CN218926844U - 一种用于将电动涡旋压缩机转子组件压入壳体的装置 - Google Patents
一种用于将电动涡旋压缩机转子组件压入壳体的装置 Download PDFInfo
- Publication number
- CN218926844U CN218926844U CN202320027968.8U CN202320027968U CN218926844U CN 218926844 U CN218926844 U CN 218926844U CN 202320027968 U CN202320027968 U CN 202320027968U CN 218926844 U CN218926844 U CN 218926844U
- Authority
- CN
- China
- Prior art keywords
- plate
- pressing
- jacking
- positioning
- scroll compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Abstract
本实用新型涉及电动涡旋压缩机生产领域,特别涉及一种用于将电动涡旋压缩机转子组件压入壳体的装置,包括机架、下压机构、壳体定位组件和顶升机构,机架包括基础底板、中板和顶板,前两者间设第一连接柱,后两者间设第二连接柱,基础底板上设顶升机构,顶升机构包括用于推动壳体顶升的顶升台,中板上装设壳体定位组件,壳体定位组件包括定位治具和定位座,定位治具固设在中板中部,定位治具中部设安装开口,安装开口内可拆卸地固设定位座,定位座底部设一圈突出的定位塑料圈,顶板上装设下压机构,下压机构包括用于固定转子组件的卡盘且下压机构带动卡盘升降。本实用新型能很好地将电动涡旋压缩机转子组件压入壳体,可更好地满足实际需求。
Description
技术领域
本实用新型涉及电动涡旋压缩机生产技术领域,特别涉及一种用于将电动涡旋压缩机转子组件压入壳体的装置。
背景技术
电动涡旋压缩机在生产过程中需要将转子组件整体压入壳体内,压缩机装入转子组件之前会先将定子压入到壳体内,传统技术中,压缩机转子组件的装配通常由人工操作完成,压缩机装入转子之前会先将定子压入到壳体内,而电动涡旋压缩机的转子是永磁的,如果直接手动安装转子,在磁力的作用下,转子极容易出现不对中或刮伤机壳内壁的情况,因此需要设计一种能方便地将电动涡旋压缩机转子组件压入壳体的装置。针对上述缺陷,本实用新型作出了改进。
实用新型内容
为了克服背景技术的不足,本实用新型提供一种用于将电动涡旋压缩机转子组件压入壳体的装置,能很好地将电动涡旋压缩机转子组件压入壳体,可更好地满足实际生产需求。
本实用新型所采用的技术方案是:一种用于将电动涡旋压缩机转子组件压入壳体的装置,包括机架、下压机构、壳体定位组件和顶升机构,所述机架包括基础底板、中板、顶板、第一连接柱和第二连接柱,所述基础底板和中板之间固设有所述第一连接柱,所述中板和顶板之间固设有所述第二连接柱,所述基础底板上装设有所述顶升机构,顶升机构包括用于推动壳体顶升的顶升台,所述中板上装设有所述壳体定位组件,壳体定位组件包括定位治具和定位座,所述定位治具固设在所述中板的中部,定位治具的中部设有安装开口,所述安装开口内可拆卸地固设有所述定位座,定位座的底部设有一圈定位塑料圈,所述顶板上装设有所述下压机构,下压机构包括用于固定转子组件的卡盘且下压机构带动卡盘升降。
优选的,所述下压机构还包括下压气缸和升降板,所述下压气缸固设在所述顶板上,所述第二连接柱穿过所述升降板,所述下压气缸的气缸轴前端固设在所述升降板的顶部,升降板的底部固设有所述卡盘。
优选的,所述定位治具上可拆卸地固设有正对所述升降板的限位柱。
优选的,所述定位座的顶部设有限位板,限位板的四周交替设置有弧形部和缺口,两个弧形部对称设置在两侧,两个缺口也对称设置在两侧,限位板的顶部固设有提手,所述安装开口的顶部两侧各固设一个对所述弧形部进行限位的限位块。
优选的,还包括输送机构,输送机构包括倍速线和载板,所述倍速线安装在所述顶升台的两侧,倍速线上设有所述载板,载板的顶侧中部设有与壳体适配的放置槽。
优选的,所述顶升机构还包括顶升气缸和导柱,所述顶升气缸固设在所述基础底板上,顶升气缸的气缸轴前端固设有所述顶升台,顶升台底部的四角各固设一个所述导柱,导柱向下穿过所述基础底板。
优选的,所述顶升机构还包括固定板和弹簧,所述固定板的两端分别固设在两侧倍速线的安装架上,各个所述导柱均向下穿过所述固定板,所述弹簧套设在所述导柱上且弹簧位于所述顶升台和固定板之间。
优选的,所述定位塑料圈采用POM材料。
综上所述,本实用新型有益效果为:
1.装置包括机架、下压机构、壳体定位组件和顶升机构,结构简单,适用性广,对不同类型的转子组件及壳体均能适配,既能便于自动对中壳体,也能方便地固定转子组件进行下压,进而就能很好地将电动涡旋压缩机转子组件压入壳体,可更好地满足实际生产需求;
2.通过限位柱能对升降板的下降实现硬限位,由于升降板、卡盘及卡盘上固定的转子组件是一起升降的,通过硬限位就能很好地控制转子组件的压入深度,可有利于更好地满足实际生产需求,根据不同的转子入壳体深度,只需要简单改变一下限位柱的高度即可;
3.装置还包括输送机构,输送机构包括倍速线和载板,通过设置输送机构能便于将装置更好地应用到电动涡旋压缩机生产线上,倍速线运送载板时载板会经过顶升台的上方,载板的放置槽内放置有待装配转子组件的壳体,倍速线可将载板运送到定位治具的下方,当载板位于定位治具的下方时倍速线会停下,再控制顶升机构通过顶升台上升就能带动载板和壳体一起上升,从而就实现了壳体的顶升。
下面结合附图对本实用新型作进一步说明。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
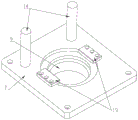
图1为本实用新型整体结构在第一视角下的一种立体示意图;
图2为本实用新型整体结构在第二视角下的一种立体示意图;
图3为本实用新型整体结构的一种侧视示意图;
图4为本实用新型定位座的一种立体示意图;
图5为本实用新型定位座结构的一种爆炸示意图;
图6为本实用新型定位治具上设置限位柱和限位块的一种立体示意图;
图7为图1中A处的局部放大图;
图8为图2中B处的局部放大图;
图中标记:1-基础底板,2-中板,3-顶板,4-第一连接柱,5-第二连接柱,6-顶升台,7-定位治具,8-定位座,9-安装开口,10-定位塑料圈,11-卡盘,12-下压气缸,13-升降板,14-限位柱,15-限位板,16-弧形部,17-缺口,18-提手,19-限位块,20-倍速线,21-载板,22-放置槽,23-顶升气缸,24-导柱,25-固定板,26-弹簧,27-定位主体,28-支撑架,29-支撑板,30-支撑腿,31-矩形开口,32-线槽,33-把手。
具体实施方式
下面将结合本实用新型实施例中的图1至图8,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。
如图1至图8所示,本实施例公开的一种用于将电动涡旋压缩机转子组件压入壳体的装置,包括机架、下压机构、壳体定位组件和顶升机构,所述机架包括基础底板1、中板2、顶板3、第一连接柱4和第二连接柱5,所述基础底板1和中板2之间固设有所述第一连接柱4,所述中板2和顶板3之间固设有所述第二连接柱5,所述基础底板1上装设有所述顶升机构,顶升机构包括用于推动壳体顶升的顶升台6,所述中板2上装设有所述壳体定位组件,壳体定位组件包括定位治具7和定位座8,所述定位治具7固设在所述中板2的中部,定位治具7的中部设有安装开口9,所述安装开口9内可拆卸地固设有所述定位座8,定位座8的底部设有一圈定位塑料圈10,所述顶板3上装设有所述下压机构,下压机构包括用于固定转子组件的卡盘11且下压机构带动卡盘11升降。
上述装置结构简单,适用性广,对不同类型的转子组件及壳体均能适配,在上述技术方案中,从上往下依次设置有顶板3、中板2和基础底板1,通过四个第一连接柱4将中板2固定到基础底板1上,通过两个第二连接柱5将顶板3固定到中板2上,将定位座8安装到定位治具7中部的安装开口9后,定位座8底部的定位塑料圈10底部刚好从定位治具7底部露出,形成向下突出的定位塑料圈10,在需要将转子组件压入壳体时,先将定位座8固定到安装开口9内,然后通过顶升机构驱动顶升台6顶升,进而推动壳体顶升,壳体顶升时能使定位塑料圈10刚好卡入壳体内圆,由此实现壳体的对中,在对中之后取下定位座8,接着将转子组件安装到卡盘11上,通过卡盘11将转子组件卡紧,然后下压机构带着卡盘11及卡盘11上固定好的转子组件进行下压操作,压装完成松开卡盘11,然后下压机构带动卡盘11上升返回到初始位置,顶升机构通过顶升台6带动完成装配的电动涡旋压缩机下降,换上需要压装转子组件的壳体后就可以重复上述过程进行下一次压装,通过在定位座8底部设置定位塑料圈10,一来可以防止顶升过程中对壳体造成划伤,二来由于定位塑料圈10有一定的塑性,能便于壳体的自动对中,通过采用上述技术方案,既能便于自动对中壳体,也能方便地固定转子组件进行下压,进而就能很好地将电动涡旋压缩机转子组件压入壳体,可更好地满足实际生产需求。安装开口9呈圆形且与定位座8适配,可便于安装固定定位座8,定位座8底部设置定位塑料圈10还能起到缓冲作用,可避免壳体顶升的时候直接顶到金属材料损伤壳体,将转子组件安装到卡盘11上,具体实施时卡盘11上有2个定位销对应转子组件上的定位孔,定位安装好之后按动控制卡盘11的按钮将转子组件卡紧,待压装的转子组件包括组装在一起的转子和驱动盘,固定转子组件时驱动盘在上,卡盘11通过卡紧固定驱动盘实现对转子组件的固定,进而便于带动转子组件整体下压。具体实施时装置各部分组件均可拆卸更换以适配不同的机型产品,本实施例的卡盘11优选中实三爪气动卡盘11,可很好地固定转子组件,中实三爪气动卡盘11属于现有技术,在此不做具体说明。具体实施时,机架还包括位于基础底板1底部的支撑架28,支撑架28用于支撑基础底板1,支撑架28包括支撑板29和支撑腿30,在机架一侧还可增设用于放置导线气管的线槽32。
作为优选的一种技术方案,所述下压机构还包括下压气缸12和升降板13,所述下压气缸12固设在所述顶板3上,所述第二连接柱5穿过所述升降板13,所述下压气缸12的气缸轴前端固设在所述升降板13的顶部,升降板13的底部固设有所述卡盘11。在本实施例中,下压气缸12通过气缸轴能方便地带动升降板13在两个第二连接柱5上上下滑动,升降板13在两个第二连接柱5上滑动能增加升降板13升降的平稳性,升降板13上下运动时会带动卡盘11一起升降,可便于卡盘11固定转子组件后实现下压。本实施例下压机构由下压气缸12提供动力,并通过卡盘11将转子组件进行定位固定,具体实施时为确保操作人员安全,本装置的操作部分设计为2个把手33,本实施例实施时将2个把手33分别固设在升降板的左右两边,把手33能跟着升降板一起升降,左边把手33上设计[松开][夹紧]2个按钮,右边把手33上设计[上升][下降]2个按钮,通过设置把手33能方便操作人员手扶着把手33去操作把手33上面的按钮,只有在2只手同时按下[夹紧]及[下降]时,下压气缸12才会带动卡盘11及转子组件下压;也只有在同时按下[松开]及[上升]时,下压气缸12才会带动卡盘11上升,这样操作人员的2只手必须同时搭在把手33上,可以避免设备伤手,同时也可以避免已经被压入壳体中的转子组件又被拨出来。
作为优选的一种技术方案,所述定位治具7上可拆卸地固设有正对所述升降板13的限位柱14。在本实施例中,定位治具7的一侧通过螺纹连接固定两个等高的限位柱14,两个限位柱14正对升降板13,通过两个限位柱14能对升降板13的下降实现硬限位,由于升降板13、卡盘11及卡盘11上固定的转子组件是一起升降的,通过硬限位就能很好地控制转子组件的压入深度,可有利于更好地满足实际生产需求,限位柱14采用螺纹连接固定,为可拆卸连接,方便更换,实际实施时根据不同的转子入壳体深度,只需要简单改变一下限位柱14的高度即可。定位治具7能很好地固定定位座8,通过设置限位柱14能控制转子入壳体的深度,本实施例定位治具7上安装有2根限位柱14,由这2根限位柱14来控制压机行程(即下压气缸12行程),当压机检测到压力突变时停止下压,并给出压到位信号。
作为优选的一种技术方案,所述定位座8的顶部设有限位板15,限位板15的四周交替设置有弧形部16和缺口17,两个弧形部16对称设置在两侧,两个缺口17也对称设置在两侧,限位板15的顶部固设有提手18,所述安装开口9的顶部两侧各固设一个对所述弧形部16进行限位的限位块19。在本实施例中,限位板15为圆形板上设置两个对称的缺口17形成,两个缺口17边缘之间的距离刚好小于两个限位块19之间的距离,两个弧形部16边缘之间的距离大于两个限位块19之间的距离,安装开口9与定位座8适配,安装定位座8时直接将定位座8装入定位治具7中部的安装开口9内,将两个缺口17所在方向对准两个限位块19就能顺利放入,然后将定位座8整体转动90度使限位板15的弧形板刚好位于限位块19底部,通过限位块19对弧形部16进行限位来将定位座8固定到安装开口9内,本实施例中提手18优选U形提手18,采用U形提手18既便于拿取定位座8,也能在将定位座8放入安装开口9后方便地转动定位座8。具体实施时本实施例的定位座8由定位塑料圈10、定位主体27、限位板15和U形提手18组成,限位板15的顶部固设U形提手18,限位板15的底部固设定位主体27,定位主体27的底部固设定位塑料圈10。
作为优选的一种技术方案,还包括输送机构,输送机构包括倍速线20和载板21,所述倍速线20安装在所述顶升台6的两侧,倍速线20上设有所述载板21,载板21的顶侧中部设有与壳体适配的放置槽22。通过设置输送机构能便于将本实施例的装置更好地应用到电动涡旋压缩机生产线上,在本实施例中,倍速线20运送载板21时载板21会经过顶升台6的上方,载板21的放置槽22内放置有待装配转子组件的壳体,倍速线20能很好地运送载板21,可将载板21运送到定位治具7的下方,当载板21位于定位治具7的下方时倍速线20会停下,再控制顶升机构通过顶升台6上升就能带动载板21和壳体一起上升,从而就实现了壳体的顶升。所述的倍速线20可参考现有技术,在此不做进一步说明。
作为优选的一种技术方案,所述顶升机构还包括顶升气缸23和导柱24,所述顶升气缸23固设在所述基础底板1上,顶升气缸23的气缸轴前端固设有所述顶升台6,顶升台6底部的四角各固设一个所述导柱24,导柱24向下穿过所述基础底板1。在本实施例中,顶升气缸23通过气缸轴能方便地带动顶升台6实现升降,顶升台6升降时四个导柱24会在基础底板1上上下滑动,通过设置导柱24能使顶升台6更平稳地实现升降。具体实施时支撑板29上设有便于导柱24穿过的矩形开口31。
作为优选的一种技术方案,所述顶升机构还包括固定板25和弹簧26,所述固定板25的两端分别固设在两侧倍速线20的安装架上,各个所述导柱24均向下穿过所述固定板25,所述弹簧26套设在所述导柱24上且弹簧26位于所述顶升台6和固定板25之间。在本实施例中,通过设置固定板25能便于对弹簧26的底部进行限位,顶升台6升降时导柱24会在固定板25上上下滑动,通过在顶升台6和固定板25之间设置弹簧26,不仅能在顶升台6下降回位时起到很好的缓冲作用,也能便于将载板21和装配完成的电动涡旋压缩机重新放回到倍速线20上。具体实施时,固定板25安装导柱24处可增设便于导柱24上下滑动的滑套,滑套可参考现有技术。
作为优选的一种技术方案,所述定位塑料圈10采用POM材料。在本实施例中,定位塑料圈10优选采用POM材料,既便于加工,也能便于实现壳体的对中定位。所述的POM材料属于现有技术,在此不做具体说明。
工作方式:首先倍速线20上载板21带着安装好定子之后的壳体过来之后,先将定位座8放置到定位治具7中部的安装开口9内,并通过提手18将定位座8旋转90度固定,之后顶升气缸23通过顶升台6将位于其上方的载板21进行举升并对中壳体,对中之后取下定位座8,之后将转子组件安装到卡盘11上,并通过卡盘11将转子组件卡紧,然后下压气缸12带着卡盘11及卡盘11上固定好的转子组件进行下压操作,通过硬限位控制转子入壳体的压入深度,压装完成松开卡盘11,之后各机构回位并放行载板21。
本实施例中未作说明的固定方式或固定连接方式可以根据具体位置采用现有的连接方式,在此不做进一步说明。
本实施例中未涉及部分均与现有技术相同或可采用现有技术加以实现,在此不做进一步说明。
各位技术人员须知:虽然本实用新型已按照上述具体实施方式做了描述,但是本实用新型的发明思想并不仅限于此实用新型,任何运用本发明思想的改装,都将纳入本专利权保护范围内。
Claims (8)
1.一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:包括机架、下压机构、壳体定位组件和顶升机构,所述机架包括基础底板、中板、顶板、第一连接柱和第二连接柱,所述基础底板和中板之间固设有所述第一连接柱,所述中板和顶板之间固设有所述第二连接柱,所述基础底板上装设有所述顶升机构,顶升机构包括用于推动壳体顶升的顶升台,所述中板上装设有所述壳体定位组件,壳体定位组件包括定位治具和定位座,所述定位治具固设在所述中板的中部,定位治具的中部设有安装开口,所述安装开口内可拆卸地固设有所述定位座,定位座的底部设有一圈定位塑料圈,所述顶板上装设有所述下压机构,下压机构包括用于固定转子组件的卡盘且下压机构带动卡盘升降。
2.根据权利要求1所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述下压机构还包括下压气缸和升降板,所述下压气缸固设在所述顶板上,所述第二连接柱穿过所述升降板,所述下压气缸的气缸轴前端固设在所述升降板的顶部,升降板的底部固设有所述卡盘。
3.根据权利要求2所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述定位治具上可拆卸地固设有正对所述升降板的限位柱。
4.根据权利要求1所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述定位座的顶部设有限位板,限位板的四周交替设置有弧形部和缺口,两个弧形部对称设置在两侧,两个缺口也对称设置在两侧,限位板的顶部固设有提手,所述安装开口的顶部两侧各固设一个对所述弧形部进行限位的限位块。
5.根据权利要求1所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:还包括输送机构,输送机构包括倍速线和载板,所述倍速线安装在所述顶升台的两侧,倍速线上设有所述载板,载板的顶侧中部设有与壳体适配的放置槽。
6.根据权利要求5所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述顶升机构还包括顶升气缸和导柱,所述顶升气缸固设在所述基础底板上,顶升气缸的气缸轴前端固设有所述顶升台,顶升台底部的四角各固设一个所述导柱,导柱向下穿过所述基础底板。
7.根据权利要求6所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述顶升机构还包括固定板和弹簧,所述固定板的两端分别固设在两侧倍速线的安装架上,各个所述导柱均向下穿过所述固定板,所述弹簧套设在所述导柱上且弹簧位于所述顶升台和固定板之间。
8.根据权利要求1所述的一种用于将电动涡旋压缩机转子组件压入壳体的装置,其特征在于:所述定位塑料圈采用POM材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320027968.8U CN218926844U (zh) | 2023-01-05 | 2023-01-05 | 一种用于将电动涡旋压缩机转子组件压入壳体的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320027968.8U CN218926844U (zh) | 2023-01-05 | 2023-01-05 | 一种用于将电动涡旋压缩机转子组件压入壳体的装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218926844U true CN218926844U (zh) | 2023-04-28 |
Family
ID=86061602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320027968.8U Active CN218926844U (zh) | 2023-01-05 | 2023-01-05 | 一种用于将电动涡旋压缩机转子组件压入壳体的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218926844U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117226477A (zh) * | 2023-11-10 | 2023-12-15 | 福建为真工程技术有限公司 | 一种具有自适应力的发动机喷油嘴装配设备 |
| CN117798641A (zh) * | 2023-12-28 | 2024-04-02 | 佛山市顺德区凯硕精密模具自动化科技有限公司 | 一种压缩机壳体与转子泵体装配机 |
| CN117798641B (zh) * | 2023-12-28 | 2024-05-14 | 佛山市顺德区凯硕精密模具自动化科技有限公司 | 一种压缩机壳体与转子泵体装配机 |
-
2023
- 2023-01-05 CN CN202320027968.8U patent/CN218926844U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117226477A (zh) * | 2023-11-10 | 2023-12-15 | 福建为真工程技术有限公司 | 一种具有自适应力的发动机喷油嘴装配设备 |
| CN117226477B (zh) * | 2023-11-10 | 2024-03-08 | 福建为真工程技术有限公司 | 一种具有自适应力的发动机喷油嘴装配设备 |
| CN117798641A (zh) * | 2023-12-28 | 2024-04-02 | 佛山市顺德区凯硕精密模具自动化科技有限公司 | 一种压缩机壳体与转子泵体装配机 |
| CN117798641B (zh) * | 2023-12-28 | 2024-05-14 | 佛山市顺德区凯硕精密模具自动化科技有限公司 | 一种压缩机壳体与转子泵体装配机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN218926844U (zh) | 一种用于将电动涡旋压缩机转子组件压入壳体的装置 | |
| CN212627608U (zh) | 一种驱动电机定转子合装设备 | |
| CN108831784B (zh) | 一种旋转开关触片的自动组装装置 | |
| CN110911326A (zh) | 升降式传载装置及晶圆装卸载系统 | |
| CN112658499B (zh) | 一种电机铁芯焊接设备 | |
| CN112139560A (zh) | 一种具有钻头自动更换结构的钻孔装置 | |
| CN218964730U (zh) | 一种cnc自动化设备用定位夹具 | |
| CN218335672U (zh) | 一种用于电机定子与转子的装配装置 | |
| CN214642975U (zh) | 一种内扣式手机壳体装夹机构 | |
| CN215316380U (zh) | 电机铁芯焊接装置 | |
| CN213135757U (zh) | 一种用于组装整流桥的装配机构 | |
| CN114083268A (zh) | 一种压合组装设备 | |
| CN115383416A (zh) | 一种手机屏幕对位压合设备 | |
| CN215616258U (zh) | 一种两头压装设备 | |
| CN213289336U (zh) | 光模块鼠笼转子组装机构 | |
| CN219659555U (zh) | 一种定子铁芯组装设备 | |
| CN220839918U (zh) | 一种利于夹持的传感器加工用拼接工装 | |
| CN219884197U (zh) | 一种不规则曲线导轨贴膜机 | |
| CN220234452U (zh) | 伺服电机转子与定子装配辅助装置 | |
| CN214797366U (zh) | 晶圆探针测试台及其升降机构 | |
| CN220880617U (zh) | 缝纫机机壳主轴镗孔机床 | |
| CN220659991U (zh) | 一种孔锯的加工定位工装 | |
| CN216264409U (zh) | 剪刀脚勾卡组装装置 | |
| CN215942022U (zh) | 一种转子轴承全自动安装机 | |
| CN211553532U (zh) | 硬度计一体化自动升降机架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20230921 Address after: Room 501, Office Building, 22MB Plot (Science Park West Road), Wuhan Economic and Technological Development Zone, Wuhan City, Hubei Province, 430056 Patentee after: Wuhan Huazhong New Energy Technology Co.,Ltd. Address before: 430223, East Lake Wuhan New Technology Development Zone, Temple Hill District, Huazhong University of Science and Technology, Hubei science and Technology Park Patentee before: WUHAN HUAZHONG NUMERICAL CONTROL Co.,Ltd. |