CN212635308U - 一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 - Google Patents
一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 Download PDFInfo
- Publication number
- CN212635308U CN212635308U CN202021262050.4U CN202021262050U CN212635308U CN 212635308 U CN212635308 U CN 212635308U CN 202021262050 U CN202021262050 U CN 202021262050U CN 212635308 U CN212635308 U CN 212635308U
- Authority
- CN
- China
- Prior art keywords
- glass
- polishing
- glass cup
- grinding
- laser cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
本实用新型涉及玻璃加工领域,公开了一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,包括机架,机架上设有打磨机构和夹持机构,打磨机构包括横向滑动的滑板、纵向滑动的载板以及用于打磨玻璃杯内口与外口的砂带,载板设置在滑板上,载板上转动连接有张紧轮,砂带绕接在张紧轮上,载板上设有用于向玻璃杯内口与外口喷射冷却介质的第一导管;夹持机构用于固定玻璃杯并带动玻璃杯转动。本实用新型能够用以解决现有技术中玻璃杯打磨时无法同时对开口内外侧进行打磨而造成效率低的问题。
Description
技术领域
本实用新型涉及玻璃加工领域,具体涉及一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置。
背景技术
在玻璃杯加工的过程中,会对玻璃杯进行切割、打磨、倒角等加工。其中切割后玻璃杯开口处通常是比较锋利的,因此需要进行打磨,传统的打磨多是操作工人手持打磨机进行打磨加工,操作繁琐,打磨效率低,并且加工精度差。
为了解决上述问题,中国专利(CN106078407B)公开了一种玻璃杯开口内侧打磨装置,包括机架、电机、锥形打磨头以及喷水管,电机固定在机架上,锥形打磨头位于机架的平台上方与电机的转轴相连,喷水管的出水口位于锥形打磨头的上方。该玻璃杯开口内侧打磨装置可对玻璃杯底部开口内侧进行打磨处理,操作简便,打磨加工效率高,且加工精度高,可大幅降低人工成本。
上述专利方案虽解决了人工打磨存在的问题,但其方案本身仍存在一些不足:打磨时仅对开口内侧进行打磨,无法对开口外侧进行打磨,由于切割后玻璃杯开口内外侧都较锋利,需要使用另外的设备才能够对开口外侧进行打磨,导致使用设备较多、成本较高、效率较低。
实用新型内容
本实用新型意在提供一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,以解决现有技术中玻璃杯打磨时无法同时对开口内外侧进行打磨而造成效率低的问题。
为达到上述目的,本实用新型采用如下技术方案:一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,包括机架,机架上设有打磨机构和夹持机构,打磨机构包括横向滑动的滑板、纵向滑动的载板以及用于打磨玻璃杯内口与外口的砂带,载板设置在滑板上,载板上转动连接有张紧轮,砂带绕接在张紧轮上,载板上设有用于向玻璃杯内口与外口喷射冷却介质的第一导管;夹持机构用于固定玻璃杯并带动玻璃杯转动。
本方案的原理及优点是:实际应用时,通过夹持机构将待打磨的玻璃杯固定,通过滑动滑板带动载板横向滑动,使砂带位于玻璃杯开口下方,然后通过滑动载板带动砂带向玻璃杯靠近,使砂带先与玻璃杯外口接触;打磨时,通过张紧轮转动带动砂带转动,使砂带完成对玻璃杯外口的打磨,同时通过第一导管向玻璃杯内口与外口喷射冷却介质,进行降温;然后反向滑动载板,再反向滑动滑板,再正向滑动载板,使砂带与玻璃杯内口接触,从而使砂带完成对玻璃杯内口的打磨。
1、通过设置砂带可对玻璃杯的内口和外口进行打磨,无需使用多台设备分别对玻璃杯内口与外口进行打磨,缩减了投入成本,同时使整体打磨效率高。
2、打磨时通过玻璃杯与砂带同时转动,与仅砂带转动打磨相比,打磨效率更高,缩短了打磨的时间,有效地提高了打磨的效率。
优选的,作为一种改进,所述砂带呈倾斜设置。倾斜设置的砂带,不仅能够对玻璃杯的内口与外口进行打磨,而且还能够对玻璃杯进行倒角处理。
优选的,作为一种改进,所述载板上固接有防护罩,防护罩用于将张紧轮罩住。由于打磨时砂带处于张紧状态,长期使用可能导致砂带断裂,通过防护罩能够防止防护罩断裂后向外飞溅。
优选的,作为一种改进,所述张紧轮上设有压力感应器,压力感应器位于砂带下方并与砂带接触。当砂带张紧时对压力感应器产生压力,但当砂带断裂后,对压力感应器的压力消失,此时通过压力感应器的监测可及时获知砂带的情况。
优选的,作为一种改进,所述机架上还设有用于对玻璃杯开口断面打磨的平磨机构。利用平磨机构对玻璃杯开口的断面进行打磨,使其断面平整。
优选的,作为一种改进,所述平磨机构包括粗磨组件与细磨组件,打磨机构设置在粗磨组件与细磨组件之间。通过粗磨机构对玻璃杯断面进行粗磨,然后利用打磨机构对玻璃杯内口与外口进行打磨,再通过细磨机构对玻璃杯断面进行细磨,从而使玻璃杯开口更加平滑。
优选的,作为一种改进,所述粗磨组件包括两个粗磨盘,粗磨盘之间设置有用于向玻璃杯喷射冷却介质的第二导管,细磨组件包括两个细磨盘,细磨盘之间设置有用于向玻璃杯喷射冷却介质的第三导管。粗磨时,利用两个粗磨盘对玻璃杯断面进行粗磨,同时利用第二导管向玻璃杯喷射冷却介质;同理,细磨时,利用两个细磨盘对玻璃杯断面进行细磨,同时利用第三导管向玻璃杯喷射冷却介质。利用两个粗磨盘或细磨盘对玻璃杯断面进行同时打磨,提高了打磨的效率,同时能够降低单个粗磨盘或细磨盘长时间打磨的压力,从而延长其使用寿命。
优选的,作为一种改进,所述第二导管与第三导管均倾斜设置。以便冷却介质能够更好地喷射到玻璃杯的侧壁上,由于玻璃杯转动,能够将冷却介质带动至玻璃杯的整个内壁,从而实现全面冷却。
优选的,作为一种改进,所述机架上设有工作台,夹持机构位于工作台上方,打磨机构位于工作台内,工作台上开有供玻璃杯进出的通孔。使得加工在加工台内,利用工作台能够起到防护的效果,即防止玻璃屑四处飘溅。
优选的,作为一种改进,所述工作台内设有回收槽,回收槽用于打磨过程中产生的杂质。通过回收槽能够对打磨过程中产生的杂质进行集中回收,便于清理。
附图说明
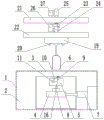
图1为本实用新型实施例一的主视局部剖面结构示意图;
图2为本实用新型实施例一中对玻璃杯外口打磨时的主视局部剖面结构示意图;
图3为本实用新型实施例一中对玻璃杯内口打磨时的主视局部剖面结构示意图;
图4为本实用新型实施例一中玻璃杯位于粗磨组件上方时的主视局部剖面结构示意图;
图5为本实用新型实施例一中玻璃杯位于细磨组件上方时的主视局部剖面结构示意图;
图6为本实用新型实施例一中工作台与支撑盘的俯视结构示意图;
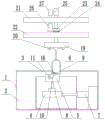
图7为本实用新型实施例二的主视局部剖面结构示意图;
图8为本实用新型实施例二中对玻璃杯外口打磨时的主视局部剖面结构示意图;
图9为本实用新型实施例二中对玻璃杯内口打磨时的主视局部剖面结构示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:工作台1、空腔2、通孔3、滑板4、载板5、玻璃杯6、第一液压缸7、第二液压缸8、防护罩9、砂带10、张紧轮11、粗磨盘12、细磨盘13、第二电机14、第三电机15、第一导管16、第二导管17、第三导管18、卡盘19、夹爪20、支撑盘21、转盘22、从动轮23、弹簧24、气缸25、主动轮26、第五电机27、粗磨组件28、打磨机构29、细磨组件30。
实施例一基本如附图1至图6所示:
一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,包括机架,机架上通过螺栓固接有工作台1,工作台1内开有空腔2。机架上设有打磨机构29、平磨机构和夹持机构,夹持机构位于工作台1上方,打磨机构29与平磨机构均位于工作台1的空腔2内。工作台1上开有供玻璃杯6进出的通孔3,本实施例中,通孔3呈圆形。
打磨机构29包括横向滑动的滑板4、纵向滑动的载板5以及用于打磨玻璃杯内口与外口的砂带10,载板5上转动连接有张紧轮11,砂带10绕接在张紧轮11上,砂带10呈倾斜设置且形成左低右高的设置,工作台1内通过螺栓固定有用于驱动滑板4滑动的第一液压缸7,第一液压缸7的输出杆与滑板4焊接。载板5位于滑板4的上方,滑板4上通过螺栓固定有用于驱动载板5滑动的第二液压缸8,第二液压缸8的输出杆与载板5的底部焊接。载板5侧壁上通过螺栓固接有用于驱动张紧轮11转动的第一电机,第一电机的输出杆与其中一个张紧轮11同轴焊接。载板5上焊接有防护罩9,防护罩9用于将其中一个张紧轮11罩住。
平磨机构用于对玻璃杯6开口断面进行打磨,平磨机构包括如图6所示的粗磨组件28与细磨组件30,打磨机构29设置在粗磨组件28与细磨组件30之间。粗磨组件28包括两个如图4所示的粗磨盘12,细磨组件30包括两个如图5所示的粗细磨盘13,工作台1内通过螺栓固接有用于驱动粗磨盘12转动的第二电机14和用于驱动粗细磨盘13转动的第三电机15。
载板5上安装有用于向玻璃杯6内口与外口喷射冷却介质的第一导管16。粗磨盘12之间安装有用于向玻璃杯6喷射冷却介质的第二导管17,粗细磨盘13之间安装有用于向玻璃杯6喷射冷却介质的第三导管18。本实施例中,冷却介质为水,第二导管17与第三导管18均沿玻璃杯6轴心向玻璃杯6内壁倾斜设置。
夹持机构用于固定玻璃杯6,夹持机构包括卡盘19和三个用于夹持玻璃杯6的夹爪20。机架上焊接有支撑盘21,支撑盘21下方转动连接有转盘22,支撑盘21上通过螺栓固接有用于驱动转盘22转动的第四电机,第四电机的输出杆与转盘22中心焊接。本实施例中,夹持机构的数量为六个,夹持机构在转盘22上呈圆形阵列分布。卡盘19上同轴固接有从动轮23,从动轮23位于支撑盘21与转盘22之间,从动轮23与转盘22之间的轴上绕接有弹簧24,支撑盘21上通过螺栓固接有气缸25,气缸25的输出杆用于与从动轮23中心相抵;支撑盘21与转盘22之间转动连接有主动轮26,支撑盘21上通过螺栓固接有用于驱动主动轮26转动的第五电机27,主动轮26的高度大于从动轮23的高度,主动轮26呈圆台形设置,当从动轮23与主动轮26接触时,主动轮26将带动从动轮23转动。
本实施例中,内口是指玻璃杯6内壁靠近其开口的部分;外口指玻璃杯6外壁靠近其开口的部分;断面是指玻璃杯6开口处的端面,通常是切割后所成。
具体实施时,粗磨阶段,结合图4所示,通过夹爪20将玻璃杯6夹持住,然后第四电机驱动转盘22转动,使玻璃杯6位于粗磨机构上方。然后第四电机关闭,第五电机27与气缸25启动,第五电机27将带动主动轮26转动,气缸将驱动从动轮23向下移动,过程中弹簧24被压缩,从而使玻璃杯6开口通过通孔3进入空腔2;当从动轮23下移至与主动轮26接触时(如图2所示),气缸关闭,主动轮26将带动从动轮23转动,从而带动玻璃杯6转动。玻璃杯6转动过程中,第二电机14启动,并驱动粗磨盘12转动,从而对玻璃杯6断面进行粗磨。完成粗磨后气缸25再次启动,并驱动其输出杆上移,此时弹簧24将恢复形变并推动从动轮23上移,使从动轮23与主动轮26分离,玻璃杯6将上移同时停止自转。
打磨阶段,第四电机启动并驱动转盘22转动,使玻璃杯6转动至打磨机构29上方。同理粗磨时玻璃杯6的下移与转动过程(即:第四电机关闭,第五电机27与气缸25启动,第五电机27将带动主动轮26转动,气缸25将驱动从动轮23向下移动,过程中弹簧24被压缩,从而使玻璃杯6开口通过通孔3进入空腔2;当从动轮23下移至与主动轮26接触时,气缸25关闭,主动轮26将带动从动轮23转动,从而带动玻璃杯6转动。)。第一液压缸7启动并驱动滑板4向右滑动至玻璃杯6侧壁位于砂带10的上方,然后第一液压缸7关闭,第二液压缸8启动并驱动载板5上移,使砂带10与玻璃杯6的外口接触(如图2所示),然后第二液压泵关闭,第一电机启动,将驱动张紧轮11转动,张紧轮11将带动砂带10转动,从而利用玻璃杯6、砂带10同时转动,一次性地实现对玻璃杯6外口进行打磨处理。完成后,第二液压缸8启动并驱动载板5下移,使玻璃杯6与砂带10分离,然后第二液压缸8关闭,第一液压缸7启动并驱动滑板4向左滑动至玻璃杯6侧壁再次位于砂带10的上方,然后第一液压缸7关闭,第二液压缸8启动并驱动载板5上移,使砂带10与玻璃杯6的内口接触(如图3所示),然后第二液压泵关闭,第一电机启动,将驱动张紧轮11转动,张紧轮11将带动砂带10转动,从而利用玻璃杯6、砂带10同时转动,一次性地实现对玻璃杯6内口进行打磨处理。通过两次打磨,完成对玻璃杯6内口、外口的打磨。
细磨阶段,结合图5所示,第四电机启动并驱动转盘22转动,使玻璃杯6转动至打磨机构29上方。同理粗磨时玻璃杯6的下移与转动过程。玻璃杯6转动过程中,第三电机15启动,并驱动粗细磨盘13转动,从而对玻璃杯6断面进行细磨。完成细磨后气缸25再次启动,并驱动其输出杆上移,此时弹簧24将恢复形变并推动从动轮23上移,使从动轮23与主动轮26分离,玻璃杯6将上移同时停止自转,从而完成玻璃杯6断面的粗磨与细磨、玻璃杯6内外口的打磨。
实施例二基本如附图7至图9所示:
本实施例与实施例一的区别在于:载板5、砂带10、第一导管、第二液压缸8的数量均为两个,两个载板5在滑板4上呈一定间距设置。工作台1内通过螺钉固接有回收槽,回收槽用于打磨过程中产生的杂质,杂质主要是冷却后的水和玻璃屑。
具体实施时,打磨阶段,第四电机启动并驱动转盘22转动,使玻璃杯6转动至打磨机构29上方。同理粗磨时玻璃杯6的下移与转动过程(即:第四电机关闭,第五电机27与气缸25启动,第五电机27将带动主动轮26转动,气缸25将驱动从动轮23向下移动,过程中弹簧24被压缩,从而使玻璃杯6开口通过通孔3进入空腔2;当从动轮23下移至与主动轮26接触时,气缸25关闭,主动轮26将带动从动轮23转动,从而带动玻璃杯6转动。)。
第一液压缸7启动并驱动滑板4向右滑动至玻璃杯6侧壁位于右侧砂带10的上方,然后第一液压缸7关闭,第二液压缸8启动并驱动载板5上移,使砂带10与玻璃杯6的外口接触,然后第二液压泵关闭,第一电机启动,将驱动张紧轮11转动,张紧轮11将带动砂带10转动,从而利用玻璃杯6、砂带10同时转动,一次性地实现对玻璃杯6外口进行打磨处理。
完成后,第二液压缸8启动并驱动载板5下移,使玻璃杯6与砂带10分离,然后第二液压缸8关闭,第一液压缸7启动并驱动滑板4向左滑动至玻璃杯6侧壁位于左侧的砂带10的上方,然后第一液压缸7关闭,第二液压缸8启动并驱动载板5上移,使砂带10与玻璃杯6的内口接触,然后第二液压泵关闭,第一电机启动,将驱动张紧轮11转动,张紧轮11将带动砂带10转动,从而利用玻璃杯6、砂带10同时转动,一次性地实现对玻璃杯6内口进行打磨处理。通过两次打磨,完成对玻璃杯6内口、外口的打磨。过程中,通过回收槽能够对打磨过程中产生的杂质进行集中回收,便于清理。
通过设置两组砂带10对玻璃杯6进行打磨,一方面能够缩短完成一次打磨后的切换时间,另一方面能够使两组砂带10交替工作,避免仅一组长期工作而造成使用寿命缩短的情况。
实施例三基本如附图1至图6所示:
本实施例与实施例一的区别在于:张紧轮11上安装有压力感应器,压力感应器位于砂带10下方并与砂带10接触。机架上安装有控制器与报警器,控制器与压力传感器、报警器、第一电机均电连接。本实施例中,控制器与压力感应器的型号分别为UNO-2172-C22E、DYLY-102。
当砂带10张紧时对压力感应器产生一定的压力,但当砂带10断裂后,对压力感应器的压力消失,此时通过压力感应器的监测压力的变化,并将该信号转化成电信号,并传输给控制器,控制器将控制第一电机停止工作,同时控制报警器报警,以提醒工作人员。
以上所述的仅是本实用新型的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
Claims (10)
1.一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,包括机架,其特征在于:机架上设有打磨机构和夹持机构,打磨机构包括横向滑动的滑板、纵向滑动的载板以及用于打磨玻璃杯内口与外口的砂带,载板设置在滑板上,载板上转动连接有张紧轮,砂带绕接在张紧轮上,载板上设有用于向玻璃杯内口与外口喷射冷却介质的第一导管;夹持机构用于固定玻璃杯并带动玻璃杯转动。
2.根据权利要求1所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述砂带呈倾斜设置。
3.根据权利要求2所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述载板上固接有防护罩,防护罩用于将张紧轮罩住。
4.根据权利要求3所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述张紧轮上设有压力感应器,压力感应器位于砂带下方并与砂带接触。
5.根据权利要求1所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述机架上还设有用于对玻璃杯开口断面打磨的平磨机构。
6.根据权利要求5所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述平磨机构包括粗磨组件与细磨组件,打磨机构设置在粗磨组件与细磨组件之间。
7.根据权利要求6所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述粗磨组件包括两个粗磨盘,粗磨盘之间设置有用于向玻璃杯喷射冷却介质的第二导管,细磨组件包括两个细磨盘,细磨盘之间设置有用于向玻璃杯喷射冷却介质的第三导管。
8.根据权利要求7所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述第二导管与第三导管均倾斜设置。
9.根据权利要求1所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述机架上设有工作台,夹持机构位于工作台上方,打磨机构位于工作台内,工作台上开有供玻璃杯进出的通孔。
10.根据权利要求9所述的一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置,其特征在于:所述工作台内设有回收槽,回收槽用于打磨过程中产生的杂质。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021262050.4U CN212635308U (zh) | 2020-06-30 | 2020-06-30 | 一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021262050.4U CN212635308U (zh) | 2020-06-30 | 2020-06-30 | 一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212635308U true CN212635308U (zh) | 2021-03-02 |
Family
ID=74784877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021262050.4U Active CN212635308U (zh) | 2020-06-30 | 2020-06-30 | 一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212635308U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115959823A (zh) * | 2022-12-30 | 2023-04-14 | 重庆荣成玻璃制品有限公司 | 自动化激光切割打磨机 |
-
2020
- 2020-06-30 CN CN202021262050.4U patent/CN212635308U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115959823A (zh) * | 2022-12-30 | 2023-04-14 | 重庆荣成玻璃制品有限公司 | 自动化激光切割打磨机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212635307U (zh) | 一种间歇传动式玻璃激光切割打磨一体机 | |
| CN111168543A (zh) | 一种组合式转盘磨床 | |
| CN212635308U (zh) | 一种玻璃激光切割打磨一体机用玻璃杯内外口打磨装置 | |
| CN110465841B (zh) | 一种机械加工自动化内孔磨床 | |
| CN108907996A (zh) | 自动化双面式铁路轨腰打磨机 | |
| CN115365997A (zh) | 一种自动上下料的研磨机 | |
| CN110842714A (zh) | 一种多功能磨床 | |
| CN212399080U (zh) | 一种光学冷加工用环抛机 | |
| CN210879015U (zh) | 一种半自动盘类打磨砂轮机 | |
| CN202910690U (zh) | 水钻头加工中心 | |
| CN108515394A (zh) | 回转体容器打磨加工方法 | |
| CN111590425A (zh) | 一种人机协作机器人箱盖铸件打磨设备及控制方法 | |
| CN217168040U (zh) | 一种研磨机 | |
| CN203062475U (zh) | 砂轮砂带机 | |
| JP4132652B2 (ja) | 砥石の洗浄装置を備える両頭平面研削装置および砥石の洗浄方法 | |
| CN211760605U (zh) | 一种组合式转盘磨床 | |
| CN211490943U (zh) | 一种抛光机用工位切换机构 | |
| CN108311969A (zh) | 回转体容器加工中心 | |
| CN210732050U (zh) | 一种双磨头轴砂带机 | |
| CN208744435U (zh) | 一种螺杆打磨抛光机 | |
| CN202344362U (zh) | 蓝宝石减薄机 | |
| CN203003646U (zh) | 一种水晶玻璃磨面机 | |
| CN213319585U (zh) | 一种双驱动无心磨砂轮 | |
| CN207788541U (zh) | 一种汽车零部件打磨装置 | |
| CN221539301U (zh) | 一种便于冷却的阀座生产用磨床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |