CN213080205U - 一种中梁钢异型槽加工生产系统 - Google Patents
一种中梁钢异型槽加工生产系统 Download PDFInfo
- Publication number
- CN213080205U CN213080205U CN202021194714.8U CN202021194714U CN213080205U CN 213080205 U CN213080205 U CN 213080205U CN 202021194714 U CN202021194714 U CN 202021194714U CN 213080205 U CN213080205 U CN 213080205U
- Authority
- CN
- China
- Prior art keywords
- milling
- cutter
- milling power
- processing procedure
- wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Landscapes
- Milling Processes (AREA)
Abstract
本实用新型公开一种中梁钢异型槽加工生产系统,包括一级加工工序装置、二级加工工序装置和三级加工工序装置,一级加工工序装置通过从动支撑输送辊道与二级加工工序装置相连接,二级加工工序装置通过从动支撑输送辊道与三级加工工序装置相连接,一级加工工序装置、二级加工工序装置和三级加工工序装置均包括铣削动力机构和设于铣削动力机构侧端的定位输送限位机构,本实用新型实现对中梁钢相对刀具的铣削线性运动,有效避免加工时由于误差造成中梁钢的上下窜动而造成加工误差,有效避免中梁钢窜动从而损坏刀具,保证加工整体的精度,有效保证产品整体加工的质量;能够对中梁钢进行三重加工,使得加工后中梁钢最终成型,加工精度高,成型效果好。
Description
技术领域
本实用新型涉及中梁钢加工生产技术领域,具体涉及到了一种中梁钢异型槽加工生产系统。
背景技术
铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法,现有的中梁钢在进行铣削加工时通常需要人工的将中梁钢放置于铣削装置的夹具内从而进行加工,安全隐患较大,且不同的中梁钢直径、形状及长度各不相同,中梁钢在夹具适配性较差,在中梁钢加工过程中,中梁钢在夹具内由于高度以及宽度尺寸误差造成的限位间隙,使得加工时中梁钢上下窜动从而造成加工误差,使得加工整体的精度大大降低,导致产品整体加工的质量较差,且由于中梁钢窜动极易使得刀具产生损坏;且现有的中梁钢铣削加工装置通常只能对中梁钢初步加工,加工精度较差,成型效果不佳,因此,亟需本领域技术人员设计出一种新的中梁钢异型槽加工生产系统。
实用新型内容
本实用新型要解决的问题是一种设有传动减速机通过链条输送实现对中梁钢相对刀具的铣削线性运动,实现对中梁钢的输送,能够有效避免加工时由于误差造成中梁钢的上下窜动而造成加工误差,有效避免了中梁钢窜动从而损坏刀具,进一步保证加工整体的精度,有效保证产品整体加工的质量;能够对中梁钢进行三重加工,使得加工后中梁钢最终成型,加工精度高,成型效果好的中梁钢异型槽加工生产系统。
为了解决上述问题,本实用新型提供了一种中梁钢异型槽加工生产系统,包括一级加工工序装置、二级加工工序装置和三级加工工序装置,所述一级加工工序装置通过从动支撑输送辊道与二级加工工序装置相连接,所述二级加工工序装置通过从动支撑输送辊道与三级加工工序装置相连接;
所述一级加工工序装置、二级加工工序装置和三级加工工序装置均包括铣削动力机构和设于铣削动力机构侧端的定位输送限位机构,所述铣削动力机构包括适配使用的一级加工用铣削动力机构、二级加工用铣削动力机构和三级加工用铣削动力机构,所述定位输送限位机构包括底板、减速机、顶面涨紧轮、刀具处涨紧轮、底部限位轮、侧面限位轮、输送辊组和刀具处限位轮,所述底板上分别安装有减速机座和输送辊组,所述减速机座上安装有减速机,所述减速机的输出轴以及输送辊组的一端均安装有链轮,所述链轮间通过链条连接,所述减速机一端的链轮通过链条带动输送辊组一端的链轮传动,所述底板上还安装有顶面涨紧轮支座、刀具处涨紧轮支座和支架组,所述顶面涨紧轮、刀具处涨紧轮分别通过压杆、弹簧连接于顶面涨紧轮支座以及刀具处涨紧轮支座上,所述支架组上分别安装有定位套组,所述定位套组上通过偏心轴组分别与侧面限位轮以及刀具处限位轮相连接,所述底部限位轮通过底部限位轮轴承座安装在刀具限位处的中梁钢底端,所述输送辊组穿过底部限位轮轴承座并与底部限位轮传动连接。
作为优选地,所述一级加工工序装置还包括工作台面、支撑座和上横梁,所述铣削动力机构和定位输送限位机构安装于工作台面上,所述支撑座位于工作台面两侧面,所述支撑座顶部安装有上横梁,所述上横梁一侧安装有一级加工用铣削动力机构,所述一级加工用铣削动力机构包括一级铣削动力头和一级铣削刀具,所述一级铣削动力头与上横梁为垂直安装,所述一级铣削动力头包括电机、皮带轮和旋转主轴,所述电机通过皮带轮与旋转主轴旋转连接,所述旋转主轴上安装有一级铣削刀具,所述一级铣削刀具前端的一级刀片呈异型结构,所述一级刀片上设有五个倾斜角,包括倾斜角a、倾斜角b、倾斜角c、倾斜角d、倾斜角e,所述倾斜角a的角度为95-105°,所述倾斜角b的角度为155-160°,所述倾斜角c的角度为125-130°,所述倾斜角d的角度为120-130°,所述倾斜角e的角度为145-150°。
作为优选地,所述二级加工工序装置还包括工作台面、支撑座和上横梁,所述铣削动力机构和定位输送限位机构安装于工作台面上,所述支撑座位于工作台面两侧面,所述支撑座顶部安装有上横梁,所述上横梁一侧安装有二级加工用铣削动力机构,所述二级加工用铣削动力机构包括二级铣削动力头和二级铣削刀具,所述二级铣削动力头与上横梁为斜向固定安装,所述二级铣削刀具前端的二级刀片呈梯型结构,所述二级刀片上设有两个倾斜角,包括倾斜角f和倾斜角g,所述倾斜角f角度为115-125°,所述倾斜角g角度为155-160°。
作为优选地,所述三级加工工序装置还包括工作台面、斜向支架和限位支座,所述铣削动力机构和定位输送限位机构安装于工作台面上,所述斜向支架安装于工作台面底部侧端,所述斜向支架底端固定于限位支座上,所述三级加工用铣削动力机构安装于斜向支架上,所述三级加工用铣削动力机构与斜向支架呈平行设置,所述二级加工用铣削动力机构包括三级铣削动力头和三级铣削刀具,所述三级铣削刀具前端的三级刀片呈螺旋锥型结构。
作为优选地,所述输送辊组两端安装与轴承座上,所述轴承座底端固定于底板上。
作为优选地,所述底部限位轮、输送辊组表面均为滚齿型结构。
作为优选地,所述一级铣削刀具、二级铣削刀具和三级铣削刀具均由合金钢铸造为一体成型结构。
采用上述结构,其有益效果在于:
本实用新型一级加工工序装置、二级加工工序装置和三级加工工序装置均包括铣削动力机构和设于铣削动力机构侧端的定位输送限位机构,铣削动力机构包括适配使用的一级加工用铣削动力机构、二级加工用铣削动力机构和三级加工用铣削动力机构,定位输送限位机构包括底板、减速机、顶面涨紧轮、刀具处涨紧轮、底部限位轮、侧面限位轮、输送辊组和刀具处限位轮,底板上分别安装有减速机座和输送辊组,减速机座上安装有减速机,减速机的输出轴以及输送辊组的一端均安装有链轮,链轮间通过链条连接,通过减速机一端的链轮通过链条带动输送辊组一端的链轮传动,传动减速机通过链条输送实现对中梁钢相对刀具的铣削线性运动,实现对中梁钢的输送,底部限位轮以及输送辊采用表面滚齿结构,增加摩擦阻力,确保在输送时不会出现外部阻力造成打滑现象;底板上还安装有顶面涨紧轮支座、刀具处涨紧轮支座和支架组,顶面涨紧轮、刀具处涨紧轮分别通过压杆、弹簧连接于顶面涨紧轮支座以及刀具处涨紧轮支座上,顶面涨紧轮和刀具处涨紧轮都通过压杆、弹簧连接在顶面涨紧轮支座上,支座连接在底板上,通过弹簧弹力可克服中梁钢由于高度尺寸误差造成的顶面涨紧轮以及刀具处涨紧轮对中梁钢限位产生的限位间隙,适配性极佳,有效保证顶面涨紧轮以及刀具处涨紧轮对中梁钢的加工时上端的固定性,支架组上分别安装有定位套组,定位套组上通过偏心轴组分别与侧面限位轮以及刀具处限位轮相连接,刀具处限位轮和侧面限位轮都通过偏心轴连接到定位套上,通过偏心轴调节宽度尺寸,可适用于不同宽度规格的中梁钢进行调节,适配性极佳,能够有效保证中梁钢的加工时侧端的固定性,底部限位轮通过底部限位轮轴承座安装在刀具限位处的中梁钢底端,对中梁钢下端进行限位,通过上述结构的配合使用,能够有效避免加工时由于误差造成中梁钢的上下窜动而造成加工误差,有效避免了中梁钢窜动从而损坏刀具,进一步保证加工整体的精度,有效保证产品整体加工的质量;所述输送辊组穿过底部限位轮轴承座并与底部限位轮传动连接,减速机一端的链轮通过链条带动输送辊组一端的链轮传动从而带动底部限位轮传动,底部限位轮由从动变为主动传动,能够有效防止工件被侧面限位轮或刀具处限位轮卡住无法输送,保证装置整体的运行。
本实用新型一级加工用铣削动力机构包括一级铣削动力头和一级铣削刀具,一级铣削动力头与上横梁为垂直安装,一级铣削动力头包括电机、皮带轮和旋转主轴,电机通过皮带轮与旋转主轴旋转连接,旋转主轴上安装有一级铣削刀具,一级铣削刀具前端的一级刀片呈异型结构,一级刀片上设有五个倾斜角,包括倾斜角a、倾斜角b、倾斜角c、倾斜角d、倾斜角e,倾斜角a的角度为95-105°,倾斜角b的角度为155-160°,倾斜角c的角度为125-130°,倾斜角d的角度为120-130°,倾斜角e的角度为145-150°,通过有效多次设计及实验,上述的结构的设计以及范围限制,能够使得一级加工用铣削动力机构能够对中梁钢进行初步加工,初步切削加工中梁钢一级刀铣削部分;二级加工工序装置还包括工作台面、支撑座和上横梁,铣削动力机构和定位输送限位机构安装于工作台面上,支撑座位于工作台面两侧面,支撑座顶部安装有上横梁,上横梁一侧安装有二级加工用铣削动力机构,二级加工用铣削动力机构包括二级铣削动力头和二级铣削刀具,二级铣削动力头与上横梁为斜向固定安装,二级铣削刀具前端的二级刀片呈梯型结构,二级刀片上设有两个倾斜角,包括倾斜角f和倾斜角g,倾斜角f角度为115-125°,通过有效多次设计及实验,上述的结构的设计以及范围限制,能够使得二级加工用铣削动力机构能够对中梁钢进行二次加工,二次切削加工中梁钢二级刀铣削部分;三级加工工序装置还包括工作台面、斜向支架和限位支座,铣削动力机构和定位输送限位机构安装于工作台面上,斜向支架安装于工作台面底部侧端,斜向支架底端固定于限位支座上,三级加工用铣削动力机构安装于斜向支架上,三级加工用铣削动力机构与斜向支架呈平行设置,二级加工用铣削动力机构包括三级铣削动力头和三级铣削刀具,三级铣削刀具前端的三级刀片呈螺旋锥型结构,通过有效多次设计及实验,上述的结构的设计能够使得三级加工用铣削动力机构能够对中梁钢进行三重加工,三次切削加工中梁钢三级刀铣削部分,使得加工后中梁钢最终成型,加工精度高,成型效果好。
附图说明
图1 为中梁钢异型槽加工生产系统的结构示意图。
图2为一级加工工序装置的铣削动力机构的结构示意图。
图3为二级加工工序装置的铣削动力机构的结构示意图。
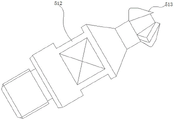
图4为三级加工工序装置的铣削动力机构的结构示意图。
图5为定位输送限位机构的结构示意图。
图6为定位输送限位机构的侧视图。
图7位图6A-A部分的剖面图。
图8位图6B-B部分的剖面图。
图9为定位输送限位机构的俯视图。
图10为一级铣削刀具的结构示意图。
图11为一级铣削刀具的与中梁钢加工时的示意图。
图12为二级铣削刀具的结构示意图。
图13为二级铣削刀具的与中梁钢加工时的示意图。
图14为三级铣削刀具的结构示意图。
图15为三级铣削刀具的与中梁钢加工时的示意图。
图中:1-一级加工工序装置,2-二级加工工序装置,3-三级加工工序装置3,4-从动支撑输送辊道,5-铣削动力机构,501-一级加工用铣削动力机构,502-二级加工用铣削动力机构,503-三级加工用铣削动力机构,504-一级铣削动力头,505-一级铣削刀具,506-倾斜角a,507-一级刀片,508-二级铣削动力头,509-二级铣削刀具,510-二级刀片,511-三级铣削动力头,512-三级铣削刀具,513-三级刀片,514-倾斜角b,515-倾斜角c,516-倾斜角d,517-倾斜角e,518-倾斜角f,519-倾斜角g,6-定位输送限位机构,601-底板,602-减速机,603-顶面涨紧轮,604-刀具处涨紧轮,605-底部限位轮,606-侧面限位轮,607-输送辊组,608-减速机座,609-链轮,610-链条,611-顶面涨紧轮支座,612-刀具处涨紧轮支座,613-压杆,614-弹簧,615-支架组,616-定位套组,617-偏心轴组,618-刀具处限位轮,619-中梁钢,620-轴承座,7-工作台面,8-支撑座,9-上横梁,10-斜向支架,11-限位支座,12-一级刀铣削部分,13-二级刀铣削部分,14-三级刀铣削部分。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
一种中梁钢异型槽加工生产系统,包括一级加工工序装置1、二级加工工序装置2和三级加工工序装置3,所述一级加工工序装置1通过从动支撑输送辊道4与二级加工工序装置2相连接,所述二级加工工序装置2通过从动支撑输送辊道4与三级加工工序装置3相连接;
一级加工工序装置1、二级加工工序装置2和三级加工工序装置3均包括铣削动力机构5和设于铣削动力机构侧端的定位输送限位机构6,所述铣削动力机构5包括适配使用的一级加工用铣削动力机构501、二级加工用铣削动力机构502和三级加工用铣削动力机构503,所述定位输送限位机构6包括底板601、减速机602、顶面涨紧轮603、刀具处涨紧轮604、底部限位轮605、侧面限位轮606、输送辊组607和刀具处限位轮618,所述底板601上分别安装有减速机座608和输送辊组607,所述减速机座608上安装有减速机602,所述减速机602的输出轴以及输送辊组607的一端均安装有链轮609,所述链轮609间通过链条610连接,所述减速机602一端的链轮609通过链条610带动输送辊组607一端的链轮609传动,所述底板601上还安装有顶面涨紧轮支座611、刀具处涨紧轮支座612和支架组615,所述顶面涨紧轮603、刀具处涨紧轮604分别通过压杆613、弹簧614连接于顶面涨紧轮支座611以及刀具处涨紧轮支座612上,所述支架组615上分别安装有定位套组616,所述定位套组616上通过偏心轴组617分别与侧面限位轮606以及刀具处限位轮618相连接,所述底部限位轮605通过底部限位轮轴承座安装在刀具限位处的中梁钢619底端,所述输送辊组607穿过底部限位轮轴承座并与底部限位轮605传动连接。
一级加工工序装置1还包括工作台面7、支撑座8和上横梁9,所述铣削动力机构5和定位输送限位机构6安装于工作台面7上,所述支撑座8位于工作台面7两侧面,所述支撑座8顶部安装有上横梁9,所述上横梁9一侧安装有一级加工用铣削动力机构501,所述一级加工用铣削动力机构501包括一级铣削动力头504和一级铣削刀具505,所述一级铣削动力头504与上横梁9为垂直安装,所述一级铣削动力头504包括电机、皮带轮和旋转主轴,所述电机通过皮带轮与旋转主轴旋转连接,所述旋转主轴上安装有一级铣削刀具505,所述一级铣削刀具505前端的一级刀片507呈异型结构,所述一级刀片507上设有五个倾斜角,包括倾斜角a、倾斜角b、倾斜角c、倾斜角d、倾斜角e,所述倾斜角a的角度为95-105°,所述倾斜角b的角度为155-160°,所述倾斜角c的角度为125-130°,所述倾斜角d的角度为120-130°,所述倾斜角e的角度为145-150°。
二级加工工序装置2还包括工作台面7、支撑座8和上横梁9,所述铣削动力机构5和定位输送限位机构6安装于工作台面7上,所述支撑座8位于工作台面7两侧面,所述支撑座8顶部安装有上横梁9,所述上横梁9一侧安装有二级加工用铣削动力机构502,所述二级加工用铣削动力机构502包括二级铣削动力头508和二级铣削刀具509,所述二级铣削动力头508与上横梁9为斜向固定安装,所述二级铣削刀具509前端的二级刀片510呈梯型结构,所述二级刀片510上设有两个倾斜角,包括倾斜角f和倾斜角g,所述倾斜角f角度为115-125°,所述倾斜角g角度为155-160°。
三级加工工序装置3还包括工作台面7、斜向支架10和限位支座11,所述铣削动力机构5和定位输送限位机构6安装于工作台面7上,所述斜向支架10安装于工作台面7底部侧端,所述斜向支架10底端固定于限位支座11上,所述三级加工用铣削动力机构503安装于斜向支架10上,所述三级加工用铣削动力机构503与斜向支架10呈平行设置,所述三级加工用铣削动力机构503包括三级铣削动力头511和三级铣削刀具512,所述三级铣削刀具512前端的三级刀片513呈螺旋锥型结构。
输送辊组607两端安装与轴承座620上,所述轴承座620底端固定于底板601上,所述输送辊组607表面为滚齿型结构,所述一级铣削刀具505、二级铣削刀具509和三级铣削刀具512均由合金钢铸造为一体成型结构。
为了方便理解本实用新型的上述技术方案,以下通过具体的使用方式对本实用新型的上述技术方案进行详细说明。
具体工作过程为:加工时,操作人员将中梁钢619放置于第一组从动支撑输送辊道4上,驱动减速机驱动从动支撑输送辊道4传动从而使得中梁钢619顺着从动支撑输送辊道4穿过一级加工工序装置1的减速机座608向前滑动至定位输送限位机构6的输送辊组607上,减速机602一端的链轮609通过链条610带动输送辊组607一端的链轮609传动,从而使得中梁钢619向前输送,定位输送限位机构6的顶面涨紧轮603以及刀具处涨紧轮604都通过压杆613、弹簧614连接在顶面涨紧轮支座611上以及刀具处涨紧轮支座612上,支座连接在底板601上,使得顶面涨紧轮603以及刀具处涨紧轮604受到中梁钢619挤压时能够有一定弹性伸缩,通过弹簧614弹力克服中梁钢619由于高度尺寸误差造成的限位间隙,定位输送限位机构6的刀具处限位轮618和侧面限位轮606都通过偏心轴617连接到定位套616上,使得刀具处限位轮618和侧面限位轮606受到中梁钢619挤压时能够通过偏心轴617调节宽度尺寸,适用于不同宽度规格的中梁钢619调节,能够有效避免加工时由于误差造成中梁钢的上下窜动而造成加工误差,有效避免了中梁钢窜动从而损坏刀具,进一步保证加工整体的精度,有效保证产品整体加工的质量,上横梁9一侧的一级加工用铣削动力机构501的一级铣削动力头504的电机通过皮带轮与旋转主轴旋转连接,旋转主轴驱动一级铣削刀具505旋转,一级铣削刀具505前端的一级刀片507呈异型结构,一级刀片507上设有五个倾斜角,包括倾斜角a、倾斜角b、倾斜角c、倾斜角d、倾斜角e,倾斜角a的角度为95-105°,倾斜角b的角度为155-160°,倾斜角c的角度为125-130°,倾斜角d的角度为120-130°,倾斜角e的角度为145-150°,一级加工用铣削动力机构501对中梁钢619进行初步加工,初步切削加工中梁钢619的一级刀铣削部分12,初步加工后中梁钢619顺着输送辊组607滑动至第二组从动支撑输送辊道4上,驱动减速机驱动从动支撑输送辊道4传动从而使得中梁钢619顺着从动支撑输送辊道4穿过二级加工工序装置2的减速机座608向前滑动至定位输送限位机构6的输送辊组607上,接着与第一加工工序装置1的定位输送限位机构6步骤相同,上横梁9一侧的二级加工用铣削动力机构502的二级铣削动力头508的电机通过皮带轮与旋转主轴旋转连接,旋转主轴驱动二级铣削刀具509旋转,二级铣削刀具509前端的二级刀片510呈梯型结构,所述二级刀片510上设有两个倾斜角,包括倾斜角f和倾斜角g,所述倾斜角f角度为115-125°,所述倾斜角g角度为155-160°,二级加工用铣削动力机构502对中梁钢619进行初步加工,初步切削加工中梁钢619的二级刀铣削部分13,二次加工后中梁钢619顺着输送辊组607滑动至第三组从动支撑输送辊道4上,驱动减速机驱动从动支撑输送辊道4传动从而使得中梁钢619顺着从动支撑输送辊道4穿过三级加工工序装置3的减速机座608向前滑动至定位输送限位机构6的输送辊组607上,接着与第一加工工序装置1的定位输送限位机构6步骤相同,斜向支架10上的三级加工用铣削动力机构503的三级铣削动力头508的电机通过皮带轮与旋转主轴旋转连接,旋转主轴驱动二级铣削刀具509旋转,三级铣削刀具512前端的三级刀片513呈螺旋锥型结构,三级加工用铣削动力机构503对中梁钢619进行三重加工,使得中梁钢619最终成型。
上述内容为本实用新型的示例及说明,但不意味着本实用新型可取得的优点受此限制,凡是本实用新型实践过程中可能对结构的简单变换、和/或一些实施方式中实现的优点的其中一个或多个均在本申请的保护范围内。
Claims (7)
1.一种中梁钢异型槽加工生产系统,其特征在于:包括一级加工工序装置(1)、二级加工工序装置(2)和三级加工工序装置(3),所述一级加工工序装置(1)通过从动支撑输送辊道(4)与二级加工工序装置(2)相连接,所述二级加工工序装置(2)通过从动支撑输送辊道(4)与三级加工工序装置(3)相连接;
所述一级加工工序装置(1)、二级加工工序装置(2)和三级加工工序装置(3)均包括铣削动力机构(5)和设于铣削动力机构侧端的定位输送限位机构(6),所述铣削动力机构(5)包括适配使用的一级加工用铣削动力机构(501)、二级加工用铣削动力机构(502)和三级加工用铣削动力机构(503),所述定位输送限位机构(6)包括底板(601)、减速机(602)、顶面涨紧轮(603)、刀具处涨紧轮(604)、底部限位轮(605)、侧面限位轮(606)、输送辊组(607)和刀具处限位轮(618),所述底板(601)上分别安装有减速机座(608)和输送辊组(607),所述减速机座(608)上安装有减速机(602),所述减速机(602)的输出轴以及输送辊组(607)的一端均安装有链轮(609),所述链轮(609)间通过链条(610)连接,所述减速机(602)一端的链轮(609)通过链条(610)带动输送辊组(607)一端的链轮(609)传动,所述底板(601)上还安装有顶面涨紧轮支座(611)、刀具处涨紧轮支座(612)和支架组(615),所述顶面涨紧轮(603)、刀具处涨紧轮(604)分别通过压杆(613)、弹簧(614)连接于顶面涨紧轮支座(611)以及刀具处涨紧轮支座(612)上,所述支架组(615)上分别安装有定位套组(616),所述定位套组(616)上通过偏心轴组(617)分别与侧面限位轮(606)以及刀具处限位轮(618)相连接,所述底部限位轮(605)通过底部限位轮轴承座安装在刀具限位处的中梁钢(619)底端,所述输送辊组(607)穿过底部限位轮轴承座并与底部限位轮(605)传动连接。
2.根据权利要求1所述的中梁钢异型槽加工生产系统,其特征在于:所述一级加工工序装置(1)还包括工作台面(7)、支撑座(8)和上横梁(9),所述铣削动力机构(5)和定位输送限位机构(6)安装于工作台面(7)上,所述支撑座(8)位于工作台面(7)两侧面,所述支撑座(8)顶部安装有上横梁(9),所述上横梁(9)一侧安装有一级加工用铣削动力机构(501),所述一级加工用铣削动力机构(501)包括一级铣削动力头(504)和一级铣削刀具(505),所述一级铣削动力头(504)与上横梁(9)为垂直安装,所述一级铣削动力头(504)包括电机、皮带轮和旋转主轴,所述电机通过皮带轮与旋转主轴旋转连接,所述旋转主轴上安装有一级铣削刀具(505),所述一级铣削刀具(505)前端的一级刀片(507)呈异型结构,所述一级刀片(507)上设有五个倾斜角,包括倾斜角a、倾斜角b、倾斜角c、倾斜角d、倾斜角e,所述倾斜角a的角度为95-105°,所述倾斜角b的角度为155-160°,所述倾斜角c的角度为125-130°,所述倾斜角d的角度为120-130°,所述倾斜角e的角度为145-150°。
3.根据权利要求2所述的中梁钢异型槽加工生产系统,其特征在于:所述二级加工工序装置(2)还包括工作台面(7)、支撑座(8)和上横梁(9),所述铣削动力机构(5)和定位输送限位机构(6)安装于工作台面(7)上,所述支撑座(8)位于工作台面(7)两侧面,所述支撑座(8)顶部安装有上横梁(9),所述上横梁(9)一侧安装有二级加工用铣削动力机构(502),所述二级加工用铣削动力机构(502)包括二级铣削动力头(508)和二级铣削刀具(509),所述二级铣削动力头(508)与上横梁(9)为斜向固定安装,所述二级铣削刀具(509)前端的二级刀片(510)呈梯型结构,所述二级刀片(510)上设有两个倾斜角,包括倾斜角f和倾斜角g,所述倾斜角f角度为115-125°,所述倾斜角g角度为155-160°。
4.根据权利要求3所述的中梁钢异型槽加工生产系统,其特征在于:所述三级加工工序装置(3)还包括工作台面(7)、斜向支架(10)和限位支座(11),所述铣削动力机构(5)和定位输送限位机构(6)安装于工作台面(7)上,所述斜向支架(10)安装于工作台面(7)底部侧端,所述斜向支架(10)底端固定于限位支座(11)上,所述三级加工用铣削动力机构(503)安装于斜向支架(10)上,所述三级加工用铣削动力机构(503)与斜向支架(10)呈平行设置,所述二级加工用铣削动力机构(502)包括三级铣削动力头(511)和三级铣削刀具(512),所述三级铣削刀具(512)前端的三级刀片(513)呈螺旋锥型结构。
5.根据权利要求1所述的中梁钢异型槽加工生产系统,其特征在于:所述输送辊组(607)两端安装与轴承座(620)上,所述轴承座(620)底端固定于底板(601)上。
6.根据权利要求1所述的中梁钢异型槽加工生产系统,其特征在于:所述底部限位轮(605)、输送辊组(607)表面均为滚齿型结构。
7.根据权利要求4所述的中梁钢异型槽加工生产系统,其特征在于:所述一级铣削刀具(505)、二级铣削刀具(509)和三级铣削刀具(512)均由合金钢铸造为一体成型结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021194714.8U CN213080205U (zh) | 2020-06-24 | 2020-06-24 | 一种中梁钢异型槽加工生产系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021194714.8U CN213080205U (zh) | 2020-06-24 | 2020-06-24 | 一种中梁钢异型槽加工生产系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213080205U true CN213080205U (zh) | 2021-04-30 |
Family
ID=75621537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021194714.8U Active CN213080205U (zh) | 2020-06-24 | 2020-06-24 | 一种中梁钢异型槽加工生产系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213080205U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111730118A (zh) * | 2020-06-24 | 2020-10-02 | 泰州海陵液压机械股份有限公司 | 一种中梁钢异型槽加工生产系统 |
-
2020
- 2020-06-24 CN CN202021194714.8U patent/CN213080205U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111730118A (zh) * | 2020-06-24 | 2020-10-02 | 泰州海陵液压机械股份有限公司 | 一种中梁钢异型槽加工生产系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111230521A (zh) | 一种铝合金加工用可调式定位台及使用方法 | |
| CN108188756B (zh) | 一种玻璃窗型材预加工系统 | |
| CN219188861U (zh) | 一种锯切加工设备 | |
| CN113857862A (zh) | 一种门窗加工生产线及加工工艺 | |
| CN213080205U (zh) | 一种中梁钢异型槽加工生产系统 | |
| CN205363337U (zh) | 一种四轴旋转治具 | |
| CN216264558U (zh) | 一种新型门窗加工生产线 | |
| CN207695753U (zh) | 45度角锯切生产线 | |
| CN117086728B (zh) | 一种金属声屏障板竖撑型材加工装置 | |
| CN114523291A (zh) | 一种型材钻孔切断机 | |
| CN111730118A (zh) | 一种中梁钢异型槽加工生产系统 | |
| CN216760220U (zh) | 一种竹筒开片设备 | |
| CN210549809U (zh) | 一种用于钢材加工的固定装置 | |
| CN2184540Y (zh) | 型材切割机 | |
| CN112453565A (zh) | 一种小锯缝铝型材角度锯切机 | |
| CN220482162U (zh) | 一种石英管制作用的双头切割机 | |
| CN205766598U (zh) | 圆角仿形机 | |
| CN111715925A (zh) | 一种汽车空调铜管用切割设备 | |
| CN201235418Y (zh) | 高效多用切管机 | |
| CN221064659U (zh) | 双头锯用分体式工作台 | |
| CN214720869U (zh) | 一种双头双边自动铣扁机 | |
| CN221389159U (zh) | 任意角锯切装置 | |
| CN220902017U (zh) | 一种钢轨切割机 | |
| CN220178321U (zh) | 双工位钢管加工装置 | |
| CN215919256U (zh) | 一种带钢分切装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |