DE102009056349A1 - Wälzlager - Google Patents
Wälzlager Download PDFInfo
- Publication number
- DE102009056349A1 DE102009056349A1 DE102009056349A DE102009056349A DE102009056349A1 DE 102009056349 A1 DE102009056349 A1 DE 102009056349A1 DE 102009056349 A DE102009056349 A DE 102009056349A DE 102009056349 A DE102009056349 A DE 102009056349A DE 102009056349 A1 DE102009056349 A1 DE 102009056349A1
- Authority
- DE
- Germany
- Prior art keywords
- outer ring
- roller bearing
- film section
- film
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7886—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted outside the gap between the inner and outer races, e.g. sealing rings mounted to an end face or outer surface of a race
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/52—Bearings with rolling contact, for exclusively rotary movement with devices affected by abnormal or undesired conditions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/583—Details of specific parts of races
- F16C33/586—Details of specific parts of races outside the space between the races, e.g. end faces or bore of inner ring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6603—Special parts or details in view of lubrication with grease as lubricant
- F16C33/6607—Retaining the grease in or near the bearing
- F16C33/6618—Retaining the grease in or near the bearing in a reservoir in the sealing means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/30—Electric properties; Magnetic properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2361/00—Apparatus or articles in engineering in general
- F16C2361/55—Flywheel systems
Abstract
Description
- Gebiet der Erfindung
- Die Erfindung betrifft ein Wälzlager mit einem Außenring und einem Innenring sowie zwischen diesen über den Umfang verteilt angeordneten und auf diesen abwälzenden Wälzkörpern.
- Hintergrund der Erfindung
- Derartige Wälzlager, beispielsweise Rillenkugellager und dergleichen sind seit langem bekannt. Um diese Wälzlager thermisch gegenüber dem zu lagernden Bauteil, beispielsweise in einem geteilten Schwungrad eines Antriebsstrangs zu isolieren, werden zwischen dem Außenring und dem zu lagernden Bauteil Isolationselemente aus Kunststoff eingebracht. Die
DE 42 14 655 A1 zeigt beispielsweise ein geteiltes Schwungrad, bei dem die beiden Schwungmassen mittels eines thermisch isolierten Wälzlagers verdrehbar aufeinander gelagert sind. Hierbei ist zwischen dem Außenring und der zweiten Schwungmasse eine Zwischenlage aus Kunststoff eingebracht, die zur Anpassung an die Konturen des Wälzlagers aufwendig spanend nachbearbeitet werden muss. - Desweiteren sind Wälzlager bekannt, bei denen Kunststoff mittels eines Spritzverfahrens auf den Außenring aufgebracht, anschließend aufgesintert wird und zur Überarbeitung der gewünschten Kontur spanend bearbeitet werden muss.
- Aus der
DE 10 2005 055 039 A1 ist ein Wälzlager mit von beiden Stirnflächen des Außenrings aufgebrachten Kunststoffkappen offenbart, die gegenüber dem Außenring mittels Keramikmaterial oder Kunststoff aufgespannt sind. - Aufgabe der Erfindung
- Aufgabe der Erfindung ist die vorteilhafte Weiterbildung gattungsgemäßer Wälzlager vor dem Hintergrund, einen einfach zu handhabenden und kostengünstigen Aufbau zu erzielen, der thermisch und/oder elektrisch isolierend ist.
- Beschreibung der Erfindung
- Die Aufgabe wird erfindungsgemäß durch ein Wälzlager mit einem Außenring und einem Innenring sowie zwischen diesen über den Umfang verteilt angeordneten und auf diesen abwälzenden Wälzkörpern gelöst, bei dem am Außenumfang des Außenrings über zumindest einen Teil dessen axialer Breite und zumindest über einen Teil des Außenumfangs ein spanlos aus einer Kunststofffolie gefertigter Folienabschnitt angebracht ist.
- Kunststofffolien werden in der gewünschten Dimension, beispielsweise mit einer Materialstärke kleiner 1 mm, vorzugsweise kleiner 0,75 mm in industriellem Maßstab gefertigt und können kostengünstig in Form vorkonfektionierter Ware bezogen werden. Dabei können aus planem Folienmaterial einseitig offenen Ringe auf den Außendurchmesser ausgebracht werden. Alternativ können die umfangsseitigen Enden derartige Ringe vor oder nach dem Aufbringen beispielsweise formschlüssig mittels einer Clinch-Verbindung geschlossen werden. Weiterhin kann die Kunststofffolie als Schlauchware mit vorgegebenem Durchmesser verwendet und auf den Außendurchmesser aufgezogen werden. Als besonders vorteilhaft hat sich die Verwendung von Folienstreifen erwiesen, die auf die vom Außendurchmesser des Außenrings vorgegebene Länge geschnitten und an dessen axiale Breite beziehungsweise die gewünschte axiale Bedeckung des Außenrings angepasst sind. Infolge der gut reproduzierbaren Stärke der Kunststofffolien im Bereich von wenigen Mikrometern wird eine ausreichende Maßhaltigkeit des Außendurchmessers des Außenrings nach Aufbringen des Folienabschnitts erzielt, ohne diesen nachzubearbeiten. Bei Verwendung der Folienabschnitte wird nicht nur eine gute thermische Isolation des Außenrings gegenüber dem zu lagernden Bauteil erzielt. Es wurde weiterhin festgestellt, dass ein hoher Schutz gegen Passungsrost aufgrund einer Tribokorrosionsbeanspruchung insbesondere bei Loslagern erzielt wird.
- Als Kunststoffmaterielaien haben sich insbesondere Polyetherketone und bevorzugt Polyetheretherketon (PEEK) erwiesen, der eine ausreichende thermische Festigkeit im Bereich von 300°C aufweist. Die Kunststofffolien für die Folienabschnitte können mineralverstärkt sein, wobei sich teilkristalline oder amorphe Kunststofffolien eignen. Weitere Vorteile einer Verwendung von PEEK sind die geringe Feuchtigkeitsaufnahme, die hohe Widerstandfähigkeit gegen Chemikalien, die Verschleißfestigkeit insbesondere bei der Glasübergangstemperatur. Weiterhin ist die elektrische Isolierung bereits bei geringen Materialstärken für die vorgesehenen Anwendungen ausreichend.
- Die Fügung der Folienabschnitte auf dem Außenring kann in kostengünstiger Weise adhäsiv mittels üblicher Klebeverfahren oder alternativ stoffschlüssig, beispielsweise für hoch beanspruchte Anwendungen mittels einer Heißlaminierung erfolgen. Alternativ können Heizelement-, Ultraschall- oder Laserschweißverfahren eingesetzt werden. Die Oberfläche des Außenrings kann hierzu entsprechend vorbereitet, beispielsweise chemisch und/oder mittels eines Plasmas aktiviert und/oder vorgewärmt werden. Weiterhin kann insbesondere bei einer Verklebung des Folienabschnitts auf dem Außenring die Oberfläche des Folienabschnitts vorbehandelt wie gereinigt, mechanisch und/oder chemisch aktiviert werden. Im Weiteren haben sich Kunststofffolien zur Herstellung der Folienabschnitte als vorteilhaft erwiesen, die bereits mit einer Klebeschicht vorkonfektioniert sind.
- Gemäß einem vorteilhaften Ausführungsbeispiel wird der Folienabschnitt nicht zwangsweise über die gesamte Breite des Außenrings angeordnet. Vielmehr kann insbesondere zur thermischen Isolation bereits ein bevorzugt mittiger axialer Bereich des Außenumfangs des Außenrings durch den Folienabschnitt abgedeckt sein, wobei der oder die axial nicht bedeckten Bereiche einen Luftspalt oder je nach Betriebsmedium einen Flüssigkeitsspalt wie Ölspalt aufweisen können. Als besonders vorteilhaft hat sich gezeigt, wenn der Folienabschnitt in einen in den Außenring eingebrachten, sich zumindest über einen Teilumfang des Außenrings erstreckenden Einschnitt eingelegt ist. Hierbei kann der Einstich eine flache Ringnut oder dergleichen sein, so dass der Folienabschnitt in einfacher Weise axial fixiert werden kann. Dabei kann die Einstichtiefe größer oder gleich der Stärke des Folienabschnitts sein, so dass der Außenring am zu lagernden Bauteil zentriert wird, oder kleiner als die Stärke des Folienabschnitts sein, so dass eine bessere thermische und eine elektrische Isolation erzielt wird.
- Nach einem vorteilhaften Ausführungsbeispiel kann der Folienabschnitt über zumindest eine Schulter des Außenrings nach radial innen erstreckt sein. Hierbei kann das Kunststoffmaterial für den Folienabschnitt bereits als Winkelprofil beispielsweise mittels eines Extrusionsverfahrens vorkonfektioniert sein, wobei dieses zur erleichterten Bildung einer Ringform an dem radial nach innen gerichteten Schenkel des Folienabschnitts entsprechende Ausklinkungen aufweisen kann. Durch entsprechende Ablängung des Kunststoffmaterials können unterschiedliche Ringdurchmesser des Außenrings mit demselben Kunststoffmaterial abgedeckt werden. Ein Schlitz des in Ringform gebogenen Folienabschnitts kann an die thermische Längung des Folienabschnitts angepasst sein. Auf diese Weise vorgebogene Folienabschnitte können zur Erzielung einer Kapselung des Wälzlagers an beiden Stirnseiten des Außenrings angebracht werden.
- Gemäß dem erfinderischen Gedanken kann der nach radial innen weisende Schenkel eines im Querschnitt gewinkelten Folienabschnitts über den Umfang geschlossen dargestellt werden, indem ein planer oder gewinkelter Folienabschnitt thermisch oder mechanisch beispielsweise mittels eines Tiefziehverfahrens verformt wird. Dabei können spanlos nahezu beliebig, beispielsweise in Form von Abdeckkappen geformte Folienabschnitte dargestellt werden, deren radial nach innen gerichteter Ringbord axial bündig den Innenring radial übergreift und gegebenenfalls an diesem zumindest leicht axial vorgespannt anliegen kann. Alternativ kann der Folienabschnitt den Innenring radial umgreifen und in einen ringförmigen Einstich am Innenumfang des Innenrings eingelegt sein, so dass ein vollständig gekapseltes Wälzlager gebildet wird. Hierbei kann zwischen dem Folienabschnitt und dem Einstich Dichtmaterial wie ein Dichtring oder Vlies eingelegt werden.
- Zur Erweiterung des Schmiermittelvolumens des zur Schmierung der Wälzflächen zwischen Wälzkörpern und Innenring beziehungsweise Außenring vorgesehenen Schmiermittels wie Fett oder Öl kann ein axial gegenüber den Laufringen erweitertes und radial im Bereich des Laufdurchmessers der Wälzkörper angeordnetes ringförmiges Schmiermittelreservoir aus dem Folienabschnitt beispielsweise mittels eines Tiefziehverfahrens ausgeformt sein.
- Auf diese Weise beispielsweise aus Halbzeug in Form von Kunststofffolien hergestellte Folienabschnitte können ohne weitere adhäsive oder stoffschlüssige Fixierung unter Vorspannung auf den Außendurchmesser des Außenrings aufgezogen werden. Hierbei hat sich als vorteilhaft erwiesen, wenn an der der Stirnseite mit dem radial nach innen erstreckten Folienabschnitt gegenüber liegenden Stirnseite ein nach radial außen erweiterter Haltekragen vorgesehen ist. Dieser dient hilfsweise während der Montage zum Aufziehen der Folienabschnitte auf den Außendurchmesser und wird anschließend spanlos abgetrennt, beispielsweise abgeschnitten.
- Kurze Beschreibung der Zeichnungen
- Das erfindungsgemäß ausgebildete Wälzlager wird nachfolgend in mehreren bevorzugten Ausführungsformen unter Bezugnahme auf die beigefügten Zeichnungen näher erläutert. Dabei zeigen:
-
1 einen Schnitt durch ein Wälzlager mit thermischer Isolierung in Form eines Folienabschnitts aus Kunststoffmaterial; -
2 einen Schnitt durch ein gegenüber dem Wälzlager der1 leicht abgeändertes Wälzlager mit einem in einen Einstich eingelegten Folienabschnitt; -
3 einen Teilschnitt durch ein gegenüber dem Wälzlager der1 leicht geändertes Wälzlager mit einem radial um eine Stirnfläche des Außenrings nach innen geformten Folienabschnitt; -
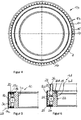
4 eine Ansicht des Wälzlagers der3 ; -
5 einen Teilschnitt durch ein gegenüber dem Wälzlager der3 leicht geändertes Wälzlager mit einem nach radial innen geschlossenen Ringbord; -
6 einen Teilschnitt durch ein gegenüber dem Wälzlager der5 mit einem Schmiermittelreservoir versehenes Wälzlager. - Ausführliche Beschreibung der Zeichnungen
-
1 zeigt einen Schnitt durch das um die Drehachse2 rotationssymmetrisch ausgebildete Wälzlager1 mit dem Außenring3 und dem Innenring4 sowie den in dem Lagerkäfig5 positionierten, in diesem Ausführungsbeispiel als Kugeln ausgebildeten Wälzkörper6 . Das dargestellte Ausführungsbeispiel zeigt ein Rillenkugellager. Der erfinderische Gedanke umfasst in gleicher Weise auch andere Wälzlager, beispielsweise mit Nadeln oder Kugelrollen ausgestattete Wälzlager. - Am Außenumfang
7 des Außenrings3 ist der Folienabschnitt8 aufgebracht. Der Folienabschnitt8 wird aus einer Kunststofffolie als Streifen vorkonfektioniert und beispielsweise mit dem Außenumfang verklebt oder aufgesintert. - Durch die geringe Wärmeleitfähigkeit und den hohen elektrischen Widerstand isoliert der Folienabschnitt
8 den Außenring und damit das Wälzlager1 und das am Innenumfang angebrachte Lagerbauteil gegenüber dem an dem Außenumfang7 zu lagernden Bauteil. Der Außenring3 verfügt an beiden Stirnseiten9 ,10 über Phasen11 , die der besseren Einführung in das zu lagernde Bauteil einem Abstehen des Folienabschnitts8 dienen. -
2 zeigt einen Schnitt durch das Wälzlager1a , das im Unterschied zum Wälzlager1 der1 über einen geänderten Außenring3a verfügt. Am Außenumfang7 des Außenrings3a ist der ringförmige Einstich12 eingebracht, in den der axial gegenüber dem Folienabschnitt8 der1 verkürzte Folienabschnitt8a eingelegt und damit axial fixiert ist. Die zwischen dem Einstich12 und den Phasen11 verbleibenden radial erhabenen Stege13 können der Zentrierung des Außenrings3a an dem zu lagernden Bauteil dienen und weisen einen vernachlässigbaren Wärmefluss gegenüber der gesamten axialen Breite des Außenrings3a auf. -
3 zeigt einen Teilschnitt des um die Drehachse2 rotationssymmetrischen Wälzlagers1b auf. Im Unterschied zu der Ausgestaltung des Folienabschnitts8 des Wälzlagers1 der1 ist der Folienabschnitt8b im Querschnitt winkelig mit den Schenkeln14 ,15 ausgebildet, wobei der in Form eines Ringabschnitts ausgebildete Schenkel14 am Außenumfang7 des Außenrings3b angeordnet, beispielsweise unter Vorspannung aufgebracht, aufgeklebt oder aufgesintert ist und der Schenkel15 an der Stirnseite10 des Außenrings3b nach radial innen ausgerichtet ist. Der Folienabschnitt8b wird dabei vorzugsweise aus einem bereits winkelig vorkonfektionierten Streifenmaterial geschnitten und auf den Außenumfang7 des Außenrings3b vorgebogen. Hierzu sind aus dem Schenkel15 Ausklinkungen16 vorgesehen. -
4 zeigt das Wälzlager1b in Ansicht mit dem auf dem Außenring3b (3 ) aufgebrachten winkeligen Folienabschnitt8b mit den Schenkeln14 ,15 . Zur vereinfachten Aufbringung des aus als Halbzeug einer Kunststofffolie hergestellten geraden Streifenmaterials gebildeten und auf den Außenumfang7 vorgebogenen Folienabschnitts8b sind in dem ringförmigen Schenkel15 Ausklinkungen16 vorgesehen. Die Länge des Streifens zur Herstellung des Folienabschnitts8b ist so bemessen, dass ein Schlitz17 zwischen den Enden des Folienabschnitts8b gebildet wird, der die unterschiedlichen Ausdehnungskoeffizienten des Kunststoffmaterials des Folienabschnitts8b und des Außenrings3b (3 ) berücksichtigt. -
5 zeigt einen Teilschnitt durch das Wälzlager1c , das ebenfalls einen im Querschnitt winkeligen Folienabschnitt8c aufweist, wobei der Schenkel14c auf dem Außenring3c aufgebracht und der Schenkel15c radial nach innen so weit erweitert ist, dass er in eine stirnseitige, ringförmige Ausnehmung18 des Innenrings4c ohne zusätzlichen axialen Bauraumbedarf eingelegt beziehungsweise gegen diese zumindest geringfügig axial verspannt werden kann. Die Herstellung des Folienabschnitts8c erfolgt vorzugsweise mittels einer tiefgezogenen Kunststofffolie, so dass der Folienabschnitt8c als geschlossener Ring und der Schenkel15c als durchgängiger Ringbord20 hergestellt werden kann. Der beim Tiefziehen entstehende Topfboden wird dabei abgeschnitten und die Topfwandung bildet den ringförmigen Schenkel15c des Folienabschnitts. Alternativ kann der umlaufende Schenkel14c als Topfwandung vorgesehen werden und der Schenkel15c durch Ausstanzen des Zentrums aus dem Topfboden gebildet werden. - Um den Folienabschnitt
8c in einfacher Weise auf den Außenring3c aufziehen zu können, kann ein umlaufender Haltekragen28 während des Tiefziehverfahrens gebildet werden oder stehen bleiben. Nach dem Aufziehen des Folienabschnitts8c wird der Haltekragen abgeschnitten. In gleicher Weise können sich über den Umfang verteilte radial erweiterte Laschen an dem Folienabschnitt8c zum Aufziehen auf den Außenring3c eignen. -
6 zeigt das Wälzlager1d im Teilschnitt, das eine Variante des Wälzlagers1c der5 darstellt. Hierbei ist der bevorzugt tiefgezogene Folienabschnitt8d nach radial innen den Innenring4d radial umgreifend erweitert. Der axiale Ansatz19 des radial nach innen erweiterten Ringbords20d erstreckt sich dabei in die ringförmige Ausnehmung21 am Innenumfang22 des Innenrings4d . Zwischen dem axialen Ansatz19 und dem Innenumfang der ringförmigen Ausnehmung21 dichtet der Vliesring23 . Durch die Abdichtung des axialen Ansatzes19 gegenüber dem Innenring4d wird in Verbindung mit der Ringdichtung24 ein geschlossener Schmiermittelraum25 gebildet, der durch die axiale Erweiterung26 des Folienabschnitts8d um das Schmiermittelreservoir27 erweitert wird, so dass durch das erhöhte Schmiermittelvolumen die Standzeit des Wälzlagers1d verlängert wird. - Bezugszeichenliste
-
- 1
- Wälzlager
- 1a
- Wälzlager
- 1b
- Wälzlager
- 1c
- Wälzlager
- 1d
- Wälzlager
- 2
- Drehachse
- 3
- Außenring
- 3a
- Außenring
- 3b
- Außenring
- 3c
- Außenring
- 4
- Innenring
- 4c
- Innenring
- 4d
- Innenring
- 5
- Lagerkäfig
- 6
- Wälzkörper
- 7
- Außenumfang
- 8
- Folienabschnitt
- 8a
- Folienabschnitt
- 8b
- Folienabschnitt
- 8c
- Folienabschnitt
- 8d
- Folienabschnitt
- 9
- Stirnseite
- 10
- Stirnseite
- 11
- Phase
- 12
- Einstich
- 13
- Steg
- 14
- Schenkel
- 14c
- Schenkel
- 15
- Schenkel
- 15c
- Schenkel
- 16
- Ausklinkung
- 17
- Schlitz
- 18
- Ausnehmung
- 19
- axialer Ansatz
- 20
- Ringbord
- 20d
- Ringbord
- 21
- Ausnehmung
- 22
- Innenumfang
- 23
- Vliesring
- 24
- Ringdichtung
- 25
- Schmiermittelraum
- 26
- axiale Erweiterung
- 27
- Schmiermittelreservoir
- 28
- Haltekragen
- ZITATE ENTHALTEN IN DER BESCHREIBUNG
- Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
- Zitierte Patentliteratur
-
- DE 4214655 A1 [0002]
- DE 102005055039 A1 [0004]
Claims (10)
- Wälzlager (
1 ,1a ,1b ,1c ,1d ) mit einem Außenring (3 ,3a ,3b ,3c ) und einem Innenring (4 ,4c ,4d ) sowie zwischen diesen über den Umfang verteilt angeordneten und auf diesen abwälzenden Wälzkörpern (6 ), dadurch gekennzeichnet, dass am Außenumfang (7 ) des Außenrings (3 ,3a ,3b ,3c ) über zumindest einen Teil dessen axialer Breite und zumindest über einen Teil des Außenumfangs ein spanlos aus einer Kunststofffolie gefertigter Folienabschnitt (8 ,8a ,8b ,8c ,8d ) angebracht ist. - Wälzlager (
1 ,1a ,1b ,1c ,1d ) nach Anspruch 1, dadurch gekennzeichnet, dass der Folienabschnitt (8 ,8a ,8b ,8c ,8d ) aus einem Folienstreifen der Kunststofffolie gefertigt ist. - Wälzlager (
1 ,1a ,1b ) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Folienabschnitt (8 ,8a ,8b ) mit dem Außenumfang (7 ) adhäsiv oder stoffschlüssig verbunden ist. - Wälzlager (
1a ) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Folienabschnitt (8a ) in einen in den Außenring (3a ) eingebrachten, sich zumindest über einen Teilumfang des Außenrings (3a ) erstreckenden Einstich (12 ) eingelegt ist. - Wälzlager (
1b ,1c ,1d ) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Folienabschnitt (8b ,8c ,8d ) über zumindest eine Schulter des Außenrings (3b ,3c ) nach radial innen erstreckt ist. - Wälzlager (
1d ) nach Anspruch 5, dadurch gekennzeichnet, dass aus dem Folienabschnitt (8d ) radial innerhalb ein umlaufendes Schmiermittelreservoir (27 ) gebildet ist. - Wälzlager (
1c ) nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass an der der Stirnseite mit dem radial nach innen erstreckten Folienabschnitt (8c ) gegenüber liegenden Stirnseite ein nach radial außen erweiterter Haltekragen (28 ) vorgesehen ist. - Wälzlager (
1c ,1d ) nach einem der Ansprüche 5 bis 7, dadurch gekennzeichnet, dass die Form des Folienabschnitts (8c ,8d ) mittels eines Tiefziehverfahrens hergestellt ist. - Wälzlager (
1 ,1a ,1b ,1c ,1d ) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Folienabschnitt (8 ,8a ,8b ,8c ,8d ) aus einem Polyetherketon hergestellt ist. - Wälzlager (
1 ,1a ,1b ,1c ,1d ) nach Anspruch 9, dadurch gekennzeichnet, dass der Folienabschnitt (8 ,8a ,8b ,8c ,8d ) bezüglich seiner Materialfestigkeit verstärkt ist.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009056349A DE102009056349A1 (de) | 2009-11-30 | 2009-11-30 | Wälzlager |
| US13/512,736 US8764301B2 (en) | 2009-11-30 | 2010-10-27 | Thermally insulated anti-friction bearing |
| EP10773047A EP2507524A1 (de) | 2009-11-30 | 2010-10-27 | Elektrisch - und/oder thermisch-isoliertes wälzlager |
| JP2012541374A JP5762433B2 (ja) | 2009-11-30 | 2010-10-27 | 電気絶縁性かつ/または熱絶縁性の転がり軸受け |
| KR1020127013786A KR20120104983A (ko) | 2009-11-30 | 2010-10-27 | 전기 절연식 및/또는 열 절연식 구름 베어링 |
| CN201080054206.2A CN102639887B (zh) | 2009-11-30 | 2010-10-27 | 电绝缘和/或热绝缘的滚动轴承 |
| IN2383DEN2012 IN2012DN02383A (de) | 2009-11-30 | 2010-10-27 | |
| PCT/EP2010/066215 WO2011064061A1 (de) | 2009-11-30 | 2010-10-27 | Elektrisch - und/oder thermisch-isoliertes wälzlager |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009056349A DE102009056349A1 (de) | 2009-11-30 | 2009-11-30 | Wälzlager |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102009056349A1 true DE102009056349A1 (de) | 2011-06-01 |
Family
ID=43500402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102009056349A Withdrawn DE102009056349A1 (de) | 2009-11-30 | 2009-11-30 | Wälzlager |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8764301B2 (de) |
| EP (1) | EP2507524A1 (de) |
| JP (1) | JP5762433B2 (de) |
| KR (1) | KR20120104983A (de) |
| CN (1) | CN102639887B (de) |
| DE (1) | DE102009056349A1 (de) |
| IN (1) | IN2012DN02383A (de) |
| WO (1) | WO2011064061A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103883626A (zh) * | 2012-12-24 | 2014-06-25 | 边仁杰 | 有隔热层的水冷轴承座 |
| DE102013001117A1 (de) * | 2013-01-23 | 2014-07-24 | Audi Ag | Radlager für die rotatorische Lagerung einer Radnabe eines Fahrzeugs |
| DE102014202489A1 (de) | 2013-03-12 | 2014-09-18 | Schaeffler Technologies Gmbh & Co. Kg | Zweimassenschwungrad mit einem Wälzlager und Verfahren zu dessen Herstellung |
| CN110081073A (zh) * | 2018-01-25 | 2019-08-02 | 斯凯孚公司 | 轴承用的电绝缘装置 |
| WO2021023433A1 (de) * | 2019-08-08 | 2021-02-11 | Audi Ag | Radträgereinrichtung und lagereinrichtung für ein fahrzeug, insbesondere für ein kraftfahrzeug, sowie fahrzeug, insbesondere kraftfahrzeug |
| DE102019214793A1 (de) * | 2019-09-26 | 2021-04-01 | Zf Friedrichshafen Ag | Anordnung zur Lagerung und Abdichtung einer Rotorwelle |
| DE102020106337A1 (de) | 2020-03-09 | 2021-09-09 | Schaeffler Technologies AG & Co. KG | Lageranordnung zur Integration in eine elektrische Antriebsanordnung für ein Fahrzeug und elektrische Antriebsanordnung mit der Lageranordnung |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011084952A1 (de) * | 2010-12-07 | 2012-06-14 | Aktiebolaget Skf | Korrosionsgeschütztes Lager |
| EP3006751B1 (de) | 2014-09-17 | 2018-11-07 | Roller Bearing Company of America, Inc. | System zur elektrischen isolierung von strom in einem lager zur verwendung in einer flugzeugstruktur |
| DE102016204829B3 (de) * | 2016-03-23 | 2017-07-06 | Schaeffler Technologies AG & Co. KG | Synchronträgerkörpereinheit mit einem Synchronkörper und einem Rastelement |
| DE102016217366A1 (de) | 2016-09-13 | 2018-03-15 | Schaeffler Technologies AG & Co. KG | Lagerring mit einer elektrisch isolierenden Beschichtung sowie Verfahren zur Herstellung einer elektrisch isolierenden Beschichtung |
| ES2695500B2 (es) * | 2017-06-30 | 2019-09-10 | Laulagun Bearings Sa | Rodamiento con rigidizador de compensacion de sobresfuerzos |
| CN109854629A (zh) * | 2019-03-28 | 2019-06-07 | 绵阳小巨人动力设备有限公司 | 一种微型涡喷发动机轴承的隔热装置 |
| JP7421331B2 (ja) * | 2019-12-26 | 2024-01-24 | 川崎重工業株式会社 | ヘリコプターのトランスミッション構造 |
| KR20210122349A (ko) | 2020-03-30 | 2021-10-12 | 셰플러코리아 유한책임회사 | 절연 구름 베어링 |
| US11767884B2 (en) | 2021-10-14 | 2023-09-26 | Schaeffler Technologies AG & Co. KG | Insulating cap for bearing assembly |
| KR20230064539A (ko) | 2021-11-01 | 2023-05-10 | 셰플러코리아 유한책임회사 | 절연 구름 베어링 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4214655A1 (de) | 1991-06-01 | 1992-12-03 | Luk Lamellen & Kupplungsbau | Waelzlager |
| DE102005055039A1 (de) | 2005-11-18 | 2007-05-24 | Schaeffler Kg | Wälzlager für eine zwei gegeneinander drehbare Bauteile umfassende Vorrichtung |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3672734A (en) * | 1970-07-23 | 1972-06-27 | Bando Kiko Co | Bearing adaptor |
| US4109978A (en) * | 1976-10-14 | 1978-08-29 | Electric Machinery Mfg. Co. | Electrically insulated sleeve bearing and method of making same |
| JPS63259216A (ja) * | 1987-04-17 | 1988-10-26 | Nippon Seiko Kk | 転がり軸受 |
| JP2779251B2 (ja) * | 1990-03-26 | 1998-07-23 | エヌティエヌ株式会社 | 電食防止転がり軸受 |
| JPH05321931A (ja) * | 1992-05-25 | 1993-12-07 | Ntn Corp | すきま調整膨張補正軸受用樹脂組成物 |
| JPH07139555A (ja) * | 1993-11-18 | 1995-05-30 | Koyo Seiko Co Ltd | トルク伝達装置 |
| DE19631725B4 (de) * | 1995-09-02 | 2017-01-05 | Schaeffler Technologies AG & Co. KG | Mechanische Sicherung für Bauteile |
| US5961222A (en) * | 1996-03-29 | 1999-10-05 | Nsk Ltd. | Anti-electrolytic corrosion rolling bearing |
| JP3778154B2 (ja) * | 1996-03-29 | 2006-05-24 | 日本精工株式会社 | 電食防止転がり軸受 |
| US5735615A (en) * | 1996-10-04 | 1998-04-07 | Reliance Electric Industrial Company | Insulation arrangement for electrical machine shaft bearing |
| JPH10246238A (ja) * | 1997-03-06 | 1998-09-14 | Ntn Corp | 転がり軸受およびその取付構造 |
| FR2802991B1 (fr) * | 1999-12-24 | 2005-10-07 | Ntn Toyo Bearing Co Ltd | Palier a roulement resistant a la corrosion electrique par piqures |
| US7071589B2 (en) * | 2001-11-06 | 2006-07-04 | Precor Incorporated | Method and system for reducing bearing fluting in electromechanical machine |
| JP2005133876A (ja) * | 2003-10-31 | 2005-05-26 | Ntn Corp | 電食防止型転がり軸受 |
| JP2007191203A (ja) | 2006-01-20 | 2007-08-02 | Nsk Ltd | 転がり軸受の被覆方法 |
| JP4955300B2 (ja) * | 2006-05-01 | 2012-06-20 | Ntn株式会社 | 転がり軸受 |
| US8393791B2 (en) * | 2009-08-17 | 2013-03-12 | The Boeing Company | Bearing side face electrical isolation |
-
2009
- 2009-11-30 DE DE102009056349A patent/DE102009056349A1/de not_active Withdrawn
-
2010
- 2010-10-27 WO PCT/EP2010/066215 patent/WO2011064061A1/de active Application Filing
- 2010-10-27 US US13/512,736 patent/US8764301B2/en not_active Expired - Fee Related
- 2010-10-27 JP JP2012541374A patent/JP5762433B2/ja not_active Expired - Fee Related
- 2010-10-27 EP EP10773047A patent/EP2507524A1/de not_active Withdrawn
- 2010-10-27 IN IN2383DEN2012 patent/IN2012DN02383A/en unknown
- 2010-10-27 KR KR1020127013786A patent/KR20120104983A/ko not_active Application Discontinuation
- 2010-10-27 CN CN201080054206.2A patent/CN102639887B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4214655A1 (de) | 1991-06-01 | 1992-12-03 | Luk Lamellen & Kupplungsbau | Waelzlager |
| DE102005055039A1 (de) | 2005-11-18 | 2007-05-24 | Schaeffler Kg | Wälzlager für eine zwei gegeneinander drehbare Bauteile umfassende Vorrichtung |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103883626A (zh) * | 2012-12-24 | 2014-06-25 | 边仁杰 | 有隔热层的水冷轴承座 |
| DE102013001117A1 (de) * | 2013-01-23 | 2014-07-24 | Audi Ag | Radlager für die rotatorische Lagerung einer Radnabe eines Fahrzeugs |
| DE102013001117B4 (de) * | 2013-01-23 | 2015-09-03 | Audi Ag | Radlager für die rotatorische Lagerung einer Radnabe eines Fahrzeugs |
| DE102014202489A1 (de) | 2013-03-12 | 2014-09-18 | Schaeffler Technologies Gmbh & Co. Kg | Zweimassenschwungrad mit einem Wälzlager und Verfahren zu dessen Herstellung |
| CN110081073A (zh) * | 2018-01-25 | 2019-08-02 | 斯凯孚公司 | 轴承用的电绝缘装置 |
| WO2021023433A1 (de) * | 2019-08-08 | 2021-02-11 | Audi Ag | Radträgereinrichtung und lagereinrichtung für ein fahrzeug, insbesondere für ein kraftfahrzeug, sowie fahrzeug, insbesondere kraftfahrzeug |
| CN114222695A (zh) * | 2019-08-08 | 2022-03-22 | 奥迪股份公司 | 用于车辆、特别是机动车的轮毂托架装置和支承装置以及车辆、特别是机动车 |
| DE102019214793A1 (de) * | 2019-09-26 | 2021-04-01 | Zf Friedrichshafen Ag | Anordnung zur Lagerung und Abdichtung einer Rotorwelle |
| DE102020106337A1 (de) | 2020-03-09 | 2021-09-09 | Schaeffler Technologies AG & Co. KG | Lageranordnung zur Integration in eine elektrische Antriebsanordnung für ein Fahrzeug und elektrische Antriebsanordnung mit der Lageranordnung |
Also Published As
| Publication number | Publication date |
|---|---|
| US8764301B2 (en) | 2014-07-01 |
| US20120243816A1 (en) | 2012-09-27 |
| JP5762433B2 (ja) | 2015-08-12 |
| EP2507524A1 (de) | 2012-10-10 |
| WO2011064061A1 (de) | 2011-06-03 |
| KR20120104983A (ko) | 2012-09-24 |
| IN2012DN02383A (de) | 2015-08-21 |
| CN102639887A (zh) | 2012-08-15 |
| JP2013512400A (ja) | 2013-04-11 |
| CN102639887B (zh) | 2015-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102009056349A1 (de) | Wälzlager | |
| DE10109320C2 (de) | Radialwellendichtring | |
| DE19809352A1 (de) | Wälzlagerbaugruppe und zugehöriges Montageverfahren | |
| EP2627919B1 (de) | Axiallageranordnung | |
| DE102013204126A1 (de) | Nehmerzylinder | |
| DE102013225341A1 (de) | Wälzlagerung mit Strom isolierender Hülse | |
| DE10355363B4 (de) | Lageranordnung | |
| DE102009006858A1 (de) | Wälzlagerkäfig | |
| EP1907715B9 (de) | HÜLSE, INSBESONDERE AUßENHÜLSE FÜR EIN ELASTOMERLAGER, UND VERWENDUNG EINER DERARTIGEN HÜLSE IN EINEM ELASTOMERLAGER | |
| WO2008151885A2 (de) | Lageranordnung | |
| DE102014218405B3 (de) | Verfahren zur Herstellung einer Spindel für einen Kugelgewindetrieb, sowie eine danach hergestellte Spindel | |
| DE102013113071B4 (de) | Synchronnabe für eine Synchronisationseinheit eines Schaltgetriebes sowie Synchronisationseinheit mit einer solchen Synchronnabe | |
| DE102013221601B4 (de) | Außenring für ein Wälzlager sowie Verfahren zur Montage eines Wälzlagers | |
| DE102012220652A1 (de) | Nockenwelle | |
| DE102011079998A1 (de) | Lageranordnung, insbesondere für ein Ölpumpenantriebsrad | |
| DE102012202157A1 (de) | Federbeinlager | |
| DE102010052842A1 (de) | Wälzlager zur Aufnahme von Axial- und Radialbelastungen | |
| EP2705265B1 (de) | Lagerring für ein radialwälzlager, insbesondere für ein zylinderrollen- oder nadellager | |
| EP2679845A1 (de) | Verfahren zur Montage eines Lagerrings | |
| DE102009050524A1 (de) | Radial-Rollenwälzlager | |
| DE102011077536A1 (de) | Statische Abdichtung mit Verfahren zur Abdichtung | |
| EP2511566A2 (de) | Verfahren zur Herstellung eines Schwungrads | |
| DE102013008495A1 (de) | Baugruppe, insbesondere Getriebebaugruppe, mit einem Außenteil und einem darin angeordneten Innenteil, die relativ zueinander drehbar sind | |
| DE112015005502T5 (de) | Verfahren zum Herstellen einer Ringdichtung | |
| DE102014223985A1 (de) | Rotorwelle eines Abgasturboladers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R081 | Change of applicant/patentee |
Owner name: SCHAEFFLER TECHNOLOGIES GMBH & CO. KG, DE Free format text: FORMER OWNER: SCHAEFFLER TECHNOLOGIES GMBH & CO. KG, 91074 HERZOGENAURACH, DE Effective date: 20120824 Owner name: SCHAEFFLER TECHNOLOGIES AG & CO. KG, DE Free format text: FORMER OWNER: SCHAEFFLER TECHNOLOGIES GMBH & CO. KG, 91074 HERZOGENAURACH, DE Effective date: 20120824 |
|
| R081 | Change of applicant/patentee |
Owner name: SCHAEFFLER TECHNOLOGIES AG & CO. KG, DE Free format text: FORMER OWNER: SCHAEFFLER TECHNOLOGIES AG & CO. KG, 91074 HERZOGENAURACH, DE Effective date: 20140213 Owner name: SCHAEFFLER TECHNOLOGIES GMBH & CO. KG, DE Free format text: FORMER OWNER: SCHAEFFLER TECHNOLOGIES AG & CO. KG, 91074 HERZOGENAURACH, DE Effective date: 20140213 |
|
| R081 | Change of applicant/patentee |
Owner name: SCHAEFFLER TECHNOLOGIES AG & CO. KG, DE Free format text: FORMER OWNER: SCHAEFFLER TECHNOLOGIES GMBH & CO. KG, 91074 HERZOGENAURACH, DE Effective date: 20150402 |
|
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee |