-
Technisches
Gebiet
-
Die
vorliegende Erfindung betrifft ein Filtermedium, das für die Reinigung
von Luft in Reinräumen,
Ausrüstung
zum Herstellen von Flüssigkristallen
oder Halbleitern und ähnlichem
verwendet wird, und eine Luftfiltereinheit, die dieselben verwendet.
-
Technischer
Hintergrund
-
Ein
Hochleistungsluftfilter mit einem gefalteten Filtermedium, das aus
Glasfasern durch ein Nassverfahren hergestellt ist, liefert saubere
Luft, und daher hat er an der Halbleiterindustrie teilgehabt. Auch
eine starke Verbindung von LSI ist entwickelt worden, und die minimalen
Dimensionen der Muster der Vorrichtung sind reduziert worden. Dadurch
ist die Größe der Feinpartikel,
die entfernt werden sollten, gesenkt worden. Daher werden ULPA (Ultra
Low Penetration Air)-Filter mit höherer Leistungsfähigkeit
als HEPA (High Efficiency Particulate Air)-Filter heute häufig in
staubfreien Räumen
für die
Halbleiterherstellung verwendet werden.
-
Borsilicat-Glasfasern,
die im Filtermedium eines konventionellen ULPA-Filters verwendet
werden, werden jedoch durch Flusssäure angegriffen, welche bei
der Herstellung von Halbleitern verwendet wird, und BF3-Gas
wird erzeugt. Das Bor häuft
sich auf einer Siliziumscheibe im Herstellungsverfahren für Halbleiter
an, wodurch abnorme Eigenschaften verursacht werden. Daher wurde
es zu einer dringenden Angelegenheit, sich mit diesem Problem zu
beschäftigen.
-
Kürzlich ist
einem Hochleistungsluftfilter große Aufmerksamkeit zuteil geworden,
in dem ein Filtermedium verwendet wird, das aus Polytetrafluorethylen
(nachfolgend als "PTFE" bezeichnet) hergestellt
ist, welches kein Bor erzeugt, (siehe z.B. japanische Veröffentlichung
der nicht geprüften
Patentanmeldung (Tokkai) Nr. HEI 5-202217 oder WO94/16802).
-
Ein
solcher aus PTFE hergestellter Luftfilter weist nicht das Problem
der Ausgasung von Bor etc. auf, da das in dem Filtermedium verwendete
PTFE sehr sauber ist und eine herausragende chemische Widerstandsfähigkeit
hat. Außerdem
kann der Luftfilter aus PTFE auch die gleiche oder höhere Auffangeffizienz
herumschwebender feiner Partikel erzielen als der oben erwähnte ULPA-Filter,
der aus Glasfaser hergestellt ist. Da der PTFE-Luftfilter auch einen
beträchtlich
niedrigeren Druckverlust als der Glasfaserfilter aufweist, wenn sie
die gleiche Auffangeffizienz haben (z.B. beträgt der Druckverlust eines ULPA-Filters,
der aus PTFE hergestellt ist, zwei Drittel eines ULPA-Filters, der
aus Glasfaser hergestellt ist), können die Energiekosten beim
Betrieb des Filters reduziert werden. Aufgrund dieser Eigenschaften
verbreitet sich die Verwendung eines Luftfilters, der aus PTFE hergestellt
ist, in verschiedenen Industriegebieten, wie der Halbleiterindustrie,
schnell.
-
Dennoch
ist der Bedarf einer Kostenreduzierung in vielen Industriegebieten
sehr hoch. Deswegen wird gewünscht,
ein PTFE-Filtermedium weiterzuentwickeln, das die Bedingungen "weiter verbesserte
Auffangeffizienz und niedrigeren Druckverlust, um die Kosten des
Filterbetriebs zu reduzieren" gleichzeitig
erfüllt,
wie auch eine Luftfiltereinheit, die ein solches Filtermedium verwendet
(nicht aus den ULPA-Typ begrenzt, sondern auch den HEPA-Typ und
einen Typ mit mittlerer Leistungsfähigkeit einschließend).
-
Jedoch
widersprechen sich die Erhöhung
der Auffangeffizienz und die Reduzierung des Druckverlustes (siehe
z.B. Nitto Giho, Band 34, Nr. 1 (Mai 1996)). Deswegen ist es nicht
leicht, die oben erwähnten
Probleme zu lösen,
und es ist noch kein befriedigendes Produkt erreicht worden.
-
Wie
in den oben erwähnten
japanischen Veröffentlichungen
der nicht geprüften
Patentanmeldung (Tokkai) Nr. HEI 5-202217 oder WO94/16802 ebenfalls
erwähnt
ist, wird z.B. davon ausgegangen, dass falls ein konventionelles
PTFE-Filtermedium als Hochleistungsluftfilter verwendet wird, der
Zweck des Filters nicht erreicht werden kann, solange dessen durchschnittlicher
Porendurchmesser in einem Bereich von 0,2 bis 0,5 μm liegt.
Doch ist es nicht leicht, den durchschnittlichen Porendurchmesser
in diesem sehr kleinen und engen Bereich jederzeit zu kontrollieren.
-
Offenbarung
der Erfindung
-
Entsprechend
ist es ein Ziel der vorliegenden Erfindung, ein Filtermedium, das
sowohl eine Auffangeffizienz, welche in der Lage ist, die sowohl
für Filter
mittlerer Leistungsfähigkeit,
HEPA- und ULPA-artige Filter benötigte
Luftreinheit zu erreichen, als auch einen Druckverlust aufweist,
der in der Lage ist, eine Reduzierung der Energiekosten zu erreichen,
was bei keinem der oben erwähnten
Filtertypen möglich
gewesen ist, und das ebenfalls die leichte Kontrolle des durchschnittlichen
Porendurchmessers ermöglicht,
sowie eine Luftfiltereinheit, die selbiges verwendet, bereitzustellen.
-
Um
das oben erwähnte
Ziel zu erreichen, stellt die vorliegende Erfindung ein Filtermedium
bereit, das eine poröse
PTFE-Membran umfasst, bei der der durchschnittliche Porendurchmesser
der porösen PTFE-Membran
mehr als 0,5 μm
beträgt,
und die einen Druckverlust hat, wenn Luft durch das Medium bei 5,3 cm/sek
hindurchgeleitet wird, der 2 bis 50 mmH
2O
beträgt,
und die einen PF-Wert hat, der aus dem Druckverlust und der Auffangeffizienz
bei Verwendung von Dioctylphthalat (nachfolgend als "DOP" bezeichnet) einer Partikelgröße von 0,10
bis 0,12 μm
nach der folgenden Gleichung berechnet wird, und zwischen 18 und
22 liegt:
- Permeabilität (%) =
100 – Auffangeffizienz
(%).
-
Daher
weist das erfindungsgemäße Filtermedium
sowohl bei der Auffangeffizienz als auch beim Druckverlust eine
herausragende Leistungsfähigkeit
auf und ermöglicht
ebenfalls die einfache Kontrolle des durchschnittlichen Porendurchmessers,
indem durchschnittlicher Porendurchmesser, Druckverlust und PF-Wert
innerhalb der oben angegebenen Bereiche liegen. Es ist besonders
hervorzuheben, dass der durchschnittliche Porendurchmesser des erfindungsgemäßen Filtermediums
größer ist
als der Bereich durchschnittlicher Porendurchmesser, der als gewöhnliche
Größe betrachtet
wurde (0,2 bis 0,5 μm).
Das heißt,
dass der durchschnittliche Porendurchmesser mehr als 0,5 μm beträgt, so dass
der durchschnittliche Porendurchmesser des erfindungsgemäßen Filtermediums
einfach kontrolliert werden kann.
-
Des
Weiteren ist der PF-Wert ein Indikator, der ein Gleichgewicht zwischen
Auffangeffizienz und Druckverlust anzeigt. Nach dem PF-Wert, ist
z.B. bei zwei oder mehr Filtermedien mit gleicher Auffangeffizienz beim
größeren PF
Wert der Druckverlust umso kleiner.
-
Im
erfindungsgemäßen Filtermedium
wird es bevorzugt, dass die poröse
PTFE-Membran aus verflochtenen PTFE-Fasern gebildet wird, und dass
die PTFE-Fasern einen durchschnittlichen Faserdurchmesser im Bereich
von 0,1 bis 0,2 μm
haben. Dies liegt daran, dass, der PF-Wert in den oben angegebenen
Bereich fällt,
der ausreichend ist für
den oben erwähnten
mittleren Porendurchmesser und Druckverlust, wenn der durchschnittliche
Durchmesser der PTFE-Fasern innerhalb dieses Bereichs liegt.
-
Es
ist bevorzugt, dass das erfindungsgemäße Filtermedium einen Druckverlust
von 2 bis 45 mmH2O aufweist, wenn der durchschnittliche
Porendurchmesser der porösen
PTFE-Membran von 0,58 bis 5 μm
beträgt,
und wenn Luft bei einer Fließgeschwindigkeit
von 5,3 cm/sek durch das Medium geleitet wird.
-
Es
ist bevorzugt, dass das erfindungsgemäße Filtermedium einen Druckverlust
von 2 bis 45 mmH2O aufweist, wenn der durchschnittliche
Porendurchmesser der porösen
PTFE-Membran 1,1 bis 3 μm
beträgt,
und Luft mit Fließgeschwindigkeit
von 5,3 cm/sek durch das Medium geleitet wird.
-
Es
ist bevorzugt, dass das Filtermedium der vorliegenden Erfindung
eine Auffangeffizienz von mindestens 40% hat, wenn DOP einer Partikelgröße von 0,10
bis 0,12 μm
verwendet werden. Eine Auffangeffizienz in diesem Bereich wird gleich
oder höher
als die Auffangeffizienz einer Filtereinheit mittlerer Leistungsfähigkeit, wenn
das Filtermedium in eine Filtereinheit eingesetzt wird.
-
Eine
Filtereinheit mittlerer Leistungsfähigkeit wird generell als Vorfilter
verwendet, welcher den Staub aus der Atmosphäre, die direkt darin aufgenommen
wird, zuerst grob entfernt, und es ist notwendig, eine Auffangeffizienz
von mindestens 90% an DOP einer Partikelgröße von 0,3 μm zu haben (umgewandelt bedeutet das
eine Auffangeffizienz von mindestens 60% bei DOP der Partikelgröße von 0,10
bis 0,12 μm).
Außerdem wird
die Auffangeffizienz einer Filtereinheit gemäß einem unten erwähnten Verfahren
gemessen. Um eine Auffangleistung einer Filtereinheit zu erreichen,
die gleich oder höher
als dieser Bereich ist, sollte das erfindungsgemäße Filtermedium eine Auffangeffizienz
im oben angegebenen Bereich haben.
-
Es
ist bevorzugt, dass das erfindungsgemäße Filtermedium mindestens
99,0% der Auffangeffizienz bei Verwendung von DOP eine Partikelgröße von 0,10
bis 0,12 μm
hat. Die Auffangeffizienz in diesem Bereich wird gleich oder höher als
die Auffangeffizienz einer Glasfaser-HEPA-Filtereinheit, wenn das
Filtermedium in eine Filtereinheit eingesetzt wird.
-
Die
Glasfaser-HEPA-Filtereinheit ist beispielsweise an der Decke zahlreicher
staubfreier Räume
angebracht, oder in eine Ausrüstung
zum Herstellen von Flüssigkristallen
oder Halbleitern, und es ist notwendig, dass eine Auffangeffizienz
von mindestens 99,97% bei DOP einer Partikelgröße von 0,3 μm vorliegt (entsprechend einer
Auffangeffizienz von mindestens 99,8% bei DOP einer Partikelgröße von 0,10
bis 0,12 μm).
Um eine Auffangleistung einer Filtereinheit zu erreichen, die gleich
oder höher
als dieser Bereich ist, sollte das erfindungsgemäße Filtermedium eine Auffangeffizienz
innerhalb des oben angegebenen Bereichs haben.
-
Es
ist bevorzugt, dass das erfindungsgemäße Filtermedium eine Auffangeffizienz
von mindestens 99,99% bei Verwendung von DOP einer Partikelgröße von 0,10
bis 0,12 μm
aufweist. Die Auffangeffizienz in diesem Bereich wird gleich oder
höher als
die Auffangeffizienz einer Glasfaser-ULPA-Filtereinheit, wenn das Filtermedium
in eine Filtereinheit eingesetzt wird.
-
Die
Glasfaser-ULPA-Filtereinheit hat eine höhere Auffangeffizienz als die
oben erwähnte
Glasfaser-HEPA-Filtereinheit,
und es ist insbesondere wichtig, dass sie eine Auffangeffizienz
von mindestens 99,9995% bei DOP einer Partikelgröße von 0,10 bis 0,12 μm hat. Um
eine Auffangleistung zu erreichen, die gleich oder höher als
dieser Bereich ist, sollte das erfindungsgemäße Medium eine Auffangeffizienz
innerhalb des oben angegebenen Bereichs haben.
-
Beim
erfindungsgemäßen Filtermedium
ist es bevorzugt, dass mindestens auf einer Seite der porösen PTFE-Membran
ein luftdurchlässiges
Trägerelement
vorhanden ist, so dass das Filtermedium erhöhte Stärke und verbesserte Handhabbarkeit
aufweist.
-
Die
Gesamtmenge organischer Substanzen vom luftdurchlässigen Trägerelement,
die bei 80°C
nachgewiesen wird, beträgt
vorzugsweise nicht mehr als 1.000 ng, mehr bevorzugt nicht mehr
als 500 ng, am meisten bevorzugt nicht mehr als 150 ng je 250 mg
des luftdurchlässigen
Trägerelements.
Außerdem
ist dieses niedrigste Niveau der Gesamtmenge nachgewiesener organischer
Substanzen die Nachweisgrenze, und bevorzugt beträgt sie 0
ng je 250 mg des luftdurchlässigen
Trägerelements.
-
Wenn
daher die Gesamtmenge organischer Substanzen des luftdurchlässigen Trägerelements
unter einer bestimmten Bedingung innerhalb des oben angegebenen
Bereiches festgesetzt wird, kann die Produktertrag erhöht werden,
wenn der Luftfilter in einem staubfreien Raum in einem Bereich,
wie der Halbleiterindustrie, der Präzisionselektronik oder ähnlichen
verwendet wird.
-
Die
Gesamtmenge organischer Substanzen wird im allgemeinen als gesamter
organischer Kohlenstoff (TOC) bezeichnet, was der Gesamtmenge verschiedener
gasförmiger
organischer Substanzen wie beispielsweise Dodecan, Tridecan, Butylhydroxyethylen
(BHT), Phosphorester, Dioctylphthalat, Siloxan und ähnlicher entspricht.
-
Es
ist bevorzugt, dass das luftdurchlässige Trägerelement im Wesentlichen
mindestens aus einem aus Polyamid und Polyester gebildet wird, da
von diesen Materialien kaum organische Substanzen erzeugt werden.
-
Hier
bedeutet das oben erwähnte "im wesentlichen aus
mindestens einem aus Polyamid und Polyester gebildet", dass das luftdurchlässige Trägerelement
mindestens eines aus Polyamid und Polyester als Hauptbestandteil
enthält
und keine Materialien enthält,
die die Erzeugung organischer Substanzen, wie Polyolefin etc. verursachen,
und auch keinen flüchtigen
Bestandteil enthält,
der in einer während
des Betriebs eines Luftfilters vorliegenden Atmosphäre flüchtig ist.
-
Daher
ist es bevorzugt, dass das luftdurchlässige Trägerelement im Wesentlichen
aus Polyester gebildet wird und kein Polyolefin enthält. Es ist
bevorzugt, mindestens eines aus Polyethylenterephthalat (PET) und
Polybutylenterephthalat (PBT) als Polyester zu verwenden.
-
Außerdem kann
erfindungsgemäß der oben
erwähnte
Nachweis der organischen Substanzen durch das luftdurchlässige Trägerelement
bei 80°C
mit einem Reinigungs- und Auffang-Verfahren mittels Gaschromatographie
durchgeführt
werden. Diese Methode kann z.B. nach dem unten beschriebenen Verfahren
durchgeführt
werden.
-
Daneben
umfasst eine Luftfiltereinheit der vorliegenden Erfindung einen
Rahmen und das erfindungsgemäße Filtermedium
ist in gewellter Form gefaltet und in den Rahmen eingesetzt, wobei
die Spalte zwischen Rahmen und Filtermedium versiegelt ist. Diese
Luftfiltereinheit weist einen niedrigen Druckverlust und eine hohe
Auffangeffizienz auf, da sie das erfindungsgemäße Hochleistungsfiltermedium
verwendet.
-
Kurze Beschreibung
der Zeichnungen
-
1 ist
ein schematisches Diagramm, das ein Beispiel einer Apparatur zum
Strecken in Längsrichtung
zeigt.
-
2 ist
ein schematisches Diagramm, das ein Beispiel einer Apparatur zum
Strecken in seitlicher Richtung zeigt.
-
Beste Arten
der Durchführung
der Erfindung
-
Die
vorliegende Erfindung wird im Folgenden detailliert beschrieben.
-
Das
erfindungsgemäße Filtermedium
kann beispielsweise wie folgt hergestellt werden:
Als Erstes
wird feines PTFE-Pulver in eine vorherbestimmte Form geformt. Das
feine PTFE-Pulver hat für
gewöhnlich
eine durchschnittliche numerische Molmasse von mindestens 500.000,
bevorzugt von 2.000.000 bis 20.000.000. Ferner kann das feine PTFE-Pulver
beispielsweise durch ein bekanntes Pastenextrusionsverfahren geformt
werden. Bei diesem Formen werden für gewöhnlich 15 bis 40 Gew.-Teile,
bevorzugt 20 bis 30 Gew.-Teile eines flüssigen Schmiermittels mit 100
Gew.-Teilen feinem
PTFE-Pulver gemischt. Jedes konventionell verwendete bekannte Material
kann als flüssiges
Schmiermittel für
die Pastenextrusion verwendet werden. Außerdem kann vor der Pastenextrusion
eine Vorformung durchgeführt
werden. Im Allgemeinen wird ein Formstück mit einer vorherbestimmten
Form wie folgt hergestellt: das Gemisch des feinen PTFE-Pulvers und des flüssigen Schmiermittels
wird vorgeformt, und dann wird das gemischte Formstück einer
Extrusion durch einen Pasten-Extruder oder Walzen mit Kalendrierwalzen
etc., oder einer Extrusion, gefolgt vom Walzen unterworfen. Die
Form des Formstücks
ist nicht spezifisch beschränkt,
d.h. jede Form kann verwendet werden, solange das Formstück nach
dem unten erwähnten
Erwärmen
gedehnt werden kann. Eine bevorzugte Form des Modells ist die bandartige
Form.
-
Als
nächstes
wird das ungesinterte Formstück,
das durch das oben erwähnte
Pastenextrusionsverfahren gewonnen wird, auf eine Temperatur erwärmt, die
nicht unter dem Schmelzpunkt des gesinterten PTFE liegt, bevorzugt
auf eine Temperatur zwischen dem Schmelzpunkt des gesinterten PTFE
(ungefähr
327°C) und dem
Schmelzpunkt des ungesinterten PTFEs (ungefähr 347°C), so dass ein halb-gesintertes
PTFE-Formstücks
mit einem Sinterungsgrad von weniger als 0,3 hergestellt werden
kann. Ein bevorzugt Bereich des Sinterungsgrades beträgt von 0,1
bis 0,29.
-
Der
Sinterungsgrad des halb-gesinterten PTFE-Formstücks der vorliegenden Erfindung
wird durch das Verfahren bestimmt, das in der japanischen Veröffentlichung
der nicht geprüften
Patentanmeldung (Tokkai) Nr. HEI 5-202217 offenbart ist, insbesondere
durch das folgende Verfahren:
Zuerst wird eine Probe von 3,0 ± 0,1 mg
gewogen und vom ungesinterten PTFE abgeschnitten, und mit der Probe
wird die Kristallschmelzkurve bestimmt. In gleicher Weise wird eine
Probe von 3,0 ± 0,1
mg gewogen und von der halb-gesinterten PTFE abgetrennt, und an
der Probe wird die Kristallschmelzkurve bestimmt.
-
Die
Kristallschmelzkurve kann durch ein Differential-Scanning-Kalorimeter (nachfolgend als "DSC" bezeichnet; z.B.
DSC-50, hergestellt von Shimadzu Corporation) erstellt werden. Zuerst
wird die ungesinterte PTFE-Probe in den Aluminiumbehälter des
DSC gegeben, und die Fusionswärme
des ungesinterten PTFE und des gesinterten PTFE werden nach dem
folgenden Verfahren gemessen:
- (1) Die Probe
wird mit einer Erwärmungsrate
von 50°C/min
erwärmt
auf 250°C,
und dann mit einer Erwärmungsrate
von 10°C/min
von 250°C
auf 380°C
erwärmt.
Die Position des Peaks der Wärmeabsorptionskurve,
die während
dieses Erwärmens
auftritt, wird als der "Schmelzpunkt
des ungesinterten PTFE" oder "Schmelzpunkt des
feinen PTFE-Pulvers" bezeichnet.
- (2) Direkt nachdem die Probe auf 380°C erwärmt worden ist, wird die Probe
bei einer Kühlrate
von -10°C/min
auf 250°C
abgekühlt.
- (3) Die Probe wird mit einer Erwärmungsrate von 10°C/min wieder
auf 380°C
erwärmt.
Die Position des Peaks der Wärmeabsorptionskurve,
die während
dieser Erwärmung
auftritt, wird als "Schmelzpunkt
des gesinterten PTFE" bezeichnet.
-
Dann
wird eine Kristallschmelzkurve des halb-gesinterten PTFE nach dem
obigen Schritt (1) aufgezeichnet. Die Fusionswärme des
ungesinterten PTFE, des gesinterten PTFE und des halbgesinterten
PTFE stehen im Verhältnis
zu den Bereichen zwischen den Wärmeabsorptionskurven
und dem Grundwert, und können
durch Einstellen der Temperaturen für die Analyse in dem oben erwähnten, von
Shimadzu Corporation hergestellten DSC-50 automatisch berechnet
werden.
-
Der
Sinterungsgrad von PTFE kann ebenfalls nach folgender Gleichung
berechnet werden: Sinterungsgrad
= (ΔH1-ΔH3)/(ΔH1-ΔH2) (Gleichung
2),wobei ΔH1 die
Fusionswärme
des ungesinterten PTFE, ΔH2 die Fusionswärme des gesinterten PTFE und ΔH3 die Fusionswärme des halb-gesinterten PTFE
ist.
-
Außerdem gibt
es im Hinblick auf halb-gesintertes PTFE eine genaue Beschreibung
in der Veröffentlichung
der japanischen ungeprüften
Patentanmeldung (Tokkai) Nr. SHO 59-152825.
-
Als
nächstes
wird das halb-gesinterte PTFE-Formstück, das durch das oben erwähnte Erwärmen mit einem
spezifischen Sinterungsgrad erhalten wurde mit einem Faktor von
mindestens 700, bevorzugt von 700 bis 1.500 je Bereich in biaxialer
Richtung (MD: Längsrichtung,
TD: Breitenrichtung) gedehnt. Hierbei ist es wichtig, dass das Formstück mit einem
Faktor von mindestens 15 gedehnt wird, bevorzugt von 15 bis 30 in MD-Richtung
(die Längs-
oder Extrudierrichtung) und mit einem Faktor von mindestens 40,
bevorzugt 40 bis 60 in TD-Richtung (die Richtung, die vertikal zur
Längsrichtung,
oder der Breitenrichtung ist) gedehnt wird. Das heißt, dass
durch Strecken des halb-gesinterten PTFE-Formstücks mit einem besonders niedrigen
Sinterungsgrad mit einem relativ hohen Faktor in MD-Richtung und
durch einen bemerkenswert hohen Faktor in TD-Richtung und schließlich auch
durch einen, bezogen auf den Bereich, außergewöhnlich hohen Gesamtfaktor,
eine erfindungsgemäße poröse PTFE-Membran
mit den vorbestimmten Eigenschaften gewonnen werden kann.
-
Das
oben erwähnte
Strecken der Schicht in MD-Richtung kann beispielsweise durch den
Dehnapparat, der in 1 gezeigt ist, durchgeführt werden.
In diesem Apparat wird eine halbgesinterte PTFE-Schicht von der
Schicht-Zufuhrwalze 1 über
die Walzen 3, 4 und 5 zu den Walzen 6 und 7 geschickt,
wo die Schicht mit dem oben angegebenen Faktor in MD-Richtung gedehnt
wird. Das Prinzip dieser Dehnung liegt darin, dass die Aufwindungsgeschwindigkeiten
der Walzen 6 und 7 größer als die Schichtzufuhrgeschwindigkeit
der Walze 1 ist. Die gedehnte Schicht wird dann in dieser
Reihenfolge zu den Walzen 8 und 9, zu der Thermofixier-Walze 10,
der Abkühlwalze 11 und
der Walze 12 geschickt und schließlich durch eine Aufnahmewalze 2 aufgewunden.
Des Weiteren ist es bevorzugt, dass die Dehnung in MD-Richtung bei
einer Temperatur von nicht mehr als dem Schmelzpunkt des gesinterten
PTFE durchgeführt
wird.
-
Das
oben erwähnte
Strecken in TD-Richtung kann beispielsweise unter Verwendung des
in 2 gezeigten Dehnapparats durchgeführt werden.
Dieser Apparat kann eine in Längsrichtung
(MD-Richtung) gedehnte Schicht kontinuierlich mit Zangen der Breite
nach an seinen beiden Enden greifen. Das heißt, dass in diesem Apparat
eine halb-gesinterte PTFE-Schicht
(die in MD-Richtung gedehnt ist) nacheinander von der Schichtzufuhrtrommel 13 durch
die Schichtzufuhr-Kontrollwalze 14 geschickt, dann durch
den Vorheizofen 15, zum Dehnen in Breitenrichtung durch
den Ofen 16, und dann zu einem Thermofixier-Ofen 17 geschleust
wird. Während
die Schicht durch diese Öfen
geschleust wird, wird eine Dehnung in Breitenrichtung und eine Thermofixierung
durchgeführt.
Dann wird die in Breitenrichtung gedehnte Schicht zu den Laminierungswalzen 18 und 19 geführt, wo
sie mit einem luftdurchlässigen
Trägerelement,
wie einem Vlies oder ähnlichem
laminiert wird, welches dann gegebenenfalls von den Walzen 22 und 23 zugeführt wird.
Dann wird die laminierte Schicht durch die Aufnahmekontrollwalze 20 mit
der Aufnahmetrommel 21 aufgewunden. Außerdem hat der in der Zeichnung
gezeigte Apparat zwei Schichtzuführtrommeln 13,
so dass gegebenenfalls ein Laminat von zwei oder mehr PTFE-Schichten, dem Strecken
unterworfen werden kann. Das Dehnen in TD-Richtung kann für gewöhnlich in
einer Atmosphäre
von 200 bis 420°C
durchgeführt
werden.
-
Die
gedehnte poröse
PTFE-Membran kann auf die Temperatur des Schmelzpunktes des nicht
gesinterten PTFE (ungefähr
347°C) oder
darüber
thermofixiert werden.
-
In
der so erhaltenen gedehnten porösen
PTFE-Membran sind die PTFE-Fasern verflochten und miteinander verbunden
und bilden eine poröse
Konstruktion. Ferner besteht die gedehnte poröse PTFE-Membran im Wesentlichen
nur aus Fasern ohne Knoten. Außerdem
hat die poröse
gedehnte PTFE-Membran einen durchschnittlichen Porendurchmesser
von mehr als 0,5 μm
und einen Druckverlust von 2 bis 50 mmH2O,
wenn Luft durch das Medium mit einer Fließgeschwindigkeit von 5,3 cm/sek
hindurchgeleitet wird. Weiter liegt der aus dem Druckverlust und
der Auffangeffizienz unter Verwendung von DOP einer Partikelgröße von 0,10
bis 0,12 μm
errechnete PF-Wert zwischen 18 und 22.
-
Es
ist bevorzugt, dass der durchschnittliche Porendurchmesser größer 0,5 μm, aber nicht
größer als 15 μm, mehr bevorzugt
in einem Bereich von mindestens größer 0,5 μm aber nicht mehr als 5 μm, größer 0,51 μm aber nicht
größer 5 μm und von
0,58 μm
bis 5 μm,
besonders bevorzugt von 1,1 bis 3 μm ist.
-
Es
ist bevorzugt, dass der Druckverlust 2 bis 50 mmH2O,
mehr bevorzugt 2 bis 48 mmH2O beträgt, besonders
bevorzugt 2 bis 45 mmH2O.
-
Falls
gewünscht
ist, ein Filtermedium mit hoher Leistungsfähigkeit zu erzielen (HEPA-
oder ULPA-artig), kann das erfindungsgemäße Filtermedium durch Laminieren
mehrerer Schichten der porösen PTFE-Membran
mit relativ niedrigem Druckverlust hergestellt werden, welche gegebenenfalls
durch das oben erwähnte
Verfahren gewonnen werden. Wenn zwei erfindungsgemäße poröse PTFE-Membranen
mit durchschnittlichem Porendurchmesser, Druckverlust und PF-Wert
in den oben angegebenen Bereichen laminiert werden, heißt das,
dass beispielsweise der Druckverlust beim gleichen durchschnittlichen
Porendurchmesser ungefähr
verdoppelt wird, aber die Auffangeffizienz größer als eine einzelne Schicht
wird. Deswegen kann die Auffangeffizienz erhöht werden, wenn dieses doppelschichtige
Filtermedium die oben angeführten
Druckverlustsbereiche jeder der Filtereinheiten erfüllt.
-
Als
nächstes
wird der PF-Wert erklärt.
Die Auffangeffizienzen schwebender Feinpartikel in der Luft, die für jede Art
von Filtermedium benötigt
werden, sind zuvor grob beschrieben worden. Wenn nur die Auffangeffizienz
angesehen wird, wie oben in der Beschreibung des Stands der Technik
dieser Erfindung erwähnt,
so sind Auffangeffizienzen, die für die entsprechenden Filtereinheiten
benötigt
sind, bereits durch konventionelle Techniken erreicht worden.
-
Es
ist andererseits jedoch ebenfalls nötig gewesen, die Energiekosten
beim Betrieb einer Luftfiltereinheit bei Verwendung dieser Filtermedien
zu reduzieren. Um das zu erreichen, ist eine weitere Reduzierung
des Druckverlustes notwendig. Anders gesagt muss das Filtermedium
wirklich gleichzeitig einen weiteren Anstieg der Auffangeffizienz
und eine weitere Abnahme des Druckverlustes abhängig von dem Ziel und dem Ort
seiner Verwendung erfüllen.
Eine solche Leistung kann durch den erfindungsgemäßen PF-Wert
ausgedrückt
werden, welcher ein numerischer Wert ist, der durch das Gleichgewicht
zwischen Auffangeffizienz und Druckverlust bestimmt wird.
-
Während die
PF-Werte der Filtermedien des mittelmäßig leistungsfähigen Glasfaser-Typs,
des Glasfaser-HEPA-Typs und des Glasfaser-ULPA-Typs, die auf dem
Markt sind, bis zu nur ungefähr
10 betragen, liegt der PF-Wert des erfindungsgemäßen Filtermediums bei bis zu
zwischen 18 und 22. Ferner ist bevorzugt, dass der PF-Wert des erfindungsgemäßen Filtermediums
mindestens aus den Bereichen zwischen 18,5 und 22, zwischen 19 und
22, zwischen 19,5 und 22, zwischen 20 und 22, zwischen 20,5 und
22 und zwischen 21 und 22 ausgewählt
ist.
-
Der
PF-Wert ist ein gegebener Wert, wenn poröse PTFE-Membranen von Filtermedien die gleiche Struktur
haben. Zusätzlich
hat das Filtermedium der vorliegenden Erfindung einen PF-Wert, der
gleich oder höher
ist, als ein konventionelles PTFE-Filtermedium mit einem durchschnittlichen
Porendurchmesser von 0,2 bis 0,5 μm.
Deswegen ist die Struktur des erfindungsgemäßen Filtermediums von konventionellen
Strukturen verschieden. Beim Vergleich des Filtermediums der vorliegenden
Erfindung mit konventionellen Filtermedien gibt es in diesem Punkt
Unterschiede, da das erfindungsgemäße Filtermedium einen großen durchschnittlichen
Porendurchmesser (mehr als 0,5 μm)
und ebenfalls einen kleinen durchschnittlichen Durchmesser der PTFE-Fasern
hat.
-
Im
erfindungsgemäßen Filtermedium
ist der durchschnittliche Durchmesser der PTFE-Fasern gewöhnlich von
0,1 bis 0,2 μm,
bevorzugt von 0,1 bis 0,16 μm,
mehr bevorzugt mehr als 0,1 μm
aber weniger als 0,14 μm
und am meisten bevorzugt von 0,101 bis 0,139 μm.
-
Ferner
ist die Dicke der porösen
PTFE-Membran im Filtermedium der Erfindung für gewöhnlich von 0,1 bis 30 μm, bevorzugt
0,1 bis 20 μm,
mehr bevorzugt 0,5 μm
bis 15 μm.
-
Im
erfindungsgemäßen Filtermedium
kann die oben erwähnte
poröse
PTFE-Membran als solche verwendet werden, aber eine zusammengesetzte
Membran, die durch Laminieren der porösen PTFE-Membran mit anderen
luftdurchlässigen
Trägerelementen
mit niedrigem Druckverlust hergestellt wird, kann ebenfalls verwendet
werden, sofern die Eigenschaften der porösen PTFE-Membran nicht beschädigt werden. So eine laminierte
poröse
PTFE-Membran hat höhere
Stärke
und eine bessere Handhabbarkeit. Ferner kann die poröse laminierte
PTFE-Membran beispielsweise
in Faltenform gebracht und als Filtermedium zum Einsammeln herumschwebender
Feinpartikel verwendet werden.
-
Die
Gesamtdicke des erfindungsgemäßen Filtermediums
beträgt
für gewöhnlich von
50 bis 1.000 μm, bevorzugt
von 100 bis 700 μm,
besonders bevorzugt von 100 bis 500 μm.
-
Als
luftdurchlässiges
Trägerelement
können
ein Vlies, ein Gewebe, ein Netz und andere poröse Membranen verwendet werden.
Beispiele für
das Material des luftdurchlässigen
Trägerelements
schließen
Olefin (z.B. Polyethylen, Polypropylen und ähnliche), Nylon, Polyester,
Aramid, einen Verbundstoff (z.B. ein Vlies, das Kern-/Schichtstrukturfasern
umfasst, ein doppelschichtiges Vlies, umfassend eine niedrigschmelzende
Materialschicht und eine hochschmelzende Materialschicht, oder ähnliche)
und eine Fluor-basierte poröse
Membran ein [z.B. eine poröse
PFA (Tetrafluorethylen-/Perfluoralkylvinylether-Copolymer)-Membran,
eine poröse FEP
(Tetrafluorethylen-/Hexafluorpropylen-Copolymer)-Membran, eine poröse PTFE-Membran
oder ähnliche].
-
Aus
diesen luftdurchlässigen
Trägerelementen
wird bevorzugt, ein Vlies, das eine Kern- und Schichtfasern umfasst,
ein doppelschichtiges Vlies, das eine niedrigschmelzende Materialschicht
und eine hochschmelzende Materialschicht umfasst oder ähnliche
zu verwenden, da solche Stücke
nicht zusammenschrumpfen, wenn sie laminiert werden. Außerdem haben
Laminate eines solchen luftdurchlässigen Trägerelements und der porösen PTFE-Membran
den Vorteil, dass sie einfach als Filtermedium vom HEPA- oder ULPA-Typ
verarbeitbar sind.
-
Das
Laminat kann durch Laminieren der erfindungsgemäßen porösen PTFE-Membran auf entweder eine
oder beide Seiten des luftdurchlässigen
Trägerelements
oder durch das Zwischenlegen der erfindungsgemäßen porösen PTFE-Membran zwischen zwei
luftdurchlässige
Trägerelemente
hergestellt werden.
-
Insbesondere
bevorzugt ist ein Laminat, das durch Zwischenlegen der erfindungsgemäßen porösen PTFE-Membran
zwischen zwei luftdurchlässige
Trägerelemente
hergestellt ist.
-
Die
Laminierungsmethode kann aus geeigneten konventionellen Verfahren
ausgewählt
werden. Beispiele schließen
Verfahren, wie Schmelzdruckkleben ein, die durch Schmelzen eines
Teils des luftdurchlässigen
Trägerelements,
durch Verwendung eines Polyethylen-, Polyester-, PFA-Pulvers oder ähnlicher
als Klebmittel, oder durch Verwendung eines Schmelzharzes, durchgeführt werden.
Beim Verbinden durch solche Mittel ist es besonders bevorzugt, ein
auf Polyester basierendes Schmelzklebmittel zu verwenden, da die
Erzeugung organischer Substanzen auf reduziertem Niveau gehalten
werden kann.
-
Wie
oben erwähnt
wurde, ist es bevorzugt, als luftdurchlässiges Trägerelement ein Material zu
verwenden, dessen nachweisbare Gesamtmenge organischer Substanzen
nicht den oben angegeben Wert unter einer vorherbestimmten Bedingung überschreitet.
Es ist ebenfalls bevorzugt, als luftdurchlässigen Trägerelement, bei dem die nachgewiesene
Gesamtmenge organischer Substanzen nicht den oben angegeben spezifischen
Wert überschreitet,
ein Material zu verwenden, das mindestens eines von Polyester und
Polyamid umfasst, besonders bevorzugt ein Material, das Polyester
umfasst, aber kein Polyolefin enthält.
-
Beispiele
für den
luftdurchlässigen
Trägerelement,
der im wesentlichen mindestens eines aus Polyester und Polyamid
umfasst, schließen
Vlies, Gewebestoff, Netz, eine poröse Membran und ähnliche
ein, bevorzugt ein Vlies. Beispiele für das Vlies schließen, auf
dem Produktionsverfahren basierend, folgende Vliesstoffe ein, die
Filamente verwenden, und solche, in denen Stapelfasern verwendet
sind:
- (1) Filament: Spinnvlies, Schmelz-Vlies
und Flammspinn-Vlies;
- (2) Stapelfaser: thermisch verbundenes Vlies, Vlies, das durch
ein Naßverfahren
hergestellt ist, Nadelstanz-Vlies,
Maschenspinn-Vlies und Vlies, das durch Wasserdüsen hergestellt wird.
-
Aus
diesen Beispielen ist es bevorzugt, ein Spinnvlies, das Fasern umfasst,
als luftdurchlässiges
Trägerelement
zu verwenden, da TOC reduziert ist. Außerdem kann beim oben erwähnten Vlies,
das PET-Fasern umfasst, die durch ein Naßverfahren hergestellt werden,
da es notwendig ist, einen Zusatz, wie Öl zum Verfahren zuzugeben,
das Öl
oder ähnliches
selbst Material hinterlassen und die Entstehung von Unreinheiten (wie
beispielsweise TOC) verursachen. Daher ist es unerwünscht, es
so zu verwenden, wie es auf dem Markt hergestellt wird, und es wird
bevorzugt, es nach dem Entfernen des Öls oder ähnlichem zu verwenden.
-
Beispiele
der Struktur des oben erwähnten
Vlies schließen
eines ein, bei dem Einzelfasern verwendet werden; eines bei dem
eine Mischfaser verwendet wird, eines bei dem eine Kern-/Schichtfaser
verwendet wird, ein Laminat und ähnliches.
Von diesen Beispielen hat das Vlies, bei dem eine Einzelfaser verwendet
wird, den Vorteil geringer Kosten, und das Vlies mit Kern-/Schichtfasern
hat die Vorteile, dass es schwer schrumpft und leicht zu verarbeiten
ist. Deswegen sind diese Vliesarten jeweils bevorzugt.
-
Es
ist bevorzugt, dass das oben erwähnte
Vlies ein Grundgewicht von 10 bis 600 g/m2,
bevorzugt von 15 bis 300 g/m2, mehr bevorzugt
von 15 bis 100 g/m2 hat. Wenn das Grundgewicht
100 g/m2 überschreitet, wird
die Verarbeitung des Filtermediums beispielsweise in einen gefalteten
Luftfilter schwierig (es ist z.B. schwer zu falten) und wahrscheinlich
steigen die Kosten an.
-
Beispiele
für Polyamid
schließen
Nylon-6, Nylon-6,6 und ähnliche
ein.
-
Beispiele
für Polyester
schließen
PET, PBT, Polyethylen-2,6, Naphthalat und ähnliche ein, bevorzugt solche
mit einem Schmelzpunkt von mindestens 120°C. Als Polyestermaterial wird
vorzugsweise ein Vlies verwendet, das Polyesterfasern umfasst. Der
Schmelzpunkt des Materials, das nur eine von Polyestersorte (mit nur
einem Schmelzpunkt) umfasst, beträgt mindestens 120°C, bevorzugt
mindestens 180°C.
In einem Material, das eine Kombination aus zwei oder mehr Polyestersorten
umfasst, beispielsweise ein Mischmaterial oder eins mit Kern-/Schichtstruktur
(mit mindestens zwei Schmelzpunkten), liegt der hohe Schmelzpunkt
für gewöhnlich zwischen
240°C und
280°C und
der niedrige Schmelzpunkt beträgt
mindestens 120°C,
bevorzugt mindestens 180°C.
Das heißt,
dass ein höherer
TOC entsteht, wenn der Schmelzpunkt niedriger als 120°C ist was
nicht bevorzugt ist.
-
Beispiele
für Vliessorten,
die Polyesterfasern umfassen, schließen eines, das PET-Fasern umfasst,
eines, das PBT-Fasern
umfasst, eines, das Kern-/Schichtfasern mit einem PET-Kernbestandteil und
einem PBT-Schichtbestandteil umfasst (Vlies, umfassend Kern-/Schichtfasern
aus PET/PBT), eines mit einem hochschmelzenden PET-Kernbestandteil
und einem niedrigschmelzenden PET-Schichtbestandteil (Vlies, umfassend
Kern-/Schichtfasern mit hochschmelzendem PET/niedrigschmelzendem
PET) eines, das konjugierte Fasern aus PET- und PBT-Fasern umfasst,
eines, das konjugierte Fasern aus hochschmelzendem PET und niedrigschmelzenden
PET-Fasern umfasst,
und ähnliche
ein.
-
Ein
bevorzugtes Beispiel des niedrigschmelzenden PETs ist ferner ein
copolymerisiertes Polyethylenterephthalat, das durch Copolymerisieren
von Isophthalsäure,
Adipinsäure,
Diethylenglykol, Polyethylenglykol und ähnlichen hergestellt ist. Ein
ebenfalls bevorzugtes Beispiel für
hochschmelzendes PETs und einfaches PET ist ein PET, das im Wesentlichen
einen Terephthalsäurebestandteil
und einen Ethylenglykolbestandteil umfasst, und einen Schmelzpunkt
von ungefähr
260°C hat.
-
Das
PBT kann auch ein Copolymer mit anderen copolymerisierbaren Bestandteilen
sein.
-
In
einem Filtermedium, das PBT-Vlies und eine poröse PTFE-Membran in Kontakt mit dem PBT-Vlies umfasst,
wie das, bei dem das oben erwähnte
Vlies verwendet wird, welches Kern-/Schichtfasern aus PET/PBT umfasst,
wird es bevorzugt, dass beide Bestandteile beispielsweise durch
Schmelzkleben mit einer Wärmewalze
(Laminierung) verbunden werden. Das heißt, dass PBT leichter an die
poröse
PTFE-Membran als andere Polyesterharze schmelzgeklebt wird. Dadurch
kann die Verbindung der Bestandteile kontinuierlich beispielsweise
durch Schmelzkleben mit einer Wärmewalze
durchgeführt
werden, so dass die Herstellungseffizienz des Filtermediums verbessert
werden kann.
-
Wenn
die Verbindung durch Schmelzkleben durchgeführt wird, wobei ein Teil des
luftdurchlässigen Trägerelements
geschmolzen wird, können
die folgenden Ausführungsformen
verwendet werden:
- (1) (Vlies, umfassend niedrigschmelzende
PET-Faser) : (poröse
PTFE-Membran) : (Vlies, umfassend niedrigschmelzende PET-Faser)
: (Vlies, umfassend hochschmelzende PET-Faser)
- (2) (Vlies, umfassend niedrigschmelzende PET-Faser) : (poröse PTFE-Membran)
: (Vlies, umfassend Kern-/Schichtfasern aus hochschmelzendem PET/niedrigschmelzendem
PET)
- (3) (Vlies, umfassend Kern-/Schichtfasern von hochschmelzendem
PET/niedrigschmelzendem PET) : (poröse PTFE-Membran): (Vlies, umfassend
Kern-/Schichtfasern von hochschmelzendem PET/niedrigschmelzendem
PET)
- (4) Ausführungsform
von (3), bei der das (Vlies, umfassend Kern-/Schichtfasern mit hochschmelzendem PET/niedrigschmelzendem
PET) durch ein (Vlies, umfassend eine gemischte Faser aus einer
hochschmelzenden PET- Faser
und einer niedrigschmelzenden PET-Faser) ersetzt ist.
- (5) (Vlies, umfassend Kern-/Schichtfasern aus PET/PBT) : (poröse PTFE-Membran)
: (Vlies, umfassend Kernschichtfasern aus PET/PBT)
- (6) (Vlies, umfassend Kern-/Schichtfasern aus PET/PBT) : (poröse PTFE-Membran)
: (Vlies, umfassend niedrigschmelzende PET-Faser)
- (7) (Vlies, umfassend Kern-/Schichtfasern aus PET/PBT) : (poröse PTFE-Membran)
: (Vlies, umfassend Kern-/Schichtfasern aus hochschmelzendem PET/niedrigschmelzendem
PET)
- (8) (Vlies, umfassend niedrigschmelzende PET-Faser): (poröse PTFE-Membran):
(Vlies, umfassend eine Mischfaser aus hochschmelzender PET-Faser
und niedrigschmelzender PET-Faser)
- (9) (Vlies, umfassend eine Mischfaser aus hochschmelzender PET-Faser
und niedrigschmelzender PET-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend niedrigschmelzende PET-Faser) : (Vlies, umfassend hochschmelzende
PET-Faser)
- (10) (Vlies, umfassend eine Mischfaser aus hochschmelzender
PET-Faser und niedrigschmelzender PET-Faser) : (poröse PTFE-Membran)
: (Vlies, umfassend Kern-/Schichtfasern aus PET/PBT)
- (11) (Vlies, umfassend Kern-/Schichtfasern aus PET/PBT) : (poröse PTFE-Membran)
: (Vlies, umfassend niedrigschmelzende PET-Faser) : (Vlies, umfassend
hochschmelzende PET-Faser)
- (12) (Vlies, umfassend PET-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend PBT-Faser)
- (13) (Vlies, umfassend PBT-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend niedrigschmelzende PET-Faser)
- (14) (Vlies, umfassend PBT-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend niedrigschmelzende PET-Faser) : (Vlies, umfassend hochschmelzende
PET-Faser)
- (15) (Vlies, umfassend PBT-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend Kern-/Schichtfasern mit hochschmelzender PET-Faser/niedrigschmelzender
PET-Faser)
- (16) (Vlies, umfassend PBT-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend eine Mischfaser aus hochschmelzender PET-Faser und niedrigschmelzender
PET-Faser)
- (17) (Vlies, umfassend PBT-Faser) : (poröse PTFE-Membran) : (Vlies,
umfassend Kern-/Schichtfasern aus PET/PBT)
- (18) (Vlies, umfassend niedrigschmelzende PET-Faser) : (poröse PTFE-Membran)
: (Vlies, umfassend niedrigschmelzende PET-Faser)
- (19) (Vlies, umfassend hochschmelzende PET-Faser) : (poröse PTFE-Membran)
: (Vlies, umfassend hochschmelzende PET-Faser)
-
Die
Schmelzverbindung mit einer Wärmewalze
bei der oben erwähnten
Laminierung kann durch ein Abziehroll-Verfahren durchgeführt werden
oder durch ein Verfahren ohne direkt Druck in die Richtung der Dicke
des Laminats auszuüben
(z.B. ohne Abziehen), wie in der japanischen Veröffentlichung der ungeprüften Patentanmeldung
(Tokkai) Nr. HEI 6-218899 offenbart. Die Oberfläche der Wärmewalze kann entweder eine Hochglanz-Oberfläche oder
eine Präge-Oberfläche sein.
Die Walzentemperatur kann beispielsweise eine Temperatur von zumindest
dem Erweichungspunkt des niedrigschmelzenden PET oder PBT sein,
aber nicht den Schmelzpunkt des hochschmelzenden PETs überschreiten.
-
In
einer Ausführungsform,
bei der ein Schmelzklebmittel zur Verbindung verwendet wird, werden
als Polyesterfasermaterialien vorzugsweise Vliese verwendet werden,
die aus PET hergestellt sind, Vliese, die eine hochschmelzende PET-Faser,
eine niedrigschmelzende PET-Faser, eine Mischfaser, die eine hochschmelzende
PET-Faser und niedrigschmelzende PET-Faser umfasst, oder eine Kern-/Schichtfaser
aus hochschmelzendem PET/niedrigschmelzendem PET verwendet.
-
Jedes
bekannte Verfahren kann bei der oben erwähnten Verbindung verwendet
werden, bei der ein Klebmittel verwendet wird, aber es ist bevorzugt,
eine Sprühbeschichtung,
eine Spiralsprühbeschichtung,
eine Schlitzsprühauftragung,
eine Schmelzblasbeschichtung, eine Druckradbeschichtung, eine Bandlippenbeschichtung
oder ähnliche
zu benutzen, so dass die Fließmenge
durch den luftdurchlässigen
Trägerelement nicht
reduziert wird. Es ist bevorzugt, ein heißschmelzendes Klebmittel zu
verwenden, das in der Lage ist, die erzeugten organischen Substanzen
zu reduzieren, und das gleichzeitig den Vorteil niedriger Kosten
als Klebemittel aufweist.
-
Als
nächstes
folgen bevorzugte Ausführungsformen
des erfindungsgemäßen Filtermediums
für die
jeweiligen Typen:
- (1) Typ mittlerer Leistungsfähigkeit:
Auffangeffizienz: mindestens 40% bei DOP einer Partikelgröße von 0,10
bis 0,12 μm;
PF-Wert: zwischen 18 und 22.
- (2) HEPA-Typ: Auffangeffizienz: mindestens 99,0% für DOP einer
Partikelgröße von 0,10
bis 0,12 μm; PF-Wert:
zwischen 18 und 22.
- (3) ULPA-Typ: Auffangeffizienz: mindestens 99,99% für DOP einer
Partikelgröße von 0,10
bis 0,12 μm; PF-Wert:
zwischen 18 und 22.
-
Das
erfindungsgemäße Filtermedium
kann als Ersatz der in zahlreichen Arten von Luftfiltereinheiten verwendeten
Filtermedien verwendet werden, insbesondere als Ersatz des Filtermediums
eines Luftfilters mittlerer Leistung, eines HEPA-Glasfaserfilters
oder eines ULPA-Glasfaserfilters. Unter diesen ist es bevorzugt, das
erfindungsgemäße Filtermedium
als Ersatz für
das Filtermedium eines Glasfaser-HEPA-Filters oder eines Glasfaser-ULPA-Filters
zu verwenden, welche die hohe Auffangeffizienz des erfindungsgemäßen Filtermediums
vollständig
zeigen können.
-
Ferner
kann das erfindungsgemäße Filtermedium
nicht nur als Filtermedium einer Luftfiltereinheit verwendet werden,
sondern auch als Teil eines Säuberungsbefeuchters.
Außerdem
kann es ebenfalls als Belüftungsfilter
oder Umlauffilter eines Hard-Disc-Laufwerks verwendet werden, oder
für andere
wasserfeste, luftdurchlässige
Materialien.
-
Daneben
wird die Luftfiltereinheit der vorliegenden Erfindung durch Falten
des Filtermediums der vorliegenden Erfindung in geriffelter Form
und das Einsetzen in einen Rahmen, und das Versiegeln der Lücke zwischen
dem Rahmen und dem Filtermedium hergestellt. Die Versiegelung kann
mit einem konventionellen Verfahren durchgeführt werden.
-
Die
Konfiguration der Luftfiltereinheit der vorliegenden Erfindung ist
nicht besonders begrenzt, und es kann beispielsweise ein Abscheidertyp
oder ein klein gefalteter (Minipleats)-Typ sein. Außerdem ist
es in der erfindungsgemäßen Luftfiltereinheit
zu bevorzugten, die Filtermedium, die oben beschrieben worden sind,
als bevorzugte Ausführungsform
der vorliegenden Erfindung zu verwenden.
-
Die
erfindungsgemäße Luftfiltereinheit
kann in der Medizin, in der Nahrungsmittelindustrie, Biotechnologie,
Flüssigkristallindustrie,
in Reinräumen
in der Halbleiterindustrie etc., in einem Düsenbrennofen, einem Beschichtungsentwickler,
einer Nassstation, einem Chemikaliendampf-Beschichtung (CVD), einem
Stepper, einer Beschichtungseinrichtung, einer Trockenätzausrüstung, einer
Plasmaätzausrüstung, einer
Reinigungszelle, einer Reinigungskammer, einer Halbleiterscheibeninspektionsvorrichtung
(Oberflächenscan,
Untersuchungsvorrichtung), einer Vorrichtung für die Halbleiterherstellung,
wie beispielsweise FFU oder CMP verwendet werden. Ferner kann die
erfindungsgemäße Luftfiltereinheit
auch in Kombination mit zahlreichen chemischen Filtern verwendet
werden.
-
Als
nächstes
werden unten Beispiele der vorliegenden Erfindung beschrieben. In
den folgenden Beispielen wurden der durchschnittliche Porendurchmesser,
der Druckverlust, die Permeabilität, die Auffangeffizienz und
die Schichtdicke des Filtermediums, der durchschnittliche Durchmesser
der PTFE-Faser,
der Druckverlust und die Auffangeffizienz einer Luftfiltereinheit
und die Gesamtmenge organischer Substanzen, die durch einen luftdurchlässigen Trägerelement
erzeugt wurden, jeweils durch die folgenden Verfahren gemessen.
- (1) Durchschnittlicher Porendurchmesser eines
Filtermediums Die mittlere Fließporengröße (MFP),
die unter den Bedingungen von ASTM F-316-86 gemessen wurde, wurde
als durchschnittlicher Porendurchmesser bestimmt. Messungen wurden
mit einem Coulter Porometer (hergestellt von Coulter Electronics
(Großbritannien))
durchgeführt.
- (2) Druckverlust eines Filtermediums Ein rundes Stück Filtermedium
mit einem Durchmesser von 47 mm wurde als zu messende Probe ausgeschnitten
und in eine Filterhalterung mit einem effektiven Permeationsbereich
von 12,6 cm2 eingesetzt. Es wurde ein Druck
von 0,4 kg/cm2 auf die Zufuhrseite ausgeübt, und die
Menge der Luft, die auf der Durchlassseite herausfloss, wurde durch
ein Airflow-Meter (hergestellt von Ueshima Seisakusho, Co., Ltd.,
nachfolgend die gleichen) mit einer Fließgeschwindigkeit von 5,3 cm/sek kontrolliert.
Der Druckverlust zu diesem Zeitpunkt wurde mit einem Manometer gemessen.
- (3) Permeabilität
des Filtermediums Eine zu messende Probe wurde in eine Filterhalterung
mit einem Durchmesser von 100 mm eingesetzt, und durch einen Kompressor
wurde Druck auf der Zufuhrseite ausgeübt. Die Luftmenge an, die durchfließt, wurde
mit einem Airflow-Meter
mit 5,3 cm/sek kontrolliert. Unter diesen Bedingungen wurde polydispergiertes
DOP dazu gebracht, bei einer Konzentration von 107/300
ml von oben einzufließen,
und die Anzahl an durchgedrungenen Staubpartikeln mit einem Durchmesser
von 0,10 bis 0,12 μm
wurde mit einem Partikelzähler
(PMS LAS-X-CRT, hergestellt von PARTICLE MEASURING SYSTEM INC. (PMS),
nachfolgend die gleichen), welcher stromabwärts angebracht war, bestimmt. Die
Permeabilität
(%) der Partikel wurde aus dem Zahlenverhältnis bestimmt. Außerdem wurde
bei einer Probe mit hoher Auffangeffizienz die Messzeit verlängert, um
die Menge absorbierter Partikel zu erhöhen, wenn die Permeabilität bestimmt
wurde.
- (4) Auffangeffizienz eines Filtermediums Die Auffangeffizienz
eines Filtermediums wurde nach folgender Gleichung bestimmt: Auffangeffizienz (%) = 100 – Permeabilität (%) (Gleichung 3).Außerdem wurden
bei einer porösen
PTFE-Membran, die mit einem luftdurchlässigen Trägerelement ausgerüstet ist,
die oben erwähnten
Punkte (1) bis (4) unter Umständen
gemessen, die durch das luftdurchlässige Trägerelement hervorgerufen wurden,
und die gemessenen Werte wurden als Werte der porösen PTFE-Membran
betrachtet.
- (5) Filmdicke eines Filtermediums (poröse PTFE-Membran) Unter Verwendung
einer Schichtdicken-Eichmaß (1D–11OMH,
hergestellt von Mitutoyo Corp.) wurde die Gesamtdicke 10 laminierter
Membranen gemessen, und der Durchschnittswert hiervon wurde als
Dicke einer Membran bestimmt.
- (6) Durchschnittlicher Durchmesser der PTFE-Fasern Von einer
porösen
PTFE-Membran wurde mit einem Scanning-Elektronenmikroskop (S–4000, hergestellt
von Hitachi, Ltd.) eine 7.000fach vergrößerte Fotografie gemacht. Das
Foto wurde um ein Viertel vergrößert, und
vier gerade Linien gleicher Länge
wurden im Abstand von 5 cm sowohl in Längs- als auch in Seitenrichtung
des Fotos gezeichnet. Dann wurden die Durchmesser der auf den geraden
Linien liegenden PTFE-Fasern (ungefähr 500 Fasern) gemessen und deren
Durchschnittswert wurde als durchschnittlicher Durchmesser der PTFE-Fasern
bestimmt.
- (7) Druckverlust der Filtereinheit Indem ein Apparat in Übereinstimmung
mit dem Q107-Typ DOP-Tester des HOT DOP-Verfahrens von MIL-STD-282 verwendet
wurde, wurde der Differenzialdruck durch ein geneigtes Manometer
gemessen, wenn die Fließgeschwindigkeit
der Filtereinheit auf 0,5 m/sek eingestellt war.
- (8) Auffangeffizienz der Filtereinheit Indem ein Apparat in Übereinstimmung
mit dem Q107-Typ DOP-Tester für
HOT DOP-Verfahren von MIL-STD-282 verwendet wurde, wurde die Fließgeschwindigkeit
einer Filtereinheit auf 0,5 m/sek eingestellt und unter diesen Bedingungen
wurde HOT DOP einer Partikelgröße von 0,1
bis 0,12 μm
mit einer Konzentration von 1 × 109/ft3 dazu gebracht,
von stromaufwärts
zu fließen,
wobei die Anzahl an Partikeln mit einem Durchmesser von 0,1 bis
0,12 μm
stromabwärts
mit einem Partikelzähler bestimmt
wurde. Die Permeabilität
(%) der Partikel wurde aus dem Zahlenverhältnis bestimmt, und indem dieser
Wert verwendet wurde, wurde die Auffangeffizienz mit der oben erwähnten Gleichung
3 bestimmt.
- (9) Gesamtmenge organischer Substanzen, die durch ein luftdurchlässiges Trägerelement
erzeugt wurden Diese Messung wurde wie folgt unter Verwendung von
Gaschromatographie nach einem Ableit- und Auffang-Verfahren durchgeführt: zuerst
wurde ein luftdurchlässiges
Trägerelement
mit Scheren in ein genau eckiges Stück von 6 cm geschnitten, deren
Schneidflächen
der Klingen ausreichend mit Aceton gewaschen waren. Dann wurde dieses
Stück weiter
in 5 mm große
viereckige Stücke
zerschnitten. Die so erhaltene Probe wurde in eine Probenröhre gegeben,
die zuvor auf 80°C
erwärmt
und gehalten worden war, und durch das Durchleiten von reinem Heliumgas
bei einer Luftgeschwindigkeit von 50 ml/min bei 80°C für 60 Minuten
gewaschen. (Diese Temperaturbedingung wurde eingestellt, da das
obere Temperaturniveau zur Verwendung einer Luftfiltereinheit im
Allgemeinen bei 80°C
liegt.) Dann wurde Luft dazu gebracht, unter den gleichen Bedingungen
für 15
Minuten zu fließen,
und flüchtige
oder gasförmige
Bestandteile, die durch die Probe generiert wurden, wurden aus dem
Probenröhrchen
abgeleitet und in ein Auffangröhrchen
geleitet. In diesem Auffangröhrchen
wurden die flüchtigen
Bestandteile oder ähnliche
angehäuft
und auf einem Adsorptionsmittel kondensiert (Quarzwolle), welche
auf –40°C abgekühlt war.
Dann wurde das Adsorptionsmittel ohne zu zögern auf 314°C erwärmt und
die auf das Adsorptionsmittel adsorbierten Substanzen wurden über 20 Minuten
als Gase freigesetzt. Dann wurden die freigesetzten Gase in der
Gaschromatographie verwendet, und ihre Mengen wurden als Gesamtmenge
organischer Substanzen gemessen und bestimmt. Die Messbedingungen
waren wie folgt:
Gaschromatographie; GC14A, hergestellt von
Shimadzu Corporation
Säule;
FRONTIER LAB Ultra ALLOY Capillary Column, UA-5 Säulentemperatur;
50°C → 250°C (10 Minuten)
mit einer Anstiegsrate von 10°C/min.
Splitverhältnis; 1:50
(Säulenfließrate von
10 ml/min).
-
Beispiel 1
-
Fünfundzwanzig
Gewichtsteile Kohlenwasserstofföl
(ISOPER, hergestellt von Esso Sekiyu K.K.) wurden mit 100 Gew.-Teilen
feinem PTFE-Pulver mit einer durchschnittlichen numerischen Molmasse
von 6.200.000 gemischt (POLYFLON FEINPULVER F104U, hergestellt von
Daikin Industries, Ltd.). Das Kohlenwasserstofföl war ein flüssiges Schmiermittel
und wurde als ein Extrusionshelfer verwendet. Die Mischung wurde
bei der Pastenextrusion mit einer Form in einen runden Stab geformt.
Das runde Stabformstück
wurde mit Hilfe von auf 70°C
erwärmten
Kalendrierwalzen weiter in eine Schicht geformt, so dass eine PTFE-Schicht
erhalten wurde. Die Schicht wurde durch einen Heißlufttrockenofen
bei 250°C
geleitet, um zu trocknen und um den Extrusionshelfer zu entfernen,
so dass eine nicht gesinterte PTFE-Schicht mit einer durchschnittlichen Stärke von
100 μm und
einer durchschnittlichen Breite von 150 mm erhalten wurde. Dann
wurde der nicht gesinterte PTFE-Film in einem Ofen bei 338°C für 23 Sekunden
aufgewärmt
und ein kontinuierlicher halbgesinterter PTFE-Film mit einem Sinterungsgrad
von 0,20 wurde erhalten.
-
Als
nächstes
wurde die halb-gesinterte PTFE-Schicht mit dem in
1 gezeigten
Apparat 20fach in Längsrichtung
gedehnt. Die gedehnte Schicht wurde durch die Aufnahmewalze 2 aufgewunden.
Außerdem waren
die Bedingungen für
das Strecken in Längsrichtung
wie folgt: Dehnbedingungen
| Walzen
3 und 4: | Zufuhrgeschwindigkeit
0,5 m/min |
| Walze
6: | Arbeitsgeschwindigkeit
4 m/min, Walzentemperatur 300°C |
| Walze
7: | Arbeitsgeschwindigkeit
10 m/min, Walzentemperatur 300°C |
| Walze
10: | Arbeitsgeschwindigkeit
10 m/min, Walzentemperatur Raumtemperatur |
| Walze
2: | Aufnahmegeschwindigkeit
10 m/min, |
- Abstand zwischen den Walzen 6 und 7: 5
mm.
-
Als
nächstes
wurden zwei so erhaltene Lagen der so in Längsrichtung gedehnten Schicht
laminiert und das Laminat wurde 50fach durch den in
2 gezeigten
Apparat in Breitenrichtung gedehnt, welcher das Laminat kontinuierlich
mit Hilfe von Klammern greifen kann. Die Dehnbedingungen in Richtung
der Breite und die Temperatureinstellungen waren wie folgt Behandlungsbedingungen
| Laufgeschwindigkeit
der Schicht: | 10
m/min |
| Temperatur
des Vorheizofens: | 300°C |
| Temperatur
des Dehnofens: | 360°C |
| Temperatur
des Thermofixier-Ofens: | 350°C. |
-
Die
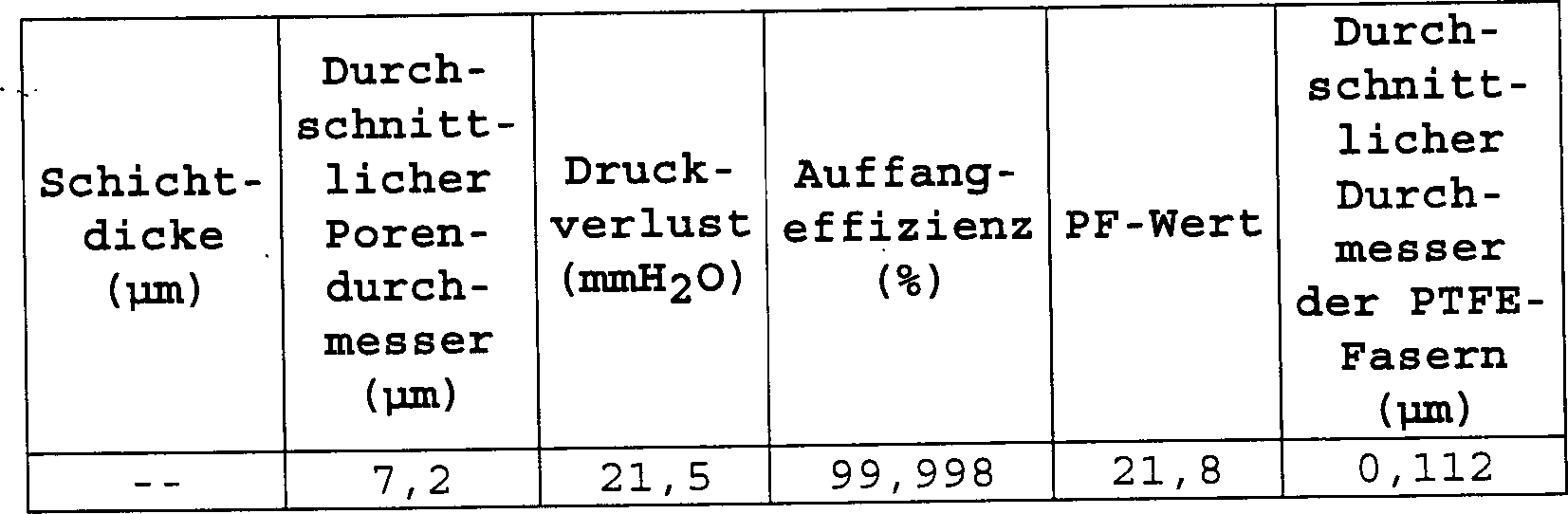
Eigenschaften des so erhaltenen Filtermediums (poröse PTFE-Membran),
die durch die oben erwähnten
Verfahren gemessen wurden, werden in Tabelle 1 unten gezeigt.
-
-
Wie
aus der obigen Tabelle 1 klar wird, wies die poröse PTFE-Membran dieses Beispiels einen großen durchschnittlichen
Porendurchmesser auf, obwohl sie einen niedrigen Druckverlust und
hohe Auffangeffizienz, und einen PF-Wert innerhalb des beabsichtigten
Bereichs aufwies.
-
Beispiel 2
-
Zwei
Lagen der porösen
PTFE-Membran, die in Beispiel 1 hergestellt wurden, wurden laminiert
und eine Schmelzbindung aus Vlies, das aus Polyethylen/Polyester
bestand (Produktname: ELEVES (registrierte Handelsmarke), hergestellt
von UNITIKA, LTD.) wurde thermisch auf die oberen und unteren Seiten
des Laminats schmelzgeklebt, und auf diese Weise wurde ein Filtermedium
gewonnen. Die Eigenschaften des erhaltenen Filtermediums wurden
durch die oben erwähnten
Verfahren gemessen, und werden in Tabelle 2 unten gezeigt.
-
-
Wie
aus der obigen Tabelle 2 klar wird, war der Druckverlust ungefähr zweimal
der des Beispiels 1, obwohl das Filtermedium dieses Beispiels durch
Laminieren von zwei porösen
PTFE-Membranen des
Beispiels 1 hergestellt worden war. Er war, verglichen mit einem
konventionellen, jedoch noch gering genug und die Auffangeffizienz
war stärker
verbessert als die des Beispiels 1 und der PF-Wert lag ebenfalls
innerhalb des beabsichtigten Bereichs. Außerdem hatte es eine hohe Festigkeit
und herausragende Handhabungsqualitäten, weil das Filtermedium
dieses Beispiels mit einem Vlies als luftdurchlässiges Trägerelement ausgerüstet war.
-
Außerdem betrug
die Gesamtmenge organischer Substanzen in dem luftdurchlässigen Trägerelement "ELEVES" 1.215 ng pro 250
mg des luftdurchlässigen
Trägerelements.
-
Beispiel 3
-
Fünfundzwanzig
Gewichtsteile eines Kohlenwasserstofföls (ISOPER, hergestellt von
Esso Sekiyu K.K.) wurden mit 100 Gew.-Teilen feinem PTFE-Pulver
mit einer durchschnittlichen numerischen Molmasse von 6.200.000
(POLYFLON FINE POWDER F104U, hergestellt von Daikin Industries,
Ltd.) gemischt. Das Kohlenwasserstofföl war ein flüssiges Schmiermittel
und wurde als Extrusionshelfer verwendet. Das Gemisch wurde mit
einer Form durch Pastenextrusion in einen runden Stab geformt. Das
runde Stabformstück
wurde mit Hilfe von Kalendrierrollen, die auf 70°C erwärmt waren, weiter in eine Schicht
geformt, so dass ein PTFE-Film erhalten wurde. Die Schicht wurde
durch einen Heißlufttrockenofen
bei 250°C
geleitet, um zu trocknen, und um den Extrusionshelfer zu entfernen,
so dass eine ungesinterte PTFE-Schicht mit durchschnittlicher Stärke von
200 μm und
durchschnittlicher Breite von 150 mm gewonnen wurde. Dann wurde
der ungesinterte PTFE-Film in einem Ofen bei 338°C für 18 Sekunden erwärmt, und
ein kontinuierlicher halb-gesinterter PTFE-Film mit einem Sinterungsgrad
von 0,15 wurde erhalten.
-
Als
nächstes
wurde der halb-gesinterte PTFE-Film mit Hilfe des in
1 gezeigten
Apparats 30fach in Längsrichtung
gedehnt. Die gedehnte Schicht wurde durch die Aufnahmewalze 2 aufgewickelt.
Die Dehnbedingungen in Längsrichtung
waren wie folgt: Dehnbedingungen
| Walzen
3 und 4: | Zufuhrgeschwindigkeit,
0,33 m/min |
| Walze
6: | Arbeitsgeschwindigkeit,
4 m/min, Walzentemperatur, 300°C |
| Walze
7: | Arbeitsgeschwindigkeit,
10 m/min, Walzentemperatur, 300°C |
| Walze
10: | Arbeitsgeschwindigkeit,
10 m/min, Walzentemperatur, Raumtemperatur |
| Walze
2: | Aufnahmegeschwindigkeit,
10 m/min, Abstand zwischen den Walzen 6 und 7: 5 mm |
-
Als
nächstes
wurde die so gewonnene, in Längsrichtung
gedehnte Schicht durch einen in
2 gezeigten
Apparat, welcher kontinuierlich mit Hilfe von Clips die Schicht
greifen kann, 40fach in Breitenrichtung gedehnt. Die Dehnbedingungen
in Breitenrichtung und die Wärmeeinstellung
waren wie folgt: Behandlungsbedingungen
| Schichtlaufgeschwindigkeit: | 10
m/min |
| Temperatur
im Vorheizofen: | 300°C |
| Temperatur
im Dehnofen: | 340°C |
| Temperatur
im Thermofixier-Ofen: | 340°C. |
-
Der
Druckverlust dieser so erhaltenen porösen PTFE-Membran wurde gemäß dem oben
erwähnten Verfahren
gemessen, und das Ergebnis waren 7,1 mmH2O.
-
Als
nächstes
wurden drei Schichten dieser porösen
PTFE-Membran laminiert,
und ein schmelzgeklebtes Vlies (das gleiche Produkt wie in Beispiel
2) wurde thermisch auf die oberen und unteren Seiten des Laminats
schmelzgeklebt und so wurde ein Filtermedium erhalten. Die Eigenschaften
des gewonnenen Filtermediums wurden durch die oben erwähnten Verfahren
gemessen und werden in Tabelle 3 gezeigt.
-
-
Wie
aus der obigen Tabelle 3 klar wird, hatte das Filtermedium dieses
Beispiels einen durchschnittlichen Porendurchmesser, was beträchtlich
größer als
in den Beispielen 1 und 2 ist. Außerdem zeigte es einen niedrigen
Druckverlust, der ungefähr
gleich dem im Beispiel 1 war, obwohl es ein Laminat aus drei porösen PTFE-Membranen
war. Zusätzlich
hatte er eine Auffangeffizienz, die höher als im Beispiel 1 ist und
der PF-Wert lag innerhalb des beabsichtigten Bereichs. Weil außerdem das
Filtermedium dieses Beispiels mit einem Vlies als luftdurchlässiges Trägerelement
ausgerüstet
war, hatte es eine große
Festigkeit und herausragende Handhabungsqualität.
-
Beispiel 4
-
Eine
Luftfiltereinheit mit äußeren Abmessungen
einer Höhe
von 610 mm, einer Breite von 610 mm und einer Stärke von 65 mm wurde hergestellt,
indem jedes der Filtermedien der Beispiele 1 bis 3 in geriffelter
Form hergestellt wurde und indem sie in einen Rahmen (hergestellt
aus Aluminium) eingesetzt wurden. Bei Verwendung der Filtermedien
der Beispiele 1 und 2 wurde ein thermisch gebundenes Vlies (das
gleiche wie in Beispiel 2) thermisch auf die oberen die unteren
Seiten der porösen
PTFE-Membran schmelzgeklebt und das Laminat wurde in geriffelter
Form gefaltet und in den Rahmen eingesetzt. Der Zwischenraum zwischen
dem Rahmen und dem Filtermedium wurde mit Urethan versiegelt. Die
Filtermedien, die in diese drei Arten von Filtereinheiten eingesetzt
wurden, welche auf diese Weise gewonnen wurden, hatten Ausmaße von 11,8
m2.
-
Der
Druckverlust und die Auffangeffizienz der gewonnenen Filtereinheit
wurden durch die oben erwähnten
Verfahren gemessen. Die Ergebnisse werden in Tabelle 4 unten gezeigt.
-
-
Wie
aus der obigen Tabelle 4 klar wird, wiesen alle Filtereinheiten
einen niedrigen Druckverlust und eine hohe Auffangeffizienz auf.
-
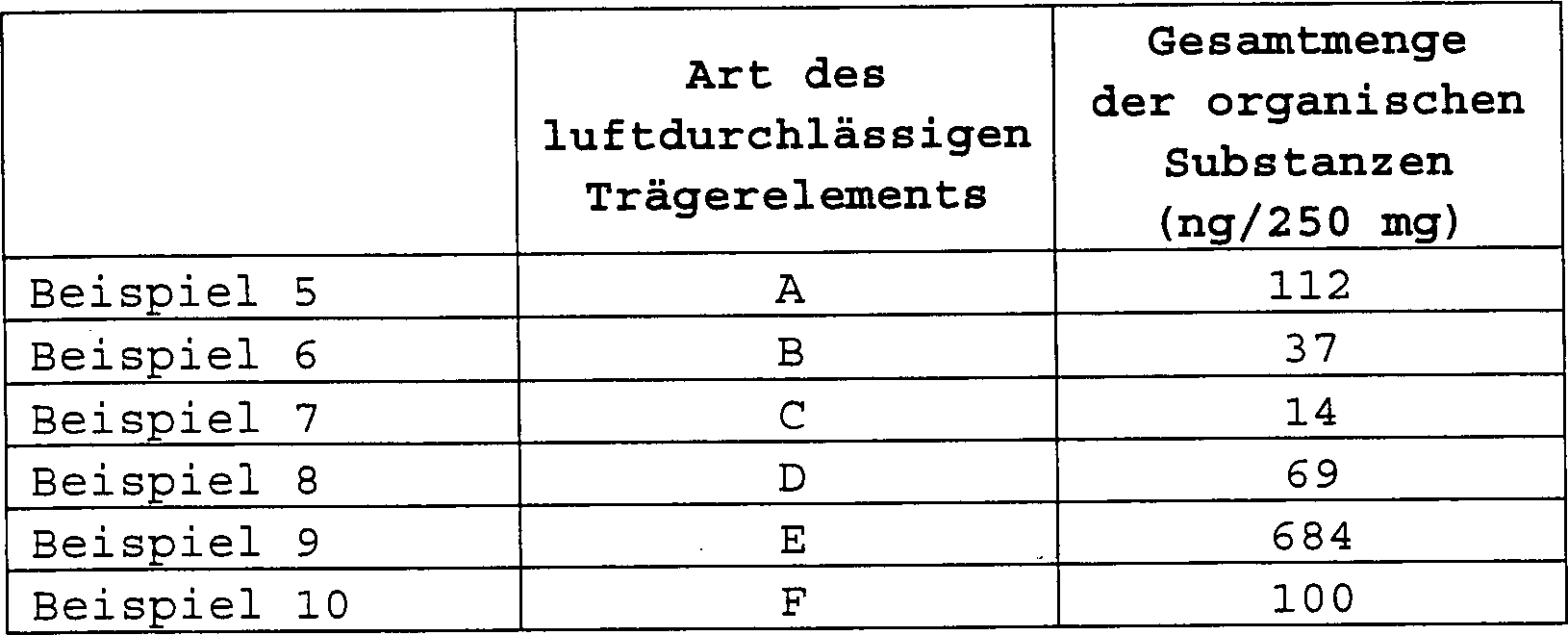
Beispiele 5 bis 10
-
In
den folgenden Beispielen 5 bis 10 wurde die gleiche poröse PTFE-Membran
wie in Beispiel 1 verwendet. Wie ebenfalls unten gezeigt wird, wurde
ein Filtermedium unter Verwendung der luftdurchlässigen Trägerelemente A bis E hergestellt.
Außerdem
wurden keine organischen Substanzen nachgewiesen, wenn die Gesamtmenge
organischer Substanzen, die durch die poröse PTFE-Membran erzeugt wurden,
gemäß dem oben
erwähnten
Verfahren gemessen.
-
Beispiel 5
-
Zwei
Schichten eines PET-Filament-Vlies (hergestellt von Toyobo Co.,
Ltd., Produktname ECULE 6602B; Feinheit 2 Denier, Grundgewicht 60
g/m2; Schmelzpunkt 265°C)
wurden als luftdurchlässige
Trägerelemente
A verwendet. Auf eine Oberfläche
jeder dieser Schichten wurde ein auf Polyester basierendes Schmelzklebmittel
(Diabond DH598B, hergestellt von Nogawa Chemical Co., Ltd.) in einer
Menge von 6 g/m2 aufgetragen. Dann wurden
die porösen
PTFE-Membranen zwischen diese zwei luftdurchlässigen Trägerelemente A gegeben und dann
wurde das Laminat mit einer Wärmewalze
bei einer Maschinengeschwindigkeit von 10 m/min bei 180°C kontaktiert
und durch Schmelzkleben verbunden. Auf diese Weise wurde ein Filtermedium,
das einen Druckverlust von 15,0 mmH2O, eine
Auffangeffizienz von 99,94% und einen PF-Wert von 21,5 aufweist,
gewonnen.
-
Beispiel 6
-
Zwei
Schichten eines flammenresistenten PET-Filament-Vlies (hergestellt
von Toyobo Co., Ltd.; Produktname: HEIM H6301B; Feinheit: 2 Denier;
Grundgewicht 30 g/m2; Schmelzpunkt 250°C) wurden als luftdurchlässige Trägerelemente
B verwendet. Auf eine Oberfläche
jeder dieser Schichten wurde ein auf Polyester basierender heißschmelzender
Klebstoff (Diabond DH598B, hergestellt von Nogawa Chemical Co.,
Ltd.) in einer Menge von 6 g/m2 aufgetragen.
Dann wurde die poröse
PTFE-Membran zwischen
diese zwei luftdurchlässigen
Trägerelemente
B gegeben und dann wurde das Laminat mit einer Wärmewalze bei einer Maschinengeschwindigkeit
von 10 m/min bei 180°C
kontaktiert und durch Schmelzkleben verbunden. Auf diese Weise wurde
ein Filtermedium, das einen Druckverlust von 14,6 mmH2O,
eine Auffangeffizienz von 99,91% und einen PF-Wert von 20,9 aufweist, gewonnen.
-
Beispiel 7
-
Zwei
Schichten eines Vlies, umfassend Filamente mit einem PET-Kernbestandteil
und einem PBT-Schichtbestandteil (hergestellt von Toyobo Co., Ltd.,
Produktname BULCOMPO HP6060G; Feinheit 8 Denier; Grundgewicht 60
g/m2; Schmelzpunkt von PET, 265°C;
Schmelzpunkt von PBT 216°C)
wurden als luftdurchlässige
Trägerelemente
C verwendet. Dann wurde eine poröse
PTFE-Membran zwischen diese zwei luftdurchlässigen Trägerelemente C gegeben und dann
wurde das Laminat mit einer Wärmewalze
bei einer Maschinengeschwindigkeit von 10 m/min bei 220°C kontaktiert
und durch Schmelzkleben verbunden. Auf diese Weise wurde ein Filtermedium,
das einen Druckverlust von 15,1 mmH2O, eine
Auffangeffizienz von 99,92% und einen PF-Wert von 20,5 aufweist,
erhalten.
-
Beispiel 8
-
Zwei
Schichten eines Vlies, umfassend gemischte PET/niedrigschmelzende
PET-Filamente (hergestellt von UNITIKA, LTD.; Produktname MARIX
90703WSO; Feinheit 2 Denier; Grundgewicht 70 g/m2; Schmelzpunkt
des PETs 264°C;
Schmelzpunkt des niedrigschmelzenden PETs 238°C) als luftdurchlässige Trägerelemente
D verwendet. Dann wurde die poröse
PTFE-Membran zwischen diese zwei luftdurchlässigen Trägerelemente D gegeben, und
das Laminat wurde mit einer Wärmewalze
bei einer Maschinengeschwindigkeit von 10 m/min bei 240°C kontaktiert
und durch Schmelzkleben verbunden. Auf diese Weise wurde ein Filtermedium,
das einen Druckverlust von 14,8 mmH2O, eine
Auffangeffizienz von 99,90% und einen PF-Wert von 20,3 aufweist,
gewonnen.
-
Beispiel 9
-
Zwei
Schichten eines Polyamidfilament-Vlies (hergestellt von Asahi Chemical
Industry Co., Ltd.; Produktname ELTAS NO1050; Feinheit 2 Denier;
Grundgewicht 50 g/m2; Schmelzpunkt 223°C) wurden als luftdurchlässige Trägerelemente
E hergestellt. Auf jede Oberfläche
dieser Schichten wurde ein auf Polyester basierendes Schmelzklebemittel
(Diabond DH598B, hergestellt von Nogawa Chemical Co., Ltd.) in einer
Menge von 6 g/m2 aufgetragen. Dann wurde
eine poröse
PTFE-Membran zwischen diese zwei luftdurchlässigen Trägerelemente E gegeben und dann
wurde das Laminat mit einer Wärmewalze
bei einer Maschinengeschwindigkeit von 10 m/min bei 180°C kontaktiert
und durch Schmelzkleben verbunden. Auf diese Weise wurde ein Filtermedium,
das einen Druckverlust von 14,2 mmH2O, eine
Auffangeffizienz von 99,89% und einen PF-Wert von 20,8 aufweist,
gewonnen.
-
Beispiel 10
-
Zwei
Schichten eines Vlies, umfassend Filamente mit einem PET-Kernbestandteil
und einem niedrigschmelzenden PET-Schichtbestandteil (hergestellt von
TORAY INDUSTRIES, INC.; Produktname G5040; Feinheit 2 Denier; Grundgewicht
40 g/m2; Schmelzpunkt des PETs 264°C; Schmelzpunkt
des niedrigschmelzenden PETs 234°C)
wurden als luftdurchlässige
Trägerelemente
F hergestellt. Die poröse
PTFE-Membran wurde zwischen diese zwei luftdurchlässigen Trägerelemente
F gegeben, und dann wurde das Laminat mit einer Wärmewalze
bei einer Maschinengeschwindigkeit von 10 m/min bei 240°C kontaktiert
und durch Schmelzkleben verbunden. Auf diese Weise wurde ein Filtermedium,
das einen Druckverlust von 15,6 mmH2O, eine Auffangeffizienz
von 99,95% und einen PF-Wert
von 21,2 aufweist, gewonnen.
-
Die
Gesamtmengen der organischen Substanzen in den luftdurchlässigen Trägerelementen
A bis J der erhaltenen Filtermedien der Beispiele 5 bis 10 waren
wie folgt:
-
Gewerbliche Anwendbarkeit
-
Wie
oben erwähnt
wurde, weist das erfindungsgemäße Filtermedium
eine hohe Auffangeffizienz und einen niedrigen Druckverlust auf.
Außerdem
ist dessen durchschnittlicher Porendurchmesser größer als
der konventionellen Filtermedien, und kann leicht kontrolliert werden.
Daher ist das Filtermedium der vorliegenden Erfindung am besten
als Medium eines Luftfilters zu verwenden. Außerdem kann eine Luftfiltereinheit
unter Verwendung dieses Filtermediums bei niedrigen Betriebskosten
erheblich saubere Luft liefern. Außerdem können das Filtermedium und die
Luftfiltereinheit der vorliegenden Erfindung in einem großen Bereich
angewandt werden, und können
als Filtermedium und Filtereinheit jeder Sorte mittelmäßig leistungsfähiger, HEPA-,
ULPA- und ähnlicher
Filter verwendet werden. Daher haben das Filtermedium sowie die
Filtereinheit der vorliegenden Erfindung starke Leistungsfähigkeit
und können
zur Reduzierung der Energiekosten führen. Daher wird beispielsweise
durch die Verwendung in der Halbleiterherstellungsausrüstung, in
staubfreien Räumen
oder ähnlichen
eine hohe Produktqualität
und eine Kostenreduzierung erzielt.