CN215199176U - 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 - Google Patents
一种适用于大型圆筒形外壳的内涨式六刃切边模结构 Download PDFInfo
- Publication number
- CN215199176U CN215199176U CN202120133280.9U CN202120133280U CN215199176U CN 215199176 U CN215199176 U CN 215199176U CN 202120133280 U CN202120133280 U CN 202120133280U CN 215199176 U CN215199176 U CN 215199176U
- Authority
- CN
- China
- Prior art keywords
- plate
- die
- base plate
- structure suitable
- shell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本实用新型涉及一种适用于大型圆筒形外壳的内涨式六刃切边模结构,由上模部分和下模部分组成;所述上模部分由上托、固定板、基板,定位板,斜楔和凸模组合组成,所述下模部分包括凹模和脱料机构,该技术方案可以充分利用外壳内部的空间,结构紧凑,构思巧妙且加工方便,并且对冲床行程和外壳的高度无特别的限制,适应范围广,较之常用的切削加工切边,可大幅度提高生产效率和产品的质量。
Description
技术领域
本实用新型涉及切削加工装置领域,具体是一种适用于大型圆筒形外壳的内涨式六刃切边模结构。
背景技术
机电和日用产品中会大量用到圆筒形和盒形的外壳,这些零件通常会采用拉深工艺进行加工,但是,拉深而得的壳体,特别是较深的拉深件,都需要进行切边而获得平整光洁的端面。
针对大、中型的拉深壳体,现有的切边方法,如导板式浮动凹模切边模和台阶型凸模的拉深切边复合模等等都因其局限性而难以采用,现有技术中,大多采用分段多次切边的方式进行加工,但其缺点是难以获得理想的端面质量;或者采用切削加工的方式,但该方式更是效率低下,难以兼顾加工效率和加工效果。
实用新型内容
本实用新型所要解决的技术问题是提供一种适用于大型圆筒形外壳的内涨式六刃切边模结构,以解决现有技术中存在的缺陷。
本实用新型解决上述技术问题的技术方案如下:
一种适用于大型圆筒形外壳的内涨式六刃切边模结构,由上模部分和下模部分组成;
所述上模部分由上托、固定板、基板,定位板,斜楔和凸模组合组成,其中,所述凸模组合包括3把主动切刀和3把从动切刀,所述凸模组合与垫圈三一起夹在基板和定位板之间;所述上模部分通过上托与冲床滑块连接;
所述下模部分包括凹模和脱料机构,其中,所述凹模由凹模板、垫板、垫圈一和底座通过螺钉和销钉连接而成一个刚体,垫板和垫圈一等高,其高度与成品外壳所需高度相匹配;所述脱料机构由脱料板、脱料钩、扭簧和限位件组成,所述下模部分通过底座紧固于冲床台面;
进一步的,所述基板的左右和前后两端分别以螺钉和销钉固定有与所述垫圈三等高的支撑板一和支撑板二;
进一步的,所述基板、垫圈三和定位板由螺钉紧固成一个刚体,所述凸模组合的高度略低于垫圈三的高度;
进一步的,所述脱料板的上方设置有托板,所述托板通过螺钉与所述脱料板固定连接,所述托板与脱料板之间设置有垫圈二。
进一步的,所述3把主动切刀2按交角120°均匀分布,每把主动切刀顶部开有滑槽,滑动时由导向块导向,斜楔固定在固定板上,穿过基板与主动切刀上的斜面吻合;所述主动切刀与压簧二连接进行复位;
进一步的,所述基板与固定板之间有导柱和定距螺钉相连接,所述基板与固定板两者之间又有压簧一撑开;
进一步的,所述凹模的内腔等分设置三个以上弹簧碰珠以压住完成切边后被托出的外壳。
本实用新型的有益效果是:充分利用外壳内部的空间,结构紧凑,构思巧妙且加工方便,并且对冲床行程和外壳的高度无特别的限制,适应范围广,较之常用的切削加工切边,可大幅度提高生产效率和产品的质量。
附图说明
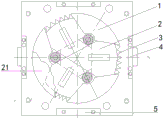
图1为本实用新型上模部分仰视图;
图2为本实用新型剖面结构示意图;
图3为本实用新型下模部分俯视图;
附图标记说明如下:
1、从动切刀,2.主动切刀,3.拉簧,4.支承板一,5.支承板二,6.上托,7.压簧一,8、斜楔,9.导向块,10、压簧二,11.限位件,12.脱料钩,13、扭簧,14、垫板,15、底座,16、脱料板,17.垫圈一,18.垫圈二,19.托板,20.凹模,21.定位板,22.基板,23.导柱,24.固定板,25、定距螺钉,26.垫圈三;
具体实施方式
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
如图1-3所示,一种适用于大型圆筒形外壳的内涨式六刃切边模结构,由上模部分和下模部分组成;
所述上模部分由上托6、固定板24、基板22,定位板21,斜楔8和凸模组合组成,其中,所述凸模组合包括3把主动切刀1和3把从动切刀2,所述凸模组合与垫圈三26一起夹在基板22和定位板21之间;所述上模部分通过上托6与冲床滑块连接;
所述下模部分包括凹模20和脱料机构,其中,所述凹模由凹模板、垫板14、垫圈一17和底座15通过螺钉和销钉连接而成一个刚体,垫板和垫圈一17等高,其高度与成品外壳所需高度相匹配;所述脱料机构由脱料板、脱料钩、扭簧和限位件组成,所述下模部分通过底座紧固于冲床台面;
更具体的,所述基板22的左右和前后两端分别以螺钉和销钉固定有与所述垫圈三26等高的支撑板一4和支撑板二5;
更具体的,所述基板22、垫圈三26和定位板21由螺钉紧固成一个刚体,所述凸模组合的高度略低于垫圈三26的高度,以保证凸模组合的滑动间隙;
在另一个具体实施例中,所述脱料板的上方设置有托板19,所述托板通过螺钉与所述脱料板16固定连接,所述托板与脱料板之间设置有垫圈二18,此处增设的垫圈二和托板则是为适应不同高度外壳的切边所需。
更具体的,所述3把主动切刀2按交角120°均匀分布,每把主动切刀顶部开有滑槽,滑动时由导向块9导向,斜楔固定在固定板24上,穿过基板22与主动切刀1上的斜面吻合;所述主动切刀与压簧二10连接进行复位;
更具体的,所述基板与固定板之间有导柱23和定距螺钉25相连接,所述基板与固定板两者之间又有压簧一7撑开;压簧一7的作用是在冲切时,能确保凸模组合和凹模之间的冲裁间隙的稳定。
具体工作原理:
工作时,将待加工外壳放入凹模20内腔,上模部分随冲床滑块下行而向下运动,定位板21导入外壳内腔,支承板一4和支撑板二5的下平面与凹模20上平面接触时,基板22和凸模组合停止下行。
其中,定位板的作用在于确保待加工外壳在切边时的稳定性,上模部分下行时,定位板21(外形尺寸同外壳内腔尺寸)精准导入待加工外壳的内腔。
此时斜楔8随固定板24和上托6继续下行,随后推动三把主动切刀2各沿交角120°的方向向外滑动,同时三把主动切刀2又推动相邻的从动切刀1向外涨切,最终六把切刀同时将外壳的废边完整切除。
冲床滑块回升时,上模部分随之上升,主动切刀2和从动切刀1各自依靠压簧二10和拉簧3复位。随着斜楔8与主动切刀2脱离接触,支承板一4的外侧凸缘随着基板22的回升而拉动脱料钩12上升,从而带动脱料板16向上运动将外壳托出,上模部分继续回升,直至脱料钩12下部斜边触碰到限位件11后,脱料钩12向外弹开,脱料板16籍自重落下复位,扭簧13的作用是保证在拉升脱料板16的过程中脱料钩12不松开。
为防切边后的外壳因震动回落凹模腔内,所述凹模20的内腔等分设置三个以上弹簧碰珠以压住被托出的外壳。
本实用新型具有如下优点:
1、充分利用壳体内部空间,构思了六刃切刀的灵巧组合,通过合理的参数设定,能使凸模组合中的有效刀刃总长略大于凹模刀刃总长,致使切边过程为纯剪切、无撕裂痕迹;
2.切边动作几乎是同时在同一平面上由内而外涨切而成,所得外壳端面十分平整光洁;横向涨切结构受力均匀,有效工作行程短,因此即使是大而深的外壳切边、对冲床的行程和吨位也无严格要求。
3、调换不同高度的垫圈18或卸除垫圈18和托板19能加工不同高度的壳体;并且脱件装置动作紧凑、简单可靠。
4、整体结构的主要部件都为拼接件,制作加工精度要求不高,拆卸维修和刃磨十分方便。
5、按本实用新型的设计方案加以拓展、改变切刀的形状和数量,也能对其他形状的大型外壳(如矩形盒、椭圆筒等)实施切边,适应范围广。
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (7)
1.一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于,由上模部分和下模部分组成;
所述上模部分由上托、固定板、基板,定位板,斜楔和凸模组合组成,其中,所述凸模组合包括3把主动切刀和3把从动切刀,所述凸模组合与垫圈三一起夹在基板和定位板之间;所述上模部分通过上托与冲床滑块连接;
所述下模部分包括凹模和脱料机构,其中,所述凹模由凹模板、垫板、垫圈一和底座通过螺钉和销钉连接而成一个刚体,垫板和垫圈一等高,其高度与成品外壳所需高度相匹配;所述脱料机构由脱料板、脱料钩、扭簧和限位件组成,所述下模部分通过底座紧固于冲床台面。
2.根据权利要求1所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述基板的左右和前后两端分别以螺钉和销钉固定有与所述垫圈三等高的支撑板一和支撑板二。
3.根据权利要求2所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述基板、垫圈三和定位板由螺钉紧固成一个刚体,所述凸模组合的高度略低于垫圈三的高度。
4.根据权利要求3所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述脱料板的上方设置有托板,所述托板通过螺钉与所述脱料板固定连接,所述托板与脱料板之间设置有垫圈二。
5.根据权利要求4所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述3把主动切刀按交角120°均匀分布,每把主动切刀顶部开有滑槽,滑动时由导向块导向,斜楔固定在固定板上,穿过基板与主动切刀上的斜面吻合,所述主动切刀与压簧二连接进行复位。
6.根据权利要求5所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述基板与固定板之间有导柱和定距螺钉相连接,所述基板与固定板两者之间又有压簧一撑开。
7.根据权利要求1-6任一所述的一种适用于大型圆筒形外壳的内涨式六刃切边模结构,其特征在于:所述凹模的内腔等分设置三个以上弹簧碰珠以防完工后被托出的外壳重新回落凹模腔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120133280.9U CN215199176U (zh) | 2021-01-21 | 2021-01-21 | 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120133280.9U CN215199176U (zh) | 2021-01-21 | 2021-01-21 | 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215199176U true CN215199176U (zh) | 2021-12-17 |
Family
ID=79437816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120133280.9U Active CN215199176U (zh) | 2021-01-21 | 2021-01-21 | 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215199176U (zh) |
-
2021
- 2021-01-21 CN CN202120133280.9U patent/CN215199176U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109985972A (zh) | 一种汽车零部件的一次冲压成型设备 | |
| CN210098710U (zh) | 一种铝压铸件冲孔切废料整形装置 | |
| CN111346972A (zh) | 一种用于制备燃料电池金属极板的冲切一体化模具结构 | |
| CN215199176U (zh) | 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 | |
| CN103350158B (zh) | 一种气门锁夹生产装置 | |
| CN211191593U (zh) | 一种铝压铸件复合去毛刺装置 | |
| CN112756468A (zh) | 一种适用于大型圆筒形外壳的内涨式六刃切边模结构 | |
| CN109807225B (zh) | 基于同一基准面的侧切模具及其加工方法 | |
| CN205309094U (zh) | 一种梯形轨距挡板整体冲压成型冷作模具 | |
| CN209849651U (zh) | 基于同一基准面的侧切模具 | |
| CN216655981U (zh) | 一种薄板大尺寸扇面零件桥式出料落料模 | |
| CN214108497U (zh) | 正、侧切交刀与空切复合模具 | |
| CN111360134A (zh) | 一种u形支架的加工模具 | |
| CN221064087U (zh) | 壳体折边的精密环切模具 | |
| CN113878041A (zh) | 车架纵梁落料冲孔复合模具 | |
| CN204817653U (zh) | 一种三面刃式双侧剪切槽钢切断模 | |
| CN216729041U (zh) | 一种新型拉伸端面侧切冲压模具结构 | |
| CN216461194U (zh) | 一种六寸法兰生产用模具 | |
| CN217369964U (zh) | 减少毛刺产生的冲压模具 | |
| CN212822078U (zh) | 一种用于通讯设备机壳的切边校正模 | |
| CN210676549U (zh) | 具有侧向冲切功能的压铸件冲切模具 | |
| CN216989501U (zh) | 一种用于连续模具的冲孔工装 | |
| CN111185515A (zh) | 棒材切断模 | |
| CN221064116U (zh) | 一种可定位的冲切整形模具 | |
| CN211489307U (zh) | 一种百叶窗用折弯模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |