DE69920256T2 - Wundverband - Google Patents
Wundverband Download PDFInfo
- Publication number
- DE69920256T2 DE69920256T2 DE69920256T DE69920256T DE69920256T2 DE 69920256 T2 DE69920256 T2 DE 69920256T2 DE 69920256 T DE69920256 T DE 69920256T DE 69920256 T DE69920256 T DE 69920256T DE 69920256 T2 DE69920256 T2 DE 69920256T2
- Authority
- DE
- Germany
- Prior art keywords
- wound dressing
- shield
- fiber
- layer
- polyester
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/00987—Apparatus or processes for manufacturing non-adhesive dressings or bandages
- A61F13/00991—Apparatus or processes for manufacturing non-adhesive dressings or bandages for treating webs, e.g. for moisturising, coating, impregnating or applying powder
- A61F13/00995—Apparatus or processes for manufacturing non-adhesive dressings or bandages for treating webs, e.g. for moisturising, coating, impregnating or applying powder for mechanical treatments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/01—Non-adhesive bandages or dressings
- A61F13/01008—Non-adhesive bandages or dressings characterised by the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/02—Needling machines with needles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/06—Bandages or dressings; Absorbent pads specially adapted for feet or legs; Corn-pads; Corn-rings
- A61F13/064—Bandages or dressings; Absorbent pads specially adapted for feet or legs; Corn-pads; Corn-rings for feet
- A61F13/069—Decubitus ulcer bandages
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00089—Wound bandages
- A61F2013/00157—Wound bandages for burns or skin transplants
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00089—Wound bandages
- A61F2013/00246—Wound bandages in a special way pervious to air or vapours
- A61F2013/00251—Wound bandages in a special way pervious to air or vapours with macroscopic openings
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00365—Plasters use
- A61F2013/00519—Plasters use for treating burn
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00365—Plasters use
- A61F2013/00536—Plasters use for draining or irrigating wounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00365—Plasters use
- A61F2013/0054—Plasters use for deep wounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00544—Plasters form or structure
- A61F2013/00604—Multilayer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00727—Plasters means for wound humidity control
- A61F2013/00748—Plasters means for wound humidity control with hydrocolloids or superabsorbers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00855—Plasters pervious to air or vapours
- A61F2013/00859—Plasters pervious to air or vapours with macroscopic openings
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Biomedical Technology (AREA)
- General Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Mechanical Engineering (AREA)
- Animal Behavior & Ethology (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Materials For Medical Uses (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Description
- Diese Erfindung betrifft Wundverbände.
- Gemäß einem ersten Aspekt der Erfindung wird ein Wundverband bereitgestellt, umfassend:
eine erste und eine zweite Absorptionsschicht, wobei jede Absorptionsschicht aus einem Vliesgewebe aus Fasern hergestellt und in der Lage ist, Flüssigkeit zu absorbieren; und
eine Polyester und Baumwollfasern enthaltende Abschirmung, die zwischen den zwei Absorptionsschichten angeordnet und mit ihnen verbunden ist, derart, dass die zwei Absorptionsschichten und die Abschirmung im Wesentlichen einen einzigen Gewebeschichtkörper bilden, wobei die Verbindung zwischen der ersten und zweiten Absorptionsschicht und der Abschirmung durch ein Nadelstichverfahren bewirkt ist, bei dem die Nadelstichdichte ungefähr 1700–1900 Stiche pro cm2 beträgt. - Mit "Nadelstichdichte" ist die Zahl der Stiche gemeint, mit denen eine Nadel die Absorptionsschichten und die Abschirmung pro cm2 perforiert, um sie miteinander zu verbinden. Dies erfolgt typischerweise auf einem Nadelwebstuhl, der eine Nadelplatte mit ungeführ 30000 Nadeln und ungefähr 6000 Nadeln pro linearem Meter aufweist, und zwar mit einer Stichrate von ungefähr 300 Stichen pro cm2.
- Vorzugsweise kann die Verbindung zwischen der ersten und zweiten Absorptionsschicht mittels eines Nadelstichverfahrens erfolgen, bei dem die Nadelstichdichte ungefähr 1800 Stiche pro cm2 beträgt.
- Die Fasern können poröse Fasern sein.
- Der Wundverband kann wenigstens eine flüssigkeitsdurchlässige Schicht umfassen, die im Wesentlichen nicht an menschlichen oder tierischen Gewebelagen haftet, und die mit wenigstens einer der Absorptionsschichten verbunden ist.
- Der Wundverband kann eine weitere flüssigkeitsdurchlässige Schicht umfassen, die derart angeordnet ist, dass der einzige Gewebeschichtkörper sandwichförmig zwischen den zwei flüssigkeitsdurchlässigen Schichten enthalten ist.
- Jede Absorptionsschicht kann aus porösen Polyesterfasern bestehen. Die Abschirmung kann 80 % Polyester- und 20 % Baumwollfasern enthalten. Sie kann eine Fadendichte von ungefähr 18,6 bis 23,2 Faden/cm2 (120 bis 150 Faden pro inch2) aufweisen. Sie kann eine Garnnummer von ungefähr 32 bis 40 aufweisen. Sie kann ein Gewicht pro Einheitsfläche von ungefähr 100 g/m2 aufweisen.
- Die Absorptionsschichten aus Vliesgewebe können in der Form von zwei auf einem Nadelwebstuhl hergestellten Faserpelzen sein, die jeweils aus 100 % Polyesterfasern hergestellt sind. Die Faserpelze können eine Feinheit von ungefähr 1,5 Denier und eine Faserlänge von ungefähr 7 bis 8 cm haben, vorzugsweise ungefähr 7,62 cm (d.h. ungefähr 3 Inch). Sie können ein Gewicht pro Einheitsfläche von ungefähr 300 g/m2 haben.
- Der einzige Gewebeschichtkörper kann eine Masse von ungefähr 700 bis 750 g/m2 haben. Er kann eine Dicke von nicht mehr als ungefähr 3 mm haben.
- Die flüssigkeitsdurchlässige Schicht kann aus einem foraminösen oder perforierten Kunststoffpolymermaterial gebildet sein. Das Kunststoffpolymermaterial kann ausgewählt sein aus "MYLAR" (Markenname) und "TELFA" (Markenname).
- Die Verbindung zwischen der oder jeder flüssigkeitsdurchlässigen Schicht und der oder jeder Absorptionsschicht kann durch eine Heizbehandlung unter Druck erzielt sein.
- Gemäß einem weiteren Aspekt der Erfindung wird ein Verfahren zur Herstellung eines Wundverbands vorgeschlagen, wobei das Verfahren die Schritte umfasst:
Herstellen von zwei Nadelstich-Faserpelzen auf einem Nadelwebstuhl;
Herstellen einer dicht gewebten Abschirmung aus Polyester- und Baumwollfasern;
Anordnen der Abschirmung zwischen den Nadelstich-Faserpelzen zur Bildung einer Verbundstruktur, bei der die Abschirmung eine innere Schicht zwischen den zwei Faserpelzen bildet; und
Nadeln der Verbundstruktur auf einem Nadelwebstuhl zur Herstellung eines einzigen Gewebeschichtkörpers in einem Nadelstichverfahren, bei dem die Stichdichte ungefähr 1700–1900 Stiche pro cm2 beträgt. - Vorzugsweise beträgt die Stichdichte ungefähr 1800 Stiche pro cm2.
- Das Verfahren kann den weiteren Schritt des Anbringens einer flüssigkeitsdurchlässigen Schicht umfassen, die im Wesentlichen nicht an menschlichem oder tierischem Gewebe haftet, und zwar an wenigstens einer Seite des einzigen Gewebeschichtkörpers.
- Die Nadelstich-Faserpelze können aus porösem Polyester sein. Die Abschirmung kann aus 80 % Polyester- und 20 % Baumwollgarnen hergestellt sein. Sie kann derart hergestellt sein, dass sie eine Fadendichte von ungefähr 18,6 bis 23,2 Faden/cm2 (120 bis 150 Faden pro Inch2) aufweist. Sie kann derart hergestellt sein, dass sie eine Garnnummer von ungefähr 32 bis 40 hat. Sie kann derart hergestellt sein, dass sie ein Gewicht pro Einheitsfläche von ungefähr 100 g/m2 hat.
- Die Verbundstruktur kann genadelt werden, um einen einzigen Gewebeschichtkörper mit einer Masse von ungefähr 700–750 g/m2 herzustellen. Das Nadelstichverfahren kann entsprechend der gewünschten Dicke oder Effekt wiederholt werden. Die Verbundstruktur kann derart genadelt werden, dass die Dicke des einzigen Gewebeschichtkörpers typischerweise nicht mehr als ungefähr 3 mm beträgt.
- Die Faserpelze können eine Feinheit von ungefähr 1,5 Denier aufweisen. Sie können derart hergestellt sein, dass sie ein Gewicht pro Einheitsfläche von ungefähr 300 g/m2 aufweisen.
- Die flüssigkeitsdurchlässige Schicht kann aus foraminösem oder perforiertem Kunststoffpolymermaterial bestehen. Es kann aus "MYLAR" (Markenname) und "TELFA" (Markenname) ausgewählt sein.
- Die Anbringung der flüssigkeitsdurchlässigen Schicht an der wenigstens einen Seite des Gewebeschichtkörpers kann durch eine Heizbehandlung unter Druck erzielt werden.
- Die Erfindung erstreckt sich auf ein Verfahren zum Entfernen von Exsudat aus einer Wunde, wobei das Verfahren den Schritt des Aufbringens wenigstens eines Wundverbands, wie er oben beschrieben wurde, auf eine exsudierende Wunde umfasst.
- Die Erfindung wird nun beispielhaft mit Bezug zu den folgenden Zeichnungen beschrieben werden, in denen:
-
1 eine schematische dreidimensionale Explosionsansicht eines erfindungsgemäßen Wundverbands ist; -
2 eine schematische dreidimensionale Explosionsansicht einer weiteren Ausführungsform eines erfindungsgemäßen Wundverbands ist; und -
3 eine schematische dreidimensionale Explosionsansicht einer anderen Ausführungsform eines erfindungsgemäßen Wundverbands ist. - Mit Bezug zu
1 bezeichnet Bezugszeichen10 allgemein einen erfindungsgemäßen Wundverband. - Der Wundverband
10 ist in der Zeichnung in Explosionsansicht gezeigt. Der Verband10 umfasst eine erste Absorptionsschicht in der Form eines Faserpelzes12.2 sowie eine Absorptionsschicht in der Form eines Faserpelzes12.3 . Die Faserpelze12.2 und12.3 sind aus Vliesgewebe hergestellt, welches poröse Polyesterfasern umfasst. Der Verband10 enthält eine dicht gewebte Abschirmung12.1 , umfassend Polyester- und Baumwollfasern, die sandwichförmig zwischen den zwei Faserpelzen12.2 und12.3 aufgenommen ist. Die Abschirmung12.1 besteht aus einem Gewebe, das 80 % Polyester- und 20 % Baumwollfäden enthält und eine Fadendichte von ungefähr 18,6 bis 23,2 Faden/cm2 (120 bis 150 Faden pro Inch2) aufweist, sowie eine Garnnummer von ungefähr 32 bis 40 und ein Gewicht von ungefähr 100 g/m2. Die zwei Absorptionsschichten12.2 und12.3 und die Abschirmung bilden im Wesentlichen einen einzigen Gewebeschichtkörper, der in der Zeichnung mit der Bezugsziffer12 bezeichnet ist. - Mit Bezug zu
2 bezeichnet Bezugsziffer20 allgemein eine weitere Ausführungsform eines erfindungsgemäßen Wundverbands. - Der Wundverband
20 ähnelt dem Wundverband10 , und die gleichen Ziffern wurden verwendet, um die gleichen oder ähnlichen Merkmale der Verbände20 und10 zu bezeichnen. Der Verband20 unterscheidet sich vom Verband10 nur darin, dass eine äußere flüssigkeitsdurchlässige Schicht14 am Faserpelz12.2 angebracht ist, so dass der Wundverband20 vier separate Schichten umfasst, im Gegensatz zu drei im Wundverband10 . - Mit Bezug zu
3 bezeichnet Bezugsziffer30 allgemein eine weitere Ausführungsform eines erfindungsgemäßen Wundverbands. Der Wundverband30 ähnelt dem Wundverband20 , und die gleichen Ziffern wurden verwendet, um die gleichen oder ähnliche Merkmale der Verbände30 und20 zu bezeichnen. Der Verband30 unterscheidet sich vom Verband20 nur darin, dass eine weitere äußere flüssigkeitsdurchlässige Schicht14 am Faserpelz12.3 angebracht ist, so dass der Wundverband30 fünf separate Schichten umfasst, im Gegensatz zu vier wie im Wundverband20 . - Die flüssigkeitsdurchlässige Schicht
14 ist durch eine Heizbehandlung unter Druck mit der Verbundschicht12 verbunden. In einer bevorzugten Ausführungsform der Erfindung bestehen die flüssigkeitsdurchlässigen Schichten aus dem Material, das von Kendall (Pty) Limited hergestellt und unter dem Namen "MYLAR" verkauft wird, oder dem Material, das von Macmed Healthcare Limited hergestellt und unter dem Markennamen "TELFA" verkauft wird. - Die Faserpelze
12.2 und12.3 werden auf einem Nadelwebstuhl hergestellt. Jeder Faserpelz12.2 ,12.3 besteht aus 100 % Polyesterfasern, mit einer Feinheit von ungefähr 1,5 Denier, einer Faserlänge von ungefähr 7,62 cm (ungefähr 3 Inch) und hat jeweils ein Gewicht von ungefähr 300 g/m2. Die zwei Faserpelze12.2 und12.3 werden auf die jeweilige Seite der Abschirmung12.1 genadelt, was einen vollständigen Faserpelz oder eine einzige Gewebeschichtstruktur mit einer mittleren Abschirmung12.1 ergibt, die ungefähr 700 g/cm2 wiegt. Die Dicke des einzigen Gewebeschichtkörpers12 beträgt nicht mehr als ungefähr 3 mm. - Das Nadelstichverfahren, durch welches die Faserpelze
12.2 und12.3 und die Abschirmung12.1 miteinander verbunden werden, wird auf einem Nadelwebstuhl durchgeführt, der 30000 Nadeln auf dem Nadelbrett und 6 000 Nadeln pro linearem Meter hat. Das Nadeln erfolgt mit einer Nadelrate von 300 Stichen pro cm2, so dass die resultierende Nadeldichte 1800 Stiche pro cm2 beträgt. Dieses Verfahren drückt Fasern aus den Faserpelzen12.2 und12.3 durch die Abschirmung12.1 hindurch, wodurch die Faserpelze12.2 und12.3 mit der Abschirmung12.1 sowie miteinander verbunden werden. - In verschiedenen Ausführungsformen wird das Nadelstichverfahren ein einziges Mal oder mehrere Male auf beiden Seiten durchgeführt, abhängig von der benötigten Dicke. Die mittlere Dicke des vollständigen Faserpelzes beträgt nicht mehr als ungefähr 3 mm. Der Anmelder hat festgestellt, dass dann, wenn das Material viel dicker als 3 mm ist, die Absorption des Wundverbands geringer ist, und die Fähigkeit des Wundverbands, Exsudat aus einer Wunde "aufzuhalten und zu heben" wird weniger effektiv. Insbesondere dann, wenn eine Zahl von Schichten des erfindungsgemäßen Wundverbands auf oder in einer Wunde plaziert werden, die eine große Flüssigkeitsmenge produziert, und in der die unteren Schichten gesättigt werden, hat der Anmelder festgestellt, dass im Fall eines Wundverbands, der dicker als ungefähr 3 mm ist, die Übertragung des Fluids durch aufeinanderfolgende Schichten des Wundverbands weniger effektiv ist. Somit kann im Einsatz der erfindungsgemäße Wundverband in mehreren Schichten eingesetzt werden. Er kann auch gefaltet oder gerollt werden, um in eine Wundhöhle eingesetzt zu werden.
- Ein vollständiger Faserpelz mit der mittleren Abschirmung, wie oben beschrieben, wurde durch das South African Bureau of Standards (Südafrikanisches Büro für Standards, SABS) getestet. Die Testergebnisse sind in der nachfolgenden Tabelle aufgeführt: Tabelle 1

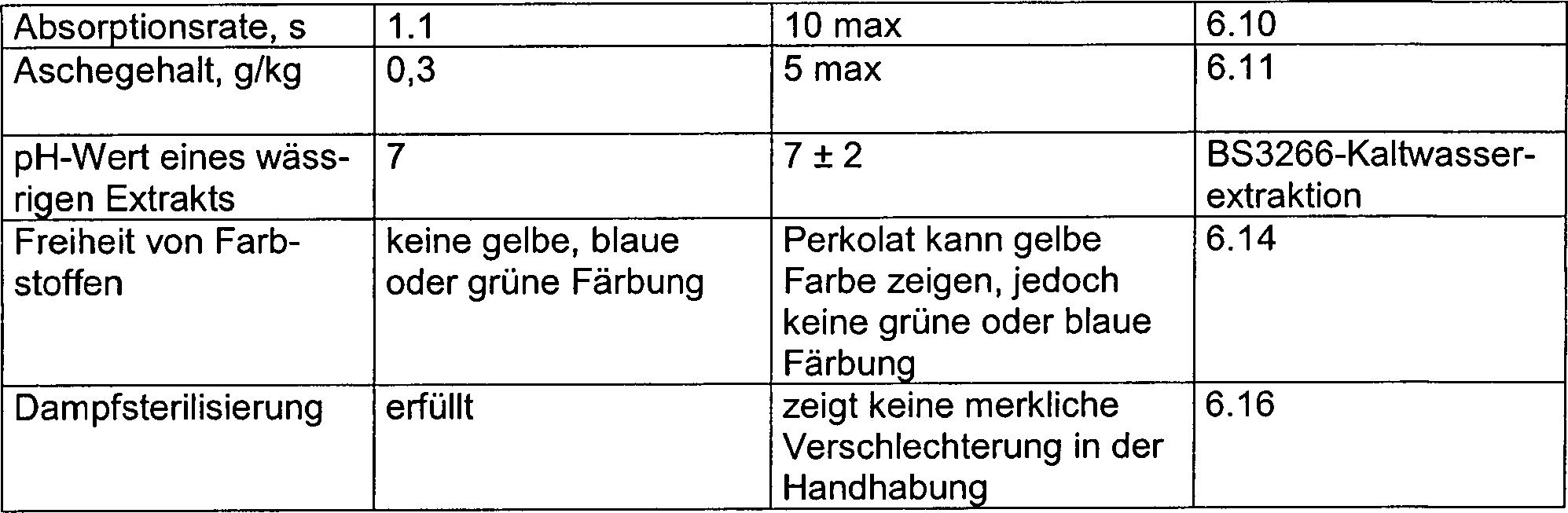
- Aufgrund der unterschiedlichen Konstruktion wurden die Konstruktion, die Masse pro Einheitsfläche und die Reißfestigkeitsergebnisse der Probennummer R2455A und R2455B nicht mit den Erfordernissen der obigen Spezifikation verglichen.
- In Tabelle 1 beziehen sich die Testproben Nr. R2455A und R2455B auf Testproben für Eigenschaften, die in der Spezifikation des Südafrikanischen Ministeriums für Handel und Industrie CKS 464 : 1993 (berichtigt) für klinische Vliesverbände, veröffentlicht vom SABS, spezifiziert sind.
- Der erfindungsgemäße Wundverband ist ein hochabsorbierender, wenig haftender, wegwerfbarer Dispersionswundverband.
- Ein Vorteil der erläuterten Erfindung liegt darin, dass der Wundverband für eine breite Vielzahl von Wunden eingesetzt werden kann, einschließlich stark exsudierender Wunden, tiefer Wunden, oberflächlicher Wunden (mit Salben), Brandwunden (wo die geringen Hafteigenschaften des erfindungsgemäßen Wundverbands wichtig sind), transsudierender Wunden, Abszessen, Geschwüren, Diabetikerfußwunden, äußerer Krebswunden, nicht heilender Wunden, Sinuswunden und dergleichen bei Menschen und Tieren. Ein weiterer Vorteil der erläuterten Erfindung liegt darin, dass der Wundverband als chirurgische Dralnage verwendet werden kann. Es ist ein einzigartiges Merkmal der Erfindung, dass sowohl Körperflüssigkeiten als auch Bakterien vom Inneren einer Wunde oder Höhle durch eine Zahl von erfindungsgemäßen Wundverbänden zu den Verbänden außerhalb der Wunde oder des Hohlraums verteilt oder weggetragen werden können. Dies erlaubt es Wunden, von Innen her und nicht von Außen her zu heilen. Das Material des Wundverbands zerfällt nicht, nachdem es Kontakt mit Körperflüssigkeiten gehabt hat.
- Allgemein sind nicht haftende absorbierende Verbände aus Gaze und porösen Fasern hergestellt, einschließlich Naturfasern wie z.B. Baumwolle und synthetischen Fasern wie z.B. Reyon und Kombinationen daraus.
- Ein Problem in Zusammenhang mit solchen absorbierenden Verbänden ist die Tatsache, dass die porösen Fasern Feuchtigkeit oder, Fluid aus der Wunde absorbieren. Dies führt zu einem als "Durchschlagen" bekannten Phänomen. Abhängig vom Verbandstyp neigen solche Wundverbände in gewissem Maße auch dazu, an einer exsudierenden oder transsudierenden Wunde zu haften. Das Entfernen solcher Verbände von der Wunde führt oft zum erneuten Öffnen der Wunde und zu einer Beschädigung des neugebildeten Krustengewebes.
- Es ist ein Vorteil der erläuterten Erfindung, dass die dicht gewebte Abschirmung, die eine diskrete Schicht innerhalb des Vliespelzes bildet, dazu dient, dafür zu sorgen, dass das vom Vliesgewebeteil des Verbands absorbierte Exsudat entlang der Abschirmung abgeführt wird. Dies dient der Vermeidung oder Behinderung eines "Durchschlagens" und führt zu einem Fluidtransport weg von der Wundstelle. Der Vorteil hiervon ist, dass sowohl Fluid als auch Bakterien von der Wunde weggetragen werden, wodurch die Wundheilung begünstigt wird. Ein weiterer Vorteil der erläuterten Erfindung liegt darin, dass die flüssigkeitsdurchlässige Schicht keine Fussel, Flocken oder dergleichen erzeugt, die oft mit herkömmlichen Wundverbänden einhergehen, die der Anmelder kennt, und im Wesentlichen nicht an der Wunde haftet. Dies reduziert sowohl das Trauma, das insbesondere im Fall schlimmer Wunden mit der Änderung des Verbands einhergeht, und vermeidet oder behindert die Beschädigung der heilenden Wunde, die durch das Entfernen des Verbands erzeugt wird.
- Es ist ein weiterer Vorteil der dargelegten Erfindung, dass die drei Schichten, die der Wundverband umfasst, durch ein einziges Nadelstichverfahren miteinander verbunden werden können. Dem Anmelder bekannte Verfahren des Stands der Technik beinhalten im allgemeinen mehr als ein Nadelstichverfahren, um drei verschiedene Schichten miteinander zu verbinden.
- Ohne hierdurch gebunden zu sein geht der Anmelder davon aus, dass das Nadelstichverfahren, durch welches der erfindungsgemäße Wundverband hergestellt wird, und das eine Stichdichte von ungefähr 1800 pro cm2 enthält, zu der Verteilungswirkung innerhalb des Verbands führt, die ihn von absorbierenden Verbänden des Stands der Technik unterscheidet. Es ist die einzigartige Verteilungswirkung innerhalb des Verbands, die es dem Verband ermöglicht, Exsudat oder Körperflüssigkeiten "zu halten und heben". Wegen der Verteilungswirkung des erfindungsgemäßen Wundverbands wird selbst nach der Sättigung eines Verbands eine anschließende Schicht des Wundverbands dazu führen, dass die Fluide von der Wundstelle weggezogen werden, so dass eine Heilung erfolgen kann, und zwar wegen der Entfernung der Fluide und dazugehöriger Bakterien von der Wunde. Der Erfolg des erfindungsgemäßen Wundverbands in Folge der Verteilungswirkung des Verbands scheint auf die Wahl von Fasern und des Nadelstichverfahrens zu beruhen, die zur Herstellung des Verbands eingesetzt werden.
Claims (31)
- Wundverband, umfassend: eine erste und eine zweite Absorptionsschicht, wobei jede Absorptionsschicht aus einem Vliesgewebe aus Fasern hergestellt und in der Lage ist, Flüssigkeit zu absorbieren; und eine Polyester und Baumwollfasern enthaltende Abschirmung, die zwischen den zwei Absorptionsschichten angeordnet und mit ihnen verbunden ist, derart, dass die zwei Absorptionsschichten und die Abschirmung im Wesentlichen einen einzigen Gewebeschichtkörper bilden, dadurch gekennzeichnet, dass die Abschirmung und die Absorptionsschichten eine Nadelstichdichte von ungefähr 1700 bis 1900 Stichen pro cm2 aufweisen, um hierdurch die Abschirmung und die Absorptionschichten zu verbinden:
- Wundverband nach Anspruch 1, bei dem die Nadelstichdichte ungefähr 1800 Stiche pro cm2 beträgt.
- Wundverband nach Anspruch 1 oder 2, bei dem wenigstens eine flüssigkeitsdurchlässige Schicht, die im Wesentlichen nicht an menschlichen oder tierischen Gewebelagen haftet, mit wenigstens einer der Absorptionsschichten verbunden ist.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem jede Absorptionsschicht aus porösen Polyesterfasern besteht.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Abschirmung 80 % Polyester und 20 % Baumwollfasern enthält.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Abschirmung eine Fadendichte von ungefähr 18,6 bis 23,2 Faden/cm2 (120 bis 150 Faden pro Quadratinch) aufweist.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Abschirmung eine Garnnummer von ungefähr 32 bis 40 aufweist.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Abschirmung ein Gewicht pro Einheitsfläche von ungefähr 100 g/m2 aufweist.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Absorptionsschichten aus Vliesgewebe in der Form von zwei auf einem Nadelwebstuhl hergestellten Faserpelzen sind, die jeweils aus 100 Polyesterfasern hergestellt sind.
- Wundverband nach Anspruch 9, bei dem die Faserpelze eine Feinheit von ungefähr 1,5 Denier haben.
- Wundverband nach Anspruch 10, bei dem die Faserpelze ein Gewicht pro Einheitsfläche von ungefähr 300 g/m2 haben.
- Wundverband nach einem der Ansprüche 9 bis 11, bei dem die Faserpelze eine Faserlänge von 7 bis 8 cm haben.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem der einzige Gewebeschichtkörper eine Masse von ungefähr 700 bis 750 g/m2 hat.
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem der einzige Gewebeschichtkörper eine Dicke von nicht mehr als 3 mm hat.
- Wundverband nach einem der Ansprüche 3 bis 14, bei dem die flüssigkeitsdurchlässige Schicht aus foraminösem oder perforiertem Kunststoffpolymermaterial gebildet ist.
- Wundverband nach Anspruch 15, bei dem das Kunststoffpolymermaterial ausgewählt ist aus "MYLAR" (Markenname) und "TELFA" (Markenname).
- Wundverband nach einem der vorhergehenden Ansprüche, bei dem die Verbindung zwischen der oder jeder flüssigkeitsdurchlässigen Schicht und der oder jeder Absorptionsschicht durch eine Heizbehandlung unter Druck erzielt ist.
- Verfahren zur Herstellung eines Wundverbands, wobei das Verfahren die Schritte umfasst: Herstellen von zwei Nadelstich-Faserpelzen aus Fasern auf einem Nadelwebstuhl; Herstellen einer dicht gewebten Abschirmung aus Polyester und Baumwollfasern; Anordnen der Abschirmung zwischen den Nadelstich-Faserpelzen zur Bildung einer Verbundstruktur, bei der die Abschirmung eine innere Schicht zwischen den zwei Faserpelzen bildet; und Nadeln der Verbundstruktur auf einem Nadelwebstuhl zur Herstellung eines einzigen Gewebeschichtkörpers in einem Nadelstichverfahren, bei dem die Stichdichte ungefähr 1700 bis 1900 Stiche pro cm2 beträgt.
- Verfahren nach Anspruch 18, ferner umfassend den weiteren Schritt des Anbringens einer flüssigkeitsdurchlässigen Schicht, die im Wesentlichen nicht an menschlichem oder tierischem Gewebe haftet, an wenigstens einer Seite des einzigen Gewebeschichtkörpers.
- Verfahren nach Anspruch 18 oder 19, bei dem die Nadelstich-Faserpelze aus Polyester sind.
- Verfahren nach einem der Ansprüche 18 bis 20, bei dem die Abschirmung aus 80 % Polyester und 20 % Baumwollgarnen hergestellt ist.
- Verfahren nach einem der Ansprüche 18 bis 21, bei dem die Abschirmung derart hergestellt ist, dass sie eine Fadendichte von ungefähr 18,6 bis 23,3 Faden/cm2 (120 bis 150 Faden pro Quadratinch) aufweist.
- Verfahren nach einem der Ansprüche 18 bis ,22, bei dem die Abschirmung derart hergestellt ist, dass sie eine Garnnummer von ungefähr 32 bis 40 hat.
- Verfahren nach einem der Ansprüche 18 bis 23, bei dem die Abschirmung derart hergestellt ist, dass sie ein Gewicht pro Einheitsfläche von ungefähr 100 g/m2 aufweist.
- ` Verfahren nach einem der Ansprüche 18 bis 24, bei dem die Verbundstruktur genadelt wird, um den einzigen Gewebeschichtkörper mit einer Masse von 700 bis 750 g/m2 herzustellen.
- Verfahren nach Anspruch 25, bei dem die Verbundstruktur derart genadelt wird, dass der einzige Gewebeschichtkörper eine Dicke von nicht mehr als 3 mm aufweist.
- Verfahren nach einem der Ansprüche 18 bis 26, bei dem die Faserpelze eine Feinheit von ungefähr 1,5 Denier aufweisen.
- Verfahren nach einem der Ansprüche 18 bis 27, bei dem die Faserpelze derart hergestellt sind, dass sie ein Gewicht pro Einheitsfläche von ungefähr 300 g/m2 aufweisen.
- Verfahren nach einem der Ansprüche 19 bis 28, bei dem die flüssigkeitsdurchlässige Schicht aus foraminösem oder perforiertem Kunststoffpolymermaterial besteht.
- Verfahren nach einem der Ansprüche 19 bis 29, bei dem das Kunststoffpolymermaterial ausgewählt ist aus "MYLAR" (Markenname) und "TELFA" (Markenname).
- Verfahren nach einem der Ansprüche 19 bis 30, bei dem eine Anbringung der flüssigkeitsdurchlässigen Schicht an wenigstens einer Seite des Gewebeschichtkörpers durch eine Heizbehandlung unter Druck erzielt wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ZA9808838 | 1998-09-28 | ||
| ZA988838 | 1998-09-28 | ||
| PCT/IB1999/001570 WO2000018343A1 (en) | 1998-09-28 | 1999-09-23 | A wound dressing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE69920256D1 DE69920256D1 (de) | 2004-10-21 |
| DE69920256T2 true DE69920256T2 (de) | 2005-09-22 |
Family
ID=25587303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE69920256T Expired - Fee Related DE69920256T2 (de) | 1998-09-28 | 1999-09-23 | Wundverband |
Country Status (8)
| Country | Link |
|---|---|
| EP (2) | EP1131024B1 (de) |
| AT (1) | ATE275907T1 (de) |
| AU (1) | AU761861B2 (de) |
| CA (1) | CA2345417A1 (de) |
| DE (1) | DE69920256T2 (de) |
| ES (1) | ES2229762T3 (de) |
| GB (1) | GB2357977B (de) |
| WO (1) | WO2000018343A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005007016A1 (de) * | 2005-02-15 | 2006-08-24 | Fleischmann, Wilhelm, Dr.med. | Vorrichtung zur Behandlung von Wunden |
| DE102011106393A1 (de) * | 2011-07-02 | 2013-01-03 | Steffen Herr | Doppellagiges textiles Flächengebilde mit einstellbaren, festem Lagenabstand in der Verwendung als Wundauflage |
| US10811706B2 (en) | 2015-09-22 | 2020-10-20 | Mann+Hummel Gmbh | Multi-component media for use in a humidifier |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7112712B1 (en) | 1999-11-10 | 2006-09-26 | Protex Healthcare (Uk) Limited | Dressing |
| ZA200600686B (en) * | 2006-01-24 | 2006-04-26 | Jacobus F Mouton | A wound dressing |
| DE102007011570A1 (de) | 2007-03-08 | 2008-09-11 | Fleischmann, Wilhelm, Dr.med. | Vorrichtung zum Dehnen der Haut |
| AR063987A1 (es) * | 2007-11-27 | 2009-03-04 | Segundo Mariano | Aposito utilizable como cobertura temporal para el tratamiento de heridas y procesos para su fabricacion |
| DE102010054637B3 (de) | 2010-12-15 | 2012-03-08 | Wilhelm Fleischmann | Instrument zum Dehnen der Haut |
| GB2489947B (en) * | 2011-04-11 | 2018-12-12 | Adv Med Solutions Ltd | Wound dressing |
| DE102016122593A1 (de) | 2016-11-23 | 2018-05-24 | Biowim Products Gmbh | Instrument zum Dehnen der Haut |
| GB2585769B (en) * | 2018-12-13 | 2022-01-12 | Adv Med Solutions Ltd | Resilient wound dressing |
| GB2579800B (en) * | 2018-12-13 | 2021-11-03 | Adv Med Solutions Ltd | Resilient wound dressing |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8402095D0 (en) * | 1984-01-26 | 1984-02-29 | Johnson & Johnson | Absorbent laminates |
| GB9209463D0 (en) * | 1992-05-01 | 1992-06-17 | British United Shoe Machinery | Absorbent material and a method of making same |
| GB9509943D0 (en) * | 1995-05-17 | 1995-07-12 | British United Shoe Machinery | Wound dressing |
| GB2302669B (en) | 1995-06-27 | 1997-07-23 | Marilyn Olga Jeffcoat | Fabrication process for nonwoven fabric and products thus fabricated for use as non-adherent absorbent medical and veterinary dressings |
-
1999
- 1999-09-23 EP EP99943167A patent/EP1131024B1/de not_active Revoked
- 1999-09-23 AT AT99943167T patent/ATE275907T1/de not_active IP Right Cessation
- 1999-09-23 EP EP04014441A patent/EP1457183A2/de not_active Withdrawn
- 1999-09-23 DE DE69920256T patent/DE69920256T2/de not_active Expired - Fee Related
- 1999-09-23 GB GB0104404A patent/GB2357977B/en not_active Expired - Fee Related
- 1999-09-23 AU AU56435/99A patent/AU761861B2/en not_active Ceased
- 1999-09-23 ES ES99943167T patent/ES2229762T3/es not_active Expired - Lifetime
- 1999-09-23 CA CA002345417A patent/CA2345417A1/en not_active Abandoned
- 1999-09-23 WO PCT/IB1999/001570 patent/WO2000018343A1/en not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005007016A1 (de) * | 2005-02-15 | 2006-08-24 | Fleischmann, Wilhelm, Dr.med. | Vorrichtung zur Behandlung von Wunden |
| DE102011106393A1 (de) * | 2011-07-02 | 2013-01-03 | Steffen Herr | Doppellagiges textiles Flächengebilde mit einstellbaren, festem Lagenabstand in der Verwendung als Wundauflage |
| US10811706B2 (en) | 2015-09-22 | 2020-10-20 | Mann+Hummel Gmbh | Multi-component media for use in a humidifier |
Also Published As
| Publication number | Publication date |
|---|---|
| AU5643599A (en) | 2000-04-17 |
| DE69920256D1 (de) | 2004-10-21 |
| WO2000018343A1 (en) | 2000-04-06 |
| EP1131024A1 (de) | 2001-09-12 |
| EP1457183A2 (de) | 2004-09-15 |
| GB0104404D0 (en) | 2001-04-11 |
| ES2229762T3 (es) | 2005-04-16 |
| GB2357977B (en) | 2002-01-09 |
| AU761861B2 (en) | 2003-06-12 |
| ATE275907T1 (de) | 2004-10-15 |
| EP1131024B1 (de) | 2004-09-15 |
| GB2357977A (en) | 2001-07-11 |
| CA2345417A1 (en) | 2000-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69118794T2 (de) | Alginatstoff mit verbesserter Absorbierbarkeit und Verfahren zur Herstellung | |
| DE69327674T2 (de) | VERFAHREN ZUM HERSTELLEN EINER ABSORBIERENDEN STRUKTUR SOWIE ABSORBIERENDER ARTIKEL MIT EINER GEMäSS DIESEM VERFAHREN HERGESTELLTEN STRUKTUR | |
| EP0107051B1 (de) | Wundauflage für Verbände oder Kompressen | |
| DE69622752T2 (de) | Verbandssystem | |
| DE69327854T2 (de) | VERFAHREN ZUM HERSTELLEN EINER ABSORBIERENDEN STRUKTUR SOWIE ARTIKEL MIT EINER GEMäSS DIESEM VERFAHREN HERGESTELLTEN STRUKTUR | |
| DE1492409C2 (de) | Wundverband | |
| DE68928335T2 (de) | Alginatewundverband mit guter Integrität | |
| DE69222914T2 (de) | Textilverbundstoffe | |
| DE69920022T2 (de) | Vliesstoffe, herstellung und verwendung | |
| US6653520B1 (en) | Wound dressing | |
| DE69719041T2 (de) | Mehrschichtiger wundverband | |
| DE69920256T2 (de) | Wundverband | |
| DE1065364B (de) | Ungewebter Faserstoff | |
| DE2511141A1 (de) | Fuer wegwerfwindeln geeignete faserbahn und verfahren zu ihrer herstellung | |
| DE69311743T2 (de) | Debridementschwamm | |
| DE1198013B (de) | Wundverbandstoff | |
| DE3783677T2 (de) | Nichtgewebter deckstoff fuer saugfaehige artikel. | |
| DE69504326T2 (de) | Verfahren zur herstellung einer absorbierenden struktur und ein absorbierender wundverband mit einer absorbierenden struktur, hergestellt durch dieses verfahren | |
| DE69215513T2 (de) | Alignate-stoff angewendet als verbandmaterial und als haemostatisches chirurgisches material und verfahren zur herstellung | |
| WO2023222291A1 (de) | Wundauflage | |
| DE3005747A1 (de) | Ungewebter faserstoff und verfahren zu seiner herstellung | |
| DE102011106393A1 (de) | Doppellagiges textiles Flächengebilde mit einstellbaren, festem Lagenabstand in der Verwendung als Wundauflage | |
| DE3878119T2 (de) | Verwendung eines absorbierenden schichtmaterials als verdampfungskuehlelement. | |
| DE2601617A1 (de) | Feuchtigkeitsabsorptionsvorrichtung | |
| DE1717171A1 (de) | Textile Wundauflage und Verfahren zu ihrer Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8363 | Opposition against the patent | ||
| 8339 | Ceased/non-payment of the annual fee |