CN202829813U - 循环玻璃盆热弯炉 - Google Patents
循环玻璃盆热弯炉 Download PDFInfo
- Publication number
- CN202829813U CN202829813U CN201220423785XU CN201220423785U CN202829813U CN 202829813 U CN202829813 U CN 202829813U CN 201220423785X U CN201220423785X U CN 201220423785XU CN 201220423785 U CN201220423785 U CN 201220423785U CN 202829813 U CN202829813 U CN 202829813U
- Authority
- CN
- China
- Prior art keywords
- heater
- furnace
- hot bending
- track
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Abstract
本实用新型公开了一种循环玻璃盆热弯炉,包括炉体支架、炉体、炉体轨道和炉体升降装置,炉体包括上加热炉、下模具炉,上加热炉通过炉体升降装置安装在炉体支架上,下模具炉可沿炉体轨道循环移动,所述上加热炉包括第一预热炉体、第二预热炉体、热弯成型炉体。本实用新型循环玻璃盆热弯炉结构设计合理,采用多个下模具炉水平循环式地进行玻璃热弯加工,提高了生产效率,减少了单个玻璃盆的生产时间,也节约了大量的能源,提高了玻璃盆的品质。
Description
技术领域
本实用新型涉及一种循环玻璃盆热弯炉。
背景技术
玻璃热弯炉是玻璃盆热弯的常用设备,玻璃盆在热弯炉的成型时间占了总体生产时间的很大一部分,加工玻璃盆的热弯工艺通常采用预热、热弯成型和高温保温三道工序,现有加工玻璃盆的热弯炉采用的是通过移动不同的温度的加热炉盖在模具炉上方进行加热,采用这种结构的热弯炉不仅加工单个加热炉的时间长,而且不同温度加热炉轮流对模具炉进行加热,加热炉没有对模具炉进行加热时,热量就白白浪费掉了,造成了大量的电能损失,增加了生产的成本。申请号为:200620018647.8,专利名称为:“一种水平循环式连续玻璃热弯炉”的中国实用新型专利公开文件公开了一种水平循环式连续玻璃热弯炉,结构中包括具有保温层的炉体,在炉体内底部并行排列有两列模具车轨道,在两列模具车轨道中间沿道轨方向间隔设置有保温立柱,位于炉底中部、两列轨道之间设置有与道轨同向的保温墙,炉体内底部有加热用的电热丝。在炉体外部两端分别有与炉体内的两列轨道垂直并靠近轨道顶端的倒转轨道,在两列倒转轨道上有横向移动的倒转车将模具车从两模具车轨道间导转。在炉体外部两端分别有牵引模具车的牵引器。其结构简单,加热室内温度分布均匀,热弯成型后的玻璃降温、退火过程循摩进行,玻璃不易炸裂,多余热量利用充分,实现了节能目的。特别适合弯制局部加热的热弯玻璃制品。但是该实用新型的结构,虽然实现了循环热弯工艺,但是其整体结构并不适合多道加热工序的热弯工艺。
实用新型内容
本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种设计合理,提高生产效率、缩短生产周期,提高产品质量的循环玻璃盆热弯炉。
本实用新型解决上述问题所采用的技术方案是:该循环玻璃热弯炉,其特征在于:包括炉体支架、炉体、炉体轨道和炉体升降装置,炉体包括上加热炉、下模具炉,上加热炉通过炉体升降装置安装在炉体支架上,下模具炉可沿炉体轨道移动,所述炉体轨道包含加热轨道、循环轨道、前横移轨道、后横移轨道、前周转滑轨和后周转滑轨,加热轨道和循环轨道平行设置,前横移轨道、后横移轨道分别位于加热轨道的两端且均与加热轨道垂直,前周转滑轨、后周转滑轨均与均与加热轨道平行,前周转滑轨、后周转滑轨通过滑轮分别设置在前横移轨道、后横移轨道上,所述上加热炉包括依次设置的第一预热炉体、第二预热炉体、热弯成型炉体。
循环玻璃盆热弯炉的工作过程如下:装载着玻璃的下模具炉在加热轨道上被依次推到第一预热炉体、第二预热炉体、热弯成型炉体,分别进行第一次预热,第二次预热和热弯成型,然后下模具炉被推到后周转滑轨上,热弯后的玻璃被卸下装入保温箱或者放在空气中强化,推动后周转滑轨在后横移轨道上移动,实现后周转滑轨和循环轨道的对接,将此已卸掉玻璃的下模具炉从后周转滑轨依次推到循环轨道、前周转滑轨,然后推动前周转滑轨在前横移轨道移动,实现前周转滑轨和加热轨道的对接,下模具炉重新装载玻璃,重复上述过程。在前面所述的模具车在各个上加热炉下依次移动的过程中,都有相应的下模具炉依次跟进,以此循环,多个下模具炉水平循环式地进行玻璃热弯加工,实现了模具车循环装料热弯,极大提高了生产效率,减少了单个玻璃盆的生产时间,也使得各个加热炉同时都在工作,节约了大量的能源。
作为优选,本实用新型所述炉体升降装置包括气动升降泵和电机链动升降装置,第一预热炉体、第二预热炉体通过气动升降泵安装在炉体支架上,电机链动升降装置包括电机、链条、丝杆、丝杆螺母,所述丝杆转动安装在炉体支架上,丝杆螺母固定在热弯成型炉体上,电机通过链条驱动丝杆,电机采用变频减速转动。
由于热弯成型炉体内部很容易掉落灰尘,电机使用变频减速并采用丝杆升降结构,振动小、稳定性好,不会带起很多灰尘,保障了热弯成型炉体打开时,玻璃盆上不会掉入灰尘等杂质,提高了产品的质量。
作为优选,本实用新型所述第一预热炉体、第二预热炉体、热弯成型炉体和下模具炉上均设置有位置对准线。下模具炉移动时,下模具炉的位置对准线分别和第一预热炉体、第二预热炉体、热弯成型炉体上的位置对准线对齐,可以保证模具炉内的玻璃位置和各个加热炉内的加热管的位置对准,保证了热弯形状的可靠性,提高了产品形状的一致性。
作为优选,本实用新型所述上加热炉还包括强化保温炉。采用强化保温炉,可消除玻璃盆的温度分布不均,消除应力分布不均,提高产品的质量,减少玻璃盆爆裂的可能。
作为优选,本实用新型所述热弯成型炉体上设置有加热管高摄氏度调节装置,所述加热管高摄氏度调节装置包括固定板、调节杆、调节螺母,热弯成型炉体的加热管均固定在固定板上,调节杆的一端和固定板固定,调节杆的另一端伸出热弯成型炉体并螺纹连接有调节螺母。由于加热管和玻璃盆之间的各个区域距离,对玻璃成型质量影响非常大,通过旋转调节螺母即可调节加热管在加热过程中和玻璃盆的距离,防止出现变形不均匀。
本实用新型与现有技术相比,具有以下优点和效果:本实用新型提高生产效率、大大缩短生产周期,提高了玻璃盆的强度。本实用新型循环玻璃盆热弯炉结构设计合理,不仅可实现本实用新型玻璃盆热弯成型方法,而且采用多个下模具炉水平循环式地进行玻璃热弯加工,不仅极大提高了生产效率,减少了单个玻璃盆的生产时间,也节约了大量的能源,减少了玻璃盆掉入杂质的数量,提高了玻璃盆的品质。
附图说明
图1是本实用新型实施例循环玻璃盆热弯炉的主视结构示意图。
图2是图2俯视结构示意图。
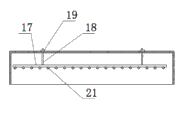
图3是本实用新型实施例循环玻璃盆热弯炉的加热管高摄氏度调节装置的调节原理图。
具体实施方式
下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
参见图1至图3,本实施例循环玻璃盆热弯炉,包括炉体支架1、炉体、炉体轨道和炉体升降装置,炉体包括上加热炉、下模具炉20,上加热炉通过炉体升降装置安装在炉体支架1上,下模具炉20可沿炉体轨道移动,炉体轨道包含加热轨道5、循环轨道6、前横移轨道7、后横移轨道8、前周转滑轨9和后周转滑轨10,加热轨道5和循环轨道6平行设置,前横移轨道7、后横移轨道8分别位于加热轨道5的两端且均与加热轨道5垂直,前周转滑轨9、后周转滑轨10均与均与加热轨道5平行,前周转滑轨9、后周转滑轨10通过滑轮分别设置在前横移轨道7、后横移轨道8上,上加热炉包括第一预热炉体2、第二预热炉体3、热弯成型炉体4、强化保温炉16。
本实施例中炉体升降装置包括气动升降泵11和电机链动升降装置,第一预热炉体2、第二预热炉体3、强化保温炉16均通过气动升降泵11安装在炉体支架1上,电机链动升降装置包括电机12、链条13、丝杆14和丝杆螺母15,丝杆14转动安装在炉体支架1上,丝杆螺母15固定在热弯成型炉体4上,电机12通过链条13驱动丝杆14,电机12采用变频减速转动。第一预热炉体2、第二预热炉体3、热弯成型炉体4上、强化保温炉16和下模具炉20上均设置有位置对准线。热弯成型炉体4上设置有加热管高摄氏度调节装置,加热管高摄氏度调节装置包括固定板17、调节杆18、调节螺母19,热弯成型炉体4的加热管21均固定在固定板17上,调节杆18的一端和固定板17固定,调节杆18的另一端伸出热弯成型炉体4并螺纹连接有调节螺母19。
本实施例循环玻璃盆热弯炉在使用过程中,第一预热炉体2、第二预热炉体3的温度控制在550摄氏度,热弯成型炉体4的温度控制在680摄氏度,强化保温炉16的温度控制在550摄氏度。装载着玻璃的下模具炉20在加热轨道5上被依次推到第一预热炉体2、第二预热炉体3、热弯成型炉体4、强化保温炉16,分别进行第一次预热,第二次预热、热弯成型以及强化保温,下模具炉20在第一预热炉体2、第二预热炉体3、热弯成型炉体4、强化保温炉16下的时间均为8分钟,然后下模具炉20被推到后周转滑轨10上,热弯后的玻璃从强化保温炉16被卸下装入保温箱,推动后周转滑轨10在后横移轨道8上移动,实现后周转滑轨10和循环轨道6的对接,将此已卸掉玻璃下模具炉20从后周转滑轨10依次推到循环轨道6、前周转滑轨9,然后推动前周转滑轨9在前横移轨道7移动,实现前周转滑轨9和加热轨道5的对接,下模具炉20重新装载玻璃,重复上述过程。在前面所述的模具车在各个上加热炉下依次移动的过程中,都有相应的下模具炉20依次跟进,以此循环,实现本循环玻璃盆热弯炉各个加热炉循环不间断工作,不仅节约了能源,而且缩短了玻璃盆的生产周期,提高了生产效率。
本实施例玻璃盆热弯成型方法,循环玻璃盆热弯炉可不设置强化保温炉16,热弯成型后玻璃盆,可从热弯成型炉体4中取出直接放在空气中进行强化冷却,这样的玻璃盆强化度较低,不过成本相对较低,以适应不同消费者对于不同产品质量和价格的要求
此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
Claims (5)
1.一种循环玻璃盆热弯炉,其特征在于:包括炉体支架、炉体、炉体轨道和炉体升降装置,炉体包括上加热炉、下模具炉,上加热炉通过炉体升降装置安装在炉体支架上,下模具炉可沿炉体轨道移动,所述炉体轨道包含加热轨道、循环轨道、前横移轨道、后横移轨道、前周转滑轨和后周转滑轨,加热轨道和循环轨道平行设置,前横移轨道、后横移轨道分别位于加热轨道的两端且均与加热轨道垂直,前周转滑轨、后周转滑轨均与均与加热轨道平行,前周转滑轨、后周转滑轨通过滑轮分别设置在前横移轨道、后横移轨道上,所述上加热炉包括第一预热炉体、第二预热炉体、热弯成型炉体。
2.根据权利要求1所述的循环玻璃盆热弯炉,其特征在于:所述炉体升降装置包括气动升降泵和电机链动升降装置,第一预热炉体、第二预热炉体通过气动升降泵安装在炉体支架上,电机链动升降装置包括电机、链条、丝杆、丝杆螺母,所述丝杆转动安装在炉体支架上,丝杆螺母固定在热弯成型炉体上,电机通过链条驱动丝杆,电机采用变频减速转动。
3.根据权利要求1或2所述的循环玻璃盆热弯炉,其特征在于:所述第一预热炉体、第二预热炉体、热弯成型炉体上和下模具炉上均设置有位置对准线。
4.根据权利要求1或2所述的循环玻璃盆热弯炉,其特征在于:所述上加热炉还包括强化保温炉。
5.根据权利要求1或2所述的循环玻璃盆热弯炉,其特征在于:所述热弯成型炉体上设置有加热管高摄氏度调节装置,所述加热管高摄氏度调节装置包括固定板、调节杆、调节螺母,热弯成型炉体的加热管均固定在固定板上,调节杆的一端和固定板固定,调节杆的另一端伸出热弯成型炉体并螺纹连接有调节螺母。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220423785XU CN202829813U (zh) | 2012-08-24 | 2012-08-24 | 循环玻璃盆热弯炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220423785XU CN202829813U (zh) | 2012-08-24 | 2012-08-24 | 循环玻璃盆热弯炉 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202829813U true CN202829813U (zh) | 2013-03-27 |
Family
ID=47941568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201220423785XU Expired - Fee Related CN202829813U (zh) | 2012-08-24 | 2012-08-24 | 循环玻璃盆热弯炉 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202829813U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102786206A (zh) * | 2012-08-24 | 2012-11-21 | 富阳美丽华洁具有限公司 | 一种玻璃盆热弯成型方法及循环玻璃盆热弯炉 |
| CN104891787A (zh) * | 2015-06-23 | 2015-09-09 | 成都光明光电股份有限公司 | 光学玻璃的成型装置及成型方法 |
| CN105712615A (zh) * | 2016-01-29 | 2016-06-29 | 河南环宇玻璃科技股份有限公司 | 全自动八工位大巴玻璃连续烘弯炉及成型工艺 |
| CN106830645A (zh) * | 2017-01-19 | 2017-06-13 | 唐山启明星玻璃深加工有限公司 | 隧道窑式玻璃热弯炉及其连续生产方法 |
| CN107176783A (zh) * | 2016-03-10 | 2017-09-19 | 瑞宝弘科技股份有限公司 | 玻璃成型炉 |
| CN108168297A (zh) * | 2018-03-01 | 2018-06-15 | 洛阳华旭利尔电炉有限公司 | 一种镁铝板材连续加热预热炉 |
| CN114455817A (zh) * | 2021-04-13 | 2022-05-10 | 杭州欣海卫浴有限公司 | 一种玻璃热弯炉温度监控系统 |
-
2012
- 2012-08-24 CN CN201220423785XU patent/CN202829813U/zh not_active Expired - Fee Related
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102786206A (zh) * | 2012-08-24 | 2012-11-21 | 富阳美丽华洁具有限公司 | 一种玻璃盆热弯成型方法及循环玻璃盆热弯炉 |
| CN102786206B (zh) * | 2012-08-24 | 2015-06-24 | 富阳美丽华洁具有限公司 | 一种玻璃盆热弯成型方法及循环玻璃盆热弯炉 |
| CN104891787A (zh) * | 2015-06-23 | 2015-09-09 | 成都光明光电股份有限公司 | 光学玻璃的成型装置及成型方法 |
| CN104891787B (zh) * | 2015-06-23 | 2018-05-25 | 成都光明光电股份有限公司 | 光学玻璃的成型装置及成型方法 |
| CN105712615A (zh) * | 2016-01-29 | 2016-06-29 | 河南环宇玻璃科技股份有限公司 | 全自动八工位大巴玻璃连续烘弯炉及成型工艺 |
| CN105712615B (zh) * | 2016-01-29 | 2018-03-02 | 河南环宇玻璃科技股份有限公司 | 全自动八工位大巴玻璃连续烘弯炉及成型工艺 |
| CN107176783A (zh) * | 2016-03-10 | 2017-09-19 | 瑞宝弘科技股份有限公司 | 玻璃成型炉 |
| CN106830645A (zh) * | 2017-01-19 | 2017-06-13 | 唐山启明星玻璃深加工有限公司 | 隧道窑式玻璃热弯炉及其连续生产方法 |
| CN108168297A (zh) * | 2018-03-01 | 2018-06-15 | 洛阳华旭利尔电炉有限公司 | 一种镁铝板材连续加热预热炉 |
| CN114455817A (zh) * | 2021-04-13 | 2022-05-10 | 杭州欣海卫浴有限公司 | 一种玻璃热弯炉温度监控系统 |
| CN114455817B (zh) * | 2021-04-13 | 2023-10-31 | 杭州欣海卫浴有限公司 | 一种玻璃热弯炉温度监控系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202829813U (zh) | 循环玻璃盆热弯炉 | |
| CN102786206B (zh) | 一种玻璃盆热弯成型方法及循环玻璃盆热弯炉 | |
| CN101628783B (zh) | 连续式钢化炉及弯钢化玻璃的加工工艺 | |
| CN103555921B (zh) | 车轮热处理系统 | |
| CN102531352B (zh) | 热弯钢化一次成型聚光镜片生产工艺及设备 | |
| CN201411409Y (zh) | 全自动流水线式钢化炉机组 | |
| CN201415971Y (zh) | 大u型节能灯管自动弯管机 | |
| CN202965225U (zh) | 抽屉式退火炉 | |
| CN201056052Y (zh) | 一种双工位吸塑机加热装置 | |
| CN102531356B (zh) | 一种双螺旋节能荧光灯管的加工装置 | |
| CN107627529A (zh) | 一种发泡成型机械设备 | |
| CN201686612U (zh) | 一种汽车玻璃连续热弯炉 | |
| CN202239008U (zh) | 铝型材挤压模具电磁加热机 | |
| CN2801780Y (zh) | 连续玻璃热弯炉 | |
| CN201436182U (zh) | 双模连续式自动浸塑机 | |
| CN203096127U (zh) | 一种长杆类工件热处理线 | |
| CN2780755Y (zh) | 玻璃钢化炉 | |
| CN102557409A (zh) | 一种双螺旋节能荧光灯管的加工装置 | |
| CN101921052A (zh) | 螺旋型节能灯管自动弯管机 | |
| CN103057108A (zh) | 一种红外线加热机 | |
| CN201415970Y (zh) | 螺旋型节能灯管自动弯管机 | |
| CN201704201U (zh) | 大巴前挡风玻璃五部小车连续烘弯成型炉 | |
| CN204125339U (zh) | 汽车玻璃热弯成型炉 | |
| CN200952879Y (zh) | 汽车后隔板生产线的双烘箱结构 | |
| CN205205190U (zh) | 大型航空铝板材电加热时效炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130327 Termination date: 20130824 |