CN214517098U - 一种整体式波形片的多子片成形级进模 - Google Patents
一种整体式波形片的多子片成形级进模 Download PDFInfo
- Publication number
- CN214517098U CN214517098U CN202022580661.XU CN202022580661U CN214517098U CN 214517098 U CN214517098 U CN 214517098U CN 202022580661 U CN202022580661 U CN 202022580661U CN 214517098 U CN214517098 U CN 214517098U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- punch
- forming
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000000750 progressive effect Effects 0.000 title claims abstract description 22
- 238000004080 punching Methods 0.000 claims abstract description 78
- 238000012545 processing Methods 0.000 claims abstract description 14
- 238000005520 cutting process Methods 0.000 claims description 5
- 238000007599 discharging Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 7
- 230000009471 action Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000010079 rubber tapping Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images



Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本实用新型提供了一种整体式波形片的多子片成形级进模,包括上模组件和下模组件,所述上模组件包括上模座、卸料板以及与上模座下端面固定连接的凸模固定板,所述下模组件包括下模座、凹模垫板以及与凹模垫板顶端固定连接的凹模固定板;所述凸模固定板和凹模固定板之间对应设有多个工位,从左到右按加工顺序分别为:第一冲孔工位,第一落料工位,第二落料工位,第一成形工位,第二成形工位,第二冲孔工位,第三落料工位,起到精简模具及减少加工成本的作用,能实现单套模具大批量连续冲压整体式波形片的目标。
Description
技术领域
本实用新型涉及汽配零件冲压领域,具体涉及一种整体式波形片的多子片成形级进模。
背景技术
波形片是汽车离合器从动盘的关键组成零部件,波形片按照子片连接方式可分为整体式和单片式,整体式波形片的子片通过中间圆形区域连接成一个整体。整体式波形片结构较为复杂,加工步骤繁琐,目前加工单片式波形片的模具多为单工序模,效率较低且不适用于整体式波形片。为提升整体式波形片成形效率,一般采用复合模和级进模进行加工,但受到波形片结构及尺寸的限制使得复合模结构复杂,制造及维修成本高昂。
实用新型内容
为解决背景技术中的问题,为此,本实用新型提出一种整体式波形片的多子片成形级进模,包括上模组件和下模组件,所述上模组件包括上模座、卸料板以及与上模座下端面固定连接的凸模固定板,所述下模组件包括下模座、凹模垫板以及与凹模垫板顶端固定连接的凹模固定板;所述凸模固定板和凹模固定板之间对应设有多个工位,从左到右按加工顺序分别为:第一冲孔工位,第一落料工位,第二落料工位,第一成形工位,第二成形工位,第二冲孔工位,第三落料工位。
优选地,在第一冲孔工位,所述凸模固定板上设有第一冲孔凸模,凹模固定板上对应设有第一冲孔凹模,在第一落料工位和第二落料工位之间,所述凸模固定板上设有第一凸模镶块,第一凸模镶块上设有第一落料凸模,第一冲孔凸模也设置在第一凸模镶块上,所述凹模固定板上设有第一凹模镶块,第一凹模镶块上设有第一落料凹模,第一冲孔凹模也设置在第一凹模镶块上,在第一成形工位,凸模固定板上设有第一成形凸模镶块,凹模固定板上对应设有第一成形凹模镶块,在第二成形工位,凸模固定板上设有第二成形凸模镶块,凹模固定板上对应设有第二成形凹模镶块,在第二冲孔工位,凸模固定板上设有第二冲孔凸模,凹模固定板上对应设有第二冲孔凹模,在第三落料工位,凸模固定板上设有第二凸模镶块,凹模固定板上设有第二凹模镶块,所述第二凸模镶块上设有第二落料凸模,所述第二凹模镶块上对应设有第二落料凹模。
优选地,所述卸料板位于凸模固定板下方,所述凹模垫板位于下模座及凹模固定板之间,所述第一冲孔凸模、第一落料凸模、第一成形凸模镶块、第二成形凸模镶块、第二冲孔凸模均穿过卸料板与凸模固定板固定连接。
优选地,所述凸模固定板上设有导正钉,卸料板上设有多个导向孔,所述凹模固定板上设有多个导正孔及导向钉,所述导正钉穿过凸模固定板、卸料板与导正孔连接,所述导向钉与导向孔连接,所述导向钉上有设有环切槽。
优选地,所述上模座上设有弹簧顶杆,弹簧顶杆穿过上模座、凸模固定板与卸料板固定连接。
优选地,所述上模组件还包括上盖板,所述上盖板下端面与上模座顶部固定接触,所述上盖板顶端面中间设有模柄。
优选地,所述下模组件还包括托料块,所述托料块设于下模座上端面,且托料块右端面与凹模垫板和凹模固定板一端接触。
优选地,所述托料块上设有托料顶杆,所述托料顶杆下端与托料块通过第二弹簧连接,上端面与物料板下端面接触。
优选地,整体式波形片的多子片成形级进模还包括导向装置,所述导向装置包括外导柱、外导柱套、内导柱及内导柱套,所述外导柱与上盖板固定连接,所述外导柱套与下模座固定连接,内导柱固定于凸模固定板并穿过卸料板,内导柱套与凹模固定板固定连接。
与现有技术相比,本实用新型的有益效果是:
(1)通过将整体式波形片的落料、成形及冲孔等工序集成到一套模具上,起到精简模具及减少加工成本的作用,能实现单套模具大批量连续冲压整体式波形片的目标;同时,通过多个成形镶块同时加工多个子片的方法,降低多次定位导致的误差、改善工人多次操作的低效率,实现多子片同时冲压成形,使得整体式波形片的成形质量及效率大大提高,
(2)该级进模通过使用模具集成于镶块,镶块再通过螺栓连接模板、垫板的方式,使得凸模、凹模实现可分离,降低了模具的制造、装配及维修难度,
(3)该级进模还通过弹性卸料板结构,起到自动调节压边力、卸料的作用,实现降低冲压故障率、提升成形质量的的目的。
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
图1是波形片的结构示意图
图2是根据本实用新型的一个实施例的上模组件的结构示意图;
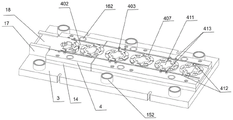
图3是根据本实用新型一个实施例的下模组件的结构示意图结构示意图;
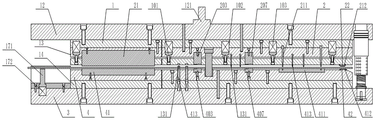
图4是根据本实用新型一个实施例的模具装配图;
图5是根据本实用新型一个实施例的整体式波形片排样图;
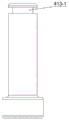
图6是根据本实用新型一个实施例的导向钉的结构示意图;
其中:1上模座;101弹簧顶杆;102弹簧孔;103第一弹簧;2凸模固定板;21第一凸模镶块;201第一冲孔凸模201;202第一落料凸模;203第一成形凸模镶块;207第二成形凸模镶块;211第二冲孔凸模;22第二凸模镶块;212第二落料凸模;3下模座;4凹模固定板;41第一凹模镶块;401第一冲孔凹模;402第一落料凹模;403第一成形凹模镶块;407 第二成形凹模镶块;411第二冲孔凹模;42第二凹模镶块;412第二落料凹模;413导向钉; 5第一冲孔工位;6第一落料工位;7第二落料工位;8第一成形工位;9第二成形工位;10 第二冲孔工位;11第三落料工位;12上盖板;121模柄;13卸料板;131导正钉;132导向孔;14凹模垫板;151外导柱;152外导柱套;161内导柱;162内导柱套;17托料块;171 托料顶杆;172第二弹簧;18物料板;
具体实施方式
为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。
下面参照图1至图6描述根据本实用新型一些实施例所述一种整体式波形片的多子片成形级进模。
实施例1:如图1至图5所示,本实用新型提供了一种整体式波形片的多子片成形级进模,包括上模组件和下模组件,上模组件包括上模座1、卸料板13以及与上模座1下端面固定连接的凸模固定板2,下模组件包括下模座3、凹模垫板14以及与凹模垫板14顶端固定连接的凹模固定板4;凸模固定板2和凹模固定板4之间对应设有多个工位,从左到右按加工顺序分别为:第一冲孔工位5,第一落料工位6,第二落料工位7,第一成形工位8,第二成形工位9,第二冲孔工位10,第三落料工位11。
在该实施例中,整体式波形片的多子片成形级进模包括上模组件和下模组件,上模组件包括上模座1、卸料板13以及与上模座1下端面紧密接触并固定连接的凸模固定板2,在具体操作中,通过上模座1上的沉头螺栓穿过上模座1与位于凸模固定板2上的内攻丝盲孔配合,使上模座1下端面与凸模固定板2连接;下模组件包括下模座3、凹模垫板14以及与凹模垫板14上端面紧密接触并固定连接的凹模固定板4,在具体操作中,通过凹模固定板4上的沉头螺栓穿过凹模固定板4与位于凹模垫板14上的内攻丝盲孔配合,使凹模垫板14上端面与凹模固定板4连接;凸模固定板2和凹模固定板4之间对应设有多个工位,从左到右按加工顺序分别为:第一冲孔工位5,第一落料工位6,第二落料工位7,第一成形工位8,第二成形工位9,第二冲孔工位10,第三落料工位11,第一冲孔工位5冲出整体式波形片中间连接区域的个用于后续定位的孔,第一落料工位6完成整体式波形片中间区域及右侧边缘部分的成形加工,第二落料工位7完成整体式波形片左侧边缘部分的成形加工,到这里完成整体式波形片的轮廓大致成形,本实施例相邻工位距离为220mm,板料宽为220mm。
实施例2:在第一冲孔工位5,凸模固定板2上设有第一冲孔凸模201,凹模固定板4上对应设有第一冲孔凹模401,在第一落料工位6和第二落料工位7之间,所述凸模固定板2上设有第一凸模镶块21,第一凸模镶块21上设有第一落料凸模202,第一冲孔凸模201也设置在第一凸模镶块21上,凹模固定板4上设有第一凹模镶块41,第一凹模镶块41上设有第一落料凹模402,第一冲孔凹模401也设置在第一凹模镶块41上,在第一成形工位8,凸模固定板2上设有第一成形凸模镶块203,凹模固定板4上对应设有第一成形凹模镶块403,在第二成形工位9,凸模固定板2上设有第二成形凸模镶块207,凹模固定板4上对应设有第二成形凹模镶块407,在第二冲孔工位10,凸模固定板2上设有第二冲孔凸模211,凹模固定板 4上对应设有第二冲孔凹模411,在第三落料工位11,凸模固定板2上设有第二凸模镶块22,凹模固定板4上设有第二凹模镶块42,所述第二凸模镶块22上设有第二落料凸模212,所述第二凹模镶块42上对应设有第二落料凹模412。
在该实施例中,在第一冲孔工位5,凸模固定板2上设有第一冲孔凸模201,凹模固定板44上对应设有第一冲孔凹模401,在第一落料工位6和第二落料工位7之间,凸模固定板2上设有第一凸模镶块21,第一凸模镶块21上设有第一落料凸模202,第一冲孔凸模201也设置在第一凸模镶块21上,凹模固定板4上设有第一凹模镶块41,第一凹模镶块41上设有第一落料凹模402,第一冲孔凹模401也设置在第一凹模镶块41上。在第一成形工位8,凸模固定板2上设有第一成形凸模镶块203,凹模固定板4上对应设有第一成形凹模镶块403,共计四个,间隔90°分布;在第二成形工位9,凸模固定板2 上设有第二成形凸模镶块207,凹模固定板4上对应设有第二成形凹模镶块407共计四个,间隔90°;在第二冲孔工位10,凸模固定板2上设有第二冲孔凸模211,凹模固定板4上对应设有第二冲孔凹模411,因八个子片一共有16个孔,所以第二冲孔凸模211 和第二冲孔凹模411分别有16个;在第三落料工位11,凸模固定板2上设有第二凸模镶块22,凹模固定板4上设有第二凹模镶块42,所述第二凸模镶块22上设有第二落料凸模212,所述第二凹模镶块42上对应设有第二落料凹模412,第一落料凸模202与第一落料凹模402用于整体式波形的形状成形,其形状与整体式波形片轮廓一致,第一成形凸模镶块203、第二成形凸模镶块207底部有波浪状曲面,第一成形凹模镶块403、第二成形凹模镶块407顶部有波浪状曲面,与整体式波形片子片的曲面一致,且两组成形镶块每组数量为4个,形状完全相同,但错开45°分两次对整体式波形片的八个子片进行冲压成形。第二落料凸模212与第二落料凹模412用于切除整体式波形片边缘多余部分,用于产品从料带上脱落。
实施例3:如图1至图5所示,卸料板13位于凸模固定板2下方,凹模垫板14位于下模座3及凹模固定板4之间,第一冲孔凸模201、第一落料凸模202、第一成形凸模镶块203、第二成形凸模镶块207、第二冲孔凸模211均穿过卸料板13与凸模固定板2固定连接。
在该实施例中,卸料板13位于凸模固定板2下方,凹模垫板14位于下模座3及凹模固定板4之间,第一冲孔凸模201、第一落料凸模202、第一成形凸模镶块203、第二成形凸模镶块207、第二冲孔凸模211均穿过卸料板13与凸模通过螺栓固定板固定连接。
实施例4:如图6所示,凸模固定板2上设有导正钉131,卸料板13上设有多个导向孔132,凹模固定板4上设有多个导正孔及导向钉413,所述导正钉131穿过凸模固定板2、卸料板13与导正孔连接,所述导向钉413与导向孔132连接,所述导向钉413上有设有环切槽。
实施例5:上模座1上设有弹簧顶杆101,弹簧顶杆101穿过上模座1、凸模固定板 2与卸料板13固定连接。
在该实施例中,上模座1上设有弹簧顶杆101,弹簧顶杆101穿过上模座1、凸模固定板2与卸料板13连接,在具体操作中,可通过卸料板13上的方向向上的沉头螺栓与位于弹簧顶杆101下端面的内攻丝盲孔配合固定,在上模座1上设有弹簧孔102,内设第一弹簧103,其下端与弹簧顶杆101顶部接触,用以调节卸料板13位置。
实施例6:如图2所示,所述上模组件还包括上盖板12,所述上盖板12下端面与上模座1顶部固定接触,所述上盖板12顶端面中间设有模柄121。
实施例7:如图3所示,下模组件还包括托料块17,所述托料块17设于下模座3上端面,且托料块17右端面与凹模垫板14和凹模固定板4一端接触。
在该实施例中,下模组件还包括托料块17,托料块17位于第一冲孔工位5左端,其右端面与凹模固定板4、凹模垫板14左端面接触,通过螺栓固定于下模座3上端面,
实施例8:托料块17上设有托料顶杆171,托料顶杆171下端与托料块17通过第二弹簧172连接,上端面与物料板18下端面接触。
在该实施例中,托料块17设有托料顶杆171,托料顶杆171下部与托料块17内部的第二弹簧172接触,上端面与物料板18下端接触,与导向钉413一起保证送料精度,物料板是整体式波形片的多子片成形级进模的工作对象。
实施例9:整体式波形片的多子片成形级进模还包括导向装置,所述导向装置包括外导柱151、外导柱套152、内导柱161及内导柱套162,所述外导柱151与上盖板12 固定连接,所述外导柱套152与下模座3固定连接,内导柱161固定于凸模固定板2并穿过卸料板13,内导柱套162与凹模固定板4固定连接。
在该实施例中,导向装置包括外导柱151、外导柱套152,内导柱161和内导柱套162,外导柱151与上盖板12为过盈配合固定连接,外导柱套152与下模座3为过盈配合固定连接,内导柱161与凸模固定板2和卸料板13均连接,内导柱套162与凹模固定板4为过盈配合固定连接,为了保证导向精度,所述导柱、导套共设6套,分别均匀分布于上盖板12、上模座1。此外,在凹模固定板4上设有导向钉413,每组两个,共三组,物料两边均对称分布以保证物料的正确输送,提高整体式波形片的成形精度。
以下结合具体使用介绍本实用新型,整个级进模按加工顺序从左到右分为第一冲孔工位5、第一落料工位6、第二落料工位7、第一成形工位8、第二成形工位9、第二冲孔工位10、第三落料工位11。
第一冲孔工位;首先物料板18在到达第一冲孔工位5之前,与托料块17的顶部横面紧密接触,且下部同时与4个托料弹簧顶杆101顶部平面接触;在凹模固定板4上还设有导正钉413,导正钉413上有环形切口413-1,物料板18与环形切口413-1配合接触。通过以上方法使得物料板18在冲压成形过程能够拥有较高的位置精准度。
在第一冲孔工位5时,压力机连接模柄121将冲压力传递到上模组件使其下压,当上模组件下压时,首先与物料板18接触的是卸料板13,卸料板13与物料接触后,在弹簧顶杆101的作用下,压边力逐渐增大,压紧物料板,防止在成形过程中产生翘曲。弹簧顶杆101收缩,使得第一冲孔凸模201相对于卸料板13露出,在物料板18上冲出定位孔。冲定位孔完成,上模组件回程过程中,物料板18在弹性导向钉413的作用下回到最初位置,同时物料板18到达第一落料工位6和第二落料工位7。
第一落料工位、第二落料工位:当上模组件下压时,首先与物料板接触的是卸料板13,卸料板与物料接触后,弹簧顶杆101收缩,使得第一凸模镶块21相对于卸料板13 露出,其上的第一落料凸模202与第一凹模镶块41上的第一落料凹模402接触,对物料板18进行落料操作;物料板大致形状形成,具有八个均匀分布的子片,其中上下两个子片有部分仍与物料板连接,以提供平移动力。落料完成后,上模组件回程,物料板在弹性导向钉413的作用下回到最初位置,同时落料后的物料板18到达第一成形工位8和第二成形工位9处。
第一、第二成形工位:当上模组件下压时,导正钉131首先与第一步冲孔工位冲压出的定位孔接触,使物料板到达准确的成形位置。然后卸料板13下压,压紧物料板,接着第一成形凸模镶块203、第二成形凸模镶块207相对露出,与第一成形凹模镶块403、第二成形凹模镶块407共同作用将落料后的物料进行冲压成形,其中八个子片分为两次成形,在第一成形工位间隔成形4个子片,第二成形工位的镶块相比第一成形工位旋转45°。成形完成后,上模组件回程过程中,物料板在弹性导向钉413的作用下回到最初位置并向右移动到达第二冲孔工位10。
第二冲孔工位;当上模组件下压时,导正钉131先与定位孔接触,调正板料位置。卸料板13压紧物料后,第二冲孔凸模211下移对物料的八个子片进行冲孔,共计16个冲孔凸模。
冲孔操作结束后,上模组件回程过程中,物料板在弹性导向钉413的作用下回到最初位置并向右移动到达第三落料工位11。
第三落料工位:在第三落料工位,上模组件下压时,导正钉131调正板料位置,同时卸料板13下移压紧物料,第二落料凸模212随着卸料板下移与第二落料凹模412共同作用,切除物料的上下两个子片与物料板连接部分。切落后的波形片在凹模固定板4最右端的斜面作用下,自然掉落到收纳处,至此,整体式波形片的加工就全部完成了。重复以上操作,就可以实现连续不断的加工整体式波形片,大幅度的提升整体式波形片的加工效率,降低生产成本。
上述实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。基于上述实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,也即凡在本申请的精神和原理之内所作的所有修改、等同替换和改进等,均落在本实用新型要求的保护范围内。
Claims (9)
1.一种整体式波形片的多子片成形级进模,其特征在于,包括上模组件和下模组件,所述上模组件包括上模座、卸料板以及与上模座下端面固定连接的凸模固定板,所述下模组件包括下模座、凹模垫板以及与凹模垫板顶端固定连接的凹模固定板;所述凸模固定板和凹模固定板之间对应设有多个工位,从左到右按加工顺序分别为:第一冲孔工位,第一落料工位,第二落料工位,第一成形工位,第二成形工位,第二冲孔工位,第三落料工位。
2.根据权利要求1所述的整体式波形片的多子片成形级进模,其特征在于,在第一冲孔工位,所述凸模固定板上设有第一冲孔凸模,凹模固定板上对应设有第一冲孔凹模,在第一落料工位和第二落料工位之间,所述凸模固定板上设有第一凸模镶块,第一凸模镶块上设有第一落料凸模,第一冲孔凸模也设置在第一凸模镶块上,所述凹模固定板上设有第一凹模镶块,第一凹模镶块上设有第一落料凹模,第一冲孔凹模也设置在第一凹模镶块上,在第一成形工位,凸模固定板上设有第一成形凸模镶块,凹模固定板上对应设有第一成形凹模镶块,在第二成形工位,凸模固定板上设有第二成形凸模镶块,凹模固定板上对应设有第二成形凹模镶块,在第二冲孔工位,凸模固定板上设有第二冲孔凸模,凹模固定板上对应设有第二冲孔凹模,在第三落料工位,凸模固定板上设有第二凸模镶块,凹模固定板上设有第二凹模镶块,所述第二凸模镶块上设有第二落料凸模,所述第二凹模镶块上对应设有第二落料凹模。
3.根据权利要求2所述的整体式波形片的多子片成形级进模,其特征在于,所述卸料板位于凸模固定板下方,所述凹模垫板位于下模座及凹模固定板之间,所述第一冲孔凸模、第一落料凸模、第一成形凸模镶块、第二成形凸模镶块、第二冲孔凸模均穿过卸料板与凸模固定板固定连接。
4.根据权利要求3所述的整体式波形片的多子片成形级进模,其特征在于,所述凸模固定板上设有导正钉,卸料板上设有多个导向孔,所述凹模固定板上设有多个导正孔及导向钉,所述导正钉穿过凸模固定板、卸料板与导正孔连接,所述导向钉与导向孔连接,所述导向钉上有设有环切槽。
5.根据权利要求1所述的整体式波形片的多子片成形级进模,其特征在于,所述上模座上设有弹簧顶杆,弹簧顶杆穿过上模座、凸模固定板与卸料板固定连接。
6.根据权利要求5所述的整体式波形片的多子片成形级进模,其特征在于,所述上模组件还包括上盖板,所述上盖板下端面与上模座顶部固定接触,所述上盖板顶端面中间设有模柄。
7.根据权利要求1所述的整体式波形片的多子片成形级进模,其特征在于,所述下模组件还包括托料块,所述托料块设于下模座上端面,且托料块右端面与凹模垫板和凹模固定板一端接触。
8.根据权利要求7所述的整体式波形片的多子片成形级进模,其特征在于,所述托料块上设有托料顶杆,所述托料顶杆下端与托料块通过第二弹簧连接,上端面与物料板下端面接触。
9.根据权利要求6所述的整体式波形片的多子片成形级进模,其特征在于,还包括导向装置,所述导向装置包括外导柱、外导柱套、内导柱及内导柱套,所述外导柱与上盖板固定连接,所述外导柱套与下模座固定连接,内导柱固定于凸模固定板并穿过卸料板,内导柱套与凹模固定板固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022580661.XU CN214517098U (zh) | 2020-11-10 | 2020-11-10 | 一种整体式波形片的多子片成形级进模 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022580661.XU CN214517098U (zh) | 2020-11-10 | 2020-11-10 | 一种整体式波形片的多子片成形级进模 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214517098U true CN214517098U (zh) | 2021-10-29 |
Family
ID=78287821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022580661.XU Expired - Fee Related CN214517098U (zh) | 2020-11-10 | 2020-11-10 | 一种整体式波形片的多子片成形级进模 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214517098U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496164A (zh) * | 2020-11-10 | 2021-03-16 | 桂林电子科技大学 | 一种整体式波形片的多子片成形级进模 |
-
2020
- 2020-11-10 CN CN202022580661.XU patent/CN214517098U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496164A (zh) * | 2020-11-10 | 2021-03-16 | 桂林电子科技大学 | 一种整体式波形片的多子片成形级进模 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN206882527U (zh) | 一种多形状片的冲压模具 | |
| CN206882542U (zh) | 一种片端子的冲压模具 | |
| CN206882509U (zh) | 一种片端子的冲压模具 | |
| CN202479354U (zh) | 波形片级进模 | |
| CN214517098U (zh) | 一种整体式波形片的多子片成形级进模 | |
| CN112024719A (zh) | 一种外壳多工位模具及其使用方法 | |
| CN109909372B (zh) | 一种汽车用高性能微电机外壳无废料侧面冲切模具 | |
| CN116550868B (zh) | 一种燃料电池金属极板连续冲压装置及方法 | |
| CN218361628U (zh) | 一种落料拉伸复合模具 | |
| CN107214243B (zh) | 一种u型件组合模具及u型件加工工艺 | |
| CN112496164A (zh) | 一种整体式波形片的多子片成形级进模 | |
| CN212469451U (zh) | 一种汽车地板横梁的冲压模具 | |
| CN112808858B (zh) | 用于制作弹簧抱挎的级进模 | |
| CN215279479U (zh) | 一种高强度钢板双折弯级进模 | |
| CN112588950B (zh) | 弹簧抱挎的加工方法 | |
| CN112705622B (zh) | 一种汽车隔板的加工模具及其加工方法 | |
| CN211276146U (zh) | 一种靠背边板成型模具 | |
| CN215697325U (zh) | 一种圆筒形壁罩连续模 | |
| CN221209597U (zh) | 一种触片的连续成型模具 | |
| CN112935093B (zh) | 弹簧抱挎级进模 | |
| CN216262996U (zh) | 一种电器开关阀胶片座下料连冲模 | |
| CN216606895U (zh) | 一种铜料深沉孔冷挤压冲裁弯曲类级进模 | |
| CN217252068U (zh) | 冲铆一体装置 | |
| CN216175880U (zh) | 一种灯头下料连冲模 | |
| CN216297669U (zh) | 一种汽车门槛内板件的加工模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20211029 |