EP0022320B1 - Verfahren zur Herstellung von Fliesen - Google Patents
Verfahren zur Herstellung von Fliesen Download PDFInfo
- Publication number
- EP0022320B1 EP0022320B1 EP80302065A EP80302065A EP0022320B1 EP 0022320 B1 EP0022320 B1 EP 0022320B1 EP 80302065 A EP80302065 A EP 80302065A EP 80302065 A EP80302065 A EP 80302065A EP 0022320 B1 EP0022320 B1 EP 0022320B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tile
- lacquer
- printing
- tiles
- patterned
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0005—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface
- D06N7/0028—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface characterised by colour effects, e.g. craquelé, reducing gloss
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/04—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06N3/06—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds with polyvinylchloride or its copolymerisation products
- D06N3/08—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds with polyvinylchloride or its copolymerisation products with a finishing layer consisting of polyacrylates, polyamides or polyurethanes or polyester
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0005—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface
Definitions
- This invention relates to the manufacture of tiles, and has particular reference to the manufacture of floor tiles of a vinyl material and having a pattern thereon. However the invention is also applicable to the manufacture of tiles of other materials and for other end uses, such as for example wall coverings.
- Another feature of symmetrically patterned tiles produced in this way is that it is usual for the pattern to include a large border area since discrepancies in the positioning of the pattern on the tile and the width of such a border around the four sides of the tile are not so apparent with a wide border as they are if there is no border or if the borders are narrow as the case may be. This detracts from the effect of patterning the tile and reduces the scope of the patterns which can be used.
- the process of the French patent includes a second cutting step in which the printed element is cut to form the finished tile or like product.
- the invention provides a method of manufacture of a patterned tile of predetermined dimensions characterised by the steps of, performed in sequence, providing a sheet of substrate material, cutting said sheet of material into a plurality of plain tiles each having said predetermined dimensions, positioning a tile relative to printing means and printing a pattern on a face of said tile and in register therewith whilst the tile is so positioned.
- each tile passes through the printing machine individually, but can be located therein with great precision.
- the number of unacceptable printed tiles produced is considerably reduced in comparison with the number produced by the abovementioned conventional method.
- the present method is economically favourable with the conventional method.
- a further advantage of the method of the present invention is that it requires the use of printing plates which are only the width of a single tile, and such plates are considerably less costly than the wider rollers required by the prior art method.
- the conventional method can produce a printed sheet at the rate of 900 square metres per hour but cutting in register is a much slower part of the process and the proportion of cut tiles rejected is high.
- the present method can produce patterned tiles at a rate of about 500 square metres per hour but the proportion of tiles rejected is very low. It has been found that in practice the rate of production of acceptable patterned tiles is comparable with the two methods at approximately 500 square metres per hour. In consequence the two methods are surprisingly comparable from an economic standpoint.
- a further advantage to be gained by use of the present method in the case of symmetrically patterned tiles is that no border, or at least a much narrower border than was possible heretofore surrounding the pattern can be included without increasing the proportion of unacceptable tiles produced.
- a border of one and a half centimetres has been used to limit the number of tiles rejected due to lack of alignment and centralisation of the pattern on the tile.
- a border of half a centimetre or less or even no border has been found to be satisfactory whilst not unduly increasing the number of tiles rejected for the aforementioned reason.
- the printing of the tile may be by any known printing process, for example letterpress process, rotagravure process, hot foil stamping, or a silk screen printing process.
- letterpress process for example letterpress process, rotagravure process, hot foil stamping, or a silk screen printing process.
- stamping or silk screen printing only one colour can be printed at any one time and these are therefore slower and commercially less attractive processes than the letterpress process.
- a typical production rate for producing patterned tiles of three colours by the silk screen process is 200 square metres per hour, and this involves the use of three machines in series which increases the capital cost of installing a production line for the tile production.
- Another disadvantage connected with the silk screen process for use with more than one colour is that of performing the separate print steps in register with each other. For these reasons the letterpress process is preferred, but any one of the other processes may be used if desired, particularly if the design requires the printing of only one colour.
- the tile may be of any suitable material, for example, a polymeric material such as plasticised polyvinylchloride, and may be of one such material or a laminate of different materials.
- a typical thickness of a tile suitable for use as a floor covering is between .020 and .50 centimetres.
- the printing ink used in the process of the invention is preferably either a solvent drying or radiation curable ink having a formulation such as to be compatible with the material of the tile and any wear layer applied to the printed surface of the tile as hereinafter described.
- Such a wear layer may be of plasticised polyvinylchloride and may have a thickness of approximately 0.0013 cm on tiles for use as wall coverings and 0.01 cm on tiles for use as floor coverings.
- a pleasing appearance in the form of a controllable gloss finish, can be produced on the tile by coating the printed face of the tile with a suitable lacquer and curing the lacquer.
- the lacquer is chosen so as to provide the desired wear layer.
- the invention also provides a method of manufacture of a patterned tile as aforesaid and including the steps of, in sequence, coating the patterned face of said tile with a lacquer and curing the lacquer.
- the lacquer may be any radiation curable organic polymeric lacquer, for example such lacquers are commonly polyurethane-acrylate, polythiol/ene, polyester-acrylate, styrene- acrylate, or mixtures thereof.
- the lacquer is a modified polyurethane-acrylate or polythiol/ene based lacquer having suitable wear resistant properties after curing to provide a wear layer of comparable durability with the aforementioned polyvinylchloride wear layers of tiles produced heretofore.
- the curing process is preferably carried out by subjecting the coated tile to ultra-violet or electron beam radiation.
- the lacquer wear layer may be applied by spraying, by means of a roller or by curtain coating.
- Use of a roller provides more even thickness control of the coating applied to the tile than does spraying and less wastage of coating material, but a directional effect may be produced by the roller, which would be noticeable if tiles thus coated were to be laid randomly.
- curtain coating is the preferred method, since accurate and even coating of the tile is possible with this method and the coating material is readily recycled so that waste is eliminated, the other methods are not precluded from the scope of the invention.
- the invention also provides a method of manufacture of a patterned tile as aforesaid and including the steps of, in sequence, passing the patterned tile through a curtain of lacquer to coat the patterned surface of the tile with a coating of said lacquer and subjecting the coated tile to radiation to cure said coating or lacquer.
- the radiation is typically ultra-violet radiation.
- a suitable lacquer will provide a wear layer having a resistance to wear sufficient to delay wearing of the pattern for, for example, some four to five years of the tile being subjected to representative use.
- a suitable test for such lacquers is, for example, one in which a coated tile is subjected to wear on a Taber abraser using two H18 wheels under a loading of 500 grammes. When the wear layer is worn through under this test the pattern wears in one or two revolutions of the abraser so that an accurate assessment of the wear resistance of the wear layer can be made by noting the number of revolutions of the abraser before the pattern wears away. Lacquers giving a coating which under the above conditions, wears at a low number of revolutions would not be acceptable.
- a suitable lacquer is one with which a coating thickness of, say, 0.01 cm, will survive many, i.e. several hundred revolutions of the Taber abraser under the above test conditions before the pattern wears.
- Suitable lacquers for this purpose are as hereinbefore mentioned, modified polyurethane-acrylate, or polythiol/ene based lacquers, such as are supplied by such companies as W. R. Grace Limited and Thiokol Limited.
- the method of the present invention provides for a high flexibility in the choice of finish for the tile by virtue of the choice of lacquer used, for example, so as to provide a desired high gloss and/or good wear characteristics.
- the invention also provides apparatus for carrying out the aforementioned process comprising, in combination, means for cutting a tile from a sheet of material, means for printing a pattern on a face of said tile and means for locating said tile in said printing means to provide that said pattern is in register with said tile.
- the printing means is preferably a dry offset or indirect letterpress printing machine.
- the invention also provides apparatus for carrying out the aforementioned process comprising, in combination, means for cutting a tile from a sheet of material, means for printing a pattern on a face of said tile, means for locating said tile in said printing means, means for coating the patterned face of said tile with a lacquer and means for curing the lacquer.
- the coating means is preferably curtain coating apparatus and the curing means may be ultra-violet or electron beam radiation means, preferably the former.
- a sheet of material 10 which has been formed by extrusion, spreading, pressing, calendering or in any conventional manner and on which is performed, in the sequence shown by the arrows, a number of subsequent process steps.
- the first step is that of cutting the sheet of material 10 by means of a cutter 11 to form a plain tile 12.
- a pattern is then printed on a face of the tile 12 by means of a printing machine 13, preferably of the dry offset type, although other forms of printing apparatus may be used as an alternative.
- the tile 12 is carefully positioned in the printing machine by locating means 14 so that if required the pattern is printed in register with, that is to say in proper relationship with the periphery of, the cut tile 12.
- the patterned tile 15 is then coated with a lacquer by means of a curtain coating or roller coating apparatus 16 in order to provide a wear layer on the surface of the tile, and to produce a controlled gloss finish of pleasing appearance thereto.
- the lacquered and patterened tile 17 is then subjected to ultra-violet or electron beam radiation from radiating means 18, in order to cure the layer of lacquer on the tile 17.
- a patterned tile 19 is produced having a cured lacquer wear layer on the patterned surface thereof.
- Fig. 2 shows a printing machine 13 suitable for use in the method of the present invention.
- the machine 13 is a Model 460 dry offset or indirect letterpress printing machine of the Van Dam Machine Company into which the plain tiles 12 are fed by conveyor 20.
- each tile 12 is located and is held in position before and after printing by vacuum holding means.
- Pressure adjustments for the printing rollers and plate cylinders enable half tones to be printed, or no printing, of any of the colours.
- the speed of printing is adjustable so as to conform with the speed of operation of the other items of equipment in the production line, and the location means is readily adjustable both for accurate location of the tile in order that the pattern is printed in register therewith and for differing sizes of tile.
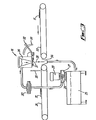
- Fig. 3 shows diagrammatically a curtain coating machine 16 of the type CC-1 of the Koating Machinery Company.
- the printed tiles 15 are fed from the printing machine 13 onto the input conveyor 22 of the coating machine 16.
- the tiles 15 then pass through a curtain of lacquer 23 and onto an output conveyor 24.
- the lacquer is contained in tank 25 and is pumped to the coating head 26 by means of pump 27.
- the pump 27 has a variable speed control 28 controlling the pump motor 29 and the lacquer is pumped to the coating head 26 through filter 30.
- the lacquer passes out of the coating head 26 through a slit orifice formed by lips 31, the width of the slit being governed by adjustment of the lips 31 by means of a micro-adjustment lever 32 set against scale 33. Lacquer not adhering to a tile 15 passes into a collecting trough 34 from which it passes back to tank 25 for recycling.
- a shield 35 prevents air currents from deflecting the curtain 23 from its intended vertical path.
- the curtain 23 may be formed by gravity and/or by pressure or vacuum.
- Adjustment of the relative speeds of the conveyors 22, 24 and the pump 27, the width of the slit provided by the lips 31 and the pressure or vacuum applied to the coating head 26 enables the thickness of the lacquer layer on tiles 17 to be controlled to within fine limits over a wide range of adjustment.
- Fig. 4 shows a conveyorised ultra-violet radiation curing machine 18 of the type Deco-Ray T-240 of the Fusion Systems Corporation.
- the lacquered tiles 17 are passed through the machine 18 on a conveyor 36, the machine comprising an enclosure 37 in which are mounted ultra-violet lamps. As the tiles 17 are passed under the lamps, the lacquer coating on the tiles is cured.
- the speed of the conveyor 36 and the intensity of the radiation may be adjusted so that the tiles are exposed to the ultra-violet radiation for a time sufficient to effect the curing of the lacquer layer, at a throughput rate commensurate with that of the other items of equipment in the production line.
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT80302065T ATE2553T1 (de) | 1979-07-03 | 1980-06-19 | Verfahren zur herstellung von fliesen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB7923110 | 1979-07-03 | ||
| GB7923110 | 1979-07-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0022320A1 EP0022320A1 (de) | 1981-01-14 |
| EP0022320B1 true EP0022320B1 (de) | 1983-02-16 |
Family
ID=10506262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80302065A Expired EP0022320B1 (de) | 1979-07-03 | 1980-06-19 | Verfahren zur Herstellung von Fliesen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0022320B1 (de) |
| AT (1) | ATE2553T1 (de) |
| DE (1) | DE3062012D1 (de) |
| GB (1) | GB2053801B (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL8203691A (nl) * | 1982-09-23 | 1984-04-16 | Heuga B V | Werkwijze voor de vervaardiging van getufte tapijttegels. |
| GB2262940A (en) * | 1991-12-23 | 1993-07-07 | Amtico Co | Floor coverings |
| ITMO20070096A1 (it) * | 2007-03-19 | 2008-09-20 | Antonio Maccari | Metodo ed apparato per la messa a registro di unita' di stampa |
| CN111098400B (zh) * | 2019-12-27 | 2022-02-08 | 深圳须弥云图空间科技有限公司 | 一种波打线地砖的制造方法及波打线地砖 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3339521A (en) * | 1964-12-23 | 1967-09-05 | Armstrong Cork Co | Apparatus for making sheet material |
| US3924023A (en) * | 1973-04-03 | 1975-12-02 | Gaf Corp | Floor tile production and products |
| FR2230831A1 (en) * | 1973-05-25 | 1974-12-20 | Union Carbide Corp | Floor tiles with photocured coatings - using selective irradiation for high speed curing |
| SE7903248L (sv) * | 1978-04-14 | 1979-10-15 | Mannington Mills | Sett for framstellning av texturerade plastark |
-
1980
- 1980-06-19 AT AT80302065T patent/ATE2553T1/de not_active IP Right Cessation
- 1980-06-19 EP EP80302065A patent/EP0022320B1/de not_active Expired
- 1980-06-19 DE DE8080302065T patent/DE3062012D1/de not_active Expired
- 1980-06-19 GB GB8020071A patent/GB2053801B/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| GB2053801B (en) | 1983-02-02 |
| DE3062012D1 (en) | 1983-03-24 |
| GB2053801A (en) | 1981-02-11 |
| EP0022320A1 (de) | 1981-01-14 |
| ATE2553T1 (de) | 1983-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9194133B2 (en) | Floor covering, floor panels and method for manufacturing floor panels | |
| CA2816493C (en) | Method for applying a decoration to a composite wood board | |
| RU2249505C2 (ru) | Способ получения покрытий для пола и стен с эффектом неравномерного глянца и продукт, получаемый с помощью этого способа | |
| US3713935A (en) | Process and apparatus for coating panels with resinous compositions | |
| US20210178427A1 (en) | Process for the production of a multilayer matte coated surface and a product containing a multilayer coated surface | |
| US2486259A (en) | Method for printing on thermoplastic sheetlike material | |
| EP0022320B1 (de) | Verfahren zur Herstellung von Fliesen | |
| GB2076336A (en) | Improvements in methods of making carpet tiles | |
| CN115997108A (zh) | 印刷装饰的方法及其装置 | |
| US3951714A (en) | Method of manufacturing a decorative floor covering | |
| CA1135657A (en) | Method for forming a decorative vinyl composition surface covering | |
| US1813587A (en) | Method of applying designs to flexible sheet materials | |
| DE4230229A1 (de) | Beschichtungsmittel zur Beschichtung von Substraten aus thermoplastischem Kunststoff sowie Verfahren zum Aufbringen einer Schicht aus Pulverlack auf ein thermoplastisches Kunststoffsubstrat | |
| CN216296939U (zh) | 一种耐磨耐刮地板的生产线 | |
| EP1889705B1 (de) | Verfahren zum Erzeugen von grafischen Zeichen auf Bedeckungsmaterialien wie Bodenbeläge und ähnliche Materialien | |
| JPH02276623A (ja) | 粗面、構造化表面または不均一表面を平面化するための方法および装置 | |
| US3507674A (en) | Plateless printing process | |
| WO2022117655A1 (de) | Verfahren und vorrichtung zum bedrucken einer oberfläche eines papiers | |
| JP2639951B2 (ja) | 化粧シートの製造方法 | |
| DE60010939T2 (de) | Verfahren zur herstellung eines dekors auf einer wand- oder bodenfliese | |
| US3353985A (en) | Floor coverings and the like | |
| KR100446561B1 (ko) | 경면유광 효과 또는 경면유광과 경면무광이 공존하는 효과를 갖는 pvc바닥재의 표면처리방법 | |
| CA1068098A (en) | Apparatus for controlling the size of a gap | |
| JPS6384911A (ja) | 複数色から成るゴム又は熱可塑性樹脂シ−トの製造方法 | |
| EP2179864B1 (de) | Verfahren zum Veredeln einer Trägerplatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19801223 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19830216 Ref country code: NL Effective date: 19830216 Ref country code: LI Effective date: 19830216 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19830216 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19830216 Ref country code: CH Effective date: 19830216 Ref country code: BE Effective date: 19830216 |
|
| REF | Corresponds to: |
Ref document number: 2553 Country of ref document: AT Date of ref document: 19830315 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19830301 |
|
| REF | Corresponds to: |
Ref document number: 3062012 Country of ref document: DE Date of ref document: 19830324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19830429 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19840820 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |