CN210817590U - 一种高效的涡轮导油板钻孔工装 - Google Patents
一种高效的涡轮导油板钻孔工装 Download PDFInfo
- Publication number
- CN210817590U CN210817590U CN201921179738.3U CN201921179738U CN210817590U CN 210817590 U CN210817590 U CN 210817590U CN 201921179738 U CN201921179738 U CN 201921179738U CN 210817590 U CN210817590 U CN 210817590U
- Authority
- CN
- China
- Prior art keywords
- plate
- drill
- oil guide
- drilling tool
- drilling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型公开了一种高效的涡轮导油板钻孔工装,包括压板,所述压板上表面开设有压板开孔与丝杆开孔,且压板下表面连接有钻模体,所述钻模体上表面设置有钻套,且钻模体下表面连接有导油板,所述导油板下表面连接有钻模底座组件,所述丝杆开孔贯穿有丝杆,所述丝杆上下端套接有螺母。通过在钻模体上表面设置钻套,当需要对导油板进行钻孔时,只需要将钻孔设备穿入钻套进行钻孔即可,该设计省去了钻孔前的划线工序,大大缩短了整个工序的时间,降低了人工成本,同时,提高并保证了钻孔质量;通过将导油板设置在钻模体与第一圆盘之间,钻孔工装能够一次钻涡轮导油板的数量为15件,比没有使用工装时,效率提高15倍。
Description
技术领域
本实用新型涉及液力偶合器涡轮导油板钻孔技术领域,具体是一种高效的涡轮导油板钻孔工装。
背景技术
工装是工艺装备的简称,是用来固定所需要加工的零部件,以便于对零部件准确加工的装置,尤其是在工件的钻孔中,工件稳定性不高会导致钻孔的质量及效率均低,还容易造成残次品的产生。现有的工件钻孔工装多是为某一种工件定做的结构,通用性差、适用范围小,也提高了制造多个工装的成本,传统钻孔工装需要操作人员手扶工件进行定位、人工工作强度大的问题。
但是,该钻孔工装存在着工件在钻孔过程中稳固度不高、适用范围小、运行成本高的不足。因此,本领域技术人员提供了一种高效的涡轮导油板钻孔工装,以解决上述背景技术中提出的问题。
实用新型内容
本实用新型的目的在于提供一种高效的涡轮导油板钻孔工装,以解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:
一种高效的涡轮导油板钻孔工装,包括压板,所述压板上表面开设有压板开孔与丝杆开孔,且压板下表面连接有钻模体,所述钻模体上表面设置有钻套,且钻模体下表面连接有导油板,所述导油板下表面连接有钻模底座组件,所述丝杆开孔贯穿有丝杆,所述丝杆上下端套接有螺母。
作为本实用新型再进一步的方案:所述钻模底座组件包括圆板、第二圆盘、筋板、第一圆盘和圆筒,所述圆筒下表面固定有圆板,且圆筒外表面固定设有筋板,所述筋板上表面连接有第一圆盘,且筋板下表面连接有第二圆盘。
作为本实用新型再进一步的方案:所述圆板、第二圆盘、筋板、第一圆盘和圆筒均为Q235-A的材质。
作为本实用新型再进一步的方案:所述压板开孔数量为四个,且压板开孔在压板上表面两两对称布置。
作为本实用新型再进一步的方案:所述丝杆与螺母为材质相同的构件。
作为本实用新型再进一步的方案:所述钻套的数量为十六个,且钻套沿着钻模体上表面均匀分布。
作为本实用新型再进一步的方案:所述筋板数量为八个,且筋板在第一圆盘和第二圆盘之间两两对称布置。
作为本实用新型再进一步的方案:所述压板的直径小于钻套围成圆的内径。
与现有技术相比,本实用新型的有益效果是:
1、通过在钻模体上表面设置钻套,当需要对导油板进行钻孔时,只需要将钻孔设备穿入钻套进行钻孔即可,该设计省去了钻孔前的划线工序,大大缩短了整个工序的时间,降低了人工成本,同时,提高并保证了钻孔质量。
2、通过将导油板设置在钻模体与第一圆盘之间,钻孔工装能够一次钻涡轮导油板的数量为15件,比没有使用工装时,效率提高15倍。
3、本钻孔工装可适用于液力偶合器型号YOTCGP800、875、920三种型号中的3种涡轮挡油板的钻孔,增加了该钻孔工装的实用性,易于推向市场。
附图说明
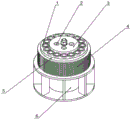
图1为一种高效的涡轮导油板钻孔工装的结构示意图;
图2为一种高效的涡轮导油板钻孔工装的剖示图;
图3为一种高效的涡轮导油板钻孔工装钻模底座组件的结构示意图。
图中:1、钻套;2、压板开孔;3、压板;4、导油板;5、钻模体;6、钻模底座组件;7、螺母;8、丝杆;9、圆板;10、第二圆盘;11、筋板;12、第一圆盘;13、圆筒;14、丝杆开孔。
具体实施方式
请参阅图1~3,本实用新型实施例中,一种高效的涡轮导油板钻孔工装,包括压板3,压板3上表面开设有压板开孔2与丝杆开孔14,且压板3下表面连接有钻模体5,压板3的直径小于钻套1围成圆的内径,压板开孔2数量为四个,且压板开孔2在压板3上表面两两对称布置,钻模体5上表面设置有钻套1,且钻模体5下表面连接有导油板4,该设计,通过将导油板4设置在钻模体5与第一圆盘12之间,钻孔工装能够一次钻涡轮挡油板的数量为15件,比没有使用工装时,效率提高15倍。
在图1中:钻套1的数量为十六个,且钻套1沿着钻模体5上表面均匀分布,导油板4下表面连接有钻模底座组件6,该设计,通过在钻模体上表面设置钻套1,当需要对导油板4进行钻孔时,只需要将钻孔设备穿入钻套1进行钻孔即可,该设计省去了钻孔前的划线工序,大大缩短了整个工序的时间,降低了人工成本,同时,提高并保证了钻孔质量。
在图1、3中:钻模底座组件6包括圆板9、第二圆盘10、筋板11、第一圆盘12和圆筒13,圆筒13下表面固定有圆板9,且圆筒13外表面固定设有筋板11,筋板11数量为八个,且筋板11在第一圆盘12和第二圆盘10之间两两对称布置,圆板9、第二圆盘10、筋板11、第一圆盘12和圆筒13均为Q235-A的材质,筋板11上表面连接有第一圆盘12,且筋板11下表面连接有第二圆盘10,丝杆开孔14贯穿有丝杆8,丝杆8上下端套接有螺母7,丝杆8与螺母7为材质相同的构件,本钻孔工装可适用于液力偶合器型号YOTCGP800、875、920三种型号中的3种涡轮导油板4的钻孔,增加了该钻孔工装的实用性,易于推向市场。
本实用新型的工作原理是:首先,把钻模底座组件6拿出,将其横放在桌面上,然后用一只手拿住,再将丝杆8拿出,将丝杆8的螺纹较少的一端先拧入一个螺母7,一直拧到螺纹的四分之三的位置,然后另一只手把丝杆8的拧有螺母7的一端穿入圆板9中央的开孔中,在将另一个螺母7拧入圆板9的另一端丝杆8上,使两个螺母7把丝杆8固定在圆板9中央,然后将钻模底座组件6平放在桌面上,再将导油板4放在第一圆盘12上,将钻模体5放置在导油板4上,再将压板开孔2对准丝杆8将压板3放置在钻模体5上表面,在拿出螺母7,将丝杆8顶端用螺母7拧紧,使压板3与钻模底座组件6之间的构件不会随意移动,此时,该高效的涡轮导油板4钻孔工装组装完成,该工装工作时,将钻孔设备沿着钻套向导油板4位置进行钻孔,由于设置钻套1,省去了钻孔前的划线工序,大大缩短了整个工序的时间,降低了人工成本,同时,提高并保证了钻孔质量,这样的设计,最多可以一次可以将15层导油板4一起进行钻孔,这样的工作效率提升了15倍,当钻孔完毕后,先将钻孔设备移走,然后用扳手将顶端的螺母7拧开,在将压板3移走,压板3移走后,把钻模体5也移走,然后即可将导油板4拿出,把下一批导油板4放置在第一圆盘12上,继续对导油板4进行钻孔。
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (8)
1.一种高效的涡轮导油板钻孔工装,包括压板(3),其特征在于,所述压板(3)上表面开设有压板开孔(2)与丝杆开孔(14),且压板(3)下表面连接有钻模体(5),所述钻模体(5)上表面设置有钻套(1),且钻模体(5)下表面连接有导油板(4),所述导油板(4)下表面连接有钻模底座组件(6),所述丝杆开孔(14)贯穿有丝杆(8),所述丝杆(8)上下端套接有螺母(7)。
2.根据权利要求1所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述钻模底座组件(6)包括圆板(9)、第二圆盘(10)、筋板(11)、第一圆盘(12)和圆筒(13),所述圆筒(13)下表面固定有圆板(9),且圆筒(13)外表面固定设有筋板(11),所述筋板(11)上表面连接有第一圆盘(12),且筋板(11)下表面连接有第二圆盘(10)。
3.根据权利要求2所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述圆板(9)、第二圆盘(10)、筋板(11)、第一圆盘(12)和圆筒(13)均为Q235-A的材质。
4.根据权利要求1所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述压板开孔(2)数量为四个,且压板开孔(2)在压板(3)上表面两两对称布置。
5.根据权利要求1所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述丝杆(8)与螺母(7)为材质相同的构件。
6.根据权利要求1所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述钻套(1)的数量为十六个,且钻套(1)沿着钻模体(5)上表面均匀分布。
7.根据权利要求2所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述筋板(11)数量为八个,且筋板(11)在第一圆盘(12)和第二圆盘(10)之间两两对称布置。
8.根据权利要求1所述的一种高效的涡轮导油板钻孔工装,其特征在于,所述压板(3)的直径小于钻套(1)围成圆的内径。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921179738.3U CN210817590U (zh) | 2019-07-25 | 2019-07-25 | 一种高效的涡轮导油板钻孔工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921179738.3U CN210817590U (zh) | 2019-07-25 | 2019-07-25 | 一种高效的涡轮导油板钻孔工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210817590U true CN210817590U (zh) | 2020-06-23 |
Family
ID=71276057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921179738.3U Active CN210817590U (zh) | 2019-07-25 | 2019-07-25 | 一种高效的涡轮导油板钻孔工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210817590U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115194484A (zh) * | 2022-08-04 | 2022-10-18 | 山东省章丘鼓风机股份有限公司 | 一种泵壳端面加工装置及加工方法 |
-
2019
- 2019-07-25 CN CN201921179738.3U patent/CN210817590U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115194484A (zh) * | 2022-08-04 | 2022-10-18 | 山东省章丘鼓风机股份有限公司 | 一种泵壳端面加工装置及加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203556902U (zh) | 一种液压自定心下拉式涨套机构 | |
| CN204053021U (zh) | 一种圆盘形工件用快速钻孔工装 | |
| CN104959864A (zh) | 数控机床用夹具 | |
| CN104924125A (zh) | 数控机床通用夹具 | |
| CN204248561U (zh) | 一种用于联轴器的多功能可转位钻孔夹具 | |
| CN103949909A (zh) | 一种cnc加工球形件组合夹具及装夹方法 | |
| CN104924111A (zh) | 自动化数控机床夹具 | |
| CN203292523U (zh) | 一种油泵体同轴尺寸加工工装 | |
| CN210817590U (zh) | 一种高效的涡轮导油板钻孔工装 | |
| CN109676421B (zh) | 一种用于摇臂件上高精度球形孔钻孔专用夹具 | |
| CN206286870U (zh) | 一种导程筒钻阵列孔夹具 | |
| CN103084868A (zh) | 钻孔用高精度定位夹具 | |
| CN212310928U (zh) | 一种钻斜孔装置 | |
| CN209754641U (zh) | 一种用于摇臂件上高精度球形孔钻孔专用夹具 | |
| CN209811753U (zh) | 一种四轴加工中心工装快换夹具 | |
| CN219522344U (zh) | 一种硅橡胶板沉孔的加工设备 | |
| CN210209529U (zh) | 通用型定位装夹系统 | |
| CN203636145U (zh) | 用于铝合金挤压材模具加工的线切割机夹具 | |
| CN206509776U (zh) | 一种长裂缝波导管端头加工多工位集成快换装夹装置 | |
| CN203437963U (zh) | 主机筒内孔镗孔工装 | |
| CN206405471U (zh) | 一种钢结构撑脚体端板钻孔装置 | |
| CN104816180A (zh) | 一种取力器箱体钻孔夹具 | |
| CN220073944U (zh) | 一种用于减速器盖的立加工装 | |
| CN215468583U (zh) | 一种快速自定心的插齿机装夹装置 | |
| CN204818809U (zh) | 钻孔夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |