately suitable for an almost complete coordination of liquid metal pressure, casting speed and electromagnetic force within the horizontal continuous casting mold.
- the influence of the liquid metal pressure within a length section of the horizontal continuous casting mold during the cooling processes can also be suppressed in that the casting level in the storage vessel is kept several times the pouring cross section height of the horizontal continuous casting mold above its lowest point of the casting cross section.
- the electromagnetic force as a control variable for the casting speed be set higher than the equilibrium force and then regulated down to the required casting speed.
- the electromagnetically generated force counteracts the liquid metal pressure within the storage vessel, so that the liquid metal flow from the storage vessel can be braked within the desired limits.
- the device for practicing the method according to the invention essentially consists of a storage vessel connected upstream of the horizontal continuous casting mold and an electrically excitable magnet coil running around the axis of the strand.
- the device-related part of the object of the invention is based on this in that a horizontally extending one on the storage vessel.
- Outflow pipe is provided with a section protruding into the oscillating horizontal continuous casting mold, a gap being formed between the outflow pipe and the horizontal continuous casting mold and the magnetic coil extending at least approximately to the longitudinal section of the section of the outflow pipe located within the horizontal continuous casting mold.
- the device can be further improved. Such an improvement is obtained if the magnetic coil projects beyond the horizontal continuous casting mold at the pouring opening. This measure ensures that the liquid metal front cannot reach the edge of the pouring opening on the horizontal continuous casting mold.
- the setting of the liquid metal front and, at the same time, the influencing of the strand shell thickness present at the exit of the horizontal continuous casting mold can be strengthened on the basis of a further feature.
- the magnetic coil is mounted so as to be adjustable in the directions of the strand axis.
- the desired concentration of the induction field in the space between the inner surface of the horizontal continuous casting mold and the outer surface of the filler pipe is further achieved due to such a design that the outflow pipe forms an annular gap on its outer surface together with the inner surface of the horizontal continuous casting mold.
- the electrical induction forces act in a natural way in an advantageous manner, since heat can be supplied by their action and thus solidification in the annular space acting as a seal can be avoided.
- the outflow pipe has a tapered outer contour, at least in its mouth region. This measure ensures that the outflow pipe with this shape always works in the liquid metal and does not impair the formation of solidification zones.
- the storage vessel can be adjusted in the directions of the strand axis.
- the adjustability is to be seen here in terms of an adjustability with respect to the horizontal continuous casting mold and with regard to the possibility of quickly removing the storage vessel from the horizontal continuous casting mold, or vice versa, at the start of casting. This design ensures the full accessibility of the horizontal continuous casting mold as well as the separate handling of the storage vessel.
- Uniform cooling conditions under favorable conditions for the supply of the liquid metal are also achieved in that.
- the storage vessel is adjustable in the vertical direction.
- the proposed device can also be used in a wider range of horizontal continuous casting.
- the storage vessel is designed as a distribution vessel for a multi-strand casting device and is provided with an outflow pipe at a distance from two adjacent casting lines.
- the horizontal continuous caster (Fig. 1) is fed from the ladle 1 through the spout 2.
- the liquid metal such as. B. steel, with a temperature of more than 1,500 ° C. reaches the storage vessel 3, which can be separated from the horizontal continuous casting mold 5 by means of the closure 4.
- the cast strand 6 formed within the horizontal continuous casting mold 5 is cooled as much as possible in the cooling zone 7 and during this time is transported by means of the driving frame 8 and thereby transported via the roller table 9 onto the flame cutting roller table 10 and then cut into partial lengths by means of the flame cutting machine 11.
- the cut-off partial lengths go on further processing on the cross-conveyor section 12.
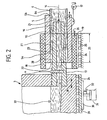
- the storage vessel 3 is provided with an outflow pipe 13 (FIG. 2) which extends horizontally into the interior of the horizontal continuous casting mold 5.
- the length of the outflow pipe 13 depends indirectly on the amount of casting metal supplied per unit of time and directly on the dimensions of the horizontal continuous casting mold 5.
- the outflow pipe 13 corresponds to the cooling intensity used in the horizontal continuous casting mold 5 and the expected strand shell formation 6a, which forms an acute angle with the strand axis 14 forms, continuously rejuvenated.
- a step-by-step taper can also be used, which is provided in the mouth region 16.
- the outflow pipe 13 consists of refractory material, from which the immersion spouts for continuous steel casting plants are usually made.
- the horizontal continuous casting mold 5 is made in a known manner from copper, water-cooled and is moved back and forth concentrically to the strand axis 14 by means of the oscillation drive 17 in order to continuously detach the cast strand 6 formed from the inner surface 5a.
- the magnet coil 18 is also arranged concentrically to the strand axis 14 or to the horizontal continuous casting mold 5. It is connected to the oscillating horizontal continuous casting mold 5 or (as drawn) fastened on a separate frame 19 which has the necessary connections for the electrical energy supply and for cooling water.
- the magnet coil 18 extends over the length section 20, which at the same time covers a certain section 13a of the outflow pipe 13.
- the concentric longitudinal sections of the magnet coil 18, the continuous casting mold 5 and the outflow pipe 13 arranged in the sense of the invention with a degree of coverage practically form an «electrical valve • which prevents the backflow of liquid metal against the flow direction 21.
- the magnetic coil 18 can be adjusted in the directions 26 by means of rollers 24 on a path 25 parallel to the strand axis 14.
- the electroinductive force can be concentrated here on the annular gap 27 which is formed by the inner surface 5a of the horizontal continuous casting mold 5 and the outer surface 28 of the outflow pipe 13.
- Another adjustability of the liquid metal front 23 also results from the immersion depth of the outflow pipe 13, which is fastened to the storage container 3.
- the storage container 3 is also stored on rollers 24 and can be adjusted in the directions 26.
- the guideway 29 also rests on a lifting table 30 which can be adjusted in height in the vertical directions 32 by means of the hydraulic lifting drive 31.
- the height adjustability is used, among other things, for the central adjustment of the discharge pipe 13 to the strand axis 14.
- an adjustment of the discharge pipe 13 in the direction of the strand axis 14 or perpendicular to it can be favorable in order to produce a desired flow pattern of the liquid metal within the horizontal continuous casting mold 5.
- the horizontal continuous casting outlet 5b is closed by means of a conventional start-up strand head and sealed off from the inner surface 5a by means of sealants.
- the shutter 4 is also closed (as shown).
- the closure 4 opens and the induction coil 18 is switched on.
- the liquid metal front 23 is thereby formed.
- the casting strand 6 which is being formed is pulled out by means of the drive frame 8, the tensile force initially being transmitted to the starting strand.
- the force of the induction coil 18 is continuously electrically controlled in accordance with the height of the casting level 33.
- the drive for the directions 26 of the induction coil 18 and the lifting drive 31 for the vertical directions 32 may also be included in this control. If necessary, movements of the storage container 3 in the directions 26 or of the outflow pipe 13 in the control must also be taken into account.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Claims (11)
Caractéristiques :
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81101230T ATE3252T1 (de) | 1980-03-11 | 1981-02-20 | Verfahren und einrichtung zum horizontalstranggiessen von fluessigen metallen, insbesondere von stahl. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3009189A DE3009189B1 (de) | 1980-03-11 | 1980-03-11 | Verfahren zum Horizontalstranggiessen von fluessigen Metallen,insbesondere von Stahl,und Einrichtung dazu |
| DE3009189 | 1980-03-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0035675A1 EP0035675A1 (fr) | 1981-09-16 |
| EP0035675B1 EP0035675B1 (fr) | 1983-05-11 |
| EP0035675B2 true EP0035675B2 (fr) | 1988-10-19 |
Family
ID=6096787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81101230A Expired EP0035675B2 (fr) | 1980-03-11 | 1981-02-20 | Procédé et dispositif pour la coulée continue horizontale des métaux liquides, notamment l'acier |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4456054A (fr) |
| EP (1) | EP0035675B2 (fr) |
| JP (1) | JPS6055209B2 (fr) |
| AT (1) | ATE3252T1 (fr) |
| DE (1) | DE3009189B1 (fr) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58356A (ja) * | 1981-06-25 | 1983-01-05 | Kawasaki Heavy Ind Ltd | 水平連続鋳造設備 |
| KR870000714B1 (ko) * | 1981-11-18 | 1987-04-09 | 하세가와 겐고오 | 수평 연속 주조방법 |
| DE3201633C2 (de) * | 1982-01-20 | 1988-07-07 | Technica-Guss GmbH, 8700 Würzburg | Absperrvorrichtung bei einer horizontalen Stranggießanlage |
| JPS58168457A (ja) * | 1982-03-30 | 1983-10-04 | Kawasaki Heavy Ind Ltd | 水平連続鋳造装置 |
| JPS59133957A (ja) * | 1983-01-20 | 1984-08-01 | Kobe Steel Ltd | 水平連鋳における電磁撹拌方法 |
| DE3311090C2 (de) * | 1983-03-26 | 1985-04-04 | Fried. Krupp Gmbh, 4300 Essen | Zuführeinrichtung zum Einbringen von Stahlschmelze in Doppelbandgießmaschinen |
| DE3337583C1 (de) * | 1983-10-15 | 1984-12-06 | Fried. Krupp Gmbh, 4300 Essen | Vorrichtung zum Bandgiessen von Stahl in einer Stranggiesskokille mit mitlaufenden Kokillenwaenden |
| US4635705A (en) * | 1983-12-14 | 1987-01-13 | Westinghouse Electric Corp. | Double-sided electromagnetic pump with controllable normal force for rapid solidification of liquid metals |
| DE3345982C2 (de) * | 1983-12-20 | 1985-11-14 | Fried. Krupp Gmbh, 4300 Essen | Einlauf für die Metallschmelze in Stranggießvorrichtungen, die eine feststehende feuerfeste Gießdüse und eine Kokille mit nur in Gießrichtung bewegten Kokillenwänden aufweisen |
| CH665369A5 (de) * | 1984-03-07 | 1988-05-13 | Concast Standard Ag | Verfahren zur regelung des durchflusses einer metallschmelze beim stranggiessen, und eine vorrichtung zur durchfuehrung des verfahrens. |
| EP0158898B1 (fr) * | 1984-04-13 | 1990-06-06 | Hans Horst | Installation de coulée continue et son procédé de fabrication |
| DE3415235C2 (de) * | 1984-04-21 | 1986-04-03 | Fried. Krupp Gmbh, 4300 Essen | Zuführeinrichtung zum Einbringen von Stahlschmelze in Doppelbandgießmaschinen |
| FR2570304B1 (fr) * | 1984-09-19 | 1986-11-14 | Cegedur | Procede de reglage du niveau de la ligne de contact de la surface libre du metal avec la lingotiere dans une coulee verticale |
| JPS61273244A (ja) * | 1985-05-28 | 1986-12-03 | Hitachi Zosen Corp | 水平連続鋳造設備 |
| FR2595597B1 (fr) * | 1986-03-13 | 1988-04-29 | Cegedur | Dispositif de reglage du niveau de la ligne de contact de la surface libre du metal avec la lingotiere dans une coulee verticale |
| US4741383A (en) * | 1986-06-10 | 1988-05-03 | The United States Of America As Represented By The United States Department Of Energy | Horizontal electromagnetic casting of thin metal sheets |
| JPH09208706A (ja) * | 1994-12-22 | 1997-08-12 | Ijiri Seiji | 合成樹脂,合成ゴム等の高分子物質の硬さ,親水性,機械的強度等の物性制御方法 |
| GB0420611D0 (en) * | 2004-09-16 | 2004-10-20 | Rautomead Ltd | Die mounting |
| CN100431740C (zh) * | 2006-11-24 | 2008-11-12 | 温永利 | 多功能铸铁设备及铸铁工艺 |
| EP2411170B1 (fr) * | 2009-03-27 | 2015-09-30 | Titanium Metals Corporation | Procédé et appareil de coulée semi-continue de lingots creux, et produits résultants |
| JP2014213353A (ja) * | 2013-04-25 | 2014-11-17 | 権田金属工業株式会社 | 鋳造棒・管製造装置及びその装置に用いられる金属材料鋳造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL297120A (fr) * | 1962-09-04 | |||
| US3857437A (en) * | 1973-03-22 | 1974-12-31 | Technicon Instr | Method and apparatus for continuously casting metals |
| US4020890A (en) * | 1974-11-01 | 1977-05-03 | Erik Allan Olsson | Method of and apparatus for excluding molten metal from escaping from or penetrating into openings or cavities |
| FR2338756A1 (fr) * | 1976-01-20 | 1977-08-19 | Creusot Loire | Procede de coulee continue de metaux, notamment d'acier, dispositif pour sa mise en oeuvre et ebauche d'acier obtenue par ce procede |
| CH604974A5 (fr) * | 1976-12-17 | 1978-09-15 | Concast Ag | |
| DE2658242C2 (de) * | 1976-12-22 | 1983-01-05 | Naučno-proizvodstvennoe ob"edinenie Tulačermet, Tula | Horizontal-Stranggießmaschine für Metalle und Legierungen |
| LU79487A1 (fr) * | 1978-04-20 | 1979-11-07 | Arbed | Methode et dispositif pour la coulee continue horizontale et la coulee continue avec lingotiere inclinee |
| US4244420A (en) * | 1978-05-17 | 1981-01-13 | Davy-Loewy Limited | Apparatus for feeding a horizontal continuous casting mold |
-
1980
- 1980-03-11 DE DE3009189A patent/DE3009189B1/de not_active Ceased
-
1981
- 1981-02-20 AT AT81101230T patent/ATE3252T1/de not_active IP Right Cessation
- 1981-02-20 EP EP81101230A patent/EP0035675B2/fr not_active Expired
- 1981-02-27 JP JP56029104A patent/JPS6055209B2/ja not_active Expired
- 1981-03-11 US US06/242,609 patent/US4456054A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US4456054A (en) | 1984-06-26 |
| JPS6055209B2 (ja) | 1985-12-04 |
| DE3009189B1 (de) | 1981-08-20 |
| ATE3252T1 (de) | 1983-05-15 |
| EP0035675B1 (fr) | 1983-05-11 |
| EP0035675A1 (fr) | 1981-09-16 |
| JPS571544A (en) | 1982-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0035675B2 (fr) | Procédé et dispositif pour la coulée continue horizontale des métaux liquides, notamment l'acier | |
| EP3122492B2 (fr) | Coulée semi-continue d'une barre en acier | |
| DE19512209C1 (de) | Verfahren und Vorrichtung zum Einfüllen metallischer Schmelze in eine Kokille | |
| DE69503643T2 (de) | Anordnung zur durchflussregelung eines ausgusses in einem metallurgischen behälter | |
| DE2428059A1 (de) | Kontinuierliches stahlstranggiessverfahren | |
| EP0107068A1 (fr) | Procédé pour la coulée continue horizontale de métaux, en particulier de l'acier | |
| EP3993921B1 (fr) | Alimentation de matière en fusion pour installations de coulée à bande | |
| EP0283425A1 (fr) | Procédé et dispositif pour la coulée de bandes métalliques, en particulier en acier | |
| DE1458133A1 (de) | Metall-Stranggussverfahren und Einrichtung zu seiner Durchfuehrung | |
| DE2428060A1 (de) | Kontinuierliches stahlstranggiessverfahren | |
| DD141276A5 (de) | Verfahren und anlage fuer den strangguss roehrenfoermiger erzeugnisse | |
| DE4116723C1 (en) | Immersion tundish outlet giving quiescent melt flow into mould - includes channel with nozzle shape at inlet to receive stopper, with narrowest section at transition to channel | |
| DE2362702C3 (de) | Vorrichtung zum Zuführen, Fördern und Dosieren einer Metallschmelze zu einer Stranggießkokille | |
| DE2853868C2 (de) | Verfahren zum Stranggießen von Stahl sowie dementsprechend hergestellter Stahlstrang | |
| DE1558224C3 (de) | Verfahren und Vorrichtung zum horizontalen Stranggießen von schmelz flussigen Metallen, insbesondere Stahl | |
| DE102009026450B4 (de) | Gießvorrichtung und -verfahren, insbesondere für Kolben von Verbrennungsmotoren | |
| DE60113231T2 (de) | Vorrichtung und verfahren für kontinuierliches oder halbkontinuierliches giessen von aluminium | |
| DE2518903A1 (de) | Stranggiessverfahren und -vorrichtung | |
| DE1960283A1 (de) | Vakuumentgasungsvorrichtung fuer die Verwendung beim Stranggiessen von Metallen und Verfahren zum Stranggiessen von schmelzfluessigem Metall,waehrend es einer Vakuumentgasung unterworfen ist | |
| DE1252375B (de) | Ver fahren zum Vergießen von Stahllegierun gen nach dem Niederdruckgießverfahren und Weiterverarbeiten der gegossenen Teile | |
| DE3331575C2 (de) | Verfahren zum Bogenstranggießen von Metall, insbesondere von Stahl | |
| DE3136847C1 (de) | Verfahren und Vorrichtung zum Horizontalstranggiessen von fluessigen Metallen,insbesondere von Stahl | |
| DE3542518A1 (de) | Einrichtung zum senkrechten, diskontinuierlichen stranggiessen von metallen, insbesondere von stahl | |
| DE2935840A1 (de) | Giesskopf fuer stranggiesskokillen | |
| DE817788C (de) | Verfahren und Vorrichtung zum kontinuierlichen Giessen von Metallstraengen, insbesondere aus Magnesium-Legierungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB IT |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: MODIANO & ASSOCIATI S.R.L. |
|
| 17P | Request for examination filed |
Effective date: 19811007 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3252 Country of ref document: AT Date of ref document: 19830515 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19840117 Year of fee payment: 4 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840229 Year of fee payment: 4 |
|
| 26 | Opposition filed |
Opponent name: VEREINIGTE EDELSTAHLWERKE AKTIENGESELLSCHAFT (VEW) Effective date: 19840204 |
|
| 26 | Opposition filed |
Opponent name: CONCAST STANDARD AG Effective date: 19840209 |
|
| 26 | Opposition filed |
Opponent name: VOEST-ALPINE AKTIENGESELLSCHAFT Effective date: 19840207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19870127 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19880220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19880229 Ref country code: CH Effective date: 19880229 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19881019 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT CH FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19881028 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19881118 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EN3 | Fr: translation not filed ** decision concerning opposition | ||
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |