CN218677180U - 一种汇流条自动化加工及焊接设备 - Google Patents
一种汇流条自动化加工及焊接设备 Download PDFInfo
- Publication number
- CN218677180U CN218677180U CN202223251422.5U CN202223251422U CN218677180U CN 218677180 U CN218677180 U CN 218677180U CN 202223251422 U CN202223251422 U CN 202223251422U CN 218677180 U CN218677180 U CN 218677180U
- Authority
- CN
- China
- Prior art keywords
- bus bar
- feeding
- block
- battery string
- connecting block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Abstract
一种汇流条自动化加工及焊接设备,包括汇流条自动上料装置、电池串提片装置、将电池串的引脚与汇流条焊接的焊接装置;汇流条自动上料装置包括支架、两供料模块、对裁切后的汇流条进行打孔/折弯的加工模块;其中,两供料模块分设于支架的左右两端;供料模块包括用于释放汇流条的供料机构、将汇流条进行裁切的裁切机构、滑动设于支架上并牵引汇流条的牵引机构;各供料模块中的供料机构、裁切机构、牵引机构沿汇流条的传送方向依次水平排列;本案中两组供料模块的设置,缩减了现有技术中等待一组供料模块裁切n段汇流条的时间,加快了整个设备的运行节奏,提高了生产效率,节约了生产成本。
Description
技术领域
本实用新型涉及光伏电池生产领域,具体涉及一种汇流条自动化加工及焊接设备。
背景技术
随着社会的发展和技术的进步,光伏发电在电力供应体系中扮演着越来越重要的角色。对于光伏发电设备而言,电池组件是其中的重要部件,每个电池组件包括左右两组对称设置的电池串,每组电池串包括沿电池串的宽度方向并排设置的多个电池串,每个电池串的两宽边均设有用于焊接的引脚。在电池组件的生产过程中,需要通过三根(左中右)汇流条对两组电池串的左右两侧进行焊接。首先将待焊接的电池串阵列排布于玻璃载片上,然后通过一提片装置将排布好的电池串向上竖直提起并悬于空中漏出待焊接的引脚,等待与加工完成的汇流条焊接组装。
现有技术中的自动化设备只包括一组用于将整卷汇流条进行裁切的供料裁切模块,裁切好的汇流条被一一放入具有固定数量的放料工位上,待放料工位上的汇流条被放满后,再移至加工区域进行折弯、打孔等,这就导致在裁切过程中,需要等待n段汇流条完全被裁切好才能进行后续的加工,这种加工节奏不仅拖慢了整个设备的运行节奏,使得生产效率难以得到提高。
因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
发明内容
本实用新型的目的是提供一种汇流条自动化加工及焊接设备。
为达到上述目的,本实用新型采用的技术方案是:一种汇流条自动化加工及焊接设备,包括汇流条自动上料装置、电池串提片装置、将电池串的引脚与汇流条焊接的焊接装置;
所述汇流条自动上料装置包括支架、两供料模块、对裁切后的汇流条进行打孔/折弯的加工模块;其中,两供料模块分设于支架的左右两端;
所述供料模块包括用于释放汇流条的供料机构、将汇流条进行裁切的裁切机构、滑动设于支架上并牵引汇流条的牵引机构;汇流条由支架的左右两端分别经过两供料机构传送至对应的裁切机构中;各供料模块中的供料机构、裁切机构、牵引机构沿汇流条的传送方向依次水平排列;
所述电池串提片装置包括用于吸取玻璃载片上电池串的第一吸附结构、用于获取玻璃载片上电池串水平位置的视觉定位机构。
进一步的技术方案,所述汇流条自动上料装置还包括用于驱动加工模块做沿垂直于汇流条传送方向位移的移载机构;所述移载机构包括底座、与所述加工模块固定连接的连接块、设于底座上并驱动连接块沿垂直于汇流条传送方向往复位移的第四驱动器。
进一步的技术方案,所述加工模块包括放料工位以及对汇流条进行折弯的折弯工位,两工位沿垂直于汇流条的传送方向依次水平排列;裁切后的汇流条定位于所述放料工位中;其中,所述放料工位对应所述牵引机构的下方设置。
进一步的技术方案,所述加工模块还包括打孔工位,该打孔工位位于所述放料工位和所述折弯工位之间。
进一步的技术方案,所述电池串提片装置还包括与待提取的电池组件中的各电池串数量相对应的校正机构,各所述校正机构均对应各自电池串的上方设置;各所述校正机构均包括沿电池串长度方向水平设置的连杆以及驱动连杆在水平方向位置变动的驱动单元;所述第一吸附结构固定连接于所述连杆的下方,所述电池串通过该第一吸附结构水平定位于连杆的下方。
进一步的技术方案,所述驱动单元包括固设于连杆上方的第一连接块、驱动第一连接块沿Y轴位移的第一驱动器;其中,第一连接块位于连杆的中部;还包括固设于连杆上方的第二连接块、驱动第二连接块沿X轴位移的第二驱动器;其中,第二连接块与第一连接块间隔设置。
进一步的技术方案,所述第二连接块设有两个,所述第二驱动器设有两个,两第二驱动器分别驱动两第二连接块沿X轴位移;两所述第二连接块分设于所述第一连接块的两侧,构成经两第二驱动器驱动实现所述连杆在水平方向的转动或沿X轴的位移。
进一步的技术方案,所述电池串提片装置还包括一竖直设置的固定支架,该固定支架的下方水平固设有一连接板;各所述驱动器均与所述连接板固定连接;所述连杆连设于所述连接板的下方;所述连接板上对应各连接块的上方开设有对应各连接块位移行程的条状孔;各所述驱动器均通过一导向杆驱动各所述连接块位移;各所述导向杆贯穿各所述条状孔,导向杆的上端与各驱动器装配连接,下端与各连接块固定连接。
进一步的技术方案,所述设备包括用于汇流条焊接的垫板机构;所述垫板机构包括沿汇流条长度方向设置的垫块结构,该垫块结构至少设有一组,当所述垫块结构设有两组及以上时,各组垫块结构沿汇流条长度方向排布成长条状;所述垫块结构包括至少一个用于承载支撑汇流条的定位块、装配于定位块下方的弹性支撑块。
进一步的技术方案,所述垫块结构还包括一沿汇流条长度方向设置的支撑板,该支撑板上开设有与各所述弹性支撑块一一对应的凹槽;各所述弹性支撑块定位于各所述凹槽内,各所述定位块对应各所述凹槽设置并向上伸出于凹槽。
进一步的技术方案,所述垫块结构还包括一沿汇流条长度方向设置的支撑板,该支撑板上开设有与各所述弹性支撑块一一对应的凹槽;各所述弹性支撑块定位于各所述凹槽内,各所述定位块对应各所述凹槽设置并向上伸出于凹槽。
本实用新型相较于现有技术的优点如下:
本案中的汇流条自动上料装置,包括了两组供料模块,在汇流条上料时,汇流条分别从支架的两端上料,分别经过两供料机构传送至对应的裁切机构中,两裁切机构分别对对应端的汇流条进行裁切,裁切后的汇流条被放入加工平台的放料工位上等待加工。本案中两组供料模块的设置,缩减了现有技术中等待一组供料模块裁切n段汇流条的时间,加快了整个设备的运行节奏,提高了生产效率。
附图说明
附图1为本实用新型实施例的自动化设备的结构示意图;
附图2为本实用新型实施例汇流条自动上料装置的结构示意图;
附图3为本实用新型实施例支架和供料模块的结构示意图;
附图4为本实用新型实施例加工模块和移栽机构的结构示意图;
附图5为本实用新型实施例折弯工位的结构示意图;
附图6为本实用新型实施例打孔机构的结构示意图;
附图7为本实用新型实施例具有限位结构的承载台的结构示意图;
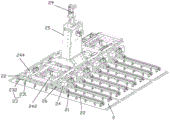
附图8为本实用新型实施例电池串提片装置的结构示意图一(含电池串);
附图9为本实用新型实施例电池串提片装置的结构示意图二(不含电池串);
附图10为本实用新型实施例电池串提片装置中校正机构的结构示意图;
附图11为附图10的爆炸图;
附图12为本实用新型实施例从仰视角度看附图11中驱动单元与连接板装配结构示意图;
附图13为本实用新型实施例垫板机构的结构示意图;
附图14为附图13的爆炸图;
附图15为附图14的A处的结构示意图;
附图16为附图15的爆炸图;
附图17为本实用新型实施例汇流条和电池组件中电池串焊接状态的结构示意图。
以上附图中:A.汇流条自动上料装置;B.电池串提片装置;C.焊接装置;
1.汇流条;1a.第一汇流条;1b.第二汇流条;11.支架;
12.供料模块;121.搬运机构;122.裁切机构;123.牵引机构;1211.上料卷轮;1212.导料轮;13.加工模块;131.放料工位;132.折弯工位;1321.第一承载台;1322.折弯机构;1323.压紧板;1323a.第一压紧板;1323b.第一压紧板;1324.压紧气缸;1325.弯折件;1325a.第一弯折件;1325b.第二弯折件;1326.顶升气缸;133.打孔工位;1331.第二承载台;1332.打孔机构;1334.冲头;1335.打孔气缸;1336.导向槽;1337.滑台;14.搬运机构;141.第三吸附结构;142.第三吸取头;15.移栽机构;151.底座;152.连接块;153.第四驱动器;154.滑轨;155.滑块;16.限位结构;161.第一限位块;162.第二限位块;171.第四吸取头;
2.电池串;21.校正机构;22.连杆;23.第一吸附结构;231.吸盘;232.真空负压表;24.驱动单元;241.第一连接块;242.第一驱动器;243.第二连接块;244.第二驱动器;25.固定支架;26.连接板;261.条状孔;27.导向杆;28.第三连接块;29.第三驱动器;a.静止部位;b.移动部位;c.感应器;d.感应片;
31.垫块结构;311.定位块;312.弹性支撑块;313.支撑架;314.支撑板;315.筋板;317.凹槽;32.第二吸附结构;321.第二吸取头;322.支撑块;323.气路孔;324.气管;325.单向气缸;326.导向块。
具体实施方式
下面结合附图及实施例对本实用新型作进一步描述:
实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
关于本文中所使用的“连接”或“定位”,均可指二或多个组件或装置相互直接作实体接触,或是相互间接作实体接触,亦可指二或多个组件或装置相互操作或动作。
关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
关于本文中所使用的“前”、“后”、“上”、“下”、“左”、“右”等,均为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
参见附图1-17所示,一种汇流条自动化加工及焊接设备,包括汇流条自动上料装置A、电池串提片装置B、将电池串2的引脚与汇流条1焊接的焊接装置C。其中焊接装置C为现有技术,故本案不做赘述。
汇流条自动上料装置A:包括支架11、两供料模块12、加工模块13;其中,两供料模块12分设于支架11的左右两端,该左右方向即对应支架11的长度方向。
所述供料模块12包括用于释放汇流条1的供料机构121、将汇流条1进行裁切的裁切机构122、滑动设于支架11上并牵引汇流条1的牵引机构123;汇流条1由支架11的左右两端分别上料,具体的两汇流条1分别经过两供料机构121传送至对应的裁切机构122中;各供料模块12中的供料机构121、裁切机构122、牵引机构123沿汇流条1的传送方向依次水平排列;所述供料机构121包括上料卷轮1211及导料轮1212,所述上料卷轮1211经驱动将缠绕设置于上料卷轮1211内的汇流条1经过所述导料轮1212传送至所述裁切机构122中;所述裁切机构122包括用于对汇流条1进行裁切的切刀结构(图中未示出)。
所述加工模块13包括放料工位131以及对汇流条1进行折弯的折弯工位132,两工位沿垂直于汇流条1的传送方向依次水平排列;裁切后的汇流条1定位于所述放料工位131中;其中,所述放料工位131对应所述牵引机构123的下方设置。
所述放料工位131包括第三承载台1311,所述汇流条1定位于该第三承载台1311中。
所述折弯工位132包括多个沿汇流条1长度方向设置的第一承载台1321和将第一承载台1321上的汇流条1向上折弯的折弯机构1322,第一承载台1321和折弯机构1322都是多个,各折弯机构1322间隔设于相邻两第一承载台1321)之间;所述汇流条1定位于所述第一承载台1321中,且待加工的自由端(即待折弯的那一端)伸入所述折弯机构1322中。所述折弯机构1322包括两压紧板1323、驱动两压紧板1323从第一承载台1321侧面旋转下压并压紧台面上汇流条1的压紧气缸1324、两弯折件1325、驱动两弯折件1325上升并高于第一承载台1321台面的顶升气缸1326。其中,第一压紧板1323a用于压住第一汇流条1a的尾部,第二压紧板1323b用于压住第二汇流条1b的头部;第一弯折件1325a用于弯折第一汇流条1a的尾部,第二弯折件1325b用于弯折第二汇流条1b的头部,这样一个顶升气缸1326可同时驱动两弯折件1325同时对两汇流条1进行折弯,提高加工效率。
所述加工模块13还包括打孔工位133,该打孔工位133位于所述放料工位131和所述折弯工位132之间;所述打孔工位133包括多个沿汇流条1的长度方向置的第二承载台1331和打孔机构1332,第二承载台1331和打孔机构1332均为多个,各打孔机构1332设于相邻两第二承载台1331之间;所述汇流条1定位于各所述第二承载台1331中,待加工的自由端(即待打孔的那一端)伸入所述打孔机构1332中。
所述打孔机构1332包括支撑台1333、悬设于支撑台1333上的冲头1334、驱动冲头1334向下位移至低于支撑台1333台面的打孔气缸1335;所述支撑台1333上对应所述冲头1334的正下方开设有导向槽1336。所述打孔机构1332还包括便于导向槽1336内废料滑出的滑台1337,该滑台1337位于支撑台1333的侧部与导向槽1336连通,并斜向下设置。
各所述承载台上均包括用于定位汇流条1的限位结构16,该限位结构16包括凸设于承载台上的第一限位块161和第二限位块162,所述第一限位块161和第二限位块162之间形成供汇流条1穿过的间隙,该间隙与汇流条1的宽度一致。所述第一限位块161和第二限位块162与承载台螺纹配合,这样只要在承载台上开设多组螺纹孔,各组螺纹孔间的间隙不同,这样就可以根据不同型号宽度的汇流条1来调节间隙的大小,进而此限位结构16可以适配不同型号的汇流条1。所述限位结构16还包括第四吸取头171,该第四吸取头171设于各承载台中,并位于汇流条1的下方且正对汇流条1设置。真空吸取头与一负压泵气路连接,进而产生负压吸附的效果,由于真空吸取头为现有技术,故本案不做赘述。
所述汇流条自动上料装置A还包括一搬运机构14,所述搬运机构14对应所述加工模块13的上方设置,经驱动于各工位间往复运动,将前一工位中的汇流条1搬运至下一工位。所述搬运机构14包括两组用于吸取所述加工模块13中汇流条1的第三吸附结构141,两组第三吸附结构141分别对应所述加工模块13中的相邻两工位设置;各组第三吸附结构141均包括多个沿汇流条1长度设置的第三吸取头142。
所述汇流条自动上料装置A还包括用于驱动加工模块13做沿垂直于汇流条1传送方向位移的移载机构15;所述移载机构15包括底座151、与所述加工模块13固定连接的连接块152、设于底座151上并驱动连接块152沿垂直于汇流条1传送方向往复位移的第四驱动器153,所述第四驱动器153可以是电机或气缸。所述移载机构15还包括设于底座151上的滑轨154、在滑轨154上往复位移的滑块155,所述滑轨154沿垂直于汇流条1传送方向设置;所述滑块155与所述加工模块13固定连接,这样不仅分摊了连接块152对加工模块13的支撑力,同时使加工模块13的运动过程更加顺滑。
汇流条自动上料装置的工作原理说明:当装置开始工作时,移载机构15驱动所述加工模块13做沿垂直于汇流条1传送方向,朝向支架11的位移,使所述放料工位131位于所述牵引机构123的下方,便于后续裁切后的汇流条1更方便的定位于放料工位131的第三承载台1311上。
首先汇流条1从支架的左右两端分别经两供料模块12的供料机构121传送至对应的裁切机构122中裁切,即左侧的裁切机构122将左侧的汇流条1裁切成设定长度,裁切后的汇流条1的经左侧牵引机构123向右牵引位移至放料工位131的第三承载台1311的上方,并被第三承载台1311上的限位结构16定位至第三承载台1311上;同时右侧的裁切机构122将右侧的汇流条1裁切成设定长度,裁切后的汇流条1的经右侧牵引机构123向左牵引位移至放料工位131的第三承载台1311的上方,并被第三承载台1311上的限位结构16定位至第三承载台1311上,这样左右两侧供料模块12同时对两端的汇流条1进行裁切,并定位于第三承载台1311上,两供料模块互不干涉,将现有技术中一个供料模块12的工作分成两供料模块12同时进行,大大缩短了装置的运行时间。
当第三承载台1311上汇流条1的数量达到设定数值时,移载机构15驱动加工模块13做沿垂直于汇流条1传送方向,远离支架11的位移,使放料工位131远离牵引机构123的下方,这样搬运机构14就不必等待两牵引机构123归位后再搬运第三承载台1311上汇流条1,实现搬运机构14的搬运动作和两牵引机构123的归位动作同时进行,节约了装置的整体运行时间,提升了装置的运行效率。
搬运机构14的两组第三吸附结构141中的一组首先将放料工位131上的汇流条1搬运至打孔工位133中,待打孔加工结束,搬运机构14上的两组第三吸附结构141又同时搬运放料工位131上的汇流条1和打孔工位133上的汇流条1,分别将放料工位131上的汇流条1放置打孔工位133中,将打孔工位133上的汇流条1放置折弯工位132中,待打孔和折弯加工结束后,搬运机构14的两组第三吸附结构141又同时搬运打孔工位133上的汇流条1和折弯工位132上的汇流条1,分别将打孔工位133上的汇流条1放置折弯工位132中,将折弯工位132上的汇流条1放置设定的加工完成区,等待后续工作。所述搬运机构14按照上述工作流程在各工位间往复运动,并将前一工位中的汇流条1搬运至下一工位,搬运机构14可以同时搬运两工位上的汇流条1,缩短了装置的运行时间,提高了装置的上料效率。
所述电池串提片装置B包括与待提取的电池串中的电池串2数量相对应的校正机构21、用于获取玻璃载片上电池串2水平位置的视觉定位机构(图中未画出);其中,各所述校正机构21均对应各自电池串2的上方设置。
各所述校正机构21均包括水平设置的连杆22、将电池串2水平定位于连杆22下方的第一吸附结构23、驱动连杆22在水平方向位置变动的驱动单元24;此处水平方向的位置变化指,即可以在水平方向沿X轴移动,也可以在水平方向沿Y轴移动,还可以在水平方向转动。电池串2的长度方向对应所述Y轴方向,电池串2的宽度方向对应所述X轴方向。
所述连杆22是可伸缩结构,这样可以适配不同长度规格电池串2的提片需要。
所述驱动单元24包括固设于连杆22上方的第一连接块241、驱动第一连接块241沿Y轴位移的第一驱动器242;其中,第一连接块241位于连杆22的中部;还包括固设于连杆22上方的第二连接块243、驱动第二连接块243沿X轴位移的第二驱动器244;其中,第二连接块243与第一连接块241间隔设置。这样当某一电池串2需要进行Y轴位置校正时,只要通过相应的校正机构21的第一驱动器242驱动第一连接块241做Y轴位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2做Y轴位移;当某一电池串2需要进行X轴位置校正时,只要通过相应的校正机构21的第二驱动器244驱动第二连接块243做X轴位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2做X轴位移。所述第一驱动器242和所述第二驱动器244均包括静止部位a和移动部位b,两部位中的一者设有感应片d,另一者设有感应器c,构成移动部位b位移至贴合静止部位a时,移动部位b停止位移。
所述第二连接块243设有两个,所述第二驱动器244设有两个,两第二驱动器244分别驱动两第二连接块243沿X轴位移;两所述第二连接块243分设于所述第一连接块241的两侧,构成经两第二驱动器244驱动实现所述连杆22在水平方向的转动或沿X轴的位移。当某一电池串2需要进行水平方向的转动来校正位置时,只要通过相应的校正机构21的两第二驱动器244分别驱动两第二连接块243朝向相反方向位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2发生转动。
所述驱动单元24还包括连设于所述连接板26下方辅助所述连杆22转动的两第三连接块28,两所述第三连接块28分设于所述第一连接块241的两侧并与所述连杆22固定连接。
所述电池串提片装置B还包括一竖直设置的固定支架25,该固定支架25的上方固定连接有用于驱动该固定支架25做Z轴方向位移的第三驱动器29。所述固定支架25的下方水平固设有一连接板26;各所述驱动器均与所述连接板26固定连接;所述连杆22连设于所述连接板26的下方;所述连接板26上对应各连接块的上方开设有对应各连接块位移行程的条状孔261;各所述驱动器均通过一导向杆27驱动各所述连接块位移;各所述导向杆27贯穿各所述条状孔261,导向杆27的上端与各驱动器装配连接,下端与各连接块固定连接。
所述第一驱动器242、所述第二驱动器244以及所述第三驱动器29可以是电机、气缸中的一种。
所述第一吸附结构23与所述连杆22固定连接,该第一吸附结构23包括吸盘231、检测吸盘231内真空度的真空负压表232,所述吸盘231固设于连杆22的下方。
电池串提片装置B的工作原理说明:首先电池串提片装置B经第三驱动器29驱动位移至待提片的电池串2的上方,然后电池串提片装置B沿Z轴向下位移,在位移的过程中,视觉定位机构获取玻璃载片上各电池串2的水平位置,然后第一吸附结构23将玻璃载片上的各电池串2定位于各校正机构21的连杆22下方,并通过视觉定位机构获取的各电池串2的位置信息进行水平位置的校正。
当某一电池串2需要进行Y轴位置校正时,只要通过相应的校正机构21的第一驱动器242驱动第一连接块241做Y轴位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2做Y轴位移。
当某一电池串2需要进行X轴位置校正时,只要通过相应的校正机构21的第二驱动器244驱动第二连接块243做X轴位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2做X轴位移。
当某一电池串2需要进行水平方向的转动来校正位置时,只要通过相应的校正机构21的两第二驱动器244分别驱动两第二连接块243朝向相反方向位移,这样就可以带动相应的连杆22和定位于连杆22下方的电池串2发生转动。
校正完成后的电池串2经电池串提片装置B位移至设定位置等待与汇流条1对位组装,最终进行焊接工序,经过校正这一动作,大大提升了汇流条焊接过程中的良品率。
所述设备还包括用于汇流条1焊接的垫板机构,该垫板机构包括沿汇流条1长度方向设置的垫块结构31,该垫块结构31至少设有一组,当所述垫块结构31设有两组及以上时,各组垫块结构31沿汇流条1长度方向排布成长条状,进而可适配不同长度汇流条1的定位需求。
所述垫块结构31包括至少一个用于承载支撑汇流条1的定位块311、装配于定位块311下方并与所述定位块311一一对应设置的弹性支撑块312。当定位块311为一个时,定位块311的长度对应汇流条1长度;当定位块311为多个时,各定位块311沿汇流条1长度方向排布成长条状,以适配不同长度的汇流条1。
所述垫块结构31还包括一沿汇流条1长度方向设置的支撑板314、设于该支撑板314下方的U型支撑架313,所述支撑板314盖设于该支撑架313的上方;所述支撑板314的下表面固定连接有一用于提高下表面强度的筋板315;所述支撑板314上开设有与各所述弹性支撑块312一一对应的凹槽317;各所述弹性支撑块312定位于各所述凹槽317内,各所述定位块311对应各所述凹槽317设置并向上伸出于凹槽317,用于承载支撑汇流条1。
所述垫板机构还包括将汇流条1定位于所述定位块311上表面的第二吸附结构32,所述第二吸附结构32包括用于吸附汇流条的第二吸取头321、套设于所述第二吸取头321外周的导向块326、设于所述支撑板314下方用于支撑支撑板314的连接块322;所述导向块326定位于所述支撑板314的下方。所述第二吸取头321连设于所述连接块322上,第二吸取头321的吸气口对应所述支撑板314的上表面设置,吸附时,第二吸取头321的吸气口贴合于位于定位块311上的汇流条的底部;所述连接块322上开设有气路孔323,该气路孔323与所述第二吸取头321气路相通。第二吸附结构32的设置可使汇流条1更加精准的定位于定位块311上,并在焊接过程中不会发生位置变动保证焊接质量。
所述第二吸附结构32至少设有一组;当第二吸附结构32设有两组及以上时,各所述连接块322上的气路孔323通过气管324构成气路相通。
所述第二吸附结构32还包括驱动第二吸取头321做上下移动的单向气缸325。当待定位的汇流条1在向下位移至定位块311的过程中,单向气缸325驱动第二吸取头321向上位移并高于定位块311的上表面,去迎合待定位的汇流条1,当第二吸取头321的吸气口贴合于汇流条1时,单向气缸325驱动第二吸取头321向下位移,使汇流条1最终定位于定位块311的上表面,此时第二吸取头321依然处于吸附状态,并保持至焊接过程结束。这样可以使汇流条1更加精准的定位于定位块311上,并在焊接过程中不会发生位置变动保证焊接质量。所述单向气缸325的上端与所述第二吸取头321装配连接,下端与所述支撑块322固定连接。
垫板机构的工作原理说明:待定位的汇流条1在向下位移至定位块311的过程中,单向气缸325驱动第二吸取头321向上位移并迎合汇流条1,当第二吸取头321的吸气口贴合于汇流条1时,第二吸取头321再带着汇流条1向下位移,使汇流条1最终定位于定位块311的上表面,并且持续吸附至焊接过程结束。
在焊接过程中,焊接头为了焊接效果可以对汇流条1施加较大的压力,因为定位块311的下方装配有弹性支撑块312,使施加于汇流条1上的压力有所缓解,不会造成汇流条1损坏,也不会影响焊接作业的有效进行,同时还提高了汇流条焊接过程的良品率。
根据上述结构组成,现就本实用新型自动化设备的具体工作原理说明如下:
左右两侧的汇流条1不需要打孔以及折弯等加工,只需要裁切成设定长度,而中间汇流条2需要裁切、打孔以及折弯等加工。左右两侧的汇流条1首先通过供料模块12裁切成设定长度,然后被传送至设定位置等待中间汇流条1。中间汇流条1经过供料模块12裁切,加工模块13加工,然后被传送至与左右两侧的汇流条1汇合,然后左中右三根汇流条1被输送至垫板机构上并按指定的排布形式定位,定位完成后被传送至一焊接工位,等待焊接。
待焊接的两组电池串2首先阵列排布于玻璃载片上,然后连同玻璃载片被传送至焊接工位的正下方,然后电池串提片装置B向上竖直提起玻璃载片上的电池串2,在向上提起的过程中,视觉定位机构获取各电池串2的水平位置,并对位置有偏差的电池串2进行纠偏,校正完成后的电池串2经电池串提片装置B位移至焊接工位等待与汇流条1对位焊接组装。
最后当各汇流条1与各电池串2均准备完成后,即汇流条1位于两组电池串2引脚的正下方,靠近并接触引脚,最后通过焊接装置C采用电池焊接的方式向下压住电池串2的引脚,使电池串2的引脚与汇流条1焊接结合。
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
Claims (10)
1.一种汇流条自动化加工及焊接设备,其特征在于:包括汇流条自动上料装置(A)、电池串提片装置(B)、将电池串(2)的引脚与汇流条(1)焊接的焊接装置(C);
所述汇流条自动上料装置(A)包括支架(11)、两供料模块(12)、对裁切后的汇流条(1)进行打孔/折弯的加工模块(13);其中,两供料模块(12)分设于支架(11)的左右两端;
所述供料模块(12)包括用于释放汇流条(1)的供料机构(121)、将汇流条(1)进行裁切的裁切机构(122)、滑动设于支架(11)上并牵引汇流条(1)的牵引机构(123);汇流条(1)由支架(11)的左右两端分别经过两供料机构(121)传送至对应的裁切机构(122)中;各供料模块(12)中的供料机构(121)、裁切机构(122)、牵引机构(123)沿汇流条(1)的传送方向依次水平排列;
所述电池串提片装置(B)包括用于吸取玻璃载片上电池串(2)的第一吸附结构(23)、用于获取玻璃载片上电池串(2)水平位置的视觉定位机构。
2.根据权利要求1所述的一种汇流条自动化加工及焊接设备,其特征在于:所述汇流条自动上料装置(A)还包括用于驱动加工模块(13)做沿垂直于汇流条(1)传送方向位移的移载机构(15);
所述移载机构(15)包括底座(151)、与所述加工模块(13)固定连接的连接块(152)、设于底座(151)上并驱动连接块(152)沿垂直于汇流条(1)传送方向往复位移的第四驱动器(153)。
3.根据权利要求1所述的一种汇流条自动化加工及焊接设备,其特征在于:所述加工模块(13)包括放料工位(131)以及对汇流条(1)进行折弯的折弯工位(132),两工位沿垂直于汇流条(1)的传送方向依次水平排列;裁切后的汇流条(1)定位于所述放料工位(131)中;其中,所述放料工位(131)对应所述牵引机构(123)的下方设置。
4.根据权利要求3所述的一种汇流条自动化加工及焊接设备,其特征在于:所述加工模块(13)还包括打孔工位(133),该打孔工位(133)位于所述放料工位(131)和所述折弯工位(132)之间。
5.根据权利要求1所述的一种汇流条自动化加工及焊接设备,其特征在于:所述电池串提片装置(B)还包括与待提取的电池组件中的各电池串(2)数量相对应的校正机构(21),各所述校正机构(21)均对应各自电池串(2)的上方设置;
各所述校正机构(21)均包括沿电池串(2)长度方向水平设置的连杆(22)以及驱动连杆(22)在水平方向位置变动的驱动单元(24);所述第一吸附结构(23)固定连接于所述连杆(22)的下方,所述电池串(2)通过该第一吸附结构(23)水平定位于连杆(22)的下方。
6.根据权利要求5所述的一种汇流条自动化加工及焊接设备,其特征在于:所述驱动单元(24)包括固设于连杆(22)上方的第一连接块(241)、驱动第一连接块(241)沿Y轴位移的第一驱动器(242);其中,第一连接块(241)位于连杆(22)的中部;
还包括固设于连杆(22)上方的第二连接块(243)、驱动第二连接块(243)沿X轴位移的第二驱动器(244);其中,第二连接块(243)与第一连接块(241)间隔设置。
7.根据权利要求6所述的一种汇流条自动化加工及焊接设备,其特征在于:所述第二连接块(243)设有两个,所述第二驱动器(244)设有两个,两第二驱动器(244)分别驱动两第二连接块(243)沿X轴位移;
两所述第二连接块(243)分设于所述第一连接块(241)的两侧,构成经两第二驱动器(244)驱动实现所述连杆(22)在水平方向的转动或沿X轴的位移。
8.根据权利要求7所述的一种汇流条自动化加工及焊接设备,其特征在于:所述电池串提片装置(B)还包括一竖直设置的固定支架(25),该固定支架(25)的下方水平固设有一连接板(26);各所述驱动器均与所述连接板(26)固定连接;
所述连杆(22)连设于所述连接板(26)的下方;所述连接板(26)上对应各连接块的上方开设有对应各连接块位移行程的条状孔(261);
各所述驱动器均通过一导向杆(27)驱动各所述连接块位移;各所述导向杆(27)贯穿各所述条状孔(261),导向杆(27)的上端与各驱动器装配连接,下端与各连接块固定连接。
9.根据权利要求1所述的一种汇流条自动化加工及焊接设备,其特征在于:所述设备还包括用于汇流条(1)焊接的垫板机构;
所述垫板机构包括沿汇流条(1)长度方向设置的垫块结构(31),该垫块结构(31)至少设有一组,当所述垫块结构(31)设有两组及以上时,各组垫块结构(31)沿汇流条长度方向排布成长条状;
所述垫块结构(31)包括至少一个用于承载支撑汇流条的定位块(311)、装配于定位块(311)下方的弹性支撑块(312)。
10.根据权利要求9所述的一种汇流条自动化加工及焊接设备,其特征在于:所述垫块结构(31)还包括一沿汇流条长度方向设置的支撑板(314),该支撑板(314)上开设有与各所述弹性支撑块(312)一一对应的凹槽(317);各所述弹性支撑块(312)定位于各所述凹槽(317)内,各所述定位块(311)对应各所述凹槽(317)设置并向上伸出于凹槽(317)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223251422.5U CN218677180U (zh) | 2022-12-05 | 2022-12-05 | 一种汇流条自动化加工及焊接设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223251422.5U CN218677180U (zh) | 2022-12-05 | 2022-12-05 | 一种汇流条自动化加工及焊接设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218677180U true CN218677180U (zh) | 2023-03-21 |
Family
ID=85548174
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223251422.5U Active CN218677180U (zh) | 2022-12-05 | 2022-12-05 | 一种汇流条自动化加工及焊接设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218677180U (zh) |
-
2022
- 2022-12-05 CN CN202223251422.5U patent/CN218677180U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210010616U (zh) | 一种串焊机 | |
| CN219017724U (zh) | 一种堆叠装置 | |
| CN109759724B (zh) | 自动划片机 | |
| CN113828967A (zh) | 一种电池片串焊系统及串焊工艺 | |
| CN115818313A (zh) | 全自动料卷供料系统及方法 | |
| CN217371527U (zh) | 立式直排数控换刀加工中心 | |
| CN115566108B (zh) | 一种汇流条的制作方法 | |
| CN218677180U (zh) | 一种汇流条自动化加工及焊接设备 | |
| CN211682482U (zh) | 保险杠冲孔及安装雷达支架的一体化工装设备 | |
| CN110323306B (zh) | 一种太阳能电池串焊接汇流条拉取装置 | |
| CN217806966U (zh) | 一种电芯步进搬运装置 | |
| CN217126050U (zh) | 一种自动送料装置 | |
| CN210403755U (zh) | 一种太阳能电池串焊接汇流条拉取装置 | |
| CN218579277U (zh) | 汇流条自动上料装置 | |
| CN115740984A (zh) | 一种汇流条的自动化加工工艺 | |
| CN210649117U (zh) | 一种焊接机构 | |
| CN113437605A (zh) | 一种电子连接器组装方法 | |
| CN113084533A (zh) | 双根同步穿角码机 | |
| CN209792456U (zh) | 一种冲床片料自动送料机 | |
| CN206203382U (zh) | 一种自动化叉子传送拉体 | |
| CN210305272U (zh) | 一种入网机 | |
| CN219338295U (zh) | 平板治具用传送顶升装置 | |
| CN219818260U (zh) | 一种废料折断装置及加工设备 | |
| CN219324964U (zh) | 一种静铁芯先导管装配机构 | |
| CN213856754U (zh) | 一种用于冲压生产的储料装置及自动化上料冲压设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |