CN217551305U - 一种led铝基覆铜板剪板机的上料机构 - Google Patents
一种led铝基覆铜板剪板机的上料机构 Download PDFInfo
- Publication number
- CN217551305U CN217551305U CN202221212353.4U CN202221212353U CN217551305U CN 217551305 U CN217551305 U CN 217551305U CN 202221212353 U CN202221212353 U CN 202221212353U CN 217551305 U CN217551305 U CN 217551305U
- Authority
- CN
- China
- Prior art keywords
- clad plate
- based copper
- led
- led aluminum
- copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Sheets, Magazines, And Separation Thereof (AREA)
Abstract
本实用新型公开了一种LED铝基覆铜板剪板机的上料机构,包括置物台、LED铝基覆铜板剪板机输送带、X轴滑台、平板、升降装置、第一气缸、真空吸盘、真空发生器、高压吹气嘴、高压气泵;高压吹气嘴前端向下倾斜且当升降装置带动平板靠近置物台上的LED铝基覆铜板直到高压吹气嘴前端对着最顶层与次顶层LED铝基覆铜板之间的侧边时升降装置停止向下运动,且此时第一气缸的顶杆完全顶出时真空吸盘与最顶层的LED铝基覆铜板相接触。本实用新型通过真空吸盘在抓取最顶层的LED铝基覆铜板时先通过高压吹气嘴对最顶层和次顶层的LED铝基覆铜板进气吹气使其分离,保证了真空吸盘每次只抓取一块LED铝基覆铜板输送至LED铝基覆铜板剪板机输送带,保证了上料的稳定性。
Description
技术领域
本实用新型涉及LED铝基覆铜板加工设备技术领域,特别是一种LED铝基覆铜板剪板机的上料机构。
背景技术
铝基线路板因其导热性能良好而应用领域甚广,其中,LED灯珠直接贴在铝基线路板上即可快速散热,从而提高LED灯珠的亮度和寿命,因而尤其广泛应用于LED照明行业。
目前,铝基覆铜板裁切机在生产中对铝基覆铜板进行加工时,需要将层层堆叠的铝基覆铜板通过抓取装置一块一块地放置到铝基覆铜板剪板机的传送带上,进而通过铝基覆铜板剪板机对铝基覆铜板进行裁切。现有的抓取装置一般为真空吸盘装置,通过真空吸盘吸取最顶层的铝基覆铜板,然而,由于铝基覆铜板平整度较高,通常会存在两层或两层以上的铝基覆铜板会吸附在一起,真空吸盘在抓取最顶层的铝基覆铜板时往往会带着多层铝基覆铜板一起并输送至铝基覆铜板剪板机的传送带上,进而在剪板时造成剪板不合预定的尺寸;另外,还有一种情况,真空吸盘抓取多层铝基覆铜板后在运输至铝基覆铜板剪板机的传送带的过程中下层的铝基覆铜板由于自重会脱落,容易损坏脱落的铝基覆铜板。
发明内容
本实用新型的目的是要解决现有技术中存在的不足,提供一种LED铝基覆铜板剪板机的上料机构,保证每次只抓取一块LED铝基覆铜板输送至LED铝基覆铜板剪板机输送带。
为达到上述目的,本实用新型是按照以下技术方案实施的:
一种LED铝基覆铜板剪板机的上料机构,包括用于放置LED铝基覆铜板的置物台,置物台一侧设有用于输送LED铝基覆铜板的LED铝基覆铜板剪板机输送带,所述置物台正上方设有X轴滑台,所述X轴滑台下方设有平板,X轴滑台的滑块下端面与平板上端面之间连接有升降装置,贯穿所述平板垂直固定有若干第一气缸,每个所述第一气缸的顶杆末端固定连接有真空吸盘,真空吸盘顶端一侧通过气管连接真空发生器;所述平板四个角处下方外侧分别通过支架固定有高压吹气嘴,高压吹气嘴后端通过气管连接高压气泵;所述高压吹气嘴前端向下倾斜且当升降装置带动平板靠近置物台上的LED铝基覆铜板直到高压吹气嘴前端对着最顶层与次顶层LED铝基覆铜板之间的侧边时升降装置停止向下运动,且此时第一气缸的顶杆完全顶出时真空吸盘与最顶层的LED铝基覆铜板相接触。
进一步地,所述升降装置包括固定在X轴滑台的滑块底部的箱体,所述箱体中心竖直固定有第二气缸,第二气缸的顶杆端部贯穿箱体底部开设的通孔。
进一步地,所述平板下端面中心内固定有距离传感器,所述箱体一侧上固定有控制面板,所述控制面板与距离传感器、X轴滑台、第一气缸、升降装置、真空发生器和高压气泵相连,控制面板用于控制升降装置带动平板靠近置物台上的LED铝基覆铜板,到达设定的距离即高压吹气嘴前端位于最顶层与次顶层LED铝基覆铜板之间的侧边时控制升降装置停止向下运动同时控制高压气泵向高压吹气嘴吹气,进而控制第一气缸的顶杆完全顶出至真空吸盘与最顶层的LED铝基覆铜板相接触,同时控制真空发生器对真空吸盘抽真空从而吸附住最顶层的LED铝基覆铜板;控制面板依次控制第一气缸的顶杆缩回、升降装置上升以将最顶层的LED铝基覆铜板抓起,再控制X轴滑台移动到LED铝基覆铜板剪板机输送带正上方后停止真空发生器抽真空。
进一步地,所述第二气缸两侧设有导向管,所述导向管底竖直固定在箱体底部开设的通孔内,所述导向管中设有导向柱,所述导向柱末端垂直固定在平板上端面,导向柱顶端设有限位环。
优选地,所述高压吹气嘴与置物台的夹角为5-10度。
与现有技术相比,本实用新型通过真空吸盘在抓取最顶层的LED铝基覆铜板时先通过高压吹气嘴对最顶层和次顶层的LED铝基覆铜板进气吹气使其分离,保证了真空吸盘每次只抓取一块LED铝基覆铜板输送至LED铝基覆铜板剪板机输送带,保证了上料的稳定性。
附图说明
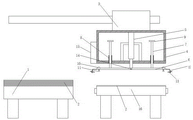
图1为本实用新型的结构示意图。
图2为本实用新型的工作状态一。
图3为本实用新型的工作状态二。
图4为本实用新型的工作状态三。
图5为图1的A处放大图。
具体实施方式
为使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本实用新型进行进一步的详细说明。此处所描述的具体实施例仅用于解释本实用新型,并不用于限定实用新型。
实施例 1
如图1所示,本实施例提供了一种LED铝基覆铜板剪板机的上料机构,包括用于放置LED铝基覆铜板的置物台1,置物台1上事先放置有多层堆叠的铝基覆铜板2,置物台1一侧设有用于输送LED铝基覆铜板2的LED铝基覆铜板剪板机输送带16,所述置物台1正上方设有X轴滑台3,为了便于控制,X轴滑台3的滑块带动平板移动到如图1所示的平板6的中心正对置物台1的中心时为X轴滑台3的最小行程,当X轴滑台3的滑块带动平板5移动到如图4所示的平板6的中心正对LED铝基覆铜板剪板机输送带16的中心时为X轴滑台3的最大行程,所述X轴滑台3下方设有平板6,X轴滑台3的滑块下端面与平板6上端面之间连接有升降装置,升降装置的作用是为了驱动下方的平板6竖直向上和向下进行往复运动,具体地,如图1、图2所示,升降装置包括固定在X轴滑台3的滑块底部的箱体4,所述箱体4中心竖直固定有第二气缸5,第二气缸5的顶杆端部贯穿箱体4底部开设的通孔;贯穿所述平板6垂直固定有若干第一气缸10,较佳地,在平板6的每条边上安装二至三个第一气缸10,每个所述第一气缸10的顶杆末端固定连接有真空吸盘11,真空吸盘11顶端一侧通过气管连接真空发生器(图中未画出),真空发生器可以直接在市面上购买来使用,在吸取LED铝基覆铜板时对真空吸盘11内抽真空,当LED铝基覆铜板输送至LED铝基覆铜板剪板机输送带16上方时停止抽真空,LED铝基覆铜板即可落到LED铝基覆铜板剪板机输送带16上;所述平板6四个角处下方外侧分别通过支架12固定有高压吹气嘴13,高压吹气嘴13后端通过气管连接高压气泵(图中未画出),所述高压吹气嘴13与置物台2的夹角一般设置为5-10度,较佳地,如图5所示,本实施例中夹角设置为8度,能够更好地使最顶层和次顶层的LED铝基覆铜板2分层;高压气泵用于对高压吹气嘴13提供高压气流;所述高压吹气嘴13前端向下倾斜且当升降装置带动平板6靠近置物台1上的LED铝基覆铜板2直到高压吹气嘴13前端对着最顶层与次顶层LED铝基覆铜板2之间的侧边时升降装置停止向下运动,且此时第一气缸10的顶杆完全顶出时真空吸盘11与最顶层的LED铝基覆铜板2相接触,高压吹气嘴13目的是先使最顶层与次顶层LED铝基覆铜板2分离,保证了真空吸盘11每次只抓取一块LED铝基覆铜板。
在第二气缸10带动平板上下往复运动的过程中,为了保证平板6升降的稳定性,所述第二气缸10两侧设有导向管8,所述导向管8底竖直固定在箱体4底部开设的通孔内,所述导向管8中设有导向柱7,所述导向柱7末端垂直固定在平板6上端面,为了限制第二气缸5顶杆顶出的最大行程,导向柱7顶端设有限位环9。
使用本实施例进行上料时,具体过程如下:
步骤一、参照图1、图2,首先工人将LED铝基覆铜板2整齐地堆叠在置物台1上;
步骤二、开启X轴滑台3,带动平板6中心移动到置物台1的正上方,开启第二气缸5使其驱动平板6向下运动直到高压吹气嘴13前端对着最顶层与次顶层LED铝基覆铜板2之间的侧边时升降装置停止,开启高压气泵,通过高压气嘴向最顶层与次顶层LED铝基覆铜板2之间的侧边吹出高压气流使最顶层与次顶层LED铝基覆铜板2分层,开启真空发生器使其对真空吸盘11抽真空,然后开启第一气缸10,第一气缸10的顶杆顶出带动真空吸盘11抵到最顶层的LED铝基覆铜板2上端面完成最顶层的LED铝基覆铜板2的吸取;
步骤三、继续参照图3、图4,第一气缸10的顶杆缩回将最顶层的LED铝基覆铜板2抓起,然后第二气缸5的顶杆缩回继续将平板6和其下方吸取的LED铝基覆铜板2提升;然后开启X轴滑台3,带动平板6中心移动到LED铝基覆铜板剪板机输送带16正上方,关闭真空发生器,LED铝基覆铜板落到LED铝基覆铜板剪板机输送带16上;
重复步骤二至步骤三,即可将LED铝基覆铜板2每次一块输送至LED铝基覆铜板剪板机输送带16上。
实施例 2
作为上述实施例的一种改进方案,所述平板6下端面中心内固定有距离传感器14,所述箱体4一侧上固定有控制面板15,所述控制面板15与距离传感器14、X轴滑台3、第一气缸10、第二气缸5、真空发生器和高压气泵相连,通过控制面板15集中控制,已实现自动化上料,具体地:控制面板15向X轴滑台3发送指令,带动平板6中心移动到置物台1的正上方,此时,控制面板15开启第二气缸5使其驱动平板6向下运动直到高压吹气嘴13前端对着最顶层与次顶层LED铝基覆铜板2之间的侧边时升降装置停止,进而控制面板15控制高压气泵开启,通过高压气嘴向最顶层与次顶层LED铝基覆铜板2之间的侧边吹出高压气流使最顶层与次顶层LED铝基覆铜板2分层,控制面板15开启真空发生器使其对真空吸盘11抽真空,然后控制面板15开启第一气缸10,第一气缸10的顶杆顶出带动真空吸盘11抵到最顶层的LED铝基覆铜板2上端面完成最顶层的LED铝基覆铜板2的吸取;
第一气缸10的顶杆缩回将最顶层的LED铝基覆铜板2抓起,然后控制面板15控制第二气缸5的顶杆缩回继续将平板6和其下方吸取的LED铝基覆铜板2提升;然后控制面板15开启X轴滑台3,带动平板6中心移动到LED铝基覆铜板剪板机输送带16正上方,控制面板15关闭真空发生器,LED铝基覆铜板落到LED铝基覆铜板剪板机输送带16上;
重复上述步骤,即可自动实现将LED铝基覆铜板2每次一块输送至LED铝基覆铜板剪板机输送带16上。
本实用新型的技术方案不限于上述具体实施例的限制,凡是根据本实用新型的技术方案做出的技术变形,均落入本实用新型的保护范围之内。
Claims (5)
1.一种LED铝基覆铜板剪板机的上料机构,包括用于放置LED铝基覆铜板的置物台,置物台一侧设有用于输送LED铝基覆铜板的LED铝基覆铜板剪板机输送带,其特征在于:所述置物台正上方设有X轴滑台,所述X轴滑台下方设有平板,X轴滑台的滑块下端面与平板上端面之间连接有升降装置,贯穿所述平板垂直固定有若干第一气缸,每个所述第一气缸的顶杆末端固定连接有真空吸盘,真空吸盘顶端一侧通过气管连接真空发生器;所述平板四个角处下方外侧分别通过支架固定有高压吹气嘴,高压吹气嘴后端通过气管连接高压气泵;所述高压吹气嘴前端向下倾斜且当升降装置带动平板靠近置物台上的LED铝基覆铜板直到高压吹气嘴前端对着最顶层与次顶层LED铝基覆铜板之间的侧边时升降装置停止向下运动,且此时第一气缸的顶杆完全顶出时真空吸盘与最顶层的LED铝基覆铜板相接触。
2.根据权利要求1所述的LED铝基覆铜板剪板机的上料机构,其特征在于:所述升降装置包括固定在X轴滑台的滑块底部的箱体,所述箱体中心竖直固定有第二气缸,第二气缸的顶杆端部贯穿箱体底部开设的通孔。
3.根据权利要求2所述的LED铝基覆铜板剪板机的上料机构,其特征在于:所述平板下端面中心内固定有距离传感器,所述箱体一侧上固定有控制面板,所述控制面板与距离传感器、X轴滑台、第一气缸、升降装置、真空发生器和高压气泵相连,控制面板用于控制升降装置带动平板靠近置物台上的LED铝基覆铜板,到达设定的距离即高压吹气嘴前端位于最顶层与次顶层LED铝基覆铜板之间的侧边时控制升降装置停止向下运动同时控制高压气泵向高压吹气嘴吹气,进而控制第一气缸的顶杆完全顶出至真空吸盘与最顶层的LED铝基覆铜板相接触,同时控制真空发生器对真空吸盘抽真空从而吸附住最顶层的LED铝基覆铜板;控制面板依次控制第一气缸的顶杆缩回、升降装置上升以将最顶层的LED铝基覆铜板抓起,再控制X轴滑台移动到LED铝基覆铜板剪板机输送带正上方后停止真空发生器抽真空。
4.根据权利要求2所述的LED铝基覆铜板剪板机的上料机构,其特征在于:所述第二气缸两侧设有导向管,所述导向管底竖直固定在箱体底部开设的通孔内,所述导向管中设有导向柱,所述导向柱末端垂直固定在平板上端面,导向柱顶端设有限位环。
5.根据权利要求1所述的LED铝基覆铜板剪板机的上料机构,其特征在于:所述高压吹气嘴与置物台的夹角为5-10度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221212353.4U CN217551305U (zh) | 2022-05-20 | 2022-05-20 | 一种led铝基覆铜板剪板机的上料机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221212353.4U CN217551305U (zh) | 2022-05-20 | 2022-05-20 | 一种led铝基覆铜板剪板机的上料机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217551305U true CN217551305U (zh) | 2022-10-11 |
Family
ID=83498640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221212353.4U Active CN217551305U (zh) | 2022-05-20 | 2022-05-20 | 一种led铝基覆铜板剪板机的上料机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217551305U (zh) |
-
2022
- 2022-05-20 CN CN202221212353.4U patent/CN217551305U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113996941A (zh) | 一种用于手机冲压结构件的镭雕设备 | |
| CN111532799A (zh) | 一种底部吸盘分张机 | |
| CN105128141B (zh) | 全自动制瓦机 | |
| CN211309118U (zh) | 一种应用于瓷砖包装机上的送纸机构 | |
| CN217551305U (zh) | 一种led铝基覆铜板剪板机的上料机构 | |
| CN105460603A (zh) | 一种用于加工法兰端板数控车床的上下料装置 | |
| CN213504825U (zh) | 一种坯板往复式吸盘装置 | |
| CN113182408B (zh) | 一种小型扳边机及其工作方法 | |
| CN114871498A (zh) | 一种led铝基覆铜板剪板机的上料机构 | |
| CN108787919A (zh) | 片材多工序冲床冲压自动传输装置 | |
| CN117483543A (zh) | 一种多工位的板材液压冲孔机上料机构 | |
| CN207943228U (zh) | 一种装填流水线设备 | |
| CN211687341U (zh) | 一种高效率的大尺寸铝板搬运装置 | |
| CN112938457B (zh) | 一种自动上下料的烟盒纸板烫金机 | |
| CN114873239A (zh) | 一种自动上板机和自动上板方法 | |
| CN211489712U (zh) | 一种自动钻孔机 | |
| CN208648242U (zh) | 一种吸盘自动送料装置 | |
| CN116588437B (zh) | 一种自动装箱机 | |
| CN111731867A (zh) | 一种板条全自动码垛线 | |
| CN211490653U (zh) | 一种自动钻孔机的上料机构 | |
| CN214526768U (zh) | 板材自动上下料平台 | |
| CN213499732U (zh) | 一种板材送料装置 | |
| CN117023212A (zh) | 说明书单页分离装置 | |
| CN216710895U (zh) | 一种吸料装置 | |
| CN220011371U (zh) | 一种拆垛结构及拆垛机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |