CN216470845U - 行星齿轮机构的上螺丝设备 - Google Patents
行星齿轮机构的上螺丝设备 Download PDFInfo
- Publication number
- CN216470845U CN216470845U CN202122689463.1U CN202122689463U CN216470845U CN 216470845 U CN216470845 U CN 216470845U CN 202122689463 U CN202122689463 U CN 202122689463U CN 216470845 U CN216470845 U CN 216470845U
- Authority
- CN
- China
- Prior art keywords
- linear driving
- planetary gear
- lifting
- screw
- gear mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Manipulator (AREA)
Abstract
本实用新型公开一种行星齿轮机构的上螺丝设备,包括:支撑台,其设有上螺丝平台和螺丝上料装置;运送装置,其设在支撑台,运送装置具有进口端和出口端,运送装置设有两个,两个运送装置分别为进料装置和出料装置;机械手,其设在支撑台上,机械手具有自由端,自由端设有电批组件;搬运机械手,其设在支撑台上,且搬运机械手能在上螺丝平台与两个运送装置之间运动以搬运载板。进料装置将承载着行星齿轮机构的载板送至出口端,搬运机械手将进料装置上的载板转移至上螺丝平台上,机械手通过电批组件将螺丝从螺丝上料装置处取走,然后准确插入并拧入第二侧板和第一侧板之间的螺孔,高效完成行星齿轮机构的自动上螺丝工作,促使工作效率大幅度提升。
Description
技术领域
本实用新型涉及上螺丝设备技术领域,特别涉及一种行星齿轮机构的上螺丝设备。
背景技术
如图1所示,行星齿轮机构由如下几部分零件组成,具体包括行星轮920、太阳轮950、内齿圈910和行星架。三个行星轮920分别与太阳轮950和内齿圈910啮合连接,行星架的三根连接轴分别与三个行星轮920连接,而且,在内齿圈910的两侧设置第一侧板960,第一侧板960设置第一卡槽,第一卡槽能对内齿圈910产生限位作用,然后,在内齿圈910的上方和下方各设置一块第二侧板970,第二侧板970通过螺丝与第一侧板960固定连接,第二侧板970设有供行星齿轮机构的转轴940穿过的安装孔。利用两块第二侧板970和两块第一侧板960,对行星齿轮机构进行固定,从而组装成行星齿轮机构装配体。
在行星齿轮机构装配体的组装工作中,通常会采用一块载板930,载板930的中部设置支撑部,支撑部设有第二卡槽,可将第二侧板970卡在第二卡槽处,从而将行星齿轮机构装配体稳定安置在载板930上。
然而,通常是工作人员使用电批或螺丝刀将螺丝拧入第二侧板970和第一侧板960的安装孔971,实现第二侧板970和第一侧板960之间的可拆连接,这种人工装配方式,存在效率低、劳动强度大、生产效益差的弊端。
实用新型内容
本实用新型目的在于提供一种行星齿轮机构的上螺丝设备,以解决现有技术中所存在的一个或多个技术问题。
为解决上述技术问题所采用的技术方案:
本实用新型提供一种行星齿轮机构的上螺丝设备,包括:支撑台,其设有上螺丝平台和螺丝上料装置;运送装置,其设在所述支撑台,所述运送装置具有进口端和出口端,所述运送装置设有两个,两个所述运送装置分别为进料装置和出料装置;机械手,其设在所述支撑台上,所述机械手具有自由端,所述自由端设有电批组件;搬运机械手,其设在所述支撑台上,且所述搬运机械手能在上螺丝平台与两个运送装置之间运动以搬运载板。
本实用新型至少具有如下的有益效果:进料装置能够运送承载着行星齿轮机构的载板至出口端,接着,搬运机械手将进料装置上的载板搬运至上螺丝平台处,机械手驱使电批组件进行三维方向运动,从而在螺丝上料装置处取出螺丝,然后准确插入并拧入第二侧板和第一侧板之间的螺孔,最终自动化完成行星齿轮机构的上螺丝工作,省时省力,减少生产人员的投入,促使工作效率大幅度提升;上螺丝平台的设置,能够承受上螺丝过程中所产生的下压作用力;在上螺丝工作完毕,搬运机械手将上螺丝平台上的载板转移至出料装置。
作为上述技术方案的进一步改进,所述螺丝上料装置包括直线送料器、送料座和顶升机构,所述直线送料器的顶部与所述送料座连接,所述送料座的上表面设有送料滑槽,所述送料座设有贯穿上下的顶升口,所述顶升口与送料滑槽相通,所述顶升机构位于所述顶升口的下方且与顶升口相对设置。送料座设置送料滑槽,可将多根螺丝竖直放置于送料滑槽内,启动直线送料器,便可驱使一根根螺丝沿着送料滑槽往送料座的顶升口方向直线移动,然后,顶升机构工作,将移动至顶升口的一根螺丝顶起来,从而方便机械手使用电批组件将螺丝取走,有利于实现螺丝的自动上料工序。
作为上述技术方案的进一步改进,所述顶升机构包括伸缩气缸和顶升块,所述伸缩气缸的活塞杆与顶升块的下端连接以驱使所述顶升块能进出所述顶升口。伸缩气缸工作,能够驱动顶升块沿上下方向移动,从而实现顶升块进出顶升口,以便顶升块将螺丝顶起,整体结构简单,容易维护,且制造成本低。
作为上述技术方案的进一步改进,所述搬运机械手包括搬运臂、第一气动夹爪、第一直线驱动装置和第二直线驱动装置,所述搬运臂设有两个且分别与所述第一气动夹爪的两个夹爪连接,所述第一直线驱动装置与第一气动夹爪连接以驱使第一气动夹爪沿上下方向移动,所述第二直线驱动装置与所述第一直线驱动装置连接,以驱使第一直线驱动装置在上螺丝平台与两个运送装置之间直线运动。
两个搬运臂在第一气动夹爪的驱动作用下能相互靠近,以夹持着载板,接着,在第一直线驱动装置和第二直线驱动装置共同作用下,搬运臂能夹持着载板沿上下方向、水平方向移动,从而将载板从进料装置搬运至上螺丝平台处,且在上螺丝工作完成后,搬运臂载板从上螺丝平台搬运至出料装置处,如此设计,搬运机械手具有自动上料和自动出料的功能。
作为上述技术方案的进一步改进,所述第一直线驱动装置为双轴气缸,所述第二直线驱动装置为直线模组。如此设计,结构简单,容易获取,能减轻行星齿轮机构的上螺丝设备的重量,简化整体结构,容易维护。
作为上述技术方案的进一步改进,所述支撑台设有腔体、侧面开口和顶面开口,所述顶面开口和侧面开口均连通于所述腔体,所述运送装置设于腔体,所述运送装置包括输送机构和抬料机构,所述输送机构设有进口端和出口端,所述进口端位于侧面开口,所述出口端位于所述顶面开口的下方,所述抬料机构设在出口端以抬升载板。运送装置设于支撑台的腔体内,能提高支撑台的内部空间利用率;在运送装置的输送作用下,载板能从进口端移至出口端,然后借助抬料机构的抬升作用,载板被抬升至支撑台的顶面开口的上方,方便支撑台上的搬运机械手对载板进行夹持。
作为上述技术方案的进一步改进,所述抬料机构包括第三直线驱动装置和抬料块,所述抬料块设有两块且分别位于所述输送机构的两侧,所述第三直线驱动装置与抬料块连接以驱使抬料块沿上下方向移动。两块抬料块在第三直线驱动装置的驱动作用下上升,在上升过程中能对载板的两侧施以足够的抬升作用力,从而使得载板能被稳定顶升至顶面开口的上方,方便搬运机械手夹持载板。
作为上述技术方案的进一步改进,所述抬料机构还包括第四直线驱动装置和升降座,所述第四直线驱动装置设有两个且分别位于输送机构的两侧,两个第四直线驱动装置均设在升降座上,两个第四直线驱动装置分别与两块所述抬料块连接,以驱使两块抬料块相互靠近,所述第三直线驱动装置与升降座连接以驱使升降座上下移动。
两个第四直线驱动装置均安装在升降座上,两个第四直线驱动装置与两块抬料块对应驱动连接,升降座能在第三直线驱动装置驱使下往上移动,有助于实现抬料块带着载板上升,两块抬料块分别在两个第四直线驱动装置的工作下相互靠近,从而靠近位于输送机构上的载板,并将载板抬升起来;然后,在第三直线驱动装置驱使抬料块下移的过程中,两个第四直线驱动装置分别驱使两块抬料块相互远离,能有效避免抬料块因与输送机构发生干涉碰撞而遭到损坏。
作为上述技术方案的进一步改进,行星齿轮机构的上螺丝设备还包括用于夹持载板的夹具组件和工具更换平台,所述工具更换平台设在所述支撑台上,所述电批组件和所述夹具组件均放置于所述工具更换平台,所述机械手通过换枪盘分别与所述电批组件和所述夹具组件连接。当上螺丝平台、进料装置的出口端和出料装置的进口端这三点不在同一直线上时,搬运机械手只能完成自动上料和自动出料工作中的一种,因此,机械手通过换枪盘分别与夹具组件、电批组件进行快速的可拆连接,从而实现夹具组件和电批组件的来回切换使用,机械手能使用夹具组件对载板进行夹持并搬运,从而与搬运机械手配合,共同完成自动上料和自动出料工作。
作为上述技术方案的进一步改进,所述换枪盘包括公换枪盘和母换枪盘,所述机械手的自由端设有所述公换枪盘,所述夹具组件包括夹持爪、手指气缸和安装座,所述夹持爪设有两个且分别与所述手指气缸的两个气爪连接,所述安装座与所述手指气缸连接,安装座的顶面设有所述母换枪盘;所述工具更换平台的侧面设有容纳凹槽,所述容纳凹槽贯穿工具更换平台的上面和下面。
两个夹持爪在手指气缸的驱动下相互靠近以夹持载板;手指气缸设在安装座,而工具更换平台的侧面设置容纳凹槽,便于机械手将安装座移动至容纳凹槽处,并与工具更换平台的上面抵接,从而保证夹具组件能安置于工具更换平台上,而且,安装座的顶面设有母换枪盘,机械手的自由端设有公换枪盘,利用母换枪盘和公换枪盘之间具有快速拆装的特性,促使机械手的自由端能根据工作情况轮流连接于夹具组件、电批组件,实现夹具组件和电批组件自动化切换。
附图说明
下面结合附图和实施例对本实用新型做进一步的说明;
图1是现有技术中行星齿轮机构放置于载板上的结构立体图;
图2是本实用新型实施例所提供的行星齿轮机构的上螺丝设备的结构立体图;
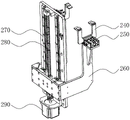
图3是本实用新型实施例所提供的运送装置的结构立体图;
图4是本实用新型实施例所提供的抬料机构的结构立体图;
图5是本实用新型实施例所提供的机械手和电批组件连接的结构立体图;
图6是本实用新型实施例所提供的搬运机械手和上螺丝平台的结构立体图;
图7是本实用新型实施例所提供的螺丝上料装置的结构立体图;
图8是本实用新型实施例所提供的工具更换平台的结构立体图;
图9是本实用新型实施例所提供的夹具组件的结构立体图;
图10是本实用新型实施例所提供的行星齿轮机构的上螺丝设备的俯视图。
附图中标记如下:100、支撑台;110、上螺丝平台;200、运送装置;210、底架;220、滚轮;230、挡块;240、抬料块;250、双轴气缸;260、升降座;270、第一滑轨;280、丝杆;290、第一电机;300、机械手;400、搬运机械手;410、搬运臂;420、第一气动夹爪;430、第一直线驱动装置;440、第二直线驱动装置;450、龙门支撑架;500、螺丝上料装置;510、直线送料器;520、送料座;530、伸缩气缸;540、顶升块;810、电批组件;820、夹具组件;821、夹持爪;822、手指气缸;823、安装座;824、母换枪盘;840、工具更换平台;850、光电传感器;910、内齿圈;920、行星轮;930、载板;940、转轴;950、太阳轮;960、第一侧板;970、第二侧板;971、安装孔;980、螺丝;990、行星齿轮机构。
具体实施方式
本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个及以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二、第三只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
需要说明的是,附图中X方向是由行星齿轮机构的上螺丝设备的后侧指向前侧;Y方向是由行星齿轮机构的上螺丝设备的左侧指向右侧;Z方向是由行星齿轮机构的上螺丝设备的下侧指向上侧。
本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
参照图1至图10,下面对本实用新型的行星齿轮机构的上螺丝设备举出若干实施例。
如图1所示,三个行星轮920分别与太阳轮950和内齿圈910啮合连接,行星架的三根连接轴分别与三个行星轮920连接,而且,在内齿圈910的两侧设置第一侧板960,第一侧板960设置第一卡槽,以对内齿圈910进行限位,并在内齿圈910的上方和下方分别设置一块第二侧板970,第二侧板970通过螺丝与第一侧板960连接,第二侧板970设有供行星齿轮机构990的转轴940穿过的安装孔。设置第二侧板970和第一侧板960,以对行星齿轮机构990进行固定,从而组装成行星齿轮机构装配体。
在两块第一侧板960与最下面的第二侧板970连接后,最上面的第二侧板970稳定嵌接于两块第一侧板960,此时,本实用新型实施例所提供的行星齿轮机构的上螺丝设备能够将螺丝拧入最上面的第二侧板970与第一侧板960所设置的安装孔971,实现将第二侧板970与第一侧板960螺丝连接。
如图2、图5至图10所示,本实用新型实施例一提供了一种行星齿轮机构的上螺丝设备,包括:支撑台100、运送装置200、机械手300、搬运机械手400和螺丝上料装置500。
其中,支撑台100设有行走轮。进一步的,还设有锁止机构,以锁定行走轮。支撑台100设有上螺丝平台110。上螺丝平台110的边沿可以设置支撑块,不仅能抬起载板930,而且,还能对载板930的侧面施以阻力,以对载板930产生限位固定作用,促使载板930相对上螺丝平台110固定且定位。
螺丝上料装置500安装在支撑台100上。具体的,如图7所示,螺丝上料装置500包括直线送料器510、送料座520和顶升机构,直线送料器510的顶部与送料座520通过螺丝连接,送料座520的上表面设有送料滑槽,送料滑槽的两端沿前后方向延伸,螺丝980能够竖直放置于送料滑槽内,也即螺丝980的头部位于螺纹部的上方,可将多根螺丝沿着送料滑槽的长度方向排布。
并且,送料座520设有贯穿上下的顶升口,顶升口与送料滑槽相通,在本实施例中,顶升口位于送料滑槽的后端,顶升机构位于顶升口的下方且与顶升口相对设置。
具体的,顶升机构包括伸缩气缸530和顶升块540,伸缩气缸530的活塞杆与顶升块540的下端连接,以驱使顶升块540能进出顶升口。顶升块540可以是圆柱状,或者,顶升块540的上表面设有定位槽,在顶升块540因伸缩气缸530的驱动作用而上升时,能够促使螺丝的底部插入定位槽,由于螺丝的底部与定位槽相适配,使得螺丝在被抬升时能够保持稳定,顶升块540的形状不限于此,仅需满足顶起螺丝980和进出顶升口便可。伸缩气缸530为双轴气缸。
另外,由于送料滑槽的大小与螺丝980的螺纹部相适宜,促使螺丝980在上升时保持稳定的竖直状态,不晃动。
在其他一些实施例中,送料座520设有位于送料滑槽上方的凹槽,凹槽与送料滑槽相通,以形成台阶槽,凹槽能容纳螺丝980的头部,并且可以在顶升口处设置光电传感器,以检测顶升口处是否还存在螺丝980。
机械手300通过螺栓安装在支撑台100上,机械手300可以是五轴及以上的机械手。在本实施例中,选用六轴机械手。机械手300具有自由端,自由端与电批组件810固定连接,而电批组件810具有能够吸附螺丝980的功能。
运送装置200设在支撑台100,运送装置200能够输送载板930。运送装置200具有进口端和出口端,进口端可以与外设的输送机构进行输送衔接,运送装置200的出口端设有挡块230,当载板930在输送过程中与挡块230相接触后,挡块230能对载板930产生阻挡作用,以阻止载板930继续移动,从而方便搬运机械手400夹持载板930。
运送装置可以是皮带输送机、辊筒输送机等。运送装置200设有两个,两个运送装置200分别为进料装置和出料装置。
搬运机械手400安装在支撑台100上,搬运机械手400能在上螺丝平台110与两个运送装置200之间来回运动,以实现载板930的转移,也即搬运机械手400将载板930从进料装置搬运至上螺丝平台110上,在上螺丝工作完成后,搬运机械手400又将载板930从上螺丝平台110搬运至出料装置。
具体的,如图6所示,搬运机械手400包括搬运臂410、第一气动夹爪420、第一直线驱动装置430和第二直线驱动装置440,搬运臂410设有两个,两个搬运臂410通过螺栓分别与第一气动夹爪420的两个夹爪固定连接,两个搬运臂410在第一气动夹爪420的工作下,能够与载板930的底面和侧面接触,并对载板930施以稳定的夹持作用。
第一直线驱动装置430与第一气动夹爪420驱动连接,以驱使第一气动夹爪420往上移动或往下移动,第二直线驱动装置440与第一直线驱动装置430驱动连接,以驱使第一直线驱动装置430在上螺丝平台110与两个运送装置200之间来回直线运动,以实现载板930的位置转移。
在本实施例中,第一直线驱动装置430为双轴气缸,第二直线驱动装置440为直线模组,将直线模组安装在一个龙门支撑架450上,龙门支撑架450安装在支撑台100上。在其他一些实施例中,第一直线驱动装置430和第二直线驱动装置440可以是电动推杆、丝杆滑块机构等。
另外,如图2至图4所示,本实用新型实施例二提供一种行星齿轮机构的上螺丝设备,其与实施例一的区别在于:支撑台100设有腔体、侧面开口和顶面开口,顶面开口和侧面开口均与腔体连通。侧面开口可以设在支撑台100的前侧、左侧、右侧或后侧。
运送装置200设于支撑台100的腔体内,运送装置200包括输送机构和抬料机构。输送机构可以是链条输送机、辊筒输送机、皮带输送机中的一种。
在本实施例中,输送机构包括底架210、滚轮220和驱动电机,底架210的前侧和后侧均设置多个滚轮220,多个滚轮220沿底架210的左右方向间隔排列布置,前后相对的两个滚轮220之间设有一根连接轴,这根连接轴通过轴承座安装在底架210。滚轮220的远离该连接轴的一端设有环形凸边,通过环形凸边对载板930起到限位作用,避免载板930在输送过程中发生前后晃动而造成搬运机械手400无法准确夹持载板930。每根连接轴上设置第一锥形齿,驱动电机的输出轴连接有传动轴,传动轴的两端沿左右延伸,传动轴上设置多个第二锥形齿,第二锥形齿与第一锥形齿一一对应且啮合连接,在启动驱动电机后,驱动电机能驱动所有滚轮220同步旋转。
输送机构设有进口端和出口端,进口端位于侧面开口,以便与外设的输送设备进行对接,出口端与顶面开口呈上下相对设置,抬料机构设在出口端以抬升载板930。
具体的,抬料机构包括第三直线驱动装置和抬料块240。抬料块240呈L形状,不仅能对载板930的底面施以足够的支撑作用,并且还能对载板930的侧面施以一定的夹紧力,从而促使两块抬料块240稳定夹持载板930。抬料块240设有两块,两块抬料块240分别位于输送机构的前后两侧,第三直线驱动装置与抬料块240驱动连接,以驱使抬料块240沿上下方向移动。第三直线驱动装置可以是伸缩气缸、电动推杆等。第三直线驱动装置可以与抬料块240一一对应设置。此外,可以在两块抬料块240之间设置支架,第三直线驱动装置与支架连接,因此,启动第三直线驱动装置,便能同时驱动两块抬料块240直线移动。
在其他一些实施例中,抬料机构还包括第四直线驱动装置和升降座260,第四直线驱动装置设有两个,两个第四直线驱动装置分别位于输送机构的前后两侧,两个第四直线驱动装置均安装在升降座260上,两个第四直线驱动装置分别与两块抬料块240对应连接,以驱使两块抬料块240相互靠近或相互远离,以接近或远离载板930,并对载板930进行夹持或解除夹持。第四直线驱动装置可以是伸缩气缸、电动推杆等。在本实施例中,第四直线驱动装置为双轴气缸250,双轴气缸250与一个呈U形的连接架连接,连接架的两个上端部各设置一块抬料块240。
第三直线驱动装置与升降座260驱动连接,以驱使升降座260沿上下方向移动。在本实施例中,第三直线驱动装置包括丝杆280、安装板和第一电机290,第一电机290设在安装板上,安装板设有至少一根第一滑轨270,第一滑轨270的两端沿上下方向延伸,升降座260对应设置第一滑块,第一滑块与第一滑轨270滑移连接,促使升降座260能相对安装板平稳的往上或往下移动,丝杆280的两端通过轴承座设在安装板上,丝杆280的两端沿上下方向延伸,丝杆280与升降座260的螺孔螺纹连接,第一电机290的输出轴通过联轴器与丝杆280的下端固定连接,第一电机290能带动丝杆280高速旋转。第一电机290可以是正反转的伺服电机。安装板可以通过螺丝与底架210连接。
在第一电机290的输出轴进行顺时针转动时,升降座260在丝杆280的驱使下,带动两块抬料块240一并上升,有助于实现两块抬料块240带着载板930向上移动。在抬料块240的上升过程中,两个第四直线驱动装置同时工作,驱使两块抬料块240同步相互靠近,以靠近位于输送机构上的载板930,并抬升载板930。
在第一电机290的输出轴进行逆时针转动时,通过丝杆280的带动作用,促使升降座260能带动抬料块240下移。在抬料块240下移过程中,第四直线驱动装置驱使两块抬料块240相互远离,以避免两块抬料块240与输送机构发生干涉碰撞从而导致抬料块240受损而无法正常工作。
另外,如图8和图9所示,本实用新型实施例三提供一种行星齿轮机构的上螺丝设备,其与实施例一、实施例二的区别在于:行星齿轮机构的上螺丝设备包括用于夹持载板930的夹具组件820和工具更换平台840。工具更换平台840设在支撑台100上,电批组件810和夹具组件820均放置于工具更换平台840,机械手300通过换枪盘分别与电批组件810和夹具组件820连接。
具体的,换枪盘包括公换枪盘和母换枪盘,通过公换枪盘和母换枪盘连接,能实现机械手300分别与电批组件810和夹具组件820连接。机械手300的自由端设有公换枪盘。
夹具组件820包括夹持爪821、手指气缸822和安装座823,夹持爪821设有两个,两个夹持爪821分别与手指气缸822的两个气爪固定连接,安装座823与手指气缸822通过螺栓进行连接,安装座823的顶面通过螺栓安装有母换枪盘824。
电批组件810包括电批和安装座,电批和安装座连接,安装座的顶面通过螺栓安装有母换枪盘。
工具更换平台840的侧面设有容纳凹槽,容纳凹槽贯穿工具更换平台840的上面和下面。工具更换平台840设置两个容纳凹槽,容纳凹槽的开口可以朝前或朝后设置。电批组件810和夹具组件820可以放置于不同的容纳凹槽内,并由工具更换平台840的上面提供支撑作用。
进一步的,工具更换平台840的上面设有定位槽,可使电批组件810或夹具组件820的安装座落在定位槽内,实现定位。
在其他一些实施例中,设置多个光电传感器850,用以分别检测工具更换平台840上是否存在电批组件810或夹具组件820。
当上螺丝平台110、进料装置的出口端和出料装置的进口端这三点不在同一直线时,搬运机械手400只能完成自动上料或自动出料工作,因此,机械手300通过换枪盘进行与夹具组件820的快速可拆连接,机械手300利用夹具组件820对载板930进行夹持并搬运,从而完成自动上料或自动出料工作。在搬运机械手400负责自动上料工作时,机械手300搭配夹具组件820完成自动出料工作。
以上对本实用新型的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
Claims (10)
1.一种行星齿轮机构的上螺丝设备,其特征在于,包括:
支撑台(100),其设有上螺丝平台(110)和螺丝上料装置(500);
运送装置(200),其设在所述支撑台(100),所述运送装置(200)具有进口端和出口端,所述运送装置(200)设有两个,两个所述运送装置(200)分别为进料装置和出料装置;
机械手(300),其设在所述支撑台(100)上,所述机械手(300)具有自由端,所述自由端设有电批组件(810);
搬运机械手(400),其设在所述支撑台(100)上,且所述搬运机械手(400)能在上螺丝平台(110)与两个运送装置(200)之间运动以搬运载板(930)。
2.根据权利要求1所述的行星齿轮机构的上螺丝设备,其特征在于,所述螺丝上料装置(500)包括直线送料器、送料座和顶升机构,所述直线送料器的顶部与所述送料座连接,所述送料座的上表面设有送料滑槽,所述送料座设有贯穿上下的顶升口,所述顶升口与送料滑槽相通,所述顶升机构位于所述顶升口的下方且与顶升口相对设置。
3.根据权利要求2所述的行星齿轮机构的上螺丝设备,其特征在于,所述顶升机构包括伸缩气缸和顶升块,所述伸缩气缸的活塞杆与顶升块的下端连接以驱使所述顶升块能进出所述顶升口。
4.根据权利要求1所述的行星齿轮机构的上螺丝设备,其特征在于,所述搬运机械手(400)包括搬运臂(410)、第一气动夹爪(420)、第一直线驱动装置(430)和第二直线驱动装置(440),所述搬运臂(410)设有两个且分别与所述第一气动夹爪(420)的两个夹爪连接,所述第一直线驱动装置(430)与第一气动夹爪(420)连接以驱使第一气动夹爪(420)沿上下方向移动,所述第二直线驱动装置(440)与所述第一直线驱动装置(430)连接,以驱使第一直线驱动装置(430)在上螺丝平台(110)与两个运送装置(200)之间直线运动。
5.根据权利要求4所述的行星齿轮机构的上螺丝设备,其特征在于,所述第一直线驱动装置(430)为双轴气缸,所述第二直线驱动装置(440)为直线模组。
6.根据权利要求1所述的行星齿轮机构的上螺丝设备,其特征在于,所述支撑台(100)设有腔体、侧面开口和顶面开口,所述顶面开口和侧面开口均连通于所述腔体,所述运送装置(200)设于腔体,所述运送装置(200)包括输送机构和抬料机构,所述输送机构设有进口端和出口端,所述进口端位于侧面开口,所述出口端位于所述顶面开口的下方,所述抬料机构设在出口端以抬升载板。
7.根据权利要求6所述的行星齿轮机构的上螺丝设备,其特征在于,所述抬料机构包括第三直线驱动装置和抬料块(240),所述抬料块(240)设有两块且分别位于所述输送机构的两侧,所述第三直线驱动装置与抬料块(240)连接以驱使抬料块(240)沿上下方向移动。
8.根据权利要求7所述的行星齿轮机构的上螺丝设备,其特征在于,所述抬料机构还包括第四直线驱动装置和升降座(260),所述第四直线驱动装置设有两个且分别位于输送机构的两侧,两个第四直线驱动装置均设在升降座(260)上,两个第四直线驱动装置分别与两块所述抬料块(240)连接,以驱使两块抬料块(240)相互靠近,所述第三直线驱动装置与升降座(260)连接以驱使升降座(260)上下移动。
9.根据权利要求6至8任一所述的行星齿轮机构的上螺丝设备,其特征在于,还包括用于夹持载板(930)的夹具组件(820)和工具更换平台(840),所述工具更换平台(840)设在所述支撑台(100)上,所述电批组件(810)和所述夹具组件(820)均放置于所述工具更换平台(840),所述机械手(300)通过换枪盘分别与所述电批组件(810)和所述夹具组件(820)连接。
10.根据权利要求9所述的行星齿轮机构的上螺丝设备,其特征在于,所述换枪盘包括公换枪盘和母换枪盘,所述机械手(300)的自由端设有所述公换枪盘,所述夹具组件(820)包括夹持爪、手指气缸和安装座,所述夹持爪设有两个且分别与所述手指气缸的两个气爪连接,所述安装座与所述手指气缸连接,安装座的顶面设有所述母换枪盘;所述工具更换平台(840)的侧面设有容纳凹槽,所述容纳凹槽贯穿工具更换平台(840)的上面和下面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122689463.1U CN216470845U (zh) | 2021-11-04 | 2021-11-04 | 行星齿轮机构的上螺丝设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122689463.1U CN216470845U (zh) | 2021-11-04 | 2021-11-04 | 行星齿轮机构的上螺丝设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216470845U true CN216470845U (zh) | 2022-05-10 |
Family
ID=81447678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122689463.1U Active CN216470845U (zh) | 2021-11-04 | 2021-11-04 | 行星齿轮机构的上螺丝设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216470845U (zh) |
-
2021
- 2021-11-04 CN CN202122689463.1U patent/CN216470845U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210188960U (zh) | 一种电动充电器的自动装配装置 | |
| CN106629042A (zh) | 全自动上料流水线的上料方法 | |
| CN104175110A (zh) | 一种全自动锁螺丝机 | |
| CN101121463A (zh) | T形导轨的翻转装置 | |
| CN114482582A (zh) | 一种砌砖设备 | |
| CN107377309B (zh) | 一种用于太阳能双玻组件背筋挂钩的涂胶系统 | |
| CN209758469U (zh) | 一种工业搬运机器人 | |
| CN110977185A (zh) | 具有机械手的镭雕机 | |
| CN215870166U (zh) | 三孔插座自动装配系统 | |
| CN216470845U (zh) | 行星齿轮机构的上螺丝设备 | |
| CN114131300B (zh) | 行星齿轮组装机 | |
| CN212239196U (zh) | 车床上下料机械手 | |
| CN213988911U (zh) | 一种用于光伏组件的条码放置装置 | |
| CN115122073B (zh) | 一种带齿圈状体装配设备 | |
| CN216470114U (zh) | 行星齿轮机构物流仓储设备 | |
| CN111376014B (zh) | 一种卡扣及隔音棉装配设备 | |
| CN113264317B (zh) | 一种丝印机的上下料装置 | |
| CN211108251U (zh) | 一种血型卡装托机 | |
| CN110740608A (zh) | 一种小型电池包pcb板自动安装设备 | |
| CN220971356U (zh) | 一种车载导航终端生产线 | |
| CN214421615U (zh) | 一种接头上料机构 | |
| CN220222610U (zh) | 一种用于打标机的机械抓取装置 | |
| CN216462842U (zh) | 齿轮承载板的芯片安装设备 | |
| CN218087491U (zh) | 海绵自动上料输送系统 | |
| CN215844395U (zh) | 通用九速变速箱泵盖传送检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |