-
TECHNISCHES
GEBIET
-
Die
vorliegende Erfindung betrifft Bänder.
Genauer betrifft die vorliegende Erfindung ein Klebeband, das mit
variablen Informationen bedruckt werden kann, um in Kombination
mit einer Kiste ein Etikett auszubilden.
-
ALLGEMEINER
STAND DER TECHNIK
-
Behälter, Verpackungen,
Kartons und Schachteln, (die als "Kisten" bezeichnet werden) zum Aufbewahren
und Versenden von Produkten verwenden typischerweise ein Kistenpackband,
ein Klebeband, um die Laschen oder Deckel zu befestigen, damit sie
sich während
des normalen Versands, der Handhabung und der Aufbewahrung nicht
unbeabsichtigt öffnen.
Das Kistenpackband bewahrt die Integrität einer Kiste über ihren gesamten
Verteilungszyklus hinweg. Das Kistenpackband kann an anderen Teilen
von Kisten und auf anderen Substraten verwendet werden, und kann
verwendet werden, um ähnlich
wie Aufkleber zu funktionieren. Diese Bänder können in Rollenform oder in
Blockform hergestellt sein. Sie können durchsichtig, durchscheinend
oder opak sein, und können
Informationen aufweisen, die auf das Band gedruckt oder auf andere
Weise darauf aufgebracht sind.
-
Diese
Kisten enthalten im Allgemeinen Informationen über die Inhalte. Diese Informationen,
die sich am häufigsten
auf der Kiste befinden, könnten
Losnummern, Datencodes, Produktidentifikationsinformationen und
Strichcodes beinhalten. Die Informationen könnten unter Verwendung einer
Anzahl von Verfahren auf der Kiste angeordnet werden. Diese könnten das
Vorbedrucken der Kiste, wenn sie hergestellt wird, oder das Drucken
dieser Informationen am Verwendungspunkt mit einem Tintenstrahlcodierer,
der ein Muster von Tintenpunkten versprüht, um das Bild zu formen,
oder durch Verwendung eines flexographischen Tintenwalzcodierersystems
auf die Kiste beinhalten. Andere Verfahren beinhalten die Verwendung
von Aufklebern, typischerweise weißes Papier mit vorgedruckten
Informationen, die entweder händisch
oder mit einer automatischen on-line Aufkleberaufbringungsvorrichtung
aufgebracht werden.
-
Ein
jüngerer
Trend bei der Übermittlung
von Informationen, die sich auf das Produkt beziehen, ist die Erfordernis,
für jede
Kiste spezifisch über
Informationen zu verfügen.
Zum Beispiel könnte
jede Kiste spezifische Informationen über ihre Inhalte und den Endbestimmungsort
des Produkts einschließlich
Losnummern, Seriennummern und Kundenbestellnummern tragen. Diese
Informationen werden typischerweise auf Aufklebern bereitgestellt,
die individualisiert ausgeführt
sind und am Punkt der Aufbringung an der Kiste auf Anforderung gedruckt
werden. Dies ist typischerweise als die Fähigkeit, "variable" Informationen auf einen Aufkleber zu
drucken, bevor er auf die Kiste aufgebracht wird, bekannt. Zwei
Patente, die gedruckte Etiketten offenbaren, sind US-A-5,292,713
und US-A-5,661,099.
-
Ein
System zum Drucken variabler Informationen umfaßt das Thermotintentransferdrucken
auf Aufkleber unter Verwendung eines Tintenfarbbands und eines besonderen
Hitzetransferdruckkopfs. Ein Computer steuert den Druckkopf durch
Bereitstellen von Eingangssignalen für den Kopf, welcher diskrete
Stellen am Tintenfarbband erhitzt. Das Tintenfarbband steht direkt
mit dem Aufkleber in Kontakt, so daß die Tinte schmilzt und zum
Aufkleber übertragen
wird, wenn ein diskreter Bereich erhitzt wird. Ein anderes Verfahren,
das dieses System verwendet, ist, Aufkleber zu verwenden, die ihre
Farbe verändern,
wenn Hitze ausgeübt
wird (Thermoaufkleber). In einem anderen System werden variable
Informationen durch einen Tintenstrahlcodierer direkt auf eine Kiste
gedruckt. Das auf die Kiste oder auf einen Aufkleber gesprühte Tintenmuster
kann durch einen Computer gesteuert werden.
-
Sowohl
das Thermotransfersystem als auch das Tintenstrahlsystem erzeugt
scharfe Bilder. Tintenstrahlsysteme beinhalten Piezosysteme, Thermosysteme,
fortlaufende Systeme oder Systeme mit Tröpfchen auf Anforderung. Sowohl
beim Tintenstrahlsystem als auch beim Thermotransfersystem hängt die
Druckqualität
von der Oberfläche
ab, auf die die Tinte gesprüht
wird. Es scheint, daß das
beste System zum Drucken variabler Informationen eines ist, bei
dem die Tinte und das Drucksubstrat passend abgestimmt werden können, um
ein Bild von wiederholbarer Qualität, insbesondere Strichcodes,
die mit einem hohen Grad an Verläßlichkeit
durch einen elektronischen Scanner gelesen werden müssen, zu
erzeugen.
-
Es
ist eine Vielfalt von Aufbringungssystemen verfügbar, die ein Drucksystem,
einen computergesteuerten erhitzten Druckkopf, und Führungssysteme
für den
Thermotransfertintenfarbbandaufkleber und die Decklage enthalten.
Die von Diagraph Corp. (Earth City, MO) hergestellte Doppelfeld-Druck-
und Aufbringungsvorrichtung PA/4020, die von Label-Aire Inc. (Fullerton,
CA) hergestellte Druck- und Aufbringungsvorrichtung 2138 und die
von Labeling Systems, Inc. (Oakland, NJ) hergestellte Druck- und
Aufbringungseckenaufbringungsvorrichtung 2800 stellen einige Beispiele
dar. Diese Systeme drucken auf Aufkleber mit einer Decklage. Die
Decklage ist der Träger
für das
Aufklebermaterial. Diese Systeme drucken diskrete Nachrichten auf
den Aufkleber, ziehen den Aufkleber von seiner Decklage ab und übertragen
den gedruckten Aufkleber auf eine Kiste. Obwohl andere Materialien
wie etwa Polyester verfügbar
sind, aus denen Aufkleber hergestellt werden können, ist Papieraufklebermaterial
aufgrund seiner bereitwilligen Annahme der Thermotransfertinte und seiner
niedrigen Kosten am beliebtesten.
-
Das "Aufklebermaterial" ist ein Mehrschichtenprodukt,
das ein Frontseitenmaterial aufweist, bei dem es sich typischerweise
um Papier im Bereich eines Papiermaterials von 45 bis 50 Pfund handelt.
Eine Oberfläche
enthält
einen Haftklebstoff. Die nichtklebende Oberfläche des Aufklebers ist von
jedweder Trennbehandlung frei, um ein dauerhaftes Verankern des
Tintenbilds zu gestatten. Da keine Trennbehandlung vorhanden ist,
kann die klebende Seite des Aufklebermaterials nicht mit der anderen
Seite in Kontakt treten. Um eine Bereitstellung des Material in
einem Rollenformat zu gestatten, ist ein Decklagenmaterial, typischerweise
Papier, das mit einer Trennschicht behandelt ist, erforderlich.
Diese Schicht aus dem Frontseitenmaterial und der Trenndecklage
bildet das Aufklebermaterial.
-
Um
aus dieser fortlaufenden Rolle diskrete Aufkleber bereitzustellen,
muß das
Aufklebermaterial zuerst an einer Maschine umgewandelt werden, die
das Frontseitenmaterial (aber nicht die Trenndecklage) in eine bestimmte
Länge und
Breite schneidet, wodurch es von der fortlaufenden Bahn getrennt
wird. Die Breite des Aufklebers muß schmäler als die Breite des eingegebenen
Aufklebermaterials sein. Um eine Abgabe in einer Aufbringungsvorrichtung
zu gestatten, muß entlang
jedes Rands des Aufklebermaterials eine fortlaufende Länge an ungeschnittenem
Frontseitenmaterial oder zumindest eine Länge der Decklage vorhanden
sein. Die Länge
des Aufklebers hängt
von den Aufbringungserfordernissen ab, doch benachbarte Aufkleber
müssen die
gleiche Größe aufweisen.
Wenn für
Etikettieranwendungen unterschiedliche Aufklebergrößen benötigt werden,
müssen
unterschiedliche Zufuhrrollen, die den Aufkleber mit der vorgestanzten
Größe enthalten,
verwendet werden.
-
Wenn
ein Aufkleber auf die Kiste aufgebracht ist und der typischen Versandumgebung
ausgesetzt ist (Schrammen an Kisten oder anderen festen Objekten
wie Transportbändern,
Paletten und Versandlastwagen) können
Beschädigungen
auftreten. Der Aufkleber kann so beschädigt werden, daß die gedruckte
Nachricht nicht gelesen wer den kann und jedwede Strichcodebilder
nicht verläßlich scanbar
sind. Mit Aufklebern versehene Kisten können auch nicht wiederverwertbar
sein und werden während
des Wiederverwertungsprozesses nicht leicht von Wellpappenkisten
getrennt. Typischerweise verwenden diese Aufkleber einen Acrylklebstoff. Während der
Wiederverwertung können
der Träger
und der Klebstoff nicht immer vom wiederverwerteten Wellpappenkisten-Grundmaterial
getrennt werden. Dies erzeugt ein Pulpeprodukt mit Verunreinigungen,
die keine Wiederverwendung bei der Herstellung einer neuen Kiste
von hoher Qualität
gestatten.
-
Die
Minnesota Mining and Manufacturing Company aus St. Paul, MN (3M)
hat seit 1994 ein automatisches System zum Aufbringen eines vorbedruckten
Bands (mit nichtvariablen Informationen) mit Strichcodes verkauft
(Modell Nr. TA1340, TA1341 und TA1342). Dieses System kann einen
Eckenaufkleber auf eine Kiste aufbringen, während die Kiste durch eine
Schachtelverschließvorrichtung
befördert
wird, oder es kann ein vorbedrucktes Band auf eine flachgelegte
Kiste aufbringen, bevor die Kiste geöffnet wird. Dieses System bietet eine
billige, einfache Alternative zu Aufklebern mit einer Decklage.
-
Bedruckbare
Bänder
zum Aufbringen auf Kisten wie jene, die in den Dokumenten US-A-4,421,817, US-A-5,242,888,
US-A-5,354,588, US-A-5,478,880 und US-A-5,560,293 offenbart sind,
sind bekannt. Diese Bänder
können
jedoch keine Kisten verschließen
und keine gedruckten Informationen von sehr hoher Qualität erhalten.
-
Das
Dokument US-A-4,707,211 beschreibt ein decklagenloses wärmeempfindliches
Papier, das mit variablen Informationen bedruckt werden kann, um
ein Etikett zu bilden, und das auf ein Objekt aufgebracht werden
kann, und das eine nicht aus Papier bestehende Trägerschicht
mit einer ersten Seite und einer zweiten Seite; und eine auf der
ersten Seite der Trägerschicht
befindliche Klebeschicht umfaßt.
-
Es
ist eine Aufgabe der vorliegenden Erfindung, ein Klebeband bereitzustellen,
das über
darauf gedruckte variable Informationen von hoher Qualität verfügt und auf
Kisten aufgebracht werden kann.
-
KURZDARSTELLUNG
DER ERFINDUNG
-
Nach
der vorliegenden Erfindung wird die oben erwähnte Aufgabe durch ein wie
in den unabhängigen Ansprüchen 1 und
8 definiertes Klebeband in Kombination mit einer Kiste gelöst. Die
abhängigen
Ansprüche beziehen
sich auf einzelne Ausführungsformen
nach der vorliegenden Erfindung.
-
Bei
der Erfindung handelt es sich um ein Klebeband, das an einem Segment
des Bands mit variablen Informationen bedruckt werden kann, und
das als ein Etikett auf ein Objekt aufgebracht werden kann. Das Band
beinhaltet eine nicht aus Papier bestehende Trägerschicht, die eine erste
Seite und eine zweite Seite aufweist. Auf der ersten Seite der Trägerschicht
befindet sich eine Klebeschicht. Zumindest die Trägerschicht oder
die Klebeschicht ist so gefärbt,
daß sich
eine Bandopazität
von über
60 ergibt.
-
Die
Tinte wird auf die Seite des Bands gedruckt, die der Klebeschicht
gegenüberliegt.
Die Tinte kann auch zwischen der Trägerschicht und der Klebeschicht
oder auf der Oberseite der Trägerschicht
flutbeschichtet werden. Die Farbe zumindest der Trägerschicht
oder der Klebeschicht kann weiß sein.
-
Das
Etikett weist bei Aufbringung auf einem schwarzen Hintergrund eine
Scanbewertung von zumindest C und eine Opazität von zumindest 65 auf. Das
Etikett weist bei Aufbringung auf einem schwarzen Hintergrund eine
Scanbewertung von A und eine Opazität von zumindest 80 auf. Das
Etikett kann eine Abriebbeständigkeit
von zumindest "gut" aufweisen.
-
Das
Etikett kann als ein Kistenpackband dienen. Die Trägerschicht
kann zumindest durch Grundieren, eine Flammbehandlung oder eine
Koronaentladung behandelt sein. Das Band kann eine schwach haftende rückseitige
Schicht aufweisen, die sich auf der zweiten Seite der Trägerschicht
befindet. Die schwach haftende rückseitige
Schicht kann ein Silikon, ein Alkyl, fluorchemische Bestandteile
und Kombinationen davon beinhalten.
-
Das
Etikett kann bestimmte Scanbewertungen erreichen, wenn es an Oberflächen geklebt
ist, die Farbkoordinaten einschließlich Kombinationen von a*,
b* und L*, die in Kombination miteinander gewählt sind, aufweisen.
-
Die
Erfindung ist eine Vorrichtung zum Drucken variabler Informationen
auf ein Band, um ein Bandsegment zu bilden, zum Schneiden des Bandsegments,
um ein Etikett zu bilden, und zum Aufbringen des Etiketts auf ein
Objekt. Die Vorrichtung beinhaltet einen Drucker zum Drucken von
Informationen auf das Band und eine Steuerung zum Steuern des Druckers
als Reaktion auf Eingangssignale, um die auf das Band gedruckten
Informationen zu verändern.
Das Bandsegment wird zu einer Stelle für die Aufbringung auf das Objekt
transportiert, und das Bandsegment wird geschnitten. Schließlich wird
das gedruckte Etikett auf das Objekt aufgebracht.
-
Die
Vorrichtung kann das aufzubringende Bandsegment transportieren,
um eine Aufbringung des nächsten
ausgegebenen Etiketts durchzuführen.
Die Vorrichtung kann Teil einer Schachtelverschließvorrichtung
zum Verschließen
von Kisten unter Verwendung von Band sein.
-
Das
Objekt, auf das das Etikett aufzubringen ist, kann eine Kiste sein,
die Seiten, Ecken und Nähte aufweist,
entlang derer die Kiste verschlossen wird. Das Etikett kann zumindest
auf eine der Seiten, der Ecken oder der Nähte der Kiste aufgebracht werden.
Das Etikett kann auch entlang zumindest einer der Nähe der Kiste
aufgebracht werden, um die Kiste mit einem Etikett zu verschließen, das
mit Informationen bedruckt ist, die variabel gedruckt wurden. Dieses
Etikett kann die Kiste während
des Versands und der Handhabung geschlossen halten.
-
Der
Drucker kann den Thermotransferdruck, den Tintenstrahldruck oder
den Laserdruck verwenden.
-
KURZE BESCHREIBUNG
DER ZEICHNUNGEN
-
1 ist
eine perspektivische Ansicht einer Vorrichtung zur Bereitstellung
eines Bands nach der Erfindung und zu seiner Aufbringung auf eine
Kiste.
-
2 ist
eine schematische Ansicht der Vorrichtung von 1.
-
3 ist
eine Konturdarstellung der Scanbewertung eines mit einem Strichcode
bedruckten Etiketts auf Farbchipkarten als eine Funktion der Farbkoordinaten
L* und a* der Karten.
-
AUSFÜHRLICHE
BESCHREIBUNG
-
Das
Klebeband nach der vorliegenden Erfindung kann durch eine Vorrichtung,
die ein System zum Bereitstellen von Informationen an einer Oberfläche oder
einem Objekt umfaßt,
bereitgestellt und auf eine Kiste aufgebracht werden. Das Objekt
kann eine Kiste wie etwa eine Kiste oder eine Schachtel sein. Die
Vorrichtung beinhaltet auch eine selbstaufgewickelte Rolle eines
Bands, aus dem Etiketten hergestellt werden, und ein Druck- und Aufbringungssystem
zum Aufbringen der Etiketten auf Kisten. Dies unterscheidet sich
von den bekannten Systemen, die vorabgemessene, vorgeschnittene
Aufkleber mit einer festen Größe verwenden
oder nicht variabel auf Band drucken können.
-
Über diese
Beschreibung hinweg ist der Begriff "Band",
wie er hier verwendet wird, auf ein Substrat, das decklagenlos ist;
das in einer Rollenform (in der es selbstaufgewickelt ist) oder
in einer anderen Form zugeführt
werden kann; und das nicht vorgeschnitten ist, beschränkt. Der
Begriff "Etikett" wird verwendet werden, um
etwas zu bedeuten, das Informationen (wie etwa durch Bedrucken) übermitteln
kann, das an einer Oberfläche
fixiert werden kann, und das vom Rest des Bands abgetrennt wird.
Bevor das Etikett vom Rest des Strangs oder der Rolle des Bands
abgetrennt wird, wird der Abschnitt des Bands, der zum Etikett (entweder bedruckt
oder nicht bedruckt) werden wird, als ein Bandsegment bezeichnet
werden. Etiketten sind daher eine Teilmenge von Bandsegmenten, die
wiederum eine Teilmenge von Bändern
sind.
-
Etiketten
unterscheiden diese Erfindung von bestehenden Produkten und Systemen,
die vorgeschnittene Aufkleber verwenden (die Etiketten stellen die
gleiche Informationsübermittlungsfunktion
wie die bekannten Aufkleber bereit). Es gibt kein bekanntes System,
das ein Band als einen Bestandteil eines Systems zum variablen Druck
und zur Aufbringung verwendet. Über
diese Beschreibung hinweg bedeutet der Begriff "variables Drucken" das Drucken individualisierter Informationen
auf Anforderung, um (wie etwa am Punkt der Aufbringung des Etiketts)
ein Bandsegment zu bilden. Die Informationen sind alle beliebigen
Informationen einschließlich
Wörter,
Symbole, Grafiken und Strichcodes. Der Begriff "Tinte" beinhaltet Farbstoffe und Pigmente, die
einem Medium hinzugefügt
werden, und jedes beliebige Druckmedium, das Lösemittel, Nichtlösemittel
und Toner beinhalten kann. Die Tinte kann dem Band durch jedes beliebige
bekannte Verfahren einschließlich
der Verwendung eines Farbbands als Träger bereitgestellt werden.
-
Das
System erleichtert das Etikettieren von Oberflächen unter Verwendung von Etiketten.
Das System druckt Informationen auf ein Band, um ein Bandsegment
zu bilden, und kann die Informationen, die auf jedem Bandsegment
angeordnet werden, verändern,
um einen unendlichen Wechsel des Etiketteninhalts und der Längen, die
aus einer Zufuhrrolle des Bands hergestellt werden sollen, zu gestatten.
Das System kann das gedruckte Etikett auf die Kiste aufbringen,
während
die Kiste entweder stationär
ist, oder während
sich die Kiste bewegt (wie etwa, während die Kiste zugemacht und
verschlossen wird). Das System bringt das Etikett entweder auf die
Seite der Kiste auf, um nur als ein Übermittlungsmittel für Informationen
zu dienen; bringt das Etikett als eine L-förmige
Klammer auf die Ecke der Kiste, die Informationen tragen soll, auf,
um als eine Kistenverschließvorrichtung
(ohne Druck) oder eine Kombination aus einem Informationsübermittlungsmittel
und einer Kistenverschließvorrichtung
zu dienen; oder bringt das Etikett entlang einer Naht der Kiste
auf, um entweder als eine Kistenverschließvorrichtung (ohne Druck) oder
eine Kombination aus einem Informationsübermittlungsmittel und einer
Kistenverschließvorrichtung
zu dienen.
-
Das
System verbessert die Wiederverwendbarkeit gebrauchter Kisten, verringert
die Menge des Materials, das zur Bereitstellung eines Etiketts,
welches veränderliche
Informationen trägt,
benötigt
wird, kann das Verschließen
der Kiste und das Bereitstellen von Informationen kombinieren, und
ist bei geringeren Kosten als bei gegenwärtigen Etikettiersystemen haltbarer.
Das System kann das Etikett wie oben besprochen automatisch auf
Kisten aufbringen, oder das gedruckte Etikett kann für eine händische
Aufbringung ausgegeben werden.
-
In
Untersuchungen bekannter Bandaufbauten wurde herausgefunden, daß die bestehenden
serienmäßig hergestellten
Bänder
einen Druck von unbeständiger
Qualität
auf dem fertigen Produkt aufweisen. Die Scanbarkeit ist ein beherrschendes
Kriterium für
die Annehmbarkeit, da sie einen höheren Standard als die bloße Lesbarkeit
mit dem bloßen
Auge darstellt und eine objektiv meßbare Größe ist. Selbstverständlich sind Strichcodes
nicht die einzige Informationsform, die gedruckt werden kann. Jede
beliebige andere Information kann auf Bänder gedruckt werden.
-
Die
Bandopazität
ist eine Eigenschaft, die die Scanbewertungen der gedruckten Informationen
beeinflußt.
Typischerweise bringt das Band eine um so bessere Leistung, je größer die
Opazität
ist. Opazitäten,
die größer als
60 bis 65 sind, wurden als zufriedenstellend erkannt. Während der
Versuche wurde jedoch entdeckt, daß das Band eine Opazität von über 80,
vorzugsweise zumindest 83 und insbesondere zumindest 85 aufweisen
sollte, um Bewertungen von A zu erzielen. Bekannte Bänder wiesen
Scanbewertungen von A bis F auf, wobei die Bewertungen in der Qualität von A
zu B zu C zu D zu F abnehmen. Ein durch manche bekannte Bänder erzieltes
Ergebnis, das schlechter als F ist, ist "keine Decodierung", was bedeutet, das der Strichcode nicht
gelesen werden kann. Obwohl Bewertungen von A bevorzugt sind, sind
in manchen Situationen sogar Bewertungen von D und manchmal Bewertungen
von F annehmbar.
-
Viele
herkömmliche
Kistenpackbänder
werden auf weißen
Kisten und in Umgebungen, in denen eine geringe Abnutzung des Bands
(wie etwa Schrammen) besteht, funktionieren. Doch diese Bänder, sogar,
wenn sie mit weißem
Film und weißem
Klebstoff und in Dicken von 0,004 cm (0,0016 Zoll) hergestellt sind,
erzielen auf schwarzen Hintergründen
keine Scanbewertungen von A und unterliegen deutlich verringerten
Scanbewertungen, wenn sie den Bedingungen der wirklichen Welt wie
Reiben und Schrammen ausgesetzt sind. Das Prüfen vor schwarzen Hintergründen ist
wichtig, da Etiketten auf Kisten verwendet werden, die mit schwarzer Tinte
vorbedruckt sind, und die Etiketten nach der Aufbringung über den
schwarzen Abschnitten gelesen werden müssen. Die Scanbewertung und
die Auflösungseigenschaften
werden vor einem schwarzen Hintergrund gemessen, was eine strengere
Prüfung
als ein Messen vor einem weißen
Hintergrund darstellt.
-
Gegenwärtige Kistenpackbänder sind
nicht mit genauen Logistikinformationen wie etwa Strichcodes bedruckt;
daher ist ihre Opazität
nicht von Belang. Die Erfinder haben erkannt, daß die Auflösung des Drucks und ein hoher
Kontrast für
das Drucken von Strichcodes auf ein Band wichtig sind. Als Reaktion
haben die Erfinder neue Bänder
entwickelt, die eine ausreichende Opazität und einen ausreichenden Kontrast
(einschließlich
Helligkeit und Rückstrahlungsvermögen) aufweisen
und zu Scanbewertungen von A fähig
sind, wenn sie mit Strichcodes bedruckt sind. Diese Bänder sind
bekannten Kistenpackbändern
und Aufklebern ohne Decklage überlegen.
-
Die
Erfinder haben einen Bandaufbau geschaffen, der die Nachteile der
bekannten Bänder überwindet Das
Band 14 kann ein einseitig beschichtetes Haftklebeband
sein, das aus einem mehrschichtigen Aufbau hergestellt ist. Die
Trägerschicht
kann zum Beispiel ein ein- oder mehrschichtiger Kunststoffilmträger sein.
Geeignete Kunststoffilmträger
beinhalten Polypropylen, Polyethylen, Copolymere aus Polypropylen
und Polyethylen, Polyvinylchlorid (PVC), Polyester und Vinylacetate.
Das Polypropylen kann einachsig orientiertes Polypropylen (MOPP),
zweiachsig orientiertes Polypropylen (BOPP) oder aufeinanderfolgend
oder gleichzeitig zweiachsig orientiertes Polypropylen (SBOPP) beinhalten.
Das Trägermaterial
kann kompostierbar, abbaubar, gefärbt oder bedruckt sein und
kann aus unterschiedlichen Oberflächentexturen bestehen oder
geprägt
sein. Ein Haftklebstoff wird auf eine Seite des Trägers aufgetragen
und optional eine Trennbeschichtung (eine schwach haftende rückseitige
(LAB-) Beschichtung) auf die gegenüberliegende Seite aufgetragen,
um zu gestatten, daß sich
das Band von selbst abwickelt, wenn es zu einer Rolle gewickelt
ist.
-
Da
bestimmte Trennbeschichtungen an Haftklebebändern nicht dazu bestimmt sind,
bedruckt zu werden, kann es sein, daß sich die Tinte nicht fest
verankert, da sie schlecht an die Oberfläche der Trennbeschichtung gebunden
ist. Die Tinte kann unter normalen Verwendungsbedingungen leicht
abgeschrammt, abgekratzt oder verzerrt werden. Die Trennbeschichtung
am Band der Erfindung kann Tinte wie etwa von einem flexographischen
Verfahren oder von einem Thermotransferverfahren annehmen. Die Trennbeschichtung
kann verhindern, daß Schmutz
in den Poren der Filmschicht anhaftet und die Scanbarkeit des Bands
beeinflußt.
Versuche haben gezeigt, daß ein
Thermotransferdruck unter Verwendung eines kompatiblen Tintentransferfarbbands auf
die Trennbeschichtung ausreichend hohe Verankerungsgrade bereitstellen
kann, so daß die
Tinte nicht abgeschrammt werden kann. Der in den Beispielen beschriebene
Abriebbeständigkeitsversuch
ist ein Indikator der Abschrammbeständigkeit. Und dieses Band ist
weniger kostspielig als bekannte Aufkleber. Die Trennbeschichtungszusammensetzung
sollte mit der Klebstoffzusammensetzung kompatibel sein und vermindert
die Klebeeigenschaften des Bands nicht durch eine Übertragung
zur Klebstoffzusammensetzung.
-
Trennbeschichtungszusammensetzungen
für die
LAB-Schicht von Bändern
in Rollenform können
Silikon, Alkyl oder fluorchemische Bestandteile oder Kombinationen
als den Bestandteil enthalten, der die Trennung verleiht. Nützliche
Trennbeschichtungszusammensetzungen für die Erfindung beinhalten
silikonhaltige Polymere wie etwa Silikonpolyurethane, Silikonpolyharnstoffe
und Silikonpolyurethan/Harnstoffe wie die in den Dokumenten US-A-5,214,119, US-A-5,290,615,
US-A-5,750,630 und US-A-5,356,706
beschriebenen, und silikonacrylataufgepfropfte Copolymere, die in
den Dokumenten US-A-5,032,460, US-A-5,202,190 und US-A-4,728,571
beschrieben sind. An dere nützliche
Trennbeschichtungszusammensetzungen beinhalten fluorchemikalienhaltige
Polymere wie etwa die im Dokument US-A-3,318,852 beschriebenen,
und Polymere, die lange Alkylseitenketten enthalten, wie etwa Polyvinyl-N-Alkylcarbamate
(z.B. Polyvinyl-N-Octadecylcarbamat), wie sie im Dokument US-A-2,532,011
beschrieben sind, und Copolymere, die höhere Alkylacrylate (z.B. Octadecylacrylat
oder Behenylacrylat) enthalten, wie etwa die im Dokument US-A-2,607,711
beschriebenen, oder Alkylmethacrylate (z.B. Stearylmethacrylat)
wie etwa die in den Dokumenten US-A-3,502,497 und US-A-4,241,198
beschriebenen, wobei die alkylseitige Kette von etwa 16 bis 22 Kohlenstoffatome
enthält.
-
Diese
Trennpolymere können
miteinander oder mit hitzehärtbaren
Harzen oder Polymeren, die einen thermoplastischen Film bilden,
vermischt werden, um die Trennbeschichtungszusammensetzung zu bilden. Zusätzlich können in
den Trennbeschichtungszusammensetzungen andere Zusatzstoffe wie
Füllmittel,
Pigmente, Benetzungsmittel, Mittel zur Veränderung der Viskosität, Stabilisierungsmittel,
Antioxidationsmittel und Vernetzungsmittel verwendet werden.
-
Dem
Band können
zahlreiche andere Schichten hinzugefügt werden, wie etwa Grundierungen,
um die Haftung der Klebeschicht an der Trägerschicht zu steigern. Außerdem kann
sich an der ersten Seite der Trägerschicht
unter oder über
dem Klebstoff oder an der zweiten Seite der Trägerschicht unter oder über jedweder schwach
haftenden rückseitigen
Schicht gedrucktes Material befinden. Bei diesem gedruckten Material
kann es sich um beliebige Informationen wie etwa Werbung oder Anweisungen
handeln. Außerdem
kann eine zusätzliche
Flutschicht von Tinte oder eine ähnliche
Beschichtung verwendet werden, um die Opazität des Bands zu verändern. Das
Band könnte
Desodorisierungsmittel, Duftstoffe, Antistatikmittel und verkapselte
Reinigungschemikalien enthalten. Außerdem können die Trenneigenschaften
des Trägers
so abge ändert
werden, daß der
Träger
und der Klebstoff zusammenwirken, um gewünschte Abwickeleigenschaften
zu erzielen. Die Trenneigenschaften des Trägers können durch Aufbringen einer
Zusammensetzung mit niedriger Oberflächenenergie, Grundieren, Koronaentladung,
Flammbehandlung, Aufrauhen, Ätzen
und Kombinationen davon abgeändert
werden.
-
Viele
Arten von Klebstoffen können
verwendet werden. Der Klebstoff kann heißtauchbeschichtete Formulierungen, übertragungsbeschichtete
Formulierungen, lösemittelbeschichtete
Formulierungen, wasserbasierende und Latexformulierungen beinhalten.
Beispiele für
Klebstoffe, die bei der Erfindung nützlich sind, beinhalten jene,
die auf allgemeinen Zusammensetzungen von Polyacrylat; Polyvinylether;
dienhaltigem Gummi wie etwa Naturkautschuk, Polyisopren und Polyisobutylen;
Polychloropren; Butylkautschuk; Butadien-Acrylnitril-Polymer; einem
thermoplastischem Elastomer; Blockcopolymeren wie etwa Styren-Isopren-
und Styren-Isopren-Styren-Blockcopolymeren; Ethylen-Propylen-Dien-Polymeren
und Styren-Butadien-Polymer;
Poly-alpha-Olefin; amorphem Polyolefin; Silikon; ethylenhaltigem
Copolymer wie etwa Ethylenvinylacetat, Ethylacrylat und Ethylmethacrylat;
Polyurethan; Polyamid; Epoxid; Polyvinylpyrrolidon- und Vinylpyrrolidon-Copolymeren;
Polyestern; und Gemischen der obigen basieren. Zusätzlich können die
Klebstoffe Zusatzstoffe wie Klebrigmacher; Plastifiziermittel, Füllmittel,
Antistatikmittel, Stabilisierungsmittel, Pigmente, diffundierende Partikel,
Vulkanisationsmittel und Lösemittel
enthalten.
-
Nützliche
Klebstoffe nach der vorliegenden Erfindung können Haftklebstoffe sein. Haftklebstoffe
sind normalerweise bei Raumtemperatur klebrig und können durch
die Ausübung
von, höchstens,
einem leichten Fingerdruck an eine Oberfläche geklebt werden. Eine allgemeine
Beschreibung von nützlichen
Haftklebstoffen kann in Encyclopedia of Polymer Science and Engineering,
Band 13, Wiley-Interscience Publishers (New York, 1988) gefunden
werden. Eine zusätzliche
Beschreibung von nützlichen
Haftklebstoffen kann in Encyclopedia of Polymer Science and Technology,
Band 1, Wiley-Interscience Publishers (New York, 1964) gefunden
werden.
-
Zusätzlich dazu,
daß sie
eine Opazität
von zumindest 85 und Scanbewertungen von A aufweisen, sollten die
Bänder
der Erfindung auch andere wünschenswerte
Eigenschaften aufweisen. Sie sollten eine wie durch den Sutherland-Abriebversuch gemessene "gute" trockene und feuchte
Abriebbeständigkeit
aufweisen. Dies bedeutet, daß bei
25 Schlägen
mit einem Versuchsblock von 1,8 kg (4 Pfundm)
unter Verwendung von Kraftpapier kein Anzeichen einer Tintenübertragung
oder eines Abriebs besteht. Sie weisen eine wie durch eine Verwischprüfung gemessene
Feuchtverwischbeständigkeit
auf. Dies bedeutet, daß bei
25 Schlägen
mit einem Versuchsblock von 0,9 kg (2 Pfundm)
unter Verwendung eines feuchten Musselinstoffs kein Anzeichen einer
Tintenübertragung
oder eines Verwischens besteht. Sie weisen auch eine Schmutzbeständigkeit
auf, wie durch Aufbringen von Tonerpulver von einem Laserdrucker
oder einem Kopiergerät
auf einen trockenen Musselinstoff und Schmieren des Tonerpulvers
auf das Band gezeigt wird. Das Ergebnis wird visuell beobachtet und
als "gut" bewertet, wenn kein
Tonerpulver zum Band übertragen
wurde, als "durchschnittlich" bewertet, wenn etwas
Tonerpulver zum Band übertragen
wurde, und als "schlecht" bewertet, wenn viel
Tonerpulver zum Band übertragen
wurde.
-
Die
Bänder
der Erfindung sollten auch eine gesamte gute Auflösung oder
Bildqualität
(wie in den Beispielen beschrieben) zeigen. Dies bedeutet ein klares
scharfes Bild, ohne daß Fehlstellen
oder ausgefranste Ränder
sichtbar sind. Dies bedeutet auch, daß zweidimensionale Strichcodes
mit der gewünschten
Genauigkeit gedruckt werden können
(zweidimensionale Strichcodes verwenden sowohl eine waagerechte
als auch eine senkrechte Codie rung, um Zeichendichten von bis zu
310 Zeichen/cm2 (2000 Zeichen/Quadratzoll)
zu erreichen.
-
Eine
gute Auflösung
wird, wie beschrieben, dadurch erzielt, daß zumindest die Trägerschicht,
die Klebeschicht oder die schwach haftende rückseitige Schicht gefärbt ist.
Dies könnte
auch durch andere Verfahren einschließlich Steigern des Reflexionsvermögens durch
das Band durch Verwenden einer rückstrahlenden Schicht
zwischen dem Träger
und der schwach haftenden rückseitigen
Schicht oder Verwenden einer Schicht von Diamantengüte zwischen
dem Träger
und der schwach haftenden rückseitigen
Schicht; Verringern der Durchlässigkeit
durch das Band oder Steuern des Reflexionsvermögens des Bands durch opakeres
Ausführen des
Bands wie etwa durch Hinzufügen
von Pigmenten, dickeres Ausführen
des Bands (entweder mit einer einzelnen Schicht oder jeder beliebigen
Anzahl von mehreren Schichten) oder Verwenden einer metallisierten Schicht
zwischen dem Klebstoff und dem Träger; Verringern der Lichtabsorption
des Bands durch Steigern der Opazität; Steuern des Reflexionsvermögens des
Bands durch Verwenden eines Mattierungsmittels in der schwach haftenden
rückseitigen
Schicht oder Prägen
des Trägers;
oder Steigern des Aufnahmevermögens des
Bands hinsichtlich der Tinte durch Verwenden eines Haftungsförderers
oder einer Deckschicht an der schwach haftenden rückseitigen
Schicht erreicht werden.
-
Eine
andere Weise, um die Erfindung zu definieren, ist, die Hintergründe, an
denen das Etikett zufriedenstellend tätig sein wird, zu quantifizieren.
Eine zufriedenstellende Tätigkeit
kann einerseits als solche definiert werden, bei der der Strichcode,
falls das Etikett einen solchen aufweist, eine beliebige lesbare
Scanbewertung (von zumindest F) aufweist. Die Umgebungen, in denen
dies vorkommen kann, können
durch die Farbattribute der Oberfläche, an die das Etikett geklebt
ist, definiert werden (siehe die Beispiele). Der Farbraum (ein dreidimensionales
Farbkoordinatensystem, das alle Farben definiert), der verwendet
wurde, um die Farbattribute zu definieren, beinhaltet das System
entgegengesetzter Farben, das Farben unter Verwendung der Qualitäten von
Schwarz-zu-Grau-zu-Weiß (oder
Helligkeit) (L*), Rot-zu-Grün
(a*) und Blau-zu-Gelb (b*) mißt
(diese Koordinaten werden manchmal als L, a und b bezeichnet und
weisen Bereiche von 0 bis 100, –120 bis
+120, bzw. –120
bis +120 auf).
-
Das
Band 14 kann nach dem Bedrucken mit variablen Informationen selbstaufgewickelt
werden, um ein Bandsegment zu bilden, und nach dem Abwickeln ist
beinahe keine Abnahme vorhanden, wenn eine Einschätzung unter
Verwendung des in den Beispielen beschriebenen Prozentabnahmeversuchs
erfolgt. Das heißt,
es geht keinerlei Tinte auf den Klebstoff über. Das Band kann außerdem entlang
eines Teils seiner Breite farbig vorbedruckt sein und kann entlang
der verbleibenden Breite selektiv variabel bedruckt werden.
-
Ein
verwendetes Druckverfahren war das Thermotransferverfahren, das
ein tintentragendes Farbband verwendet. Das Direktes Drucken auf
ein Band, das eine schwach haftende rückseitige Trennbeschichtung aufweist,
und das Erhalten einer abschrammbeständigen Bindung an dieser Trennbeschichtung
mit einer Scanbewertung von "A" ist neu. Die Erfinder
haben viele Farbbänder
zur Verwendung mit einem Thermotransferdrucksystem geprüft (es ist
bekannt, das es nötig
ist, in der Spender(farbband)komponente und in der Empfänger(band)komponente
kompatible Materialien zu wählen,
um die Löslichkeitsparameter
zu erfüllen).
Die meisten würden
den gewünschten
Grad der Scanbarkeit nicht erreichen. Es wurde festgestellt, daß mehrere im
Handel erhältliche
Farbbänder
zu einem bedruckten Band mit einer Scanbewertung von A wie auch
einer guten Abriebbeständigkeit
führen.
Wie im Dokument US-A-5,242,888 besprochen ist es bekannt, für den Thermodruckkopf,
das Thermotransferfarbband und die Tintenempfängerbögen kompatible Materialien
zu wählen, um
die Leistung zu optimieren.
-
Durch
das Verwenden einer Zufuhrrolle 16 des Bands 14,
um die Etiketten 8 zu schaffen, kann das System durch Verwenden
eines Schneidemechanismus, der durch eine durch einen Detektor erkannte
Markierung ausgelöst
wird, die Länge
des Etiketts für
jede Aufbringung verändern
(die bestehenden Systeme verwenden einen vorgestanzten Aufkleber
auf einer Decklage, was erforderlich macht, daß der Kunde bestimmt, welche
Auf klebergröße benötigt wird,
und Aufkleber in dieser Größe für jede Aufbringung
lagert). Das System kann unter Verwendung einer Eingangsrolle des
Bands eine unendliche Zahl von unterschiedlichen Etikettenlängen aufbringen.
Die Länge
des Etiketts wird davon abhängen,
wo eine Registrierungsmarkierung gedruckt ist. Dies gestattet nicht
nur das Drucken variabler Informationen auf das Band, sondern auch
das Regulieren jeder Etikettenlänge,
damit sie den Anforderungen der gedruckten Nachricht entspricht.
Die Etikettenbreite bleibt für
die gleiche Zufuhrrollenquelle konstant.
-
Das
Band 14 kann bedruckt und auf jede beliebige Oberfläche einer
in 1 und 2 gezeigten Kiste 6 aufgebracht
werden. Dies kann auf mehrere Weisen durchgeführt werden. Alle dieser Versionen
des Systems zum variablen Druck und zur Aufbringung 10 beinhalten
mehrere Unterbestandteile, die an einer Schachtelverschließvorrichtung 9 angebracht
werden können.
Diese Figuren zeigen das System 10, bei dem mehrere Etiketten 8 zwischen
dem Drucker und dem Punkt der Aufbringung auf der Kiste 6 aneinandergereiht
sind, schematisch. Ein erstes Bandhandhabungssystem 12 erhält eine
Länge des
Klebebands 14 wie etwa von einer Zufuhrrolle 16,
wickelt das Band 14, falls nötig, ab, und führt das
Band in einen Drucker 18. Der Drucker 18 selbst
kann der Mechanismus sein, der das Band 14 von der Zufuhrrolle 16 zieht.
-
Als
nächstes
druckt der Drucker 18 die gewünschten Informationen auf das
Band 14, um (in den Figuren nicht einzeln gezeigte) Bandsegmente
zu bilden. Der Drucker 18 kann ein serienmäßig produzierter
Drucker wie etwa das Modell DMX PE42 von Datamax Bar Code Products
(Eden Prairie, MN) oder ein ähnlicher Drucker
oder ein Druckmotor mit oder ohne Modifikation sein, der an der
Schachtelverschließvorrichtung 9 angebracht
ist. Eine Steuerung 20 sagt dem Drucker 18, was
auf das -Band 14 zu drucken ist, und wie lang die Etiketten
sein sollten.
-
Ein
Aufbringungsmechanismus 22 nimmt das Bandsegment vom Drucker 18 und
bringt es auf eine Oberfläche
der Kiste 6 auf. Dies kann entweder vor oder nach dem Schneiden
des Bandsegments zum Bilden des Etiketts 8 durchgeführt werden.
Die gleiche oder eine unterschiedliche Steuerung 20 kann
die Aufbringung des gedruckten Etiketts 8 auf die Kiste 6 steuern.
Der Aufbringungsmechanismus 22 kann einen Sammler 24, der
einen Tänzerarm 26 beinhalten
kann, und einen Aufbringungsarm 28 beinhalten. Der Tänzerarm 26 kann die
Menge an Band 14 bereitstellen, die nötig ist, um den Geschwindigkeitsunterschied
zwischen der Schachtelverschließvorrichtung 9 (38,1
cm/sek (15 Zoll/sek)) und dem Drucker (20,3 bis 25,4 cm/sek (8 bis
10 Zoll/sek) je nach der Auflösung)
auszugleichen. Außerdem
hält der
Tänzerarm 26 die
Spannung am Ausgang des Druckers 18 im Wesentlichen gleichmäßig, um
Ungenauigkeiten, die durch ein übermäßiges Ziehen
des Bands 14 verursacht werden, zu beseitigen. Alternativ
könnte
die Schachtelverschließvorrichtung 9 langsamer laufen,
damit kein Tänzerarm 26 benötigt wird.
Eine Alternative zum Tänzerarm 26 ist
ein (nicht gezeigtes) System einer offenen Schleife, wobei das Band 14 aus
dem Drucker 18 ausgegeben wird, sich um eine Schleife wickelt
und sich dann zum Bandwickelkopf bewegt. Ein Detektor wie etwa ein
Photosensor bestimmt, wann die Mindestschleife erreicht ist, und
gestattet dem Drucker 18, mit dem Drucken fortzufahren.
-
Nach
dem Verlassen des Tänzerarms 26 (oder
der offenen Schleife) bewegt sich das bedruckte Band 14 (als
Bandsegmente) zum Aufbringungsarm 28. Wenn eine Kiste 6,
die durch die Schachtelverschließvorrichtung 9 befördert wird,
mit dem Aufbringungsarm 28, an dem sich das Bandsegment
befindet, in Kontakt tritt, haftet das bedruckte Bandsegment an
der Kiste 6 an. Die Bewegung der Kiste 6 verursacht,
daß der
Aufbringungsarm 28 schwenkt, um das Bandsegment entlang
einer Seite der Kiste 6 aufzubringen. Für eine L-förmige Klammer rollt die Walze
am Aufbringungsarm 28, wenn sie die Ecke der Kiste 6 erreicht,
um die Ecke und bringt sie das gleiche Bandstück um die Ecke und auf die
benachbarte Seite der Kiste 6 auf. Dieses Verfahren kann
am oberen Wickelkopf, am unteren Wickelkopf oder an Köpfen, die
an Seiten angebracht sind, verwendet werden.
-
Das
Bandsegment wird durch einen Schneidemechanismus 30 in
Etiketten 8 getrennt. In einer Ausführungsform wird ein Luftzylinder
betätigt,
wenn eine (zusammen mit den benötigten
Etiketteninformationen gedruckte) Registrierungsmarkierung an einem
Detektor wie etwa einem Photosensor vorbeiläuft, wodurch verursacht wird,
daß sich
der Aufbringungsarm 28 zurückzieht und den Bandweg verändert. Der
neue Bandweg quert die Ebene des Schneidemechanismus 30.
Die fortgesetzte Bewegung der Kiste 6 verursacht, daß das Bandsegment
geschnitten wird, und die Kiste setzt die Bewegung fort, bis sie
die Maschine verläßt. Wenn der
Photosensor frei ist, kehrt der Luftzylinder in seine Ausgangsposition
zurück.
Der Drucker 18 druckt während
des Aufbringungszyklus unabhängig
vom Aufbringungsprozeß wie
erforderlich.
-
In
einer anderen Ausführungsform
kann eine flache Oberflächenaufbringungsvorrichtung
(FSA) verwendet werden, um Band auf die Seiten von Kisten aufzubringen.
Ein Drucker und ein Tänzerarm
befinden sich vor der Aufbringungsvorrichtung auf dem Weg der Bahn.
Bei diesem System können
ein oder mehrere Etiketten mit unterschiedlicher Länge und
unterschiedlichen Informationen auf die gleiche Seite einer Kiste
aufgebracht werden. Eine Registrierungsmarkierung am Band bestimmt
die Länge
des Etiketts. Eine Markierung an der Kiste oder ein Zeitgeber beginnt
die Aufbringung.
-
Vakuumband-
und Vakuumradsysteme können
ebenfalls verwendet werden. In einem Vakuumradsystem wird das Band,
nachdem es durch den Drucker 18 bedruckt wurde, um ein
Bandsegment zu bilden, durch das Vakuumrad eingefangen und wird
das Bandsegment geschnitten, um das Etikett 8 zu bilden.
Das Vakuumrad dreht oder bewegt sich an einem Arm wie erforderlich,
um das Etikett 8 zu positionieren. Das Rad bewegt sich
zwischen zwei Stellungen, einer ersten Stellung, in der das Rad
das Etikett 8 erhält,
und einer zweiten Stellung, in der das Etikett 8 auf eine
Oberfläche
wie etwa eine Kiste aufgebracht wird. Die Steuerung 20 kann
verwendet werden, um zu bestimmen, wann das Vakuumrad in die zweite
Stellung bewegt wird, um das Etikett aufzubringen, für wie lange
sich das Vakuumrad neben der Oberfläche befindet, und wann das
Vakuumrad in die erste Stellung zurückkehrt, um ein anderes Etikett
zu erhalten. Dieses System kann angepaßt werden, um sowohl Seitenetiketten
als auch Eckenetiketten aufzubringen.
-
Ein
synergistisches Merkmal der Erfindung ist die Fähigkeit, variable Informationen
auf das Haftklebeband, das auch die Kiste verschließt, drucken
zu lassen. Diese kombinierte Fähigkeit
beseitigt die Notwendigkeit eines sekundären informationentragenden
Etiketts. Das Band, das die Kiste verschließt, stellt auch die Informationen
bereit. Dies verringert die Menge des Bands, das verwendet wird,
und beseitigt einen wichtigen Unterbestandteil der Schachtelverschließvorrichtung.
Dieses Band muß daher
die benötigten
Verschließfähigkeiten
mit der Fähigkeit,
Tinte empfangen und halten zu können,
kombinieren. Außerdem
können
Informationen auf den Abschnitt des Bands aufgebracht werden, der
den Schenkel des Verschlusses an der Seite der Kiste bildet, so
daß sie
gelesen (oder gescannt) werden können,
ohne daß man
die Oberseite der Kiste sehen muß.
-
Die
Vorrichtung könnte
mit einem gegebenen Bandsegment tätig sein, das bedruckt wird
und nicht unmittelbar auf die nächste
Kiste aufgebracht wird. Das Bandsegment wird durch einen Weg wie
etwa eine Girlande gewickelt, da es auf eine Kiste aufgebracht werden
wird, die sich zum Zeitpunkt, der unmittelbar auf das Drucken folgt,
einige Kisten stromaufwärts
befindet. Mehrere vorhergehend bedruckte Bandsegmente müssen aufgebracht
werden, nachdem das gegebene Bandsegment bedruckt wurde und bevor
das gegebene Bandsegment aufgebracht wird. Alternativ kann die Vorrichtung
nach einem Protokoll des "nächsten ausgegebenen Etiketts" tätig sein.
Das heißt,
nachdem die Bandsegmente bedruckt sind, werden sie nicht in eine
Reihe gestellt, um zu gestatten, daß ein oder mehrere vorher bedruckte
Segmente des Bands aufgebracht werden. Beim System des nächsten ausgegebenen
Etiketts wird ein Bandsegment bedruckt und ist es entweder das nächste oder
das zweite aufzubringende Segment. Es gibt kein girlandenartiges
Aufhängen
von gedruckten Etiketten.
-
Beispiele
-
Die
folgenden Beispiele werden bereitgestellt, um das Verständnis der
vorliegenden Erfindung zu unterstützen und sollen nicht als Beschränkung des
Umfangs aufgefaßt
werden. Sofern nicht anders angegeben beinhaltet "gedruckte Informationen" sowohl Strichcodes,
Buchstaben als auch andere Informationen. Alle Beispielsnummern,
die ein "C-" aufweisen, das der
Nummer vorangeht, sind Vergleichsbeispiele; alle anderen Beispielsnummern
sind Beispiele der Erfindung.
-
Prüfverfahren
-
In
den Beispielen wurden die folgenden Prüfverfahren verwendet:
-
Opazität
-
Die
Opazitätswerte
wurden mit einer "LABSCAN
6000"-Prüfvorrichtung
unter Verwendung eines HunterLab Master Color Data-Programms (Hunter
Associates Laboratory Inc., Reston, VA) erhalten. Die Opazität wird als
eine absolute Zahl von 0 bis 100 gemessen. Die Messung der Opazität ist ein
Verhältnis
des Reflexionsvermögens,
wobei ein Reflexionsvermögen
von 100 %, das eine Opazität
von 100 aufweist, am opaksten ist.
-
Scanbewertung
-
Die
Scanbewertung wurde unter Verwendung eines Symbol Laserchek II Strichcodescanners
(Symbol Technologies Inc., Bohemia, NY) bestimmt. Die Scanbewertung
wurde wie in ANSI X3.182-1990 beschrieben bestimmt. Die Scanbewertung
erfolgt nach einer Skala von A bis F; wobei A die beste Bewertung
hinsichtlich der Randbestimmung, des Symbolkontrasts, des Randkontrasts,
der Decodierbarkeit, von Mängeln
und der Modulation ist.
-
Prozentabnahme
-
Die
Tintenabnahme wurde durch Untersuchen der Bandprobe mit dem bloßen Auge
visuell eingeschätzt
und von 0 bis 100 % bewertet. Die Bandprobe wurde durch Zusammenfügen von
zwei Bandabschnitten von der gleichen Quelle angefertigt. Die Abschnitte
wurden mit dem Klebstoff am Filmträger liegend zusammengefügt und unter
Verwendung von mäßigem Handdruck
mit einer kleinen Walze abwärtsgewalzt.
Ein Rand des oberen Bandabschnitts wurde zur Erleichterung der späteren Trennung
abwärtsgefaltet.
Die laminierte Bandprobe wurde mit der Filmoberfläche auf
der heißen
Platte auf einer auf 71 °C
vorerhitzten heißen Platte
angeordnet und für
10 bis 20 Sekunden auf der heißen
Platte behalten. Die Probe wurde von der heißen Platte entfernt und ihr
eine Abkühlung
auf Raumtemperatur gestattet. Die beiden Bandabschnitte der laminierten
Probe wurden mit der Hand auseinandergezogen, wobei der umgefaltete
Abschnitt des oberen Bandabschnitts ergriffen wurde. Die getrennte
Bandprobe wurde visuell untersucht, um zu bestimmen, wieviel von
der Tinte vom unteren Bandabschnitt auf den Klebstoff des oberen
Bandabschnitts überging.
Die Probe wurde zur Untersuchung 30 bis 60 cm vom bloßen Auge
entfernt gehalten und die Prozentabnahme nach einer Skala von 0
bis 100 bewertet, wobei 0 keine Abnahme darstellt.
-
Abriebbeständigkeit
-
Das
gedruckte Bild auf dem Band wurde unter Verwendung von mäßigem Druck
mit einem Fingernagel gerieben. Die Abriebbeständigkeit wurde mit "gut" (G) bewertet, wenn
kein Druck entfernt wurde, mit "mittel" (M) bewertet, wenn
es schwierig war, den Druck zu entfernen, und mit "schlecht" (S) bewertet, wenn
es leicht war, den Druck zu entfernen.
-
Bildqualität
-
Die
Bildqualität
des gedruckten Bilds auf dem Bandaufbau wurde durch Betrachten des
mit Informationen in TrueType-Schriftarten mit einem Schriftgrad
von 8 bedruckten Bandaufbaus eingeschätzt. Das bedruckte Band wurde
unter Verwendung eines Mikroskops #FF-393 (von Panasonic, Japan)
mit dreißigfacher Vergrößerung betrachtet.
Die Bandprobe wurde wie folgt visuell bewertet:
A = alle gedruckten
Informationen waren scharf und klar (beinahe perfekt);
B =
alle gedruckten Informationen waren leicht unscharf;
C = alle
gedruckten Informationen waren unscharf (schwer zu lesen);
D
= alle gedruckten Informationen waren sehr unscharf, wobei zumindest
eine geringe Menge an Tinte fehlte;
F = die Informationen druckten
sich nicht ab oder viel Tinte fehlte;
S = das im Drucker verwendete
Farbband würde
dem Band aufgrund von zu viel Schlupf des Farbbands an der Filmoberfläche des
Bands nicht folgen.
-
Beispiele 1 bis 64
-
Die
Bandaufbauten A bis N in Tabelle 1 wurden an einer Seite des Filmträgers mit
einer Trennbeschichtungszusammensetzung und an der Seite des Films,
die der trennbeschichteten Seite gegenüberlag, mit einem Synthesekautschukharzklebstoff
beschichtet. Die Trennbeschichtungszusammensetzung war ein wie im
Dokument US-A-5,290,615
beschriebenes Organopolysiloxan-Polyharnstoff-Blockcopolymer, das
in einem Lösemittel
aus 15 Gew.% eines Polydimethylsiloxandiamins mit einem Zahlenmittelmolekulargewicht
von etwa 5000, 60 Gew.% eines Harnstoffkondensats eines Polypropylenoxiddiamins
mit einem Zahlenmittelmolekulargewicht von etwa 900, 4,6 Gew.% Dipiperidylpropan
und 20,4 Gew.% Isophorondiisocyanat angefertigt wurde.
-
Bei
den Bandaufbauten A bis F, M und N wurde entweder ein "durchsichtiger" oder ein "weißer" Klebstoff (der eine
Beschichtungsdicke von etwa 17 Mikron aufwies) auf den der trennbeschichteten
Seite gegenüberliegenden
Filmträger
aufgebracht. Der durchsichtige Klebstoff wies eine Opazitätsablesung
von etwa 0 auf. Der weiße
Klebstoff wurde durch ausreichendes Hinzufügen von TiO2 Stan-Tone
HCC-7974 White Pigment Dispersion von Harwick Chemical Corporation
(Akron, OH) zum durchsichtigen Klebstoff, um einen Klebstoff mit
einer Opazitätsablesung
von etwa 50 zu erhalten, angefertigt.
-
Bei
den Bandaufbauten G bis L war die Seite des Filmträgers, die
der Trennbeschichtung gegenüberliegt,
mit einer 3 bis 4 Mikron dicken Schicht von P-160970 Hochopazitätstinte
(von Sun Chemicals, Neenah, WI) beschichtet. Die Flutbeschichtung
von Tinte wurde mit einer Handimprägnierwalze aufgebracht. Die
Tinte wurde luftgetrocknet. Wenn mehr als eine Beschichtung aufgebracht
wurde, wurden nachfolgende Beschichtungen innerhalb von Sekunden
nach der vorhergehenden Beschichtung aufgebracht.
-
Bei
den Bandaufbauten G bis L wurde ScotchTM 467
MP-Transferklebstoff
mit einer Decklage (3M) an der Seite des Filmträgers, die der Trennbeschichtung
gegenüberliegt,
auf den flutbeschichteten Film laminiert. Der Klebstoff wurde unter
Verwendung einer kleinen Walze mit mäßigem Handdruck auf den Film
laminiert.
-
Die
Bandaufbauten O bis T wurden so verwendet, wie sie vom Hersteller
erhalten wurden. Die Bandaufbauten O bis R wiesen an einer Seite
des Filmträgers
eine Trennbeschichtungszusammensetzung auf. An der Seite des Filmträgers, die
der Trennbeschichtungszusammensetzung gegenüberliegt, wiesen die Bandaufbauten
O und P einen Acrylklebstoff und die Bandaufbauten Q und R einen
Synthesekautschukharzklebstoff auf.
-
-
-
In
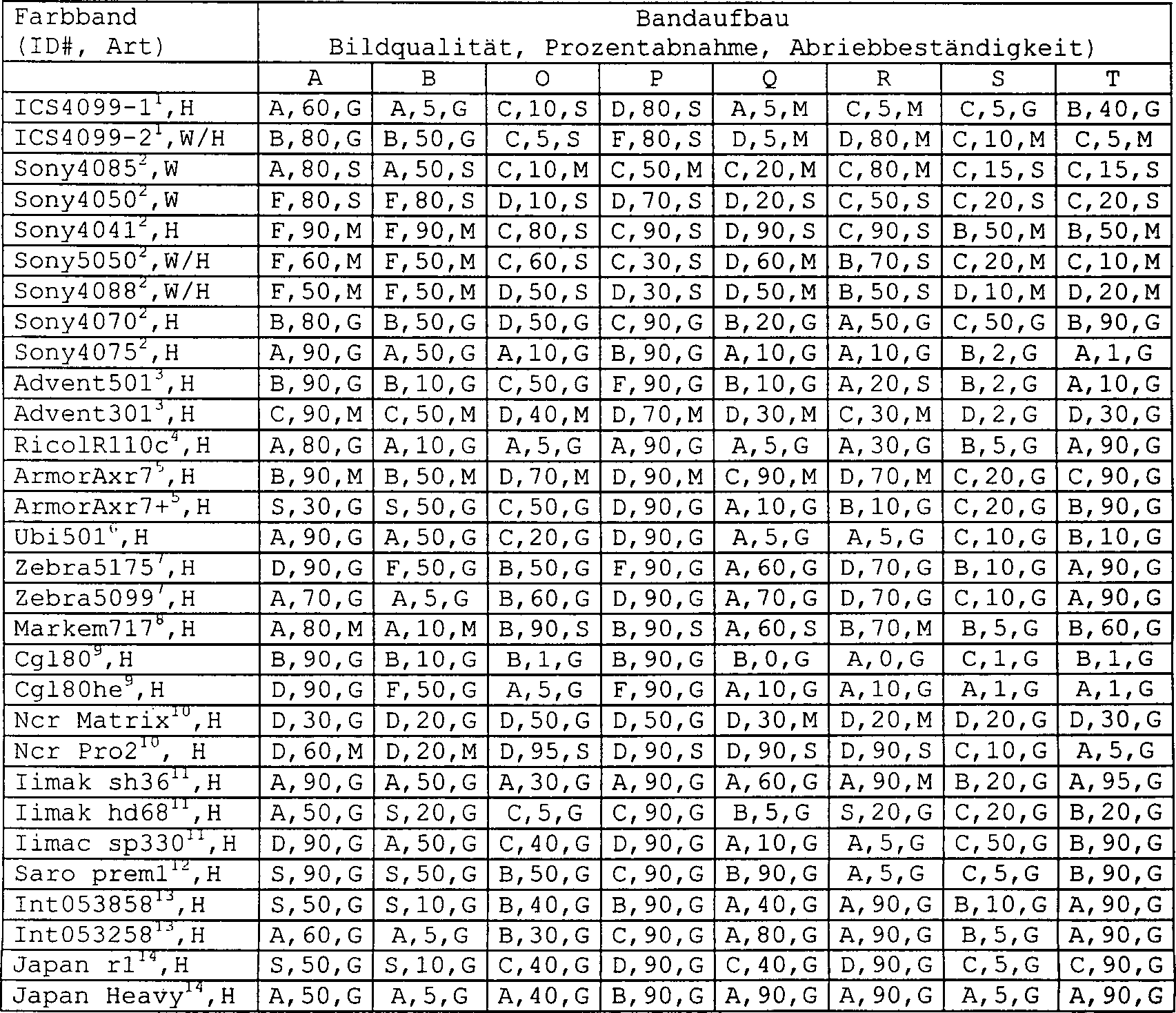
Tabelle 1 sind die Bandaufbauten C, D, E, F, H, I, J, K, L, M und
N Bänder 14 nach
der Erfindung. Die Bandaufbauten A, B, G, O, P, Q, R, S und T sind
Vergleichsbandaufbauten. Verschiedene im Handel erhältliche
Thermotransferdruckerfarbbänder
wurden verwendet, um auf acht der in Tabelle 1 identifizierten Bandaufbauten
zu drucken. Jedes Farbband ist durch die wie durch den Hersteller
gelieferte Identifikationsnummer (ID#) identifiziert. Die allgemeine
Farbbandart als Harz (H), Wachs (W) oder Wachs/Harz (W/H) ist in Spalte
1 von Tabelle 2 bekannt gemacht. Der Drucker war ein Zebra 170si
Thermotransferdrucker (Zebra Corporation, Vernon Hills, IL). Nach
dem Bedrucken mit Informationen wurde jeder Vergleichsbandaufbau
in Tabelle 2 unter Verwendung der oben ausführlich beschriebenen Prüfverfahren
hinsichtlich der Bildqualität,
der Prozentabnahme und der Abriebbeständigkeit eingeschätzt.
-
-
-
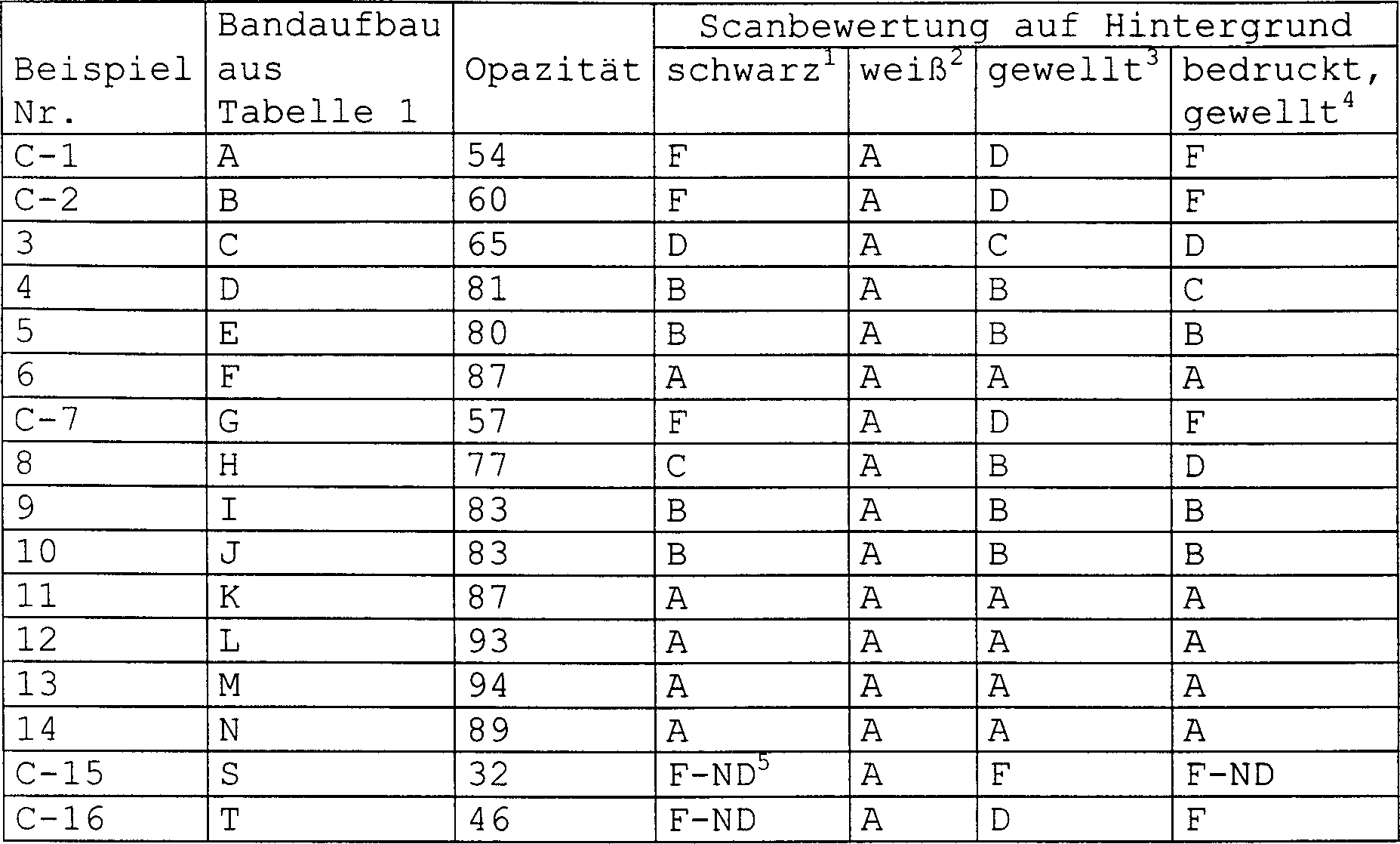
Sechzehn
der in Tabelle 1 identifizierten Bandaufbauten wurden unter Verwendung
eines Zebra 5099 Harzfarbbands in einem Zebra 170xi Thermotransferdrucker
(Zebra Technologies Corporation) mit Informationen bedruckt.
-
Jeder
der in Tabelle 3 beschriebenen Bandaufbauten wurde hinsichtlich
der Opazität,
der Scanbewertung auf einem schwarzen Hintergrund, der Scanbewertung
auf einem weißen
Hintergrund, der Scanbewertung auf einem gewellten Hintergrund,
der Scanbewertung auf einem bedruckten gewellten Hintergrund und der
Abriebbeständigkeit
eingeschätzt.
-
Jedes
Beispiel wurde nach dem oben ausführlich beschriebenen Scanbewertungs-Prüfverfahren
gescannt. Die Haftung des Drucks am Bandaufbau wurde unter Verwendung
des oben ausführlich
beschriebenen Abriebbeständigkeits-Prüfverfahrens
eingeschätzt.
Für jedes
Beispiel war die Bewertung der Prüfung der Abriebbeständigkeit "gut". In Tabelle 3 sind
die Beispielsnummern 3 bis 6 und 8 bis 14 Bänder 14 der Erfindung.
-
-
Die
Beispiele des Band 14 der Erfindung weisen auf einem schwarzen Hintergrund
eine Scanbewertung von D oder besser auf. Wie oben erklärt und wie
aus Tabelle 3 offensichtlich ist ein Prüfen auf einem schwarzen Hintergrund
strenger als ein Prüfen
auf einem weißen
Hintergrund.
-
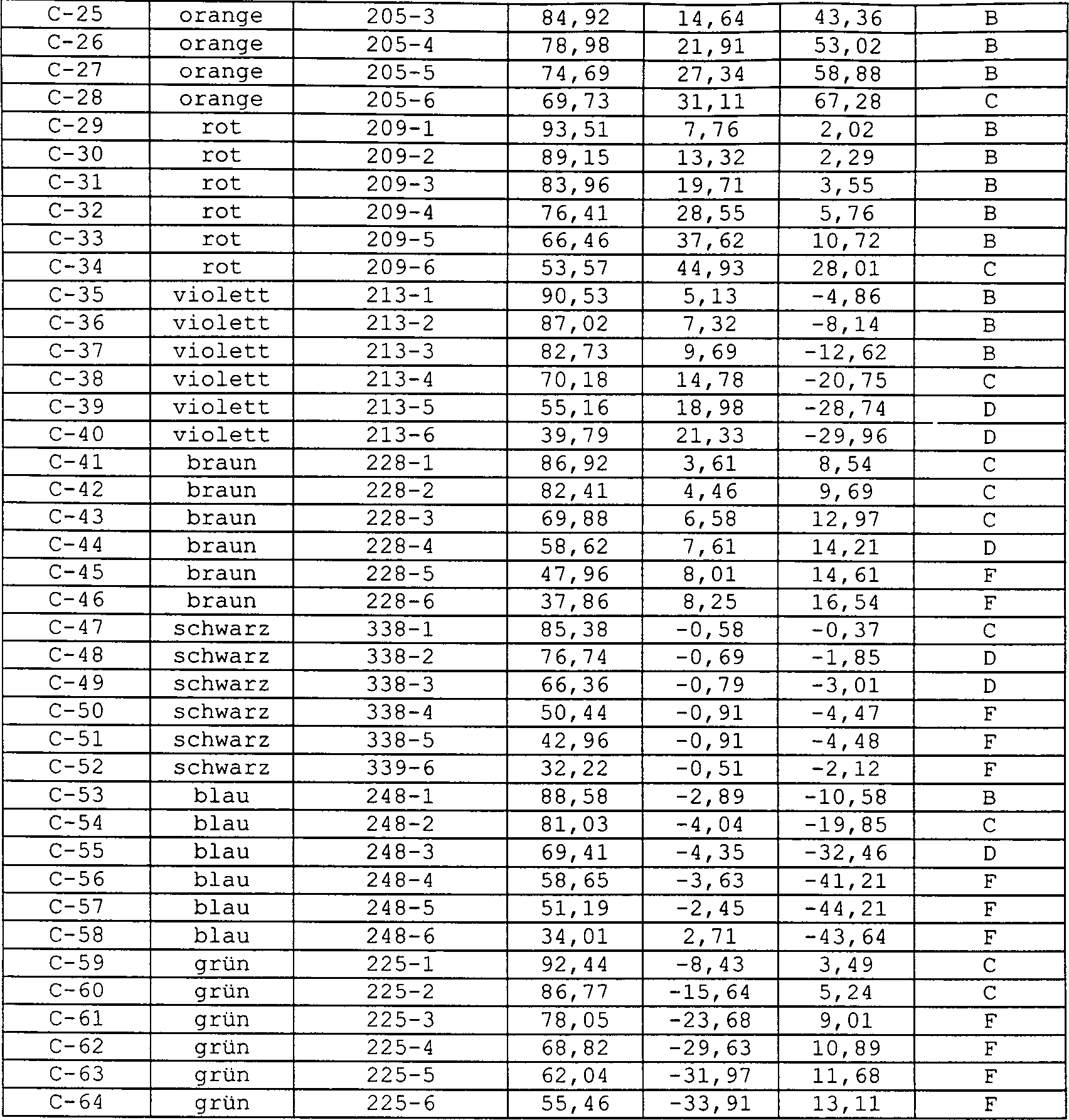
Die
Vergleichsbeispiele 17 bis 64 in Tabelle 4 geben in einer unterschiedlichen
Weise Einzelheiten über
die Überlegenheit
des Bands der Erfindung. Diese Beispiele zeigen die Hintergründe, auf
denen das Band 14 funktionieren wird, und auf denen die Vergleichsbäner nicht
funktionieren werden. 48 Farbchipkarten, die in Tabelle 4 identifiziert
sind, wurden von Valspar Corporation, Wheeling, IL, erhalten. Die
Farbchipkarten reichten für
jede Farbe von hell bis dunkel.
-
Die
Farbkoordinatenwerte von L*, a* und b* für jede Farbchipkarte wurden
nach den in Billmeyer & Saltzman,
Principles of Color Technology, 2. Ausgabe, Seite 62 bis 65 (1981)
beschriebenen CIE 1976 L*a*b* (CIELAB)-Farbbestimmungsverfahren bestimmt. Die
Farbkoordinaten für
Standardtageslichtbedingungen (Beleuchtungsstandard D65, nachstehend
beschrieben) wurden für
jede Farbchipkarte unter Verwendung der "LABSCAN 6000"-Prüfvorrichtung
und unter Verwendung eines HunterLab Master Color Data-Programms
gemessen. Die Probenöffnung
wies einen Durchmesser von 12,7 mm auf, der Beobachter wurde auf
D65 eingestellt, und der Beobachterwinkel wurde auf 10 Grad eingestellt.
Die Reflexionsfarbkoordinaten von L*, a* und b* wurden durch Anordnen
jeder Farbchipkarte in der Probenöffnung erhalten. Die Werte
von L*, a* und b* für jede
Farbchipkarte sind in Tabelle 4 angegeben.
-
Die
Messungen von L*, a* und b* wurden unter Verwendung des Beleuchtungsstandards
D65 vorgenommen. Dieser Standard beinhaltet ein kontinuierliches
Spektrum von Licht, das Wellenlängen
von 300 nm bis 830 nm aufweist. Dies beinhaltet das für den Menschen
sichtbare Licht, beinahe ultraviolettes Licht und beinahe infrarotes
Licht. Der Laserscanner verwendet eine einzelne Kompo nente des Lichts,
die eine Wellenlänge
von 680 mm aufweist. Die Wellenlängenintensität des roten
und des infraroten Bereichs ist verhältnismäßig konstant. Dies bedeutet,
daß die
Ergebnisse in den infraroten Bereichen funktional die gleichen wie
in den Bereichen des sichtbaren Lichts sein würden. In den untersuchten Bereichen
zeigen die Ablesungen für L*,
a* und b*, daß der
Laserscanner den Kontrast in Materialien, die für a* negative Werte aufweisen,
richtig lesen kann. Die Bereiche, die für a* positive Werte aufweisen,
sind jene, bei denen die Scanbewertungen niedrig waren.
-
Unter
Verwendung eines Datamax PE43-Thermotransferdruckers (Data Max Corp.,
Orlando, FL) wurde ein einzelner Strichcode auf die der klebstoffbeschichteten
Seite gegenüberliegende
Seite des Bands gedruckt. Das Band war der Bandaufbau T aus Tabelle
1. Durch Anordnen des bedruckten Bandsegments auf der Farboberfläche jeder
Farbchipkarte und Abwärtswalzen
des Bands mit einer Walze unter Verwendung von mäßigem Handdruck wurde ein Laminat
aus jeder Farbchipkarte und einem strichcodebedruckten Bandsegment
gebildet.
-
Jedes
Laminat wurde unter Verwendung des obigen Scanbewertungsversuchsverfahrens
gescannt. Die Scanbewertung ist in der letzten Spalte von Tabelle
4 verzeichnet. Die Daten in Tabelle 4 wurden unter Verwendung einer
Regressionsanalyse der Scanbewertung als eine Funktion der Farbkoordinaten
von L*, a* und b* analysiert. Die Scanbewertung wurde in einen numerischen
Wert umgewandelt und ein in L*, a* und b* lineares Modell verwendet.
Das Verfahren der Regressionsanalyse von Daten ist in N. Draper
und H. Smith, Applied Regression Analysis, 2. Ausgabe, Kapitel 2
und 6 (1966) beschrieben. Die Analyse der Regressionsergebnisse
zeigte, daß der
Koeffizient für
b* statistisch nicht von Bedeutung war; die Scanbewertung konnte unabhängig von
b* an einem Modell, das auf L* und a* beruhte, vorhergesagt werden.
b* ist unbedeutend, da die Fähigkeit,
zu scannen, von den blauen und gelben Komponenten der Hintergrundfarbe
unabhängig
ist. Die Menge an Rot ist jedoch wichtig.
-
Das
Regressionsmodell lautet: Scanbewertung = –2,1 + 0,054(L*) + 0,033(a*),
wenn die Scanbewertung als A = 4, B = 3, C = 2, D = 1, und F = 0
definiert ist. Das Regressionsmodell weist einen Korrelationskoeffizienten
von 0,87 auf. Aus dem Regressionsmodell muß der Hintergrund zum Beispiel
zum Erhalt einer Scanbewertung von A unter Verwendung des Bandaufbaus
T die Gleichung 4 = –2,1
+ 0,054 (L*) + 0,033(a*) erfüllen.
Eine graphische Konturdarstellung der Scanbewertung als eine Funktion
von L* und a* ist in 3 gezeigt (die Achsen des Diagramms
wurden auf Basis der Stelle der gemessenen Datenpunkte gewählt). Dies zeigt
die Bereiche von Kombinationen von L* und a*, von denen die Bereitstellung
der verschiedenen Scanbewertungen vorhergesagt wird. Somit müßte sich
der Hintergrund für
eine Scanbewertung von A im oberen rechten Abschnitt des Diagramms
befinden. Scanbewertungen von B oder besser finden sich vor Hintergründen, die
sich rechts von der Linie "B" in 3 befinden,
und so weiter.
-
Obwohl 3 den
Bandaufbau T darstellt, würde
ein Diagramm von Bandaufbau C aufgrund ihrer ähnlichen Eigenschaften eine ähnliche
Darstellung aufweisen. In der gleichen Weise würde ein Regressionsmodell für den Bandaufbau
C jenem für
den Bandaufbau T ähnlich
sein. Der Bandaufbau T wurde gewählt,
da er das Vergleichsband mit der besten Leistung darstellt.
-
-
-
Im
Gegensatz zu den Beispielen der Vergleichsbänder, die ausgeprägte, verhältnismäßig enge
Bereiche einer zufriedenstellenden Scanbarkeit aufweisen, kann das
Klebeband der Erfindung gute Scanbewertungen in einem Bereich von
Farbkoordinaten erreichen, in dem Vergleichsbänder keine derartigen Scanbewertungen
erreichen konnten.
-
Prüfungen mehrerer
Bänder
nach der Erfindung zeigen, daß das
Band 14 sogar vor Hintergründen, vor
denen die Vergleichsbänder
(Beispiel Nr. C-1, C-2, C-7, C-15 und C-16) Scanbewertungen von
F aufwiesen (siehe Tabelle 3, in der der schwarze Hintergrund für die Prüfung einen
Wert für
L* von 0 aufwies), zumindest Scanbewertungen von D erreichte, und
die Beispiele 6, 11, 12, 13 und 14 Scanbewertungen von A aufwiesen
(wie in Tabelle 4 gezeigt wies der Bandaufbau T auf viel helleren
Hintergründen
Scanbewertungen von F auf). Dies bedeutet, daß das Band 14 der
Erfindung anders als die Vergleichsbänder ungeachtet des Hintergrunds,
auf den es geklebt ist, Scanbewertungen von A erreichen kann. Das
Band kann tatsächlich
Bewertungen von A erreichen, wenn es an Oberflächen geklebt ist, die Farbkoordinaten
einschließlich
jedes beliebigen a*, jedes beliebigen b* und jedes beliebigen L*
aufweisen.
-
Um
dies auf eine andere Weise zu quantifizieren ist das Band der Erfindung
daher ungeachtet der Farbkoordinaten einer bestimmten Oberfläche fähig, eine
lesbare Scanbewertung zu erzielen, wenn es auf jede Oberfläche geklebt
ist. Das Band kann eine Scanbewertung von zumindest D erzielen,
wenn es an Oberflächen
geklebt ist, die Farbkoordinaten aufweisen, die die Gleichung 1 > [ –2,1 + 0,054 (L*) + 0,033(a*)]
erfüllen;
eine Scanbewertung von zumindest C erzielen, wenn es an Oberflächen geklebt
ist, die Farbkoordinaten aufweisen, die die Gleichung 2 > [–2,1 + 0,054 (L*) + 0,033(a*)]
erfüllen;
eine Scanbewertung von zumindest B erzielen, wenn es an Oberflächen geklebt
ist, die Farbkoordinaten aufweisen, die die Gleichung 3 > [–2,1 + 0,054 (L*) + 0,033 (a*)]
erfüllen;
und eine Scanbewertung von A erzielen, wenn es an Oberflächen geklebt
ist, die Farbkoordinaten aufweisen, die die Gleichung 4 > [–2,1 + 0,054 (L*) + 0,033 (a*)]
erfüllen.
-
Bei
der Erfindung können
verschiedenste Veränderungen
und Abänderungen
vorgenommen werden, ohne vom Umfang der Erfindung abzuweichen. Obwohl
die veranschaulichten Ausführungsformen
den Thermofarbbanddruck verwenden, könnten zum Beispiel auch Tintenstrahlcodiersysteme
und andere Drucksysteme verwendet werden, um die variablen Informationen
auf das Klebeband nach der Erfindung zu drucken. Außerdem könnte der
Druck am klebenden Ab schnitt des Bands nach der vorliegenden Erfindung
erfolgen.