CN217121456U - 电池极柱冲压成型装置 - Google Patents
电池极柱冲压成型装置 Download PDFInfo
- Publication number
- CN217121456U CN217121456U CN202123256507.8U CN202123256507U CN217121456U CN 217121456 U CN217121456 U CN 217121456U CN 202123256507 U CN202123256507 U CN 202123256507U CN 217121456 U CN217121456 U CN 217121456U
- Authority
- CN
- China
- Prior art keywords
- blanking
- terminal
- punching
- reaming
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Connection Of Batteries Or Terminals (AREA)
Abstract
本实用新型属于五金件冲压设备技术领域,尤其涉及一种电池极柱冲压成型装置,包括模架和模芯机构,模芯机构包括下模仁、冲孔组件、压合成型组件和下料组件,压合成型组件包括多组沿金属型材移动方向依次设置的冲压模仁,冲压模仁包括挤压端子和成型块,挤压端子能够挤压待压合区域的型材至引导槽的两侧形变呈预设形状,引导槽的内壁设置有用于引导电池极柱的卡槽成型的台阶机构,所有台阶机构的拐角弧度沿金属型材的输送方向逐渐降低。将传统电池极柱冲压设备中的一次冲压分段式设计成多个弧度逐渐减小至预设数值的冲压结构,有效的提高电池极柱成型后的结构稳定性,进而降低电池极柱的尺寸误差,满足尺寸较小的高精度电池极柱生产条件。
Description
技术领域
本实用新型属于五金件冲压设备技术领域,尤其涉及一种电池极柱冲压成型装置。
背景技术
电池极柱是一种一端直接与汇流排连接,另一端或与外部导体连接(在这种情况下亦称端子),或与电池组中相邻的单体电池的一极连接的部件。
初加工成型的电池极柱包括底板和连接套,底板设置在连接套的其中一开口侧,现有技术中的底板和连接套一体成型,由金属料带经冲压模具冲裁压合一体成型,然而在尺寸较小,冲裁精度要求较高的电池极柱加工时,传统的电池极柱大多采用CNC机床切削成型,制作速度慢,效率低,电池极柱的生产效率低,不利于企业发展。
实用新型内容
本实用新型的目的在于提供一种电池极柱冲压成型装置,旨在解决现有技术中的电池极柱大多采用CNC机床切削成型,制作速度慢,效率低,电池极柱的生产效率低,不利于企业发展的技术问题。
为实现上述目的,本实用新型实施例提供的一种电池极柱冲压成型装置,包括模架和模芯机构,所述模架包括上模和下模,所述上模和所述下模能够相互靠近实现合模;所述模芯机构包括下模仁、冲孔组件、压合成型组件和下料组件,所述下模仁固定在所述下模上,所述冲孔组件、所述压合成型组件和所述下料组件沿金属型材移动方向依次设置在所述上模上,当所述上模和所述下模合模时,所述冲孔组件、所述压合成型组件和所述下料组件分别作用在所述下模仁对应位置的金属型材上。所述冲孔组件用于冲裁金属型材以在金属型材上裁切出待压合的区域,所述压合成型组件用于压合经所述冲孔组件冲裁形成的待压合区域以形成预设形状的电池极柱,所述下料组件用于切断成型的电池极柱与料带之间的连接结构,实现下料;其中,所述压合成型组件包括多组沿金属型材移动方向依次设置的冲压模仁,所述冲压模仁包括挤压端子和成型块,所述成型块设置在所述上模上,所述成型块设置有引导槽,所述挤压端子的一端与所述上模的驱动端连接,所述挤压端子的另一端滑动连接在所述引导槽内,当所述上模与所述下模合模时,所述挤压端子能够挤压待压合区域的型材至引导槽的两侧形变呈预设形状,所述引导槽的内壁设置有用于引导电池极柱的卡槽成型的台阶机构,所有所述台阶机构的拐角弧度沿金属型材的输送方向逐渐降低。
可选地,所述冲孔组件包括沿金属型材输送方向依次设置所述上模上的第一冲裁部件、第一冲型部件和扩孔部件,所述第一冲裁部件用于冲裁金属型材以形成初步待压合区域的轮廓,所述第一冲型部件用于挤压待压合区域以形成电池极柱的柱体轮廓结构,所述扩孔部件用于冲裁柱体轮廓结构的两侧孔位以扩大经所述第一冲裁部件冲裁形成的冲孔。
可选地,所述第一冲裁部件包括第一压块和第一冲裁端子,所述第一压块设置在所述上模上,所述第一压块设置有对齐金属型材预设位置的第一滑槽,所述第一冲裁端子的一端与所述上模的驱动源连接,所述第一冲裁端子的另一端滑动连接在所述第一滑槽内,当所述上模和所述下模合模时,所述第一冲裁端子冲击在经所述第一压块压紧的金属型材上并裁切出预设形状的冲孔,所述第一压块和所述第一滑槽的数量为两组,两组所述第一滑槽对称设置在第一压块上,金属型材的待压合区域位于两组所述第一滑槽之间,两组所述第一压块分别一一对应滑动连接在对应的所述第一滑槽内。
可选地,所述第一冲型部件包括沿金属型材的移动方向依次设置所述上模上的第一冲型块和第二冲型块,所述第一冲型块靠近所述下模的端部设置有第一锥形凸起,所述第一锥形凸起的数量为两组且对称设置在所述第一冲型块的端部,两组所述第一锥形凸起之间设置有间隙结构;所述第二冲型块靠近所述下模的端部设置有第二锥形凸起,所述第二锥形凸起的数量为两组且对称设置在所述第二冲型块的端部,两组所述第二锥形凸起之间设置有间隙结构,所述第二锥形凸起靠近该间隙结构的端部设置有压料平面。
可选地,所述扩孔部件包括扩孔连接块和第二冲裁端子,所述第二冲裁端子的数量为两组,所述扩孔连接块固定设置在所述上模上,所述扩孔连接块上沿金属型材移动方向依次设置有第一扩孔槽和第二扩孔槽,所述第一扩孔槽和所述第二扩孔槽分别位于金属型材待压合区域的两侧,所述第一冲裁端子和所述第二冲裁端子分别一一对应滑动连接在所述第一扩孔槽和所述第二扩孔槽内,所述第一冲裁端子和所述第二冲裁端子均与所述上模的驱动端连接。
可选地,所述第一冲型部件还包括顶料块和整形单元,所述整形单元设置在所述上模上且位于所述扩孔部件的输出工位侧,所述顶料块设置在所述下模仁上,当所述上模和所述下模合模时,所述顶料块和所述整形单元的输出端配合将扩孔后的待压合区域抬顶至金属型材料带的上端平面位置,使柱体轮廓结构凸起设置。
可选地,所述冲压模仁的数量为三组,三组所述引导槽的内壁中间位置分别成型有第一台阶、第二台阶和第三台阶,所述第一台阶、所述第二台阶和所述第二台阶的台阶拐角弧度沿金属型材的移动方向逐渐减小。
可选地,所述下料组件包括导向块和第三冲裁端子,所述导向块固定设置在所述上模上,所述第三冲裁端子的一端与所述上模的驱动端固定连接,所述第三冲裁端子的另一端滑动连接在所述导向块上且对齐经所有冲压模仁冲压成型在金属型材料带上的电池极柱,所述第三冲裁端子的端部设置有能够容纳电池极柱的凹槽,所述凹槽的边沿对准电池极柱与金属型材料带之间的连接结构。
本实用新型实施例提供的电池极柱冲压成型装置中的上述一个或多个技术方案至少具有如下技术效果之一:金属型材料带经外部驱动装置驱动,步进式移动经过上模和下模之间,当上模和下模合模时,冲孔组件先在金属型材冲孔,使预设待压合区域轮廓成型,金属型材继续移动,依次经过所有冲压模仁,挤压端子将待压合区域轮廓上的型材配合引导槽挤压至预设的电池极柱形状,其中,电池极柱的外侧壁凸台结构是由多个拐角弧度逐渐减小的台阶机构分段式挤压引导成型,金属型材继续移动,下料组件将成型的电池极柱单独裁切,使成型电池极柱离开金属型材料带。
相较于传统的电池极柱大多采用CNC机床切削成型,制作速度慢,效率低,电池极柱的生产效率低,不利于企业发展的技术问题,本实用新型实施例将传统电池极柱冲压设备中的一次冲压分段式设计成多个弧度逐渐减小至预设数值的冲压结构,有效的提高电池极柱成型后的结构稳定性,进而降低电池极柱的尺寸误差,满足尺寸较小的高精度电池极柱生产条件,有利于企业发展。
附图说明
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本实用新型实施例提供的电池极柱冲压成型装置的结构示意图。
图2为图1中的电池极柱冲压成型装置的模仁结构图。
图3为图1中的电池极柱冲压成型装置的上模结构的剖切示意图。
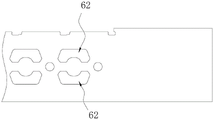
图4为本实用新型实施例提供的冲孔组件的进料端的金属型材结构图。
图5为本实用新型实施例提供的第一冲型部件冲压后的金属型材结构图。
图6为本实用新型实施例提供的扩孔部件作业后的金属型材的结构示意图。
图7为本实用新型实施例提供的整形单元作业后的金属型材的结构示意图。
图8为本实用新型实施例提供的压合成型组件的剖切示意图。
图9为图8中的A的放大图。
图10为图8中的B的放大图。
图11为图8中的C的放大图。
图12为本实用新型实施例提供的下料组件作业后的金属型材结构示意图。
其中,图中各附图标记:
10—模架 20—下模仁 30—冲孔组件
40—压合成型组件 50—下料组件 11—上模
12—下模 41—挤压端子 42—成型块
31—第一冲裁部件 32—第一冲型部件 33—扩孔部件
311—第一压块 312—第一冲裁端子 321—第一冲型块
322—第二冲型块 34—整形单元 431—第一台阶
432—第二台阶 433—第三台阶 51—导向块
52—第三冲裁端子 61—区域 62—孔状结构。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图1~12描述的实施例是示例性的,旨在用于解释本实用新型的实施例,而不能理解为对本实用新型的限制。
在本实用新型实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本实用新型实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
在本实用新型的一个实施例中,如图1~12所示,提供一种电池极柱冲压成型装置,包括模架10和模芯机构,所述模架10包括上模11和下模12,所述上模11和所述下模12能够相互靠近实现合模;所述模芯机构包括下模仁20、冲孔组件30、压合成型组件40和下料组件50,所述下模仁20固定在所述下模12 上,所述冲孔组件30、所述压合成型组件40和所述下料组件50沿金属型材移动方向依次设置在所述上模11上,当所述上模11和所述下模12合模时,所述冲孔组件30、所述压合成型组件40和所述下料组件50分别作用在所述下模仁 20对应位置的金属型材上。所述冲孔组件30用于冲裁金属型材以在金属型材上裁切出待压合区域61,所述压合成型组件40用于压合经所述冲孔组件30冲裁形成的待压合区域61以形成预设形状的电池极柱,所述下料组件50用于切断成型的电池极柱与料带之间的连接结构63,实现下料;其中,所述压合成型组件40包括多组沿金属型材移动方向依次设置的冲压模仁,所述冲压模仁包括挤压端子41和成型块42,所述成型块42设置在所述上模11上,所述成型块42 设置有引导槽,所述挤压端子41的一端与所述上模11的驱动端连接,所述挤压端子41的另一端滑动连接在所述引导槽内,当所述上模11与所述下模12合模时,所述挤压端子41能够挤压待压合区域61的型材至引导槽的两侧形变呈预设形状,所述引导槽的内壁设置有用于引导电池极柱的卡槽成型的台阶机构,所有所述台阶机构的拐角弧度沿金属型材的输送方向逐渐降低,本实施例中,金属型材呈直条形带状结构输入至本模具中。
具体的,金属型材料带经外部驱动装置驱动,步进式移动经过上模11和下模12之间,当上模11和下模12合模时,冲孔组件30先在金属型材冲孔,使预设待压合区域61轮廓成型,金属型材继续移动,依次经过所有冲压模仁,挤压端子41将待压合区域61轮廓上的型材配合引导槽挤压至预设的电池极柱形状,其中,电池极柱的外侧壁凸台结构是由多个拐角弧度逐渐减小的台阶机构分段式挤压引导成型,金属型材继续移动,下料组件50将成型的电池极柱单独裁切,使成型电池极柱离开金属型材料带。
相较于传统的电池极柱大多采用CNC机床切削成型,制作速度慢,效率低,电池极柱的生产效率低,不利于企业发展的技术问题,本实用新型实施例将传统电池极柱冲压设备中的一次冲压分段式设计成多个弧度逐渐减小至预设数值的冲压结构,有效的提高电池极柱成型后的结构稳定性,进而降低电池极柱的尺寸误差,满足尺寸较小的高精度电池极柱生产条件,有利于企业发展。
如图2~3所示,在本实用新型的另一个实施例中,所述冲孔组件30包括沿金属型材输送方向依次设置所述上模11上的第一冲裁部件31、第一冲型部件 32和扩孔部件33,所述第一冲裁部件31用于冲裁金属型材以形成初步待压合区域61的轮廓,所述第一冲型部件32用于挤压待压合区域61以形成电池极柱的柱体轮廓结构,所述扩孔部件33用于冲裁柱体轮廓结构的两侧孔位以扩大经所述第一冲裁部件31冲裁形成的冲孔。
具体的,如图所示,第一冲裁部件31在金属料带上冲裁形成两个孔状结构 62,两个孔状结构62之间即待压合区域61,所述第一冲型部件32将待压合区域61靠近上模11的端部往下挤压,使待压合区域61的中间位置形成柱体轮廓结构,扩孔部件33进一扩大孔状结构62,防止后续压合工序将料带的其余部分造成影响,影响料带移动。
如图2~4所示,在本实用新型的另一个实施例中,所述第一冲裁部件31包括第一压块311和第一冲裁端子312,所述第一压块311设置在所述上模11上,所述第一压块311设置有对齐金属型材预设位置的第一滑槽,所述第一冲裁端子312的一端与所述上模11的驱动源连接,所述第一冲裁端子312的另一端滑动连接在所述第一滑槽内,当所述上模11和所述下模12合模时,所述第一冲裁端子冲击在经所述第一压块311压紧的金属型材上并裁切出预设形状的冲孔,所述第一压块311和所述第一滑槽的数量为两组,两组所述第一滑槽对称设置在第一压块311上,金属型材的待压合区域61位于两组所述第一滑槽之间,两组所述第一压块311分别一一对应滑动连接在对应的所述第一滑槽内。
如图2~5所示,在本实用新型的另一个实施例中,所述第一冲型部件32包括沿金属型材的移动方向依次设置所述上模11上的第一冲型块321和第二冲型块322,所述第一冲型块321靠近所述下模12的端部设置有第一锥形凸起,所述第一锥形凸起的数量为两组且对称设置在所述第一冲型块321的端部,两组所述第一锥形凸起之间设置有间隙结构;所述第二冲型块322靠近所述下模12 的端部设置有第二锥形凸起,所述第二锥形凸起的数量为两组且对称设置在所述第二冲型块322的端部,两组所述第二锥形凸起之间设置有间隙结构,所述第二锥形凸起靠近该间隙结构的端部设置有压料平面。
具体的,第一冲型块321通过第一锥形凸起挤压待压合区域61,锥形结构的挤压使待压合区域61的中间和边沿位置形成高度差,进而形成初步的柱体结构,所述第二冲型块322通过第二锥形凸起压合边沿,使该高度差趋于稳定。
如图2~6所示,在本实用新型的另一个实施例中,所述扩孔部件33包括扩孔连接块和第二冲裁端子,所述第二冲裁端子的数量为两组,所述扩孔连接块固定设置在所述上模11上,所述扩孔连接块上沿金属型材移动方向依次设置有第一扩孔槽和第二扩孔槽,所述第一扩孔槽和所述第二扩孔槽分别位于金属型材待压合区域61的两侧,所述第一冲裁端子312和所述第二冲裁端子分别一一对应滑动连接在所述第一扩孔槽和所述第二扩孔槽内,所述第一冲裁端子312 和所述第二冲裁端子均与所述上模11的驱动端连接,本实施例中,所述第一扩孔槽和所述第二扩孔槽依次设置,两扩孔槽之间存在单个工位的间隔设置,分工位设置的扩孔槽结构能够防止两组冲裁端子同步冲裁扩孔时损坏料带,影响生产。
如图7所示,在本实用新型的另一个实施例中,所述第一冲型部件32还包括顶料块和整形单元34,所述整形单元34设置在所述上模11上且位于所述扩孔部件33的输出工位侧,所述顶料块设置在所述下模仁20上,当所述上模11 和所述下模12合模时,所述顶料块和所述整形单元34的输出端配合将扩孔后的待压合区域61抬顶至金属型材料带的上端平面位置,使柱体轮廓结构凸起设置,在本实施例中,所述整形单元34上设置有容纳槽结构,当上模11和下模 12合模时,整形单元34的容纳槽结构的槽口边沿与料带端面平齐,所述顶料块凸起设置将柱体结构容纳槽的方向抬顶,便于后续的挤压工序顺利作业。
如图8~11所示,在本实用新型的另一个实施例中,所述冲压模仁的数量为三组,三组所述引导槽的内壁中间位置分别成型有第一台阶431、第二台阶432 和第三台阶433,所述第一台阶431、所述第二台阶432和所述第二台阶432的台阶拐角弧度沿金属型材的移动方向逐渐减小。
如图2~3和图12所示,在本实用新型的另一个实施例中,所述下料组件50 包括导向块51和第三冲裁端子52,所述导向块51固定设置在所述上模11上,所述第三冲裁端子52的一端与所述上模11的驱动端固定连接,所述第三冲裁端子52的另一端滑动连接在所述导向块51上且对齐经所有冲压模仁冲压成型在金属型材料带上的电池极柱,所述第三冲裁端子52的端部设置有能够容纳电池极柱的凹槽,所述凹槽的边沿对准电池极柱与金属型材料带之间的连接结构 63。
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
Claims (8)
1.一种电池极柱冲压成型装置,其特征在于,包括:
模架,包括上模和下模,所述上模和所述下模能够相互靠近实现合模;
模芯机构,包括下模仁、冲孔组件、压合成型组件和下料组件,所述下模仁固定在所述下模上,所述冲孔组件、所述压合成型组件和所述下料组件沿金属型材移动方向依次设置在所述上模上,当所述上模和所述下模合模时,所述冲孔组件、所述压合成型组件和所述下料组件分别作用在所述下模仁对应位置的金属型材上,所述冲孔组件用于冲裁金属型材以在金属型材上裁切出待压合的区域,所述压合成型组件用于压合经所述冲孔组件冲裁形成的待压合区域以形成预设形状的电池极柱,所述下料组件用于切断成型的电池极柱与料带之间的连接结构,实现下料;
其中,所述压合成型组件包括多组沿金属型材移动方向依次设置的冲压模仁,所述冲压模仁包括挤压端子和成型块,所述成型块设置在所述上模上,所述成型块设置有引导槽,所述挤压端子的一端与所述上模的驱动端连接,所述挤压端子的另一端滑动连接在所述引导槽内,当所述上模与所述下模合模时,所述挤压端子能够挤压待压合区域的型材至引导槽的两侧形变呈预设形状,所述引导槽的内壁设置有用于引导电池极柱的卡槽成型的台阶机构,所有所述台阶机构的拐角弧度沿金属型材的输送方向逐渐降低。
2.根据权利要求1所述的电池极柱冲压成型装置,其特征在于:所述冲孔组件包括沿金属型材输送方向依次设置所述上模上的第一冲裁部件、第一冲型部件和扩孔部件,所述第一冲裁部件用于冲裁金属型材以形成初步待压合区域的轮廓,所述第一冲型部件用于挤压待压合区域以形成电池极柱的柱体轮廓结构,所述扩孔部件用于冲裁柱体轮廓结构的两侧孔位以扩大经所述第一冲裁部件冲裁形成的冲孔。
3.根据权利要求2所述的电池极柱冲压成型装置,其特征在于:所述第一冲裁部件包括第一压块和第一冲裁端子,所述第一压块设置在所述上模上,所述第一压块设置有对齐金属型材预设位置的第一滑槽,所述第一冲裁端子的一端与所述上模的驱动源连接,所述第一冲裁端子的另一端滑动连接在所述第一滑槽内,当所述上模和所述下模合模时,所述第一冲裁端子冲击在经所述第一压块压紧的金属型材上并裁切出预设形状的冲孔,所述第一压块和所述第一滑槽的数量为两组,两组所述第一滑槽对称设置在第一压块上,金属型材的待压合区域位于两组所述第一滑槽之间,两组所述第一压块分别一一对应滑动连接在对应的所述第一滑槽内。
4.根据权利要求2所述的电池极柱冲压成型装置,其特征在于:所述第一冲型部件包括沿金属型材的移动方向依次设置所述上模上的第一冲型块和第二冲型块,所述第一冲型块靠近所述下模的端部设置有第一锥形凸起,所述第一锥形凸起的数量为两组且对称设置在所述第一冲型块的端部,两组所述第一锥形凸起之间设置有间隙结构;所述第二冲型块靠近所述下模的端部设置有第二锥形凸起,所述第二锥形凸起的数量为两组且对称设置在所述第二冲型块的端部,两组所述第二锥形凸起之间设置有间隙结构,所述第二锥形凸起靠近该间隙结构的端部设置有压料平面。
5.根据权利要求3所述的电池极柱冲压成型装置,其特征在于:所述扩孔部件包括扩孔连接块和第二冲裁端子,所述第二冲裁端子的数量为两组,所述扩孔连接块固定设置在所述上模上,所述扩孔连接块上沿金属型材移动方向依次设置有第一扩孔槽和第二扩孔槽,所述第一扩孔槽和所述第二扩孔槽分别位于金属型材待压合区域的两侧,所述第一冲裁端子和所述第二冲裁端子分别一一对应滑动连接在所述第一扩孔槽和所述第二扩孔槽内,所述第一冲裁端子和所述第二冲裁端子均与所述上模的驱动端连接。
6.根据权利要求4所述的电池极柱冲压成型装置,其特征在于:所述第一冲型部件还包括顶料块和整形单元,所述整形单元设置在所述上模上且位于所述扩孔部件的输出工位侧,所述顶料块设置在所述下模仁上,当所述上模和所述下模合模时,所述顶料块和所述整形单元的输出端配合将扩孔后的待压合区域抬顶至金属型材料带的上端平面位置,使柱体轮廓结构凸起设置。
7.根据权利要求1所述的电池极柱冲压成型装置,其特征在于:所述冲压模仁的数量为三组,三组所述引导槽的内壁中间位置分别成型有第一台阶、第二台阶和第三台阶,所述第一台阶、所述第二台阶和所述第二台阶的台阶拐角弧度沿金属型材的移动方向逐渐减小。
8.根据权利要求1所述的电池极柱冲压成型装置,其特征在于:所述下料组件包括导向块和第三冲裁端子,所述导向块固定设置在所述上模上,所述第三冲裁端子的一端与所述上模的驱动端固定连接,所述第三冲裁端子的另一端滑动连接在所述导向块上且对齐经所有冲压模仁冲压成型在金属型材料带上的电池极柱,所述第三冲裁端子的端部设置有能够容纳电池极柱的凹槽,所述凹槽的边沿对准电池极柱与金属型材料带之间的连接结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123256507.8U CN217121456U (zh) | 2021-12-22 | 2021-12-22 | 电池极柱冲压成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123256507.8U CN217121456U (zh) | 2021-12-22 | 2021-12-22 | 电池极柱冲压成型装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217121456U true CN217121456U (zh) | 2022-08-05 |
Family
ID=82617045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123256507.8U Active CN217121456U (zh) | 2021-12-22 | 2021-12-22 | 电池极柱冲压成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217121456U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984534A (zh) * | 2023-07-05 | 2023-11-03 | 深圳市长盈精密技术股份有限公司 | 盖板成型方法及电池顶盖 |
| CN116995343A (zh) * | 2023-07-05 | 2023-11-03 | 深圳市长盈精密技术股份有限公司 | 电池顶盖、及动力电池 |
-
2021
- 2021-12-22 CN CN202123256507.8U patent/CN217121456U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984534A (zh) * | 2023-07-05 | 2023-11-03 | 深圳市长盈精密技术股份有限公司 | 盖板成型方法及电池顶盖 |
| CN116995343A (zh) * | 2023-07-05 | 2023-11-03 | 深圳市长盈精密技术股份有限公司 | 电池顶盖、及动力电池 |
| CN116984534B (zh) * | 2023-07-05 | 2024-09-06 | 深圳市长盈精密技术股份有限公司 | 盖板成型方法及电池顶盖 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN217121456U (zh) | 电池极柱冲压成型装置 | |
| CN116511346B (zh) | 一种使用四方线连续制作精密pin的高速冲压工艺 | |
| CN210939674U (zh) | 一种冲切工装的共用模架 | |
| CN211803377U (zh) | 一种用于生产中空玻璃铝条连接件的模具 | |
| CN210907672U (zh) | 顶盖切断翻边整形复合模具 | |
| CN219581586U (zh) | 大型锻造机新型冲孔模具 | |
| CN220717474U (zh) | 一种用于四面弯曲产品成型的级进模 | |
| CN218785128U (zh) | 一种加工u型结构件对穿孔的冲压工装 | |
| CN218109026U (zh) | 手机背光板冲孔模具 | |
| CN221473410U (zh) | 一种便于落料的锻压成型机构 | |
| CN218693067U (zh) | 一种阶梯式冲头 | |
| CN218835791U (zh) | 一种高精度自动化模内调平的冲压模具 | |
| CN220144541U (zh) | 一种格栅液压成型模具 | |
| CN221249662U (zh) | 一种带料模内冲断模具 | |
| CN211938666U (zh) | 一种冲压连续模 | |
| CN216606850U (zh) | 一种可多项调节冲裁冲压模具 | |
| CN215745994U (zh) | 一种自动进出料冲压模具 | |
| CN210080532U (zh) | 一种具有导料机构的冲压模具 | |
| CN220028411U (zh) | 一种可连续冲压模具 | |
| CN211564206U (zh) | 多端子引线框架的下料装置 | |
| CN220461905U (zh) | 一种高强合金模板单排冲孔机 | |
| CN217570458U (zh) | 一种具有面押机构的顺送模 | |
| CN220406846U (zh) | 一种汽车左/右d柱下内板的成型模具 | |
| CN217941606U (zh) | 一种汽车隔热罩的平衡对称拉料冲压模具 | |
| CN218192103U (zh) | 一种缩颈轴套的缩颈级进模 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |