CN210969837U - 一种成型管工装 - Google Patents
一种成型管工装 Download PDFInfo
- Publication number
- CN210969837U CN210969837U CN201922000652.6U CN201922000652U CN210969837U CN 210969837 U CN210969837 U CN 210969837U CN 201922000652 U CN201922000652 U CN 201922000652U CN 210969837 U CN210969837 U CN 210969837U
- Authority
- CN
- China
- Prior art keywords
- heating
- pipe
- pipeline
- built
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型公开了一种成型管工装,包括固定板,所述固定板的上端安装有加热管,所述加热管的一端的外表面安装有动力机构,所述加热管的上端面设置有送料端口,所述加热管的另一端安装有加热机构,所述加热机构的一侧安装有成型管道,所述成型管道的一侧安装有冷却箱,所述冷却箱的一侧安装有出料口,所述出料口的两侧均安装有循环水管,所述冷却箱的一端安装有散热冷排,所述加热管的内侧设置有挤出仓,所述挤出仓的一端安装有螺杆,所述加热机构的内侧安装有加热螺纹管,所述成型管道的上端面安装有密封盖,所述密封盖的下端面安装有成型内置工装。本实用新型使装置具备了快速成型的功能,以及能够进行更换内部成型机构的作用。
Description
技术领域
本实用新型涉及成型管工装技术领域,具体为一种成型管工装。
背景技术
依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具,一般用于塑料加工,将预先制成的塑料片材四周紧压在模具周边上,加热使其软化,然后在紧靠模具的一面抽真空,或在反面充压缩空气,让塑料片材紧贴在模具上;冷却定型后就得到了制品。将塑料原料加入预热的加料室,然后向压柱施加压力,塑料在高温高压下熔融,并通过模具的浇注系统进入型腔,逐渐硬化成型,这种成型方法叫作压铸成型,所用的模具叫压铸成型模具。
但是,现有的成型管工装功能单一,不能进行更换核心部件,改变成型件的状态,以及成型时间较长,缺少冷却机构;因此,不满足现有的需求,对此我们提出了一种成型管工装。
实用新型内容
本实用新型的目的在于提供一种成型管工装,以解决上述背景技术中提出的成型管工装功能单一,不能进行更换核心部件,改变成型件的状态,以及成型时间较长,缺少冷却机构等问题。
为实现上述目的,本实用新型提供如下技术方案:一种成型管工装,包括固定板,所述固定板的上端安装有加热管,所述加热管的一端的外表面安装有动力机构,所述加热管的上端面设置有送料端口,所述加热管的另一端安装有加热机构,所述加热机构的一侧安装有成型管道,所述成型管道的一侧安装有冷却箱,所述冷却箱的一侧安装有出料口,所述出料口的两侧均安装有循环水管,所述冷却箱的一端安装有散热冷排,所述加热管的内侧设置有挤出仓,所述挤出仓的一端安装有螺杆,所述加热机构的内侧安装有加热螺纹管,所述成型管道的上端面安装有密封盖,所述密封盖的下端面安装有成型内置工装,所述冷却箱内侧的两端均设置有冷却液循环箱,所述冷却液循环箱的一侧设置有接触板。
优选的,所述成型内置工装的上端面与密封盖完全贴合,所述成型内置工装与密封盖通过螺纹固定。
优选的,所述成型内置工装的下端面与成型管道的内壁完全贴合,所述成型内置工装与成型管道通过卡槽固定。
优选的,所述加热机构的内侧设置有输送管道,所述加热螺纹管呈螺旋状围绕在输送管道的外表面。
优选的,所述螺杆的一端与动力机构的一侧连接,所述螺杆与动力机构通过齿轮啮合固定。
优选的,所述挤出仓的一端安装有加热机构。
与现有技术相比,本实用新型的有益效果是:
1、本实用新型通过动力机构将带动螺杆转动,将送料端口进入的材料进行搅拌,并且通过加热机构使材料实现半固化状态,在通过螺杆将材料进行挤出至加热机构的内侧,通过加热螺纹管进行加热,保证材料的状态,接着材料通过压力进行成型管道的内部,经过成型内置工装时,通过成型内置工装内部的形状,将材料压制成特定形状,并且可通过密封盖将成型内置工装取出,进行更换操作,使装置能够具备,多种直径的成型管加工,使装置能够使用更多管状加工功能;
2、本实用新型加工完成的成品进入冷却箱的内侧,通过循环水管向冷却箱内部输送冷却液,在冷却箱内部循环一周后,抽回至散热冷排内部散热,依次循环使用,将管件进行快速冷却成型,并且通过加装接触板,能够使冷却液更加快速的将内部热量带出,加装此机构,能够缩短装置产品的成型时间,从而提高了装置的制造效率。
附图说明
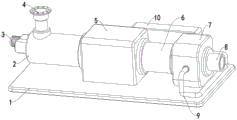
图1为本实用新型整体的结构示意图。
图2为本实用新型散热冷排的结构示意图。
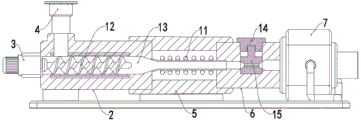
图3为本实用新型整体的内部结构示意图。
图4为本实用新型冷却液循环箱的内部结构示意图(放大图)。
图中:1、固定板;2、加热管;3、动力机构;4、送料端口;5、加热机构;6、成型管道;7、冷却箱;8、出料口;9、循环水管;10、散热冷排;11、加热螺纹管;12、螺杆;13、挤出仓;14、密封盖;15、成型内置工装;16、冷却液循环箱;17、接触板。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
请参阅图1至图4,本实用新型提供的一种实施例:一种成型管工装,包括固定板1,固定板1的上端安装有加热管2,加热管2的一端的外表面安装有动力机构3,加热管2的上端面设置有送料端口4,加热管2的另一端安装有加热机构5,加热机构5的一侧安装有成型管道6,成型管道6的一侧安装有冷却箱7,冷却箱7的一侧安装有出料口8,出料口8的两侧均安装有循环水管9,冷却箱7的一端安装有散热冷排10,加热管2的内侧设置有挤出仓13,挤出仓13的一端安装有螺杆12,加热机构5的内侧安装有加热螺纹管11,通过加热螺纹管11为装置提供加热作用,使材料始终在理想状态内,成型管道6的上端面安装有密封盖14,密封盖14的下端面安装有成型内置工装15,通过成型内置工装15与密封盖14的配合,通过密封盖14将成型内置工装15取出,进行更换操作,使装置能够具备,多种直径的成型管加工,冷却箱7内侧的两端均设置有冷却液循环箱16,冷却液循环箱16的一侧设置有接触板17。
进一步,成型内置工装15的上端面与密封盖14完全贴合,成型内置工装15与密封盖14通过螺纹固定,通过密封盖14将成型内置工装15取出,进行更换操作,使装置能够具备,多种直径的成型管加工。
进一步,成型内置工装15的下端面与成型管道6的内壁完全贴合,成型内置工装15与成型管道6通过卡槽固定,通过成型内置工装15的作用,能够使装置迅速成型。
进一步,加热机构5的内侧设置有输送管道,加热螺纹管11呈螺旋状围绕在输送管道的外表面,通过加热螺纹管11为装置提供加热作用,使材料始终在理想状态内。
进一步,螺杆12的一端与动力机构3的一侧连接,螺杆12与动力机构3通过齿轮啮合固定,通过挤出仓13与螺杆12的配合,为装置提供材料行进的动力。
进一步,挤出仓13的一端安装有加热机构,通过挤出仓13外表面的加热机构,能够增加螺杆12的搅拌效率,使其能够使材料搅拌更加均匀。
工作原理:使用时,检查装置内部机构的工作状态,将装置放置在工作区域,将送料端口4与外接设备连接,接通电源,启动装置,通过动力机构3将带动螺杆12转动,将送料端口4进入的材料进行搅拌,并且通过加热机构使材料实现半固化状态,在通过螺杆12将材料进行挤出至加热机构5的内侧,通过加热螺纹管11进行加热,保证材料的状态,接着材料通过压力进行成型管道6的内部,经过成型内置工装15时,通过成型内置工装15内部的形状,将材料压制成特定形状,并且可通过密封盖14将成型内置工装15取出,进行更换操作,使装置能够具备,多种直径的成型管加工,使装置能够使用更多管状加工功能,接着加工完成的成品进入冷却箱7的内侧,通过循环水管9向冷却箱7内部输送冷却液,在冷却箱7内部循环一周后,抽回至散热冷排10内部散热,依次循环使用,将管件进行快速冷却成型,并且通过加装接触板17,能够使冷却液更加快速的将内部热量带出,加装此机构,能够缩短装置产品的成型时间,从而提高了装置的制造效率。
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
Claims (6)
1.一种成型管工装,包括固定板(1),其特征在于:所述固定板(1)的上端安装有加热管(2),所述加热管(2)的一端的外表面安装有动力机构(3),所述加热管(2)的上端面设置有送料端口(4),所述加热管(2)的另一端安装有加热机构(5),所述加热机构(5)的一侧安装有成型管道(6),所述成型管道(6)的一侧安装有冷却箱(7),所述冷却箱(7)的一侧安装有出料口(8),所述出料口(8)的两侧均安装有循环水管(9),所述冷却箱(7)的一端安装有散热冷排(10),所述加热管(2)的内侧设置有挤出仓(13),所述挤出仓(13)的一端安装有螺杆(12),所述加热机构(5)的内侧安装有加热螺纹管(11),所述成型管道(6)的上端面安装有密封盖(14),所述密封盖(14)的下端面安装有成型内置工装(15),所述冷却箱(7)内侧的两端均设置有冷却液循环箱(16),所述冷却液循环箱(16)的一侧设置有接触板(17)。
2.根据权利要求1所述的一种成型管工装,其特征在于:所述成型内置工装(15)的上端面与密封盖(14)完全贴合,所述成型内置工装(15)与密封盖(14)通过螺纹固定。
3.根据权利要求1所述的一种成型管工装,其特征在于:所述成型内置工装(15)的下端面与成型管道(6)的内壁完全贴合,所述成型内置工装(15)与成型管道(6)通过卡槽固定。
4.根据权利要求1所述的一种成型管工装,其特征在于:所述加热机构(5)的内侧设置有输送管道,所述加热螺纹管(11)呈螺旋状围绕在输送管道的外表面。
5.根据权利要求1所述的一种成型管工装,其特征在于:所述螺杆(12)的一端与动力机构(3)的一侧连接,所述螺杆(12)与动力机构(3)通过齿轮啮合固定。
6.根据权利要求1所述的一种成型管工装,其特征在于:所述挤出仓(13)的一端安装有加热机构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922000652.6U CN210969837U (zh) | 2019-11-19 | 2019-11-19 | 一种成型管工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922000652.6U CN210969837U (zh) | 2019-11-19 | 2019-11-19 | 一种成型管工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210969837U true CN210969837U (zh) | 2020-07-10 |
Family
ID=71415695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922000652.6U Active CN210969837U (zh) | 2019-11-19 | 2019-11-19 | 一种成型管工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210969837U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112172213A (zh) * | 2020-10-17 | 2021-01-05 | 浙江吕氏管业有限公司 | 一种环保高韧性cpvc电缆保护管及其加工方法 |
-
2019
- 2019-11-19 CN CN201922000652.6U patent/CN210969837U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112172213A (zh) * | 2020-10-17 | 2021-01-05 | 浙江吕氏管业有限公司 | 一种环保高韧性cpvc电缆保护管及其加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210969837U (zh) | 一种成型管工装 | |
| CN210026226U (zh) | 一种管材挤出模具 | |
| CN218855587U (zh) | 一种铝制软管生产用注料装置 | |
| CN110919981A (zh) | 一种带有冷却装置的注塑模具 | |
| CN206415435U (zh) | 一种新型铝型材挤压机 | |
| CN212312718U (zh) | 一种螺杆挤出机 | |
| CN213648560U (zh) | 一种注塑原料的加工冷却装置 | |
| CN212385944U (zh) | 一种挤出头可热油循环加热的注塑机 | |
| CN211941962U (zh) | 用于波纹管产生的挤出机 | |
| CN211616356U (zh) | 一种具有温度调节功能的注塑模具系统 | |
| CN211441058U (zh) | 一种加大型双壁波纹管挤出模具 | |
| CN210362356U (zh) | 一种聚乙烯管材挤出装置 | |
| CN211492052U (zh) | 一种耐火材料生产用定型模具 | |
| CN211941839U (zh) | 一种带有冷却装置的注塑模具 | |
| CN114536643A (zh) | 一种方便安装的组装式的具有防卡死功能的注塑设备 | |
| CN212554988U (zh) | 一种pe管材挤压成型机 | |
| CN210525765U (zh) | 一种注塑模具的冷却定型装置 | |
| CN205202074U (zh) | 一种多进料口双螺杆挤出机 | |
| CN212949100U (zh) | 一种双螺杆塑料挤出机加热装置 | |
| CN215320546U (zh) | 一种加工tpv弹性体的双螺杆挤出机冷却装置 | |
| CN215283227U (zh) | 一种降温效果好的试剂瓶生产用模具 | |
| CN214188348U (zh) | 一种汽车天窗的外围塑料密封条加工用模具 | |
| CN211363203U (zh) | 一种工业生产用智能生产设备 | |
| CN210190477U (zh) | 一种新型塑料压出机 | |
| CN216941776U (zh) | 一种双螺杆挤出机的冷却系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |