CN217738553U - 一种腔体气密性自动测试设备 - Google Patents
一种腔体气密性自动测试设备 Download PDFInfo
- Publication number
- CN217738553U CN217738553U CN202221266508.2U CN202221266508U CN217738553U CN 217738553 U CN217738553 U CN 217738553U CN 202221266508 U CN202221266508 U CN 202221266508U CN 217738553 U CN217738553 U CN 217738553U
- Authority
- CN
- China
- Prior art keywords
- airtight
- cylinder
- material taking
- testing
- axis module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012360 testing method Methods 0.000 title claims abstract description 114
- 238000007599 discharging Methods 0.000 claims abstract description 12
- 238000012546 transfer Methods 0.000 claims abstract description 7
- 238000007664 blowing Methods 0.000 claims description 24
- 238000007789 sealing Methods 0.000 claims description 24
- 238000001514 detection method Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000003340 mental effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000011160 research Methods 0.000 description 1
Images





Landscapes
- Examining Or Testing Airtightness (AREA)
Abstract
本实用新型涉及气密测试技术领域,具体涉及一种腔体气密性自动测试设备,包括机架,输送线,产品治具,取料装置,及测试装置,输送线安装于机架,输送线上设有上料定位装置、及下料定位装置;产品治具在输送线上输送;取料装置包括龙门架、安装于龙门架的取料驱动组件、及安装于取料驱动组件的取料夹持组件;测试装置至少设有一组、并位于输送线的一侧;取料驱动组件能够驱动取料夹持组件活动在上料定位装置、下料定位装置和测试装置之间。本实用新型采用自动化将产品输送抓取,抓取后将产品放入到测试装置,当完成测试后将产品抓取后放入到输送线进行下料,产品治具将产品定位输送,整体自动化程度高,气密测试稳定。
Description
技术领域
本实用新型涉及气密测试技术领域,特别是涉及一种腔体气密性自动测试设备。
背景技术
自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。自动化系统中的大型成套设备,又称自动化装置。是指机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或控制的过程。
气密性检测是用于检测产品内部的气道密封性,现有针对产品的气密性检测大都是通过人工手动配合半自动检测设备进行检测。采用人工半自动检测的设备检测效率较低,不能应用于自动化生产。故可针对产品的气密性检测做全自动设计。
实用新型内容
为解决上述问题,本实用新型提供一种采用自动化将产品输送抓取,抓取后将产品放入到测试装置,测试装置可以设有多组,可同时测试多个产品,当完成测试后将产品抓取后放入到输送线进行下料,产品治具将产品定位输送,整体自动化程度高,气密测试稳定的腔体气密性自动测试设备。
本实用新型所采用的技术方案是:一种腔体气密性自动测试设备,包括机架,输送线,产品治具,取料装置,及测试装置,所述输送线安装于机架,所述输送线上设有上料定位装置、及下料定位装置;所述产品治具在输送线上输送;所述取料装置包括龙门架、安装于龙门架的取料驱动组件、及安装于取料驱动组件的取料夹持组件;所述测试装置至少设有一组、并位于输送线的一侧;所述取料驱动组件能够驱动取料夹持组件活动在上料定位装置、下料定位装置和测试装置之间;所述测试装置包括测试底板、设于测试底板的测试位、安装于测试底板并围设于测试位的第一气密堵头组件、第二气密堵头组件、第三气密堵头组件、及第四气密堵头组件,所述第一气密堵头组件的一侧设有气密吹气组件,所述气密吹气组件朝向测试位。
对上述方案的进一步改进为,所述输送线包括安装于机架且相对设置的两个输送支架、架设于两个输送支架之间的输送辊、连接于输送辊的输送带、及安装于输送支架并与输送辊连接的输送电机。
对上述方案的进一步改进为,所述上料定位装置包括安装于输送支架的上料感应器、及位于上料感应器一侧的上料定位座,所述上料定位座用于产品治具定位;所述下料定位装置包括安装于输送支架的下料感应器、及位于下料感应器一侧的下料定位座,所述下料定位座用于产品治具定位。
对上述方案的进一步改进为,所述龙门架设有两组、且分别安装在机架的两侧;所述取料驱动组件包括安装于龙门架的Y轴模组、能够跟随Y轴模组移动的X轴模组、及能够跟随X轴模组移动的Z轴模组,所述Y轴模组、X轴模组和Z轴模组均为线性模组。
对上述方案的进一步改进为,所述取料夹持组件包括升降导向架、连接于升降导向架的升降安装板、安装于升降安装板的取料夹持气缸、及连接于取料夹持气缸的取料夹爪,所述升降安装板连接于Z轴模组、且跟随Z轴模组移动。
对上述方案的进一步改进为,所述取料夹爪包括取料夹板、及连接于取料夹板的取料勾爪;所述取料夹板设有取料导轨,所述取料导轨安装于升降安装板。
对上述方案的进一步改进为,所述第一气密堵头组件包括第一气密堵头推进气缸、及连接于第一气密堵头推进气缸的第一堵头元件,所述第一气密堵头推进气缸一侧安装有第一托板推进气缸、连接于第一托板推进气缸的第一托板顶升气缸、及连接于第一托板顶升气缸的第一托板密封板。
对上述方案的进一步改进为,所述第二气密堵头组件包括第一侧面气密推进气缸、连接于第一侧面气密推进气缸的第一侧面密封板、位于第一侧面气密推进气缸一侧的第一端面气密推进气缸、及连接于第一端面气密推进气缸的第一端面密封板。
对上述方案的进一步改进为,所述第三气密堵头组件包括第二气密堵头推进气缸、及连接于第二气密堵头推进气缸的第二堵头元件;所述第四气密堵头组件包括第二侧面气密推进气缸、连接于第二侧面气密推进气缸的第二侧面密封板、位于第二侧面气密推进气缸下方的第一底面气密推进气缸、连接于第一底面气密推进气缸的第一底面顶升气缸、及连接于第一底面顶升气缸的第一底面密封板。
对上述方案的进一步改进为,所述气密吹气组件包括吹气驱动气缸、及连接于吹气驱动气缸的进气连接头。
本实用新型的有益效果是:
相比传统的气密检测设备,本实用新型采用自动化将产品输送抓取,抓取后将产品放入到测试装置,测试装置可以设有多组,可同时测试多个产品,当完成测试后将产品抓取后放入到输送线进行下料,产品治具将产品定位输送,整体自动化程度高,气密测试稳定。具体是,设置了机架,输送线,产品治具,取料装置,及测试装置,所述输送线安装于机架,所述输送线上设有上料定位装置、及下料定位装置;所述产品治具在输送线上输送;所述取料装置包括龙门架、安装于龙门架的取料驱动组件、及安装于取料驱动组件的取料夹持组件;所述测试装置至少设有一组、并位于输送线的一侧;所述取料驱动组件能够驱动取料夹持组件活动在上料定位装置、下料定位装置和测试装置之间;所述测试装置包括测试底板、设于测试底板的测试位、安装于测试底板并围设于测试位的第一气密堵头组件、第二气密堵头组件、第三气密堵头组件、及第四气密堵头组件,所述第一气密堵头组件的一侧设有气密吹气组件,所述气密吹气组件朝向测试位。将产品放入到测试位,测试位将产品固定,固定后通过多个密封堵头组件用于对产品的多个面进行密封,同时也通过气密吹气组件对产品的腔体内吹气,以便进行气密测试,测试方便,结构可靠。
附图说明
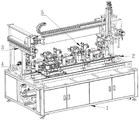
图1为本实用新型腔体气密性自动测试设备的立体示意图;
图2为图1中腔体气密性自动测试设备另一视角的立体示意图;
图3为图1中腔体气密性自动测试设备的输送线的立体示意图;
图4为图1中腔体气密性自动测试设备的取料装置的立体示意图;
图5为图1中腔体气密性自动测试设备的取料夹持组件的立体示意图;
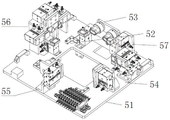
图6为图1中腔体气密性自动测试设备的测试装置的立体示意图;
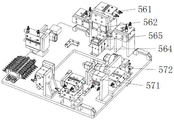
图7为图1中腔体气密性自动测试设备的测试装置另一视角的立体示意图;
图8为图1中腔体气密性自动测试设备的测试装置另一视角的立体示意图。
附图标记说明:机架1、输送线2、上料定位装置21、上料感应器211、上料定位座212、下料定位装置22、下料感应器221、下料定位座222、输送支架23、输送辊24、输送带25、输送电机26、取料装置3、龙门架31、取料驱动组件32、Y轴模组321、X轴模组322、Z轴模组323、取料夹持组件33、升降导向架331、升降安装板332、取料夹持气缸333、取料夹爪334、取料夹板334a、取料勾爪334b、取料导轨334c、产品治具4、测试装置5、测试底板51、测试位52、第一气密堵头组件53、第一气密堵头推进气缸531、第一堵头元件532、第一托板推进气缸533、第一托板顶升气缸534、第一托板密封板535、第二气密堵头组件54、第一侧面气密推进气缸541、第一侧面密封板542、第一端面气密推进气缸543、第一端面密封板544、第三气密堵头组件55、第二气密堵头推进气缸551、第二堵头元件552、第四气密堵头组件56、第二侧面气密推进气缸561、第二侧面密封板562、第一底面气密推进气缸563、第一底面顶升气缸564、第一底面密封板565、气密吹气组件57、吹气驱动气缸571、进气连接头572。
具体实施方式
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
如图1~图8所示,一种腔体气密性自动测试设备,设置了机架1,输送线2,产品治具4,取料装置3,及测试装置5,所述输送线2安装于机架1,所述输送线2上设有上料定位装置21、及下料定位装置22;所述产品治具4在输送线2上输送;所述取料装置3包括龙门架31、安装于龙门架31的取料驱动组件32、及安装于取料驱动组件32的取料夹持组件33;所述测试装置5至少设有一组、并位于输送线2的一侧;所述取料驱动组件32能够驱动取料夹持组件33活动在上料定位装置21、下料定位装置22和测试装置5之间;所述测试装置5包括测试底板51、设于测试底板51的测试位52、安装于测试底板51并围设于测试位52的第一气密堵头组件53、第二气密堵头组件54、第三气密堵头组件55、及第四气密堵头组件56,所述第一气密堵头组件53的一侧设有气密吹气组件57,所述气密吹气组件57朝向测试位52。
参阅图3所示,输送线2包括安装于机架1且相对设置的两个输送支架23、架设于两个输送支架23之间的输送辊24、连接于输送辊24的输送带25、及安装于输送支架23并与输送辊24连接的输送电机26,通过输送电机26驱动输送辊24带动输送带25实现输送,以带动产品治具4运输。
上料定位装置21包括安装于输送支架23的上料感应器211、及位于上料感应器211一侧的上料定位座212,所述上料定位座212用于产品治具4定位;所述下料定位装置22包括安装于输送支架23的下料感应器221、及位于下料感应器221一侧的下料定位座222,所述下料定位座222用于产品治具4定位,通过感应器感应到产品治具4到位,到位后通过定位座用于产品治具4进行定位,方便取料和放料。
参阅图4所示,龙门架31设有两组、且分别安装在机架1的两侧;所述取料驱动组件32包括安装于龙门架31的Y轴模组321、能够跟随Y轴模组321移动的X轴模组322、及能够跟随X轴模组322移动的Z轴模组323,所述Y轴模组321、X轴模组322和Z轴模组323均为线性模组,进一步改进为,所述取料夹持组件33包括升降导向架331、连接于升降导向架331的升降安装板332、安装于升降安装板332的取料夹持气缸333、及连接于取料夹持气缸333的取料夹爪334,所述升降安装板332连接于Z轴模组323、且跟随Z轴模组323移动,采用了XYZ三轴模组配合形成的传动结构,在取料过程中,通过取料夹持气缸333驱动取料夹爪334将产品抓取,将产品抓取放置到测试装置5。
参阅图5所示,取料夹爪334包括取料夹板334a、及连接于取料夹板334a的取料勾爪334b;所述取料夹板334a设有取料导轨334c,所述取料导轨334c安装于升降安装板332,设置取料勾爪334b用于将产品抓取固定,而且设置取料导轨334c配合取料夹板334a移动,在移动过程中稳定性更好,精度更高。
参阅图6~图8所示,第一气密堵头组件53包括第一气密堵头推进气缸531、及连接于第一气密堵头推进气缸531的第一堵头元件532,所述第一气密堵头推进气缸531一侧安装有第一托板推进气缸533、连接于第一托板推进气缸533的第一托板顶升气缸534、及连接于第一托板顶升气缸534的第一托板密封板535,所述第二气密堵头组件54包括第一侧面气密推进气缸541、连接于第一侧面气密推进气缸541的第一侧面密封板542、位于第一侧面气密推进气缸541一侧的第一端面气密推进气缸543、及连接于第一端面气密推进气缸543的第一端面密封板544,进一步改进为,第三气密堵头组件55包括第二气密堵头推进气缸551、及连接于第二气密堵头推进气缸551的第二堵头元件552;所述第四气密堵头组件56包括第二侧面气密推进气缸561、连接于第二侧面气密推进气缸561的第二侧面密封板562、位于第二侧面气密推进气缸561下方的第一底面气密推进气缸563、连接于第一底面气密推进气缸563的第一底面顶升气缸564、及连接于第一底面顶升气缸564的第一底面密封板565;采用多个结构分别用于产品的各个面和相应的接口进行密封,结构密封系数高。
气密吹气组件57包括吹气驱动气缸571、及连接于吹气驱动气缸571的进气连接头572,通过吹气驱动气缸571驱动进气连接头572连接到产品的进气接口,方便对产品进行充气检测结构的气密性。
本实用新型采用自动化将产品输送抓取,抓取后将产品放入到测试装置5,测试装置5可以设有多组,可同时测试多个产品,当完成测试后将产品抓取后放入到输送线2进行下料,产品治具4将产品定位输送,整体自动化程度高,气密测试稳定。具体是,设置了机架1,输送线2,产品治具4,取料装置3,及测试装置5,所述输送线2安装于机架1,所述输送线2上设有上料定位装置21、及下料定位装置22;所述产品治具4在输送线2上输送;所述取料装置3包括龙门架31、安装于龙门架31的取料驱动组件32、及安装于取料驱动组件32的取料夹持组件33;所述测试装置5至少设有一组、并位于输送线2的一侧;所述取料驱动组件32能够驱动取料夹持组件33活动在上料定位装置21、下料定位装置22和测试装置5之间;所述测试装置5包括测试底板51、设于测试底板51的测试位52、安装于测试底板51并围设于测试位52的第一气密堵头组件53、第二气密堵头组件54、第三气密堵头组件55、及第四气密堵头组件56,所述第一气密堵头组件53的一侧设有气密吹气组件57,所述气密吹气组件57朝向测试位52。将产品放入到测试位52,测试位52将产品固定,固定后通过多个密封堵头组件用于对产品的多个面进行密封,同时也通过气密吹气组件57对产品的腔体内吹气,以便进行气密测试,测试方便,结构可靠。
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
Claims (10)
1.一种腔体气密性自动测试设备,其特征在于:包括
机架,
输送线,所述输送线安装于机架,所述输送线上设有上料定位装置、及下料定位装置;
产品治具,所述产品治具在输送线上输送;
取料装置,所述取料装置包括龙门架、安装于龙门架的取料驱动组件、及安装于取料驱动组件的取料夹持组件;
测试装置,所述测试装置至少设有一组、并位于输送线的一侧;所述取料驱动组件能够驱动取料夹持组件活动在上料定位装置、下料定位装置和测试装置之间;所述测试装置包括测试底板、设于测试底板的测试位、安装于测试底板并围设于测试位的第一气密堵头组件、第二气密堵头组件、第三气密堵头组件、及第四气密堵头组件,所述第一气密堵头组件的一侧设有气密吹气组件,所述气密吹气组件朝向测试位。
2.根据权利要求1所述的腔体气密性自动测试设备,其特征在于:所述输送线包括安装于机架且相对设置的两个输送支架、架设于两个输送支架之间的输送辊、连接于输送辊的输送带、及安装于输送支架并与输送辊连接的输送电机。
3.根据权利要求2所述的腔体气密性自动测试设备,其特征在于:所述上料定位装置包括安装于输送支架的上料感应器、及位于上料感应器一侧的上料定位座,所述上料定位座用于产品治具定位;所述下料定位装置包括安装于输送支架的下料感应器、及位于下料感应器一侧的下料定位座,所述下料定位座用于产品治具定位。
4.根据权利要求1所述的腔体气密性自动测试设备,其特征在于:所述龙门架设有两组、且分别安装在机架的两侧;所述取料驱动组件包括安装于龙门架的Y轴模组、能够跟随Y轴模组移动的X轴模组、及能够跟随X轴模组移动的Z轴模组,所述Y轴模组、X轴模组和Z轴模组均为线性模组。
5.根据权利要求4所述的腔体气密性自动测试设备,其特征在于:所述取料夹持组件包括升降导向架、连接于升降导向架的升降安装板、安装于升降安装板的取料夹持气缸、及连接于取料夹持气缸的取料夹爪,所述升降安装板连接于Z轴模组、且跟随Z轴模组移动。
6.根据权利要求5所述的腔体气密性自动测试设备,其特征在于:所述取料夹爪包括取料夹板、及连接于取料夹板的取料勾爪;所述取料夹板设有取料导轨,所述取料导轨安装于升降安装板。
7.根据权利要求1所述的腔体气密性自动测试设备,其特征在于:所述第一气密堵头组件包括第一气密堵头推进气缸、及连接于第一气密堵头推进气缸的第一堵头元件,所述第一气密堵头推进气缸一侧安装有第一托板推进气缸、连接于第一托板推进气缸的第一托板顶升气缸、及连接于第一托板顶升气缸的第一托板密封板。
8.根据权利要求7所述的腔体气密性自动测试设备,其特征在于:所述第二气密堵头组件包括第一侧面气密推进气缸、连接于第一侧面气密推进气缸的第一侧面密封板、位于第一侧面气密推进气缸一侧的第一端面气密推进气缸、及连接于第一端面气密推进气缸的第一端面密封板。
9.根据权利要求8所述的腔体气密性自动测试设备,其特征在于:所述第三气密堵头组件包括第二气密堵头推进气缸、及连接于第二气密堵头推进气缸的第二堵头元件;所述第四气密堵头组件包括第二侧面气密推进气缸、连接于第二侧面气密推进气缸的第二侧面密封板、位于第二侧面气密推进气缸下方的第一底面气密推进气缸、连接于第一底面气密推进气缸的第一底面顶升气缸、及连接于第一底面顶升气缸的第一底面密封板。
10.根据权利要求9所述的腔体气密性自动测试设备,其特征在于:所述气密吹气组件包括吹气驱动气缸、及连接于吹气驱动气缸的进气连接头。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221266508.2U CN217738553U (zh) | 2022-05-24 | 2022-05-24 | 一种腔体气密性自动测试设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221266508.2U CN217738553U (zh) | 2022-05-24 | 2022-05-24 | 一种腔体气密性自动测试设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217738553U true CN217738553U (zh) | 2022-11-04 |
Family
ID=83838234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221266508.2U Active CN217738553U (zh) | 2022-05-24 | 2022-05-24 | 一种腔体气密性自动测试设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217738553U (zh) |
-
2022
- 2022-05-24 CN CN202221266508.2U patent/CN217738553U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113058880B (zh) | 一种电源弹片检测设备 | |
| CN112108872B (zh) | 一种机壳磁瓦组装设备及方法 | |
| CN110304453A (zh) | 带夹隔纸功能的放板机 | |
| CN117583787B (zh) | 一种锂电池Pack极片焊接装置 | |
| CN217738553U (zh) | 一种腔体气密性自动测试设备 | |
| CN209113086U (zh) | 双工位芯片自动上下料装置 | |
| CN214040498U (zh) | 一种气密性自动检测设备 | |
| CN211219483U (zh) | 一种基板定位设备 | |
| CN114964629A (zh) | 一种腔体气密性自动测试设备 | |
| CN215314011U (zh) | 手机自动化在线老化设备 | |
| CN215363191U (zh) | 一种电池片定位装置 | |
| CN113305569B (zh) | 一种电源风扇组装设备 | |
| CN215509909U (zh) | 马达牙箱座组装设备 | |
| CN212503286U (zh) | 一种双向流水线自动贴棉设备 | |
| CN210604410U (zh) | 人工智能自动视觉检外观装置 | |
| CN210971648U (zh) | 一种电源全自动插装设备 | |
| CN210914380U (zh) | 一种物料送件装置 | |
| CN110480334B (zh) | 一种电动汽车充电桩智能装备生产线 | |
| CN209783824U (zh) | 一种气密性检测设备 | |
| CN217878949U (zh) | 一种显示屏用外观全自动检测设备 | |
| CN111390955A (zh) | 一种导杆隔板一体夹具及其夹持工件的方法 | |
| CN215354793U (zh) | 一种电源弹片检测设备 | |
| CN110589047A (zh) | 一种电源全自动插装设备 | |
| CN110561067A (zh) | 一种基板定位设备 | |
| CN220596195U (zh) | 一种产品检测设备批量上料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: Room 103, Building 12, No. 6 East Second Lane, Xiegang Square Middle Road, Xiegang Town, Dongguan City, Guangdong Province, 523000 Patentee after: Guanjia Technology Co.,Ltd. Country or region after: China Address before: No.7 Putian Road, puLong Industrial Zone, Puxin lake, Tangxia Town, Dongguan City, Guangdong Province Patentee before: DONGGUAN GUAN JIA ELECTRONIC EQUIPMENT Co.,Ltd. Country or region before: China |
|
| CP03 | Change of name, title or address |